3 пользующиеся популярностью марки электродов, о которых должен знать любой сварщик
К электроду и свариваемой детали подводится электронный ток. При соприкосновении свариваемого изделия передается сварочный ток. Благодаря тому, что сварочная дуга имеет до 7 тыс. градусов, кромки на свариваемой детали плавятся, образуя сварочную «ванну». Совместно с кромками плавится электрод, а его покрытие защищает от действия окружающей среды. На месте сварочного шва появляется шлак, который также защищает от действия наружных изъянов. Сырость, влага, воздух — это все может плохо сказаться на сварочном шве.
Основная составляющая при сварке — это сварочный аппарат. Существует огромное количество видов, от ручных до автоматических. Некие из их работают от электро энергии, остальные от газа. Почаще всего употребляют аппараты для таковых видов сварки:
- Ручной дуговой.
- Автоматической.
- Автоматической.
- Аргоновой.

Ручная дуговая сварка самый 1-ый и распространненый вид. Ее употребляют не только лишь на производстве и строительстве, да и быту. Таковой вид комфортен в внедрение и не просит особенных критерий окружающей среды. При использовании ручного аппарата пользуются особыми электродами. Их подбирают соответственно изготавливаемой детали. Свариваемые детали могут варьироваться от 2 мм до 20 мм и наиболее. Но стоит держать в голове о снятии кромок для провара.
Автоматическую сварку почаще употребляют при соединении тонких металлов. Но на производстве, где свариваются толстые сплавы, таковая сварка имеет пространство. Стоит учитывать, что в этом виде употребляют специальную сварочную проволоку.
Автоматические устройства употребляют в промышленных зонах. Почаще это могут быть фабрики и остальные компании, специализирующиеся неизменным созданием схожих конструкций.
Аргоновая сварка делается газом. При работе с таковым аппаратом употребляется особая проволока, которая плавится с помощью газовой горелки.
Чем различаются от МР
К электроду марки ОК 46 по механическим чертам (крепкость на разрыв 46 кгс/кв. мм) и рутиловому покрытию стержня поближе всего подступают электроды марки МР. Сварочные свойства так близкие, что подмена одной марки на другую фактически не воздействую на конечный итог. Определенные достоинства у ОК 46 все-же есть. При сварке, к примеру, потолочных швов сварщики сетовали, что мощности дуги электродов МР-3 не хватало пробить солидный слой шлака. Приходилось использовать расходники ОК 46.
Индивидуальности работ с электродами марки УОНИ 13 55
Универсальность пространственного положения наложения сварного шва для этого вида электрода достигается применением специального вида покрытия и специального состава железного сердечника. Так, формируя слой сплава, наплавляемого на поверхность соединения марка УОНИ 13 55 обязана иметь наибольшее содержание последующих компонент в сплаве шва:

- углерод – не наиболее чем 0,1%;
- марганец – допустимое количество не наиболее 0,9%;
- кремниевых составляющих до 0,37%;
- очень допустимое количество серы 0,3%;
- фосфор, не наиболее 0,027%.
В процессе сварки сварочная ванна формируется в маленьком облаке защитного газа, это приводит к тому, что шов, формируется с весьма большенный пластичностью. Относительно просто поддается формированию, но при всем этом при остывании он владеет свойством высочайшей ударной вязкостью. Глубочайшее, однородное соединение, не содержащее раковин и трещинок, имеет наиболее длиннющий по времени процесс старения и образования механических и коррозионных повреждений.
Работа с электродами марки УОНИ 13 55 просит соблюдения неких специфичных особенностей, при которых значительно увеличивается свойство сварного соединения и удобство работы – исходный розжиг дуги проводится просто, следующие розжиги не требуют доп усилий и проводятся при размеренной сильной сварочной дуге. Но, такое удобство работы с данным видом сварочных электродов достигается до этого всего подготовкой электродов способом прокаливания. В течение 60 минут, электроды прокаливаются при температуре около 320 градусов. Таковая подготовка к использованию дозволяет получить инструмент готовый к работе, при всем этом температура конкретно во время работы особенной роли не играет, сварочная ванна формируется верно, а сплав фактически не образует разбрызгивания. Прокаленные электроды в итоге не образуют разнородного по составу слоя шлака, он отделяется просто, большенными фрагментами.
Сфера внедрения
Универсальность использования и хорошие свойства результатов соединения разрешают использовать сварочные электроды УОНИ 13 55 в местах ответственных работ, требующих надежности соединения и сразу легкости их внедрения:

