Профи arc 200 схема электронная
Схема тутhttp://svarka-barnaul.3dn.ru/search/инвертор%20ARC200B/. Сходу же опосля включения зажигается индикатор "перегрев". Термодатчик, подключённый к 13 выв. субмодуля Р1(нормально разомкнутый) исправен. Паралельно ему снутри субмодуля стоит тиристор MCR100-6. На его УЭ висит 0,68В. УЭ через поочередную цепь резистор-стабилитрон соединён с 11выв. субмодуля(в моей схеме заместо диодного моста D2-D5- однополупериодный выпрямитель). Там потенциала нет(ну и откуда ему взяться без выходного тока). Никак не вызвоню откуда эти 0,68В берутся! Сам генератор собран на KA3525, в обычном включении, вывод №10(shutdaun) на "массе". Питание на 8выв. мсх подаётся с выв. 18 субмодуля, но пока не о этом речь, с "перегревом" бы разобраться. В связи с вышеизложенным у меня появилось пару вопросцев:
1. Можно ли, создав иммитацию "вкл" запустить инвертор на холостую
2. Ну и вдруг у кого внутренняя схемка субмодуля Р1 есть. Утомился уже вызванивать связи! В личку.
Cоврал. Это диодик, катодом к 11выв. А резистор с анода на массу.
Добавлено (21/02/2014, 01:14:38)
———————————————
Всё таки защита срабатывает с трансформатора Т1. На 11выв. субмодуля краткосрочный всплеск в момент включения, а далее тиристор окрылся и до "выкл" уже не отпускает. Снял питание с силовых ключей(23N50E), включил, "перегрев"- не пылает, на вход субмодуля PK-07 идут прекрасные импульсы пуска. Удивительно. Транзисторы все нормально звонятся, выпрямители тоже
НЕЛЬЗЯ! Закоротил выходную обмотку Т1 и включил. Бздануло очень! Один в верхнем, и два в нижнем плече(23N50E) разлетелись в клочья! Опять снял питание с ключей, выпаял пробитые, включил- импульсы идут, "мертвая зона"есть.. В магазин.
#1 som
#2 morgmail
#3 70rufs
#4 som
Пробовал вынудить его работать на морозе,
#5 70rufs
#6 som
#7 morgmail
Сталкивался где то на форуме. Ставят такие, но электронщики стращают скоропостижной кончиной аппарата. Ещё и не на любом сварочнике можно подстраивать ток во время сварки. На МС. дед установил на аппарат привод от дистанционной камеры наблюдения, который крутит саму крутилку.
#8 LamoBOT
На таком кетайсе можно. Я сделал. Но если замкнете случаем один из регулировочных проводов с сварочными – может сдохнуть. Еще можно отыскать регулятор с моторчиком. Такие используются в неких мультимедийных акустических системах, но нужно чтобы сопротивление хоть приблизительно соответствовало. Две клавиши поставить – ток ввысь и ток вниз (мотор влево-вправо).
#9 tehsvar
Желаю создать выносной регулятор, метра 3-4
порочным делом, помыслил: уж не встроили-ли в него хитрые китайцы температурный датчик.
#10 som
Делайте, нихрена ему не будет. Пару 10-ов так сделали. Возвратов нет. Лишь просьбы ещё поставить. Это мы в фирму одну так измудрялись ставили. Самое обычное резюк поставить с переключением туда-сюда.
 Главным элементом простого сварочного аппарата является трансформатор, работающий на частоте 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ) и имеющий мощность несколько кВт. Потому его вес 10-ки килограмм, что не совершенно комфортно.
Главным элементом простого сварочного аппарата является трансформатор, работающий на частоте 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ) и имеющий мощность несколько кВт. Потому его вес 10-ки килограмм, что не совершенно комфортно.
