Сварка инвертором для начинающих

В данной статье будет представлено подробное описание сварки инвертором, которое будет весьма любопытно для тех, кто лишь обучается сварке.
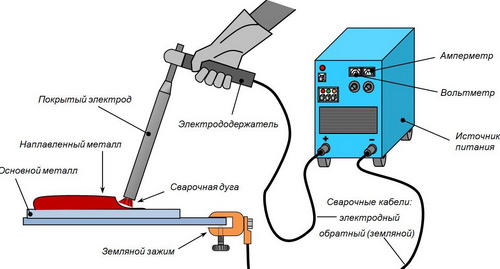
Инвертор – это аппарат для воплощения сварки, позволяющий соединять листы из сплава под воздействием разрядов электро энергии. Инверторы сварочного типа обеспечили реальный скачок в сфере техники для сварки, так как трансформаторы старенького типа достаточно томные, и использовать их трудно. Инвертор может использовать любой, но для этого требуются познания о неких принципах функционирования.
Существенное преимущество такового типа аппаратов состоит в том, что при сваривании материалов при помощи инвертора брызг меньше, нежели от работы трансформатора. Специфичность инвертора заключается в его малой массе и максимуме способностей, позволяющих обеспечить деяния, ранее осуществлявшиеся сложными и томными устройствами.
Энергия, потребляемая данным устройством, идет только на функционирование дуги, средством которой процесс сварки и производят. Техника владеет малым уровнем чувствительности к изменениям напряжения в электронной сети, которые не так изредка бывают за городом. Если работая в личном доме, случаются перепады в электронной сети, то при приобретении инвертора следует направить внимание на рекомендованное напряжение, которое указывается в паспорте устройства.
Согласно определенным источникам, сварка может производиться электродом, поперечник которого три мм и при напряжении в электросети, равном 185 В.