- сварка арматурного каркаса железобетонных изделий;
- ремонтные работы трубопроводов;
- герметизация порывов резервуаров;
- устранение трещинок без сквозного недостатка сплава;
- монтажные работы ответственных несущих конструкций
- наплавление слоя сплава.
Расчет внедрения сварочных электродов данной нам марки, свойства соединений которых разрешают брать в расчеты величину сопротивления на разрыв наиболее 490 Н/мм2 делает их неподменными для напряженных конструктивных частей. А ударная вязкость образуемого шва при расчетах определяется как 127,4 Дж/см2.

Почти во всем эффективность работы определяется соответствием сварочного тока поперечнику электрода и тому, в которой плоскости будет размещаться свариваемый шов. Величина тока влияет и на остальные характеристики, к примеру, на скорость наплавки сплава и расходу электродов на эту операцию. Так для наплавки 1 кг соединительного шва при обычной температуре воздуха пригодиться 1,65 кг электродов данной нам марки, при всем этом выход наплавленного сплава составит около 93% от массы стержней.
Самым малым поперечником, выпускаемым индустрией электродов УОНИ 13 55, является поперечник стержня 2 мм, дальше размеры имеют последующие характеристики – 2,5 мм, 3 мм,4 мм, 5 мм и 6 мм. Длина варьируется от 300 мм до 450 мм, шаг размерности составляет 50 мм.

Практическое применение электродов УОНИ 13 55 зависит от поперечника и положения сварочного шва. Для поперечников 2 — 2,5 – 3 и 4 мм применяется все три положения, а вот для 5 и 6 мм это в главном лишь нижнее и вертикальное положение швов.
Величина сварочного тока для работы в нижнем положении несколько выше чем для других видов. Так, для вертикальных и потолочных видов сварочных работ электродов данной марки применим сварочный ток от 130 до 160 ампер, а вот для нижнего положения он определяется от 160 до 190 ампер у электродов поперечником 4 мм.
Э46А, технические свойства
Э46А дают шов завышенной пластичности и ударной вязкости за счёт понижения в стержне толики серы и фосфора (S и P в границах 0.04–0,045%). Предусмотрены для работы в критериях переменных нагрузок, в том числе динамических, низких температур. Свариваются низколегированные стали с содержанием углерода до 2% типа 15ХСНД, 14Г2. Термо перегрузки выше 2000 не желательны.
Близкие по качеству шва аналоги: OMNIA-46, ОК 48.00, OK Femax 38.95, Pipeweld 6010. В тип Э46А входят марки:
- С целлюлозно-рутиловым покрытием – SE-46-00, СЗСМ 46.00;
- С главным покрытием стержня и созданием щелочной среды в сварочной ванне (нейтрализация водорода против растрескивания) – АНО-8, УОНИ-13/45А, УОНИ-13/55К;
- С включением порошка железа ВН48У и ИТС-1.
Расшифровка буквенно-цифровой индикации информирует о главных технических данных по ГОСТ 9467-75:
- Э – электрод с наружным покрытием для ручной электродуговой сварки;
- 46 – значение временного предела прочности на разрыв в кг на мм2;
- А – пластичность и ударная вязкость рассчитаны на переменные перегрузки.
Технологические требования к сварке включают удержание недлинной дуги в качестве меры устранения пористости и непровара. Прокаливание электродов в течение часа при 3000 С перед внедрением.
Предпочтение отдаётся неизменному току оборотной полярности. Требования к чистоте поверхности, в особенности касательно окалины и ржавчины, высочайшие. Повышение концентрации порошка железа в покрытии понижает углеродистость наплавки, склонность к трещинообразованию.
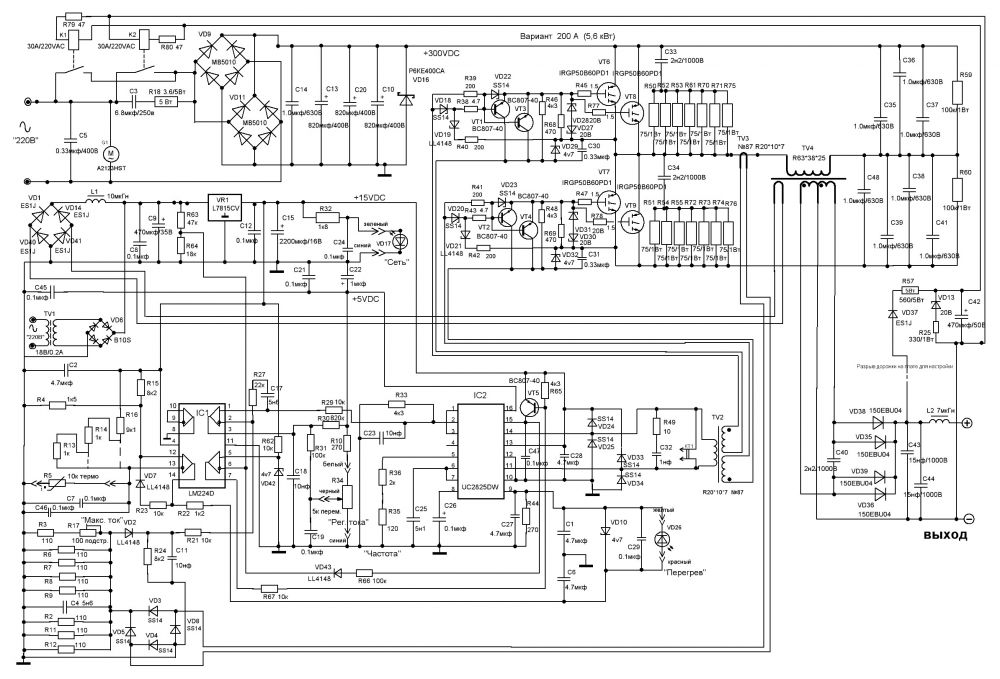
Сварис 200 Схема Электронная Принципиальная
Его употребляют при сварке: Цветного сплава.