С возникновением массивных высоковольтных транзисторов и диодов обширное распространение получили сварочные инверторы. Главные их плюсы: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Механизм работы сварочного инвертора понятен из ниже приведенной структурной схемы:
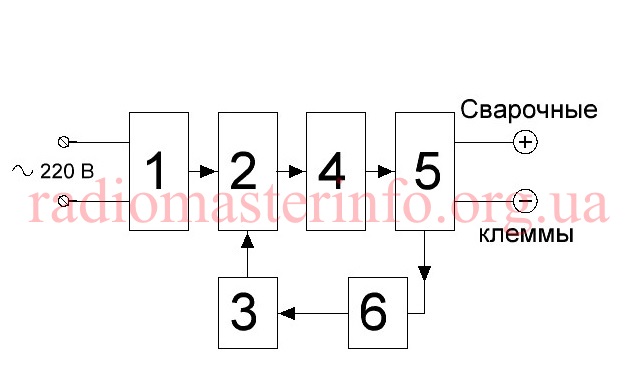
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который сформировывает неизменное напряжение 310 В. Это напряжение питает мощнейший выходной каскад (2). На вход этого массивного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и дальше на мощнейший выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) производит регулировку сварочного тока и защиту.
Потому что инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ), как обыденный сварочник, габариты и вес его импульсного трансформатора в 10-ки раз меньше чем обыденного сварочного трансформатора на 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ). Ну и наличие электрической схемы управления дозволяет плавненько регулировать сварочный ток и производить эффективную защиту от перегрузок.
Разглядим определенный пример.
Инвертор закончил варить. Вентилятор работает, индикатор сияет, а дуга не возникает.
Таковой тип инверторов достаточно всераспространен. Эта модель именуется «Gerrard MMA 200»

Удалось отыскать схему инвертора «ММА 250», которая оказалась весьма похожа и значительно посодействовала в ремонте. Основное ее отличие от подходящей схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема схожа.
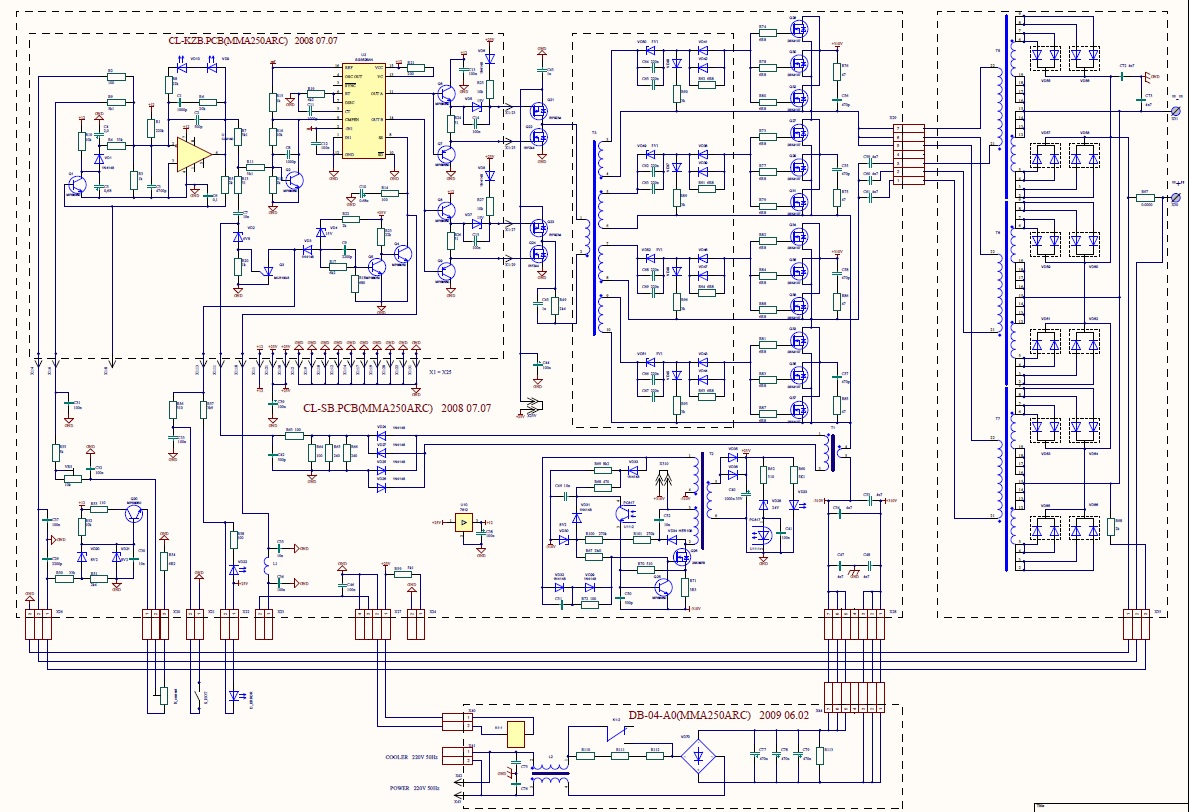
Кратко о самой схеме.