Специалисты в сварке говорят, что инвертор дозволяет обеспечить получение высочайшего свойства шва, при всем этом дугу сварочного типа наиболее комфортно задерживать.
Базы сварки
Аппараты для сварки инверторного типа различаются наибольшим удобством и приметной экономичностью, а это владеет значимостью для лиц, заинтересованных в сварочных работах средством инвертора. Тем, кто только начал работать с таковым устройством, принципиально знать принцип функционирования инвертора.
До этого всего, большая часть перегрузки при функционировании такового устройства возлагается на электронную сеть. Если ассоциировать устройство со старенькыми аппаратами для сварки, то необходимо отметить, что при включении крайних наблюдается наибольший и мощный скачок электронной энергии. Инвертор имеет конденсаторы накопительного типа, предназначенные для скопления электро энергии и обеспечивающие, до этого всего, надежное функционирование электронной сети, также с мягкостью разжигающие инверторную дугу.
Кроме этого, значимостью владеет факт того, что чем больше электроды в поперечнике, тем больше количества энергии они потребляют. По данной нам причине в случае проверки собственного инвертора на практике требуется ориентировочный расчет большего количества энергии, которая потребляется, чтоб избежать сгорания техники у соседей.
Также необходимо отметить, что для каждой разновидности электрода определяется минимум силы электротока. Это означает, что если сила электротока будет меньше допустимого минимума, то шов не будет получаться. Если прирастить силу электронного тока выше допустимой границы, шов будет получаться, но сгорание электрода будет происходить очень стремительно.
Инверторный агрегат, который продается в сетевых магазинах, способен снаружи прогуляться на ящик. Масса его – от 3-х до 7 кг. Техника передвигается средством ручки. Также перенос устройства может облегчаться благодаря ремню.
Снаружи устройства находятся рукояти и индикаторы:
- переключатель обеспечивает включение устройства;
- уровень тока и напряжения можно выставить при помощи ручек впереди;
- индикаторы подают сигналы о перегреве устройства и о том, как подается питание;
- впереди размещаются выходы, которые помечаются плюсом и минусом.
Понижение температуры получается благодаря отверстиям, выполненным для вентиляции. Не считая того, совместно с устройством поставляется пара кабелей. Один из их оканчивается электродным держателем. На другом есть зажим, который припоминает прищепку.
Включение оборудования осуществляется средством разъема, размещенного у аппарата сзаду.
Сварка
Образование дуги происходит от контактирующих частей: железной части электрода и сплава, сваривание которого осуществляется. Под действием дуговой температуры начинается плавление как сплава, сварка которого осуществляется, так и конкретно электрода. Расплавившийся участок сплава, сварка которого осуществляется, также электродный стержень делают в месте дуги ванну. Электродная обмазка плавится. Толика ее становится газообразной и обеспечивает защиту от кислорода.
Электродная обмазка, которая остается как жидкость, размещается сверху от сплава в водянистой форме, обеспечивает защиту материала от воздушного кислорода в случае сваривания и понижения температуры. По окончании работ и остывания материала, толика обмазки в водянистой форме становится шлаком, находящимся снаружи от шва. Опосля того как произойдет остывание полностью, шлак с легкостью удаляется средством молотка.
Во избежание угасания дуги требуется выдерживать неизменную дистанцию меж материалом и электродом. Этого можно достигнуть средством поступления электрода в область сварочных работ с постоянной скоростью.
Поэтапная {инструкция} по работам
1. Для начала сварочных работ, рекомендовано владеть элементами для защиты, другими словами перчатками, сделанными из материала грубого типа (не из резины); в целях защиты зрения требуется приобретение сварочной маски, которая снабжена фильтром для защиты, который выбирается, беря во внимание уровень электротока при сварке. Для сварочных работ наиболее комфортной будет маска типа хамелеон. Используемый фильтр производит определение дуги и происходит затемнение под надлежащие данные. Броско, что при пониженных температурах впору фильтр действовать не может, в случае, если температура наименее -100 С, маска защиту не обеспечит.
Также для работы пригодятся особенные куртка и штаны из ткани (Строение тканей живых организмов изучает наука гистология), характеризующейся плотностью и натуральностью происхождения, которая в сварочном процессе не возгорится от искр. Куртка обязана закрывать область шейки, владеть длинноватыми рукавами, которые обеспечивают защиту рук.
Будет нужно закрытая обувь из кожи с громоздкой подошвой.
2. Для проведения работ нужно иметь личные защитные средства и провести деяния предварительного нрава. Предварительные работы на месте заключаются в обеспечении на рабочей поверхности свободы места. Для того, чтоб заниматься сварочными работами, необходимо убрать все излишние предметы из зоны, куда способны добраться брызги; обеспечить высококачественный свет на участке, где происходит выполнение работ. Задачки сварочного нрава осуществляются на настиле из древесной породы, который обеспечивает защиту от поражения электротоком.
3. Осуществляется настойка сварочного тока и выбор электрода. Для сварочных работ электродные продукты употребляются с поперечником 2-5 мм. Электроток для сварочных работ выставляется зависимо от материала, который сваривается, также толщины свариваемых предметов.
4. Для обеспечения свойства соединения при сварочных работах, электроды должны высушиваться в протяжении нескольких часов при 2000С. Для данной цели есть возможность применять старенькый духовой электрошкаф. Обычно, на инверторном корпусе указывают, какой сила электротока обязана быть.
5. Если электрод не так давно приобретены и есть уверенность в том, что они высококачественные, то доп деяния не пригодятся. Но если сомнения в качестве есть, что можно принять меры, которые дозволят выполнить подготовку электродов, хранившихся во мокроватом помещении без отопления. Для обеспечения свойства соединения при сварке, электроды должны быть высушены в течении пары часиков при 200 градусов по Цельсию. Для того, чтоб обеспечить такие условия, можно применить старенькую электронную духовку.
При выбирании электродных продуктов требуется строго ориентироваться на разновидность материалов, которые будут свариваться. В образовательных целях можно использовать самые пользующиеся популярностью электроды – МР и АНО.
6. Клемму массы подключают к поверхности, которая сваривается.
7. Чтобы сварочное соединение различалось качеством и надежностью, до начала деяния требуется выполнить подготовку сплава: убрать щеткой железного типа с кромок остатки ржавчины. Выполнить обработку кромок при помощи растворяющего вещества.
При предварительных действиях требуется внимание заострять на недопустимости жира на кромках, также наличия составов лакокрасочного типа.
8. Учиться рекомендовано начинать с воплощения швов в форме валика на листе из сплава со значимой шириной.
Исходный шов требуется созодать на сплаве, который необходимо установить на ровненькую поверхность стола. Дальше следует начертить на сплаве при помощи мела ровненькую линию в согласовании с данной нам линией прокладывать валик и в процессе предстоящей работы ориентироваться.
Работы сварочного нрава начинаются с того, что поджигается дуга. Есть два способа для того, чтоб разжечь сварочную дугу: чиркать о железную поверхность, постукивать о поверхность.
Лицо, осуществляющее сварку, электрод отводит на незначимую дистанцию, которая согласуется с протяженностью дуги и позже начинается процесс сварочного нрава.
9. Сварка начинается. В итоге появился шов. Окалину убирают средством постукивания жестким и увесистым предметом.

Дуговой просвет: контроль
Данный просвет является расстоянием, образующимся в процессе сварочных работ меж железным предметом и электродом. Принципиальный момент — это контроль всепостоянства и поддержка равной величины данного промежутка.
При краткости дуги, около 1-го мм, материал греется на участке, который незначителен по ширине, и приобретенный шов становится выпуклым. В зоне, где соединяется шов и железный предмет, есть риск появления подреза. Это незначимая по размерам канавка около шва, которая является параллельной ему. Подрез делает ниже шовные свойства по прочности.
В случае наличия протяженной дуги сложным будет обеспечение ее стойкости. Дуга имеет нехорошую защиту от воздуха, в наименьшей степени обеспечивает прогревание материала и возникает шов с недостающим показателем глубины.
Поддержание неизменного и соответствующего по размерам зазора ведет к тому что формируется обычный шов, который имеет соответствующий провар. Обычный размер дуги может колебаться от 2-ух до 3-х мм. Опосля того, как приобретен навык управления длиной дуги, возникает возможность для обеспечения рационального результата.



