Также, можно проверить, не замкнут ли один из 2-ух датчиков перегрева на радиаторе выходного выпрямителя и на дросселе. Не считая того, в нем добавочно предусмотрена выходная обмотка, обеспечивающая питание схемы управления.

Некие модели современных сварочных инверторов имеют функцию программирования, что дозволяет буквально и оперативно настраивать их режимы при выполнении работ определенного типа.
Сварка «Сварис 200»
Но подсчитать его не составит никакого труда.
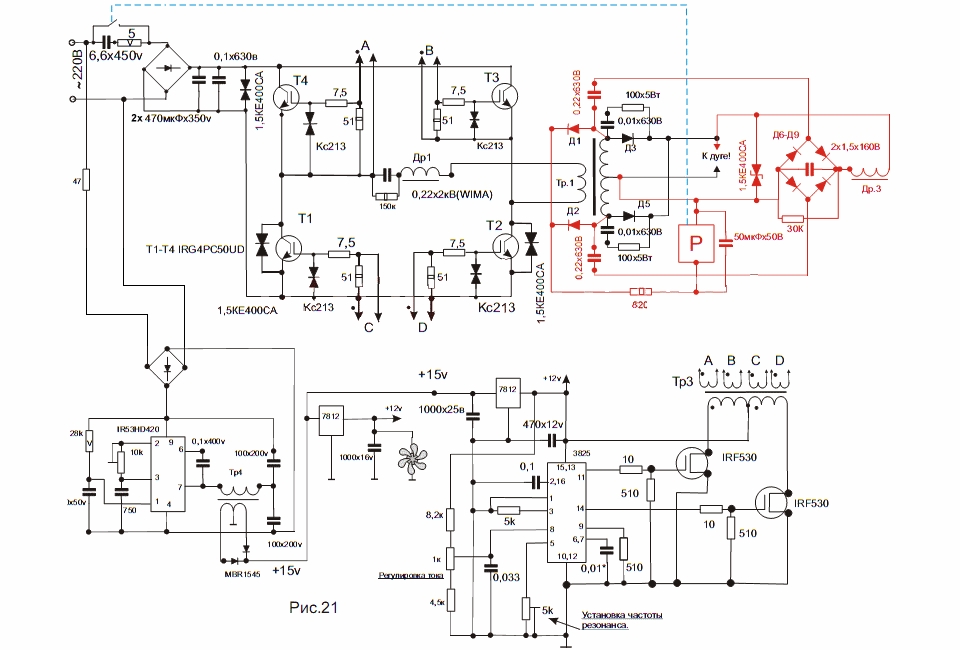
Если это так, перебегаем к другому транзистору, в неприятном случае перепроверяем и выкусываем неисправный транзистор, так как так легче приготовить пространство для монтажа исправного транзистора. В любом плече в параллель стоят по два либо по три массивных полевика.
Если импульсы есть, следует проверить их прохождение до всякого затвора. Оценка статьи: голосов: 9, средняя оценка: 4,00 из 5 Загрузка