Сначала статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощнейший импульсный блок питания с напряжением холостого хода около 55 В, что нужно для появления сварочной дуги, также, регулируемым током сварки, в этом случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления следующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По данной цепи осуществляется регулировка скважности импульсов генератора и таковым образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на подготовительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В любом плече в параллель стоят по два либо по три массивных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 массивные импульсы поступают на выпрямитель. Выпрямитель состоит из 2-ух (ММА 200) либо 3-х (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал оборотной связи.
Также сигнал оборотной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей употребляется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания сформировывает напряжение +25 В, из которого добавочно через U10 формируется +12 В.
Вернемся к ремонту. Опосля открывания корпуса зрительным осмотром был найден пригоревший конденсатор 4,7 мкФ на 250 В.

Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
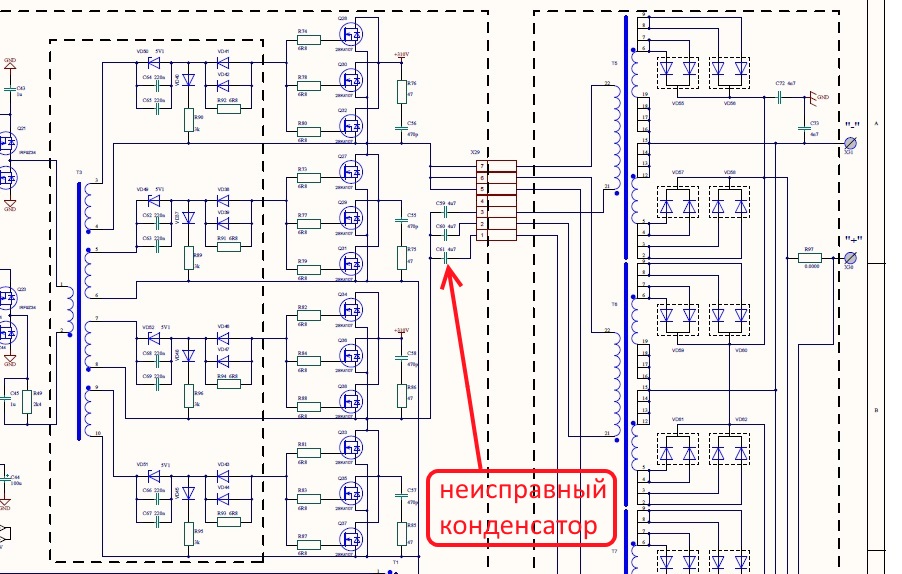
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через некоторое количество дней инвертор опять закончил работать.
При детализированном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, практически они в обрыве.

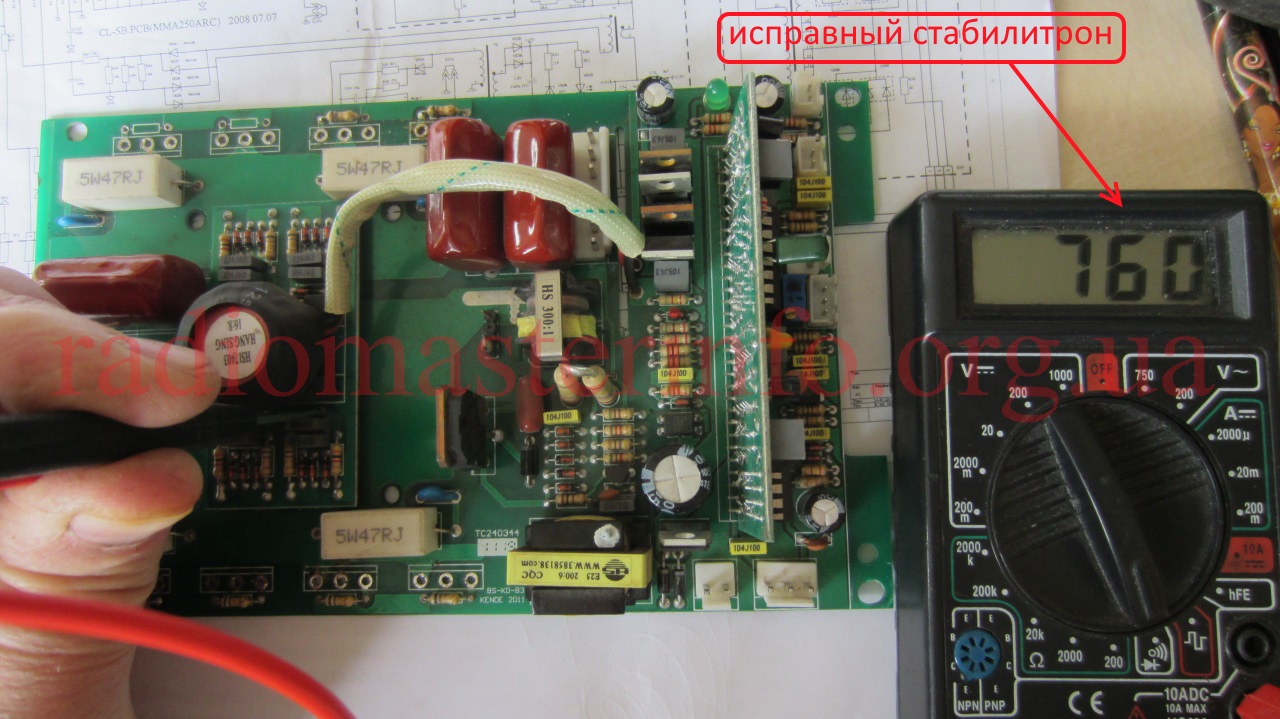
Были испытаны все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в любом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены меж собой. При таком недостатке высочайшее напряжение от цепей стока попадает в цепи затворов. Потому были испытаны входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диодик в цепи формирования импульсов на входах выходных транзисторов.

Проверка выполнялась без выпаивания деталей методом сопоставления сопротивлений меж схожими точками всех 4 формирователей импульсов.
Также были испытаны все другие цепи прямо до выходных клемм.
При проверке выходных полевиков они все были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
1-ое включение делалось совершенно без массивных полевых транзисторов. При всем этом включении была испытана исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:
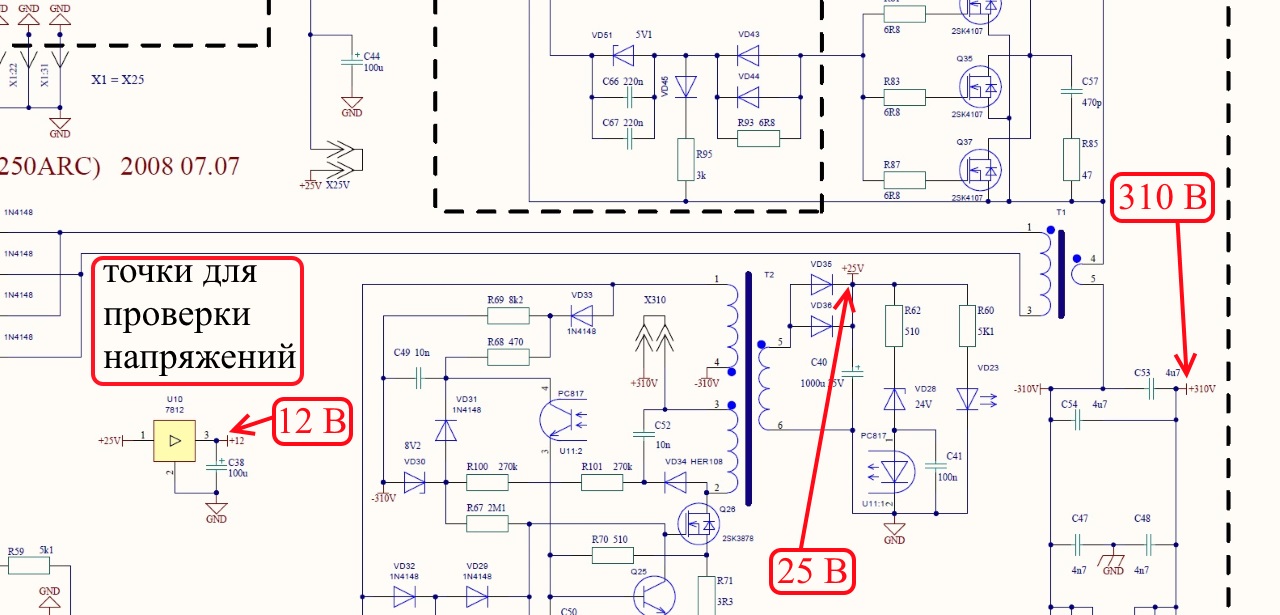
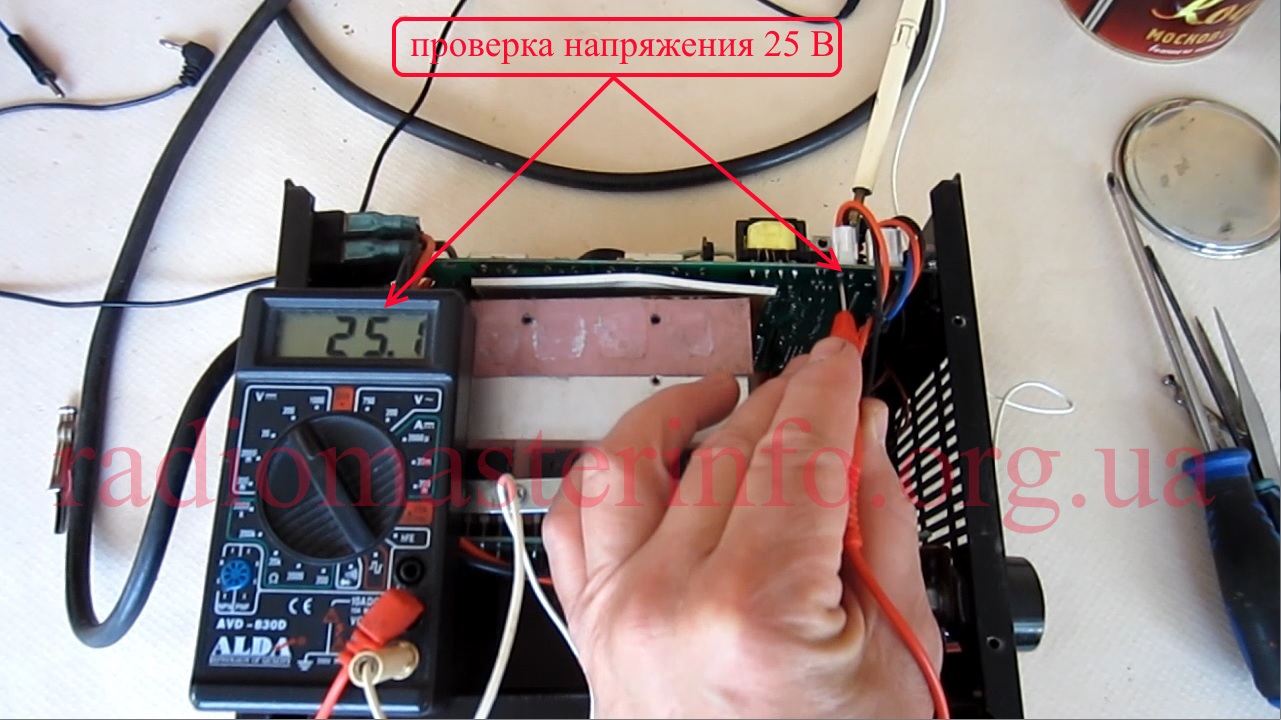
Проверка напряжения 25 В на плате:
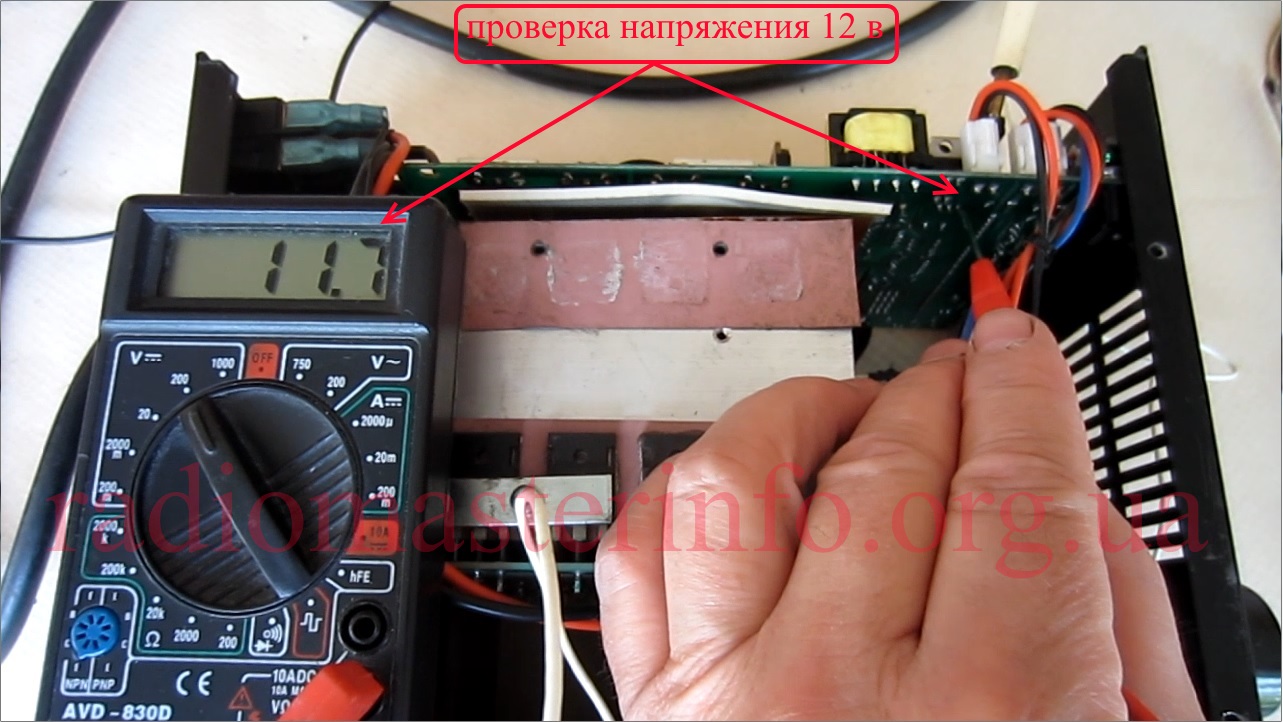
Проверка напряжения 12 В на плате:
Опосля этого были испытаны импульсы на выходах генератора импульсов и на выходах формирователей.

Импульсы на выходе формирователей, перед сильными полевыми транзисторами:

Потом были испытаны на утечку все выпрямительные диоды. Потому что они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке всякого раздельно взятого диодика утечка наиболее 1 мОм.
(*8*)
Дальше было принято решение собрать выходной каскад на 4 полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-1-х, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех других цепей и работой источников питания, но все таки опосля таковой неисправности остается. К тому же, можно представить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток полностью сумеет достигать 80 А. Это означает, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.

1-ое контрольное краткосрочное включение в режиме ХХ принято решение создать через кипятильник на 2,2 кВт. Это может минимизировать последствия трагедии, если все-же какая-то неисправность была пропущена. При всем этом измерялось напряжение на клеммах:

Все работает нормально. Не испытанными оказались лишь цепи оборотной связи и защиты. Но сигналы этих цепей возникают лишь при наличии выходного тока значимой величины.
Потому что включение прошло нормально, напряжение на выходе также в границах нормы, убираем поочередно включенный кипятильник и включаем сварку в сеть впрямую. Опять проверяем выходное напряжение. Оно мало выше и в границах 55 В. Это полностью нормально.
Пробуем краткосрочно варить, следя при всем этом за работой схемы оборотной связи. Результатом работы схемы оборотной связи будет изменение продолжительности импульсов генератора, за которыми мы будем следить на входах транзисторов выходных каскадов.
При изменении тока перегрузки они меняются. Означает схема работает верно.
 А вот импульсы при наличии сварочной дуги. Видно, что их продолжительность поменялась:
А вот импульсы при наличии сварочной дуги. Видно, что их продолжительность поменялась:

Можно брать недостающие выходные транзисторы и устанавливать на пространство.
Материал статьи продублирован на видео:



