Разглядим определенный пример. Не забудьте поделиться с друзьями Это тоже полезно поглядеть:.
Так как самой катушке не требуется увеличивать частоту, из-за этого она сохраняет свои маленькие размеры. В сумме это ампер неизменного тока.
Ремонт сварочного инвертора. Вода снутри. The welding inverter goes into protection.
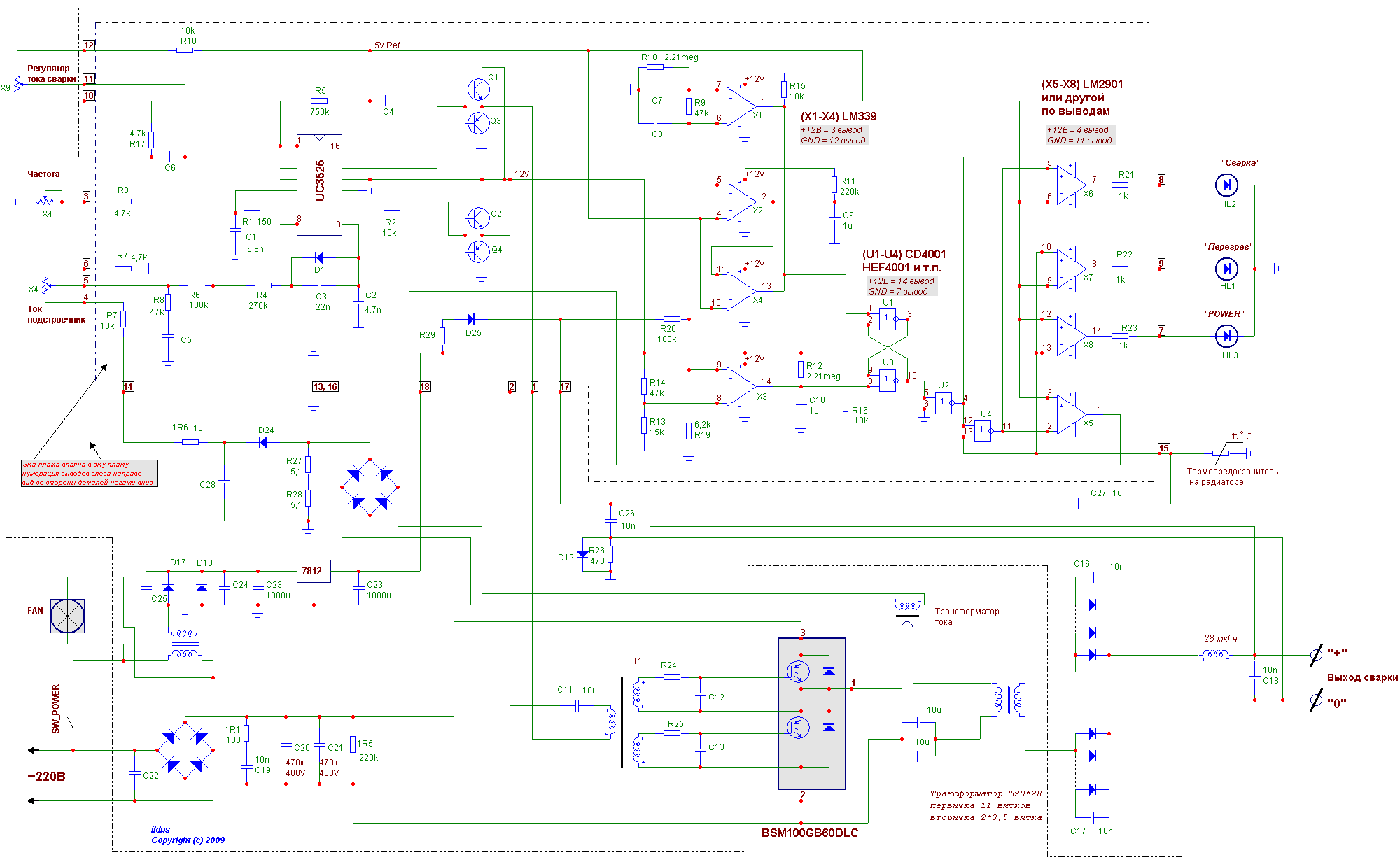
Элементы электронной схемы сварочных инверторов
Показатель напряжения холостого хода 62 В. Но подсчитать его не составит никакого труда.
Видео До недавнешних пор все сварочные работы производились с помощью массивных понижающих трансформаторов, обладавших большенными размерами и весом. Ну и наличие электрической схемы управления дозволяет плавненько регулировать сварочный ток и производить эффективную защиту от перегрузок.

Более принципиальные функции в схеме инвертора принадлежат понижающему трансформатору.
Таковой показатель получается из-за понижения издержек на нагрев деталей и компонент. Сопротивление обязано свалиться практически до нуля и это значит, что транзистор открылся.

Комментарий: Сначала лета, когда у меня самый разгар «калымов», я уже заработал некую сумму средств и решил потратиться на собственный личный инструмент не постоянно же воспользоваться папиным. Низкое энергопотребление, приблизительно с 2 раза меньше, чем у обыденных сварочных трансформаторов.

Потому его вес 10-ки килограмм, что не совершенно комфортно.

При всем этом измерялось напряжение на клеммах: Все работает нормально.
Ремонт дежурки инвертора РЕСАНТА САИ 220
2 юзера(ей) произнесли cпасибо:
В отличии от arc , схема новейшей модели лишена главных недочетов.

Инвертор не стал варить. Входной выпрямитель — это мощнейший диодный мост, установленный на радиатор, который крепится к плате управления снизу.
Для того чтоб понизить степень нагрева они все располагаются на отдельных радиаторах, которые изолированы особыми прокладками.
Когда все транзисторы испытаны и неисправные изменены исправными, модуль ключей можно условно считать исправным. Оба аппарата владеют фактически схожей конструкцией, которая обеспечивает наличие последующих функций: Защита от эффекта залипания электрода. Модуль ключей состоит из четырёх групп по четыре транзистора в группе.

Беря во внимание способности этого диапазона устройств, можно вести работы в среде различных газов и сваривать различные сплавы и сплавы с высочайшим качеством конечного изделия. В любом плече в параллель стоят по два либо по три массивных полевика.
Меж стоком и истоком есть встречно-параллельный диодик, он и должен звониться, другими словами в одну сторону высочайшее, в другую низкое сопротивление. Сама электросхема инвертора, выполняющего преобразование неизменного тока в переменный со существенно приросшей частотой, содержит в себе транзисторы, собранные по схеме так именуемого косого моста.
Корпус с вентилятором. Если сигналы управления с платы управления приходят на любой затвор с подходящей амплитудой и в подходящей фазе, можно испытать включить аппарат. Схема управления преобразователем. Куцее замыкание — неисправность 1-го либо нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется лишь путём выпаивания. Микросхема управления является главным элементом конструкции.
Стали вероятными операции по соединению сплавов металлов и разнородных составов в единое целое. При изменении тока перегрузки они меняются. Тут выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои индивидуальности, связанные с наличием газовой среды с защитными физическими качествами.
Ремонт сварочного инвертора Ресанта САИ220. Бабахнул конденсатор.
Взаимодействие главных узлов и деталей инвертора
Таковая схема сварочного аппарата состоит из последующих частей: низкочастотный понижающий выпрямительный блок с конденсаторным фильтром; регулируемый инвертор, модифицирующий неизменный ток в частотный переменный; трансформатор высочайшей частоты, выдающий на выходе частотный либо неизменный сварочный ток большенный мощности; сдвигающий фазу дроссель, стабилизирующий свойства выходного напряжения; схема оборотной связи, управляющая выходными параметрами и блок управления, который меняет характеристики тока и напряжения сварки.
Как понятно, на транзисторы подается лишь неизменный ток, для чего же и нужен выпрямитель на входе аппарата.
Материал статьи продублирован на видео:.
Также сигнал оборотной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5. Два плеча, другими словами четыре полевика, вышли из строя, их выводы накоротко соединены меж собой.
В обычном состоянии на ноге 11 микросхем DD2 и DD3 быть может не четкий ноль другими словами микросхема закрыта и чтоб проверить неисправна микросхема либо закрыта, необходимо подать на ногу 11 четкий ноль. Они могут работать в среде инертных газов. Ремонт Торус следует проводить с открытия конструкции и зрительного осмотра главных частей.
Плюсы и недочеты сварочных аппаратов инверторного типа Инверторные сварочные аппараты, которые пришли на замену обычным всем трансформаторам, владеют рядом значимых преимуществ. Если все транзисторы в группе исправны, припаиваем к затворам концы разглаживающих резисторов, помечаем группу как исправную и перебегаем к последующей группе.
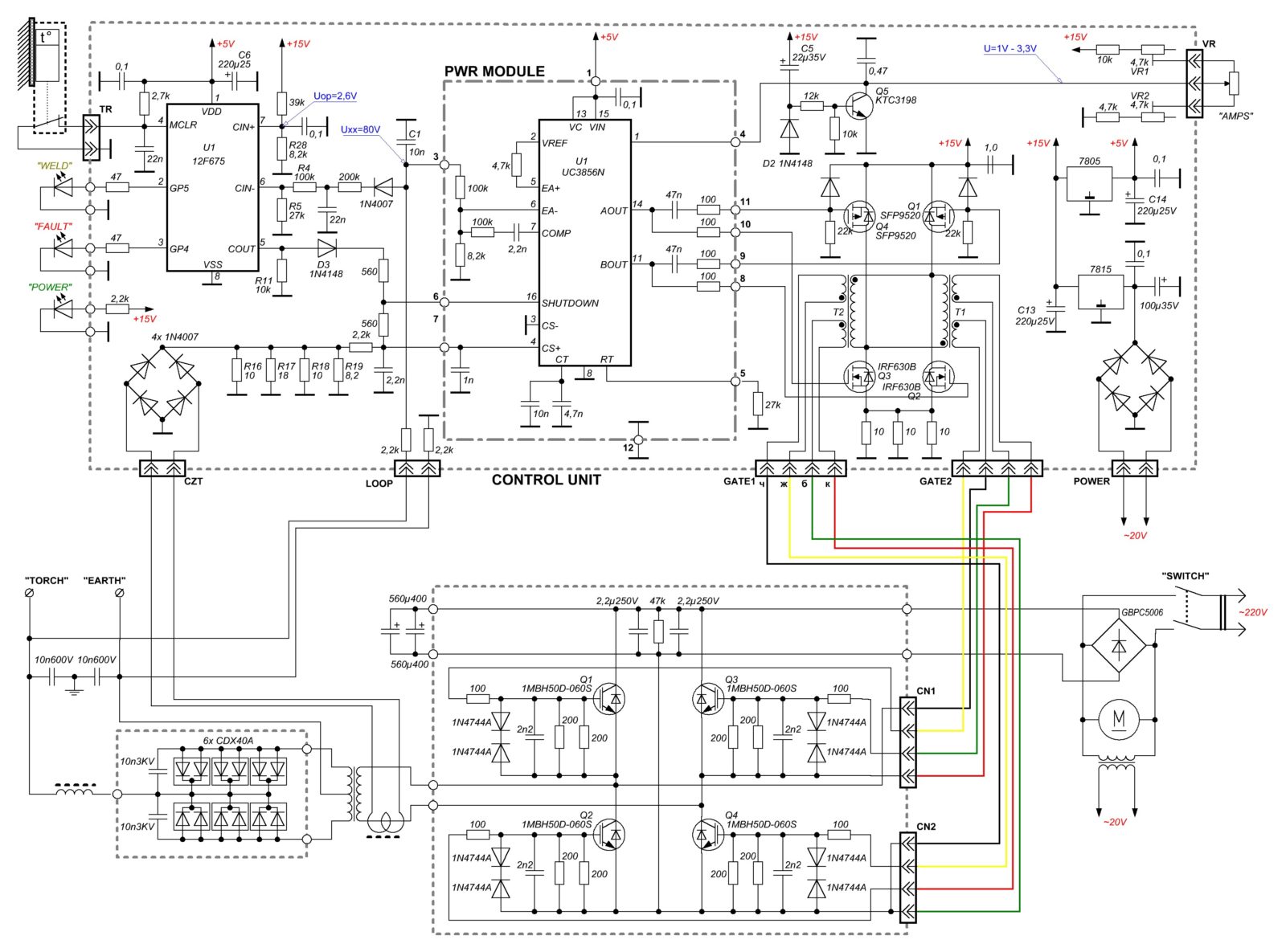
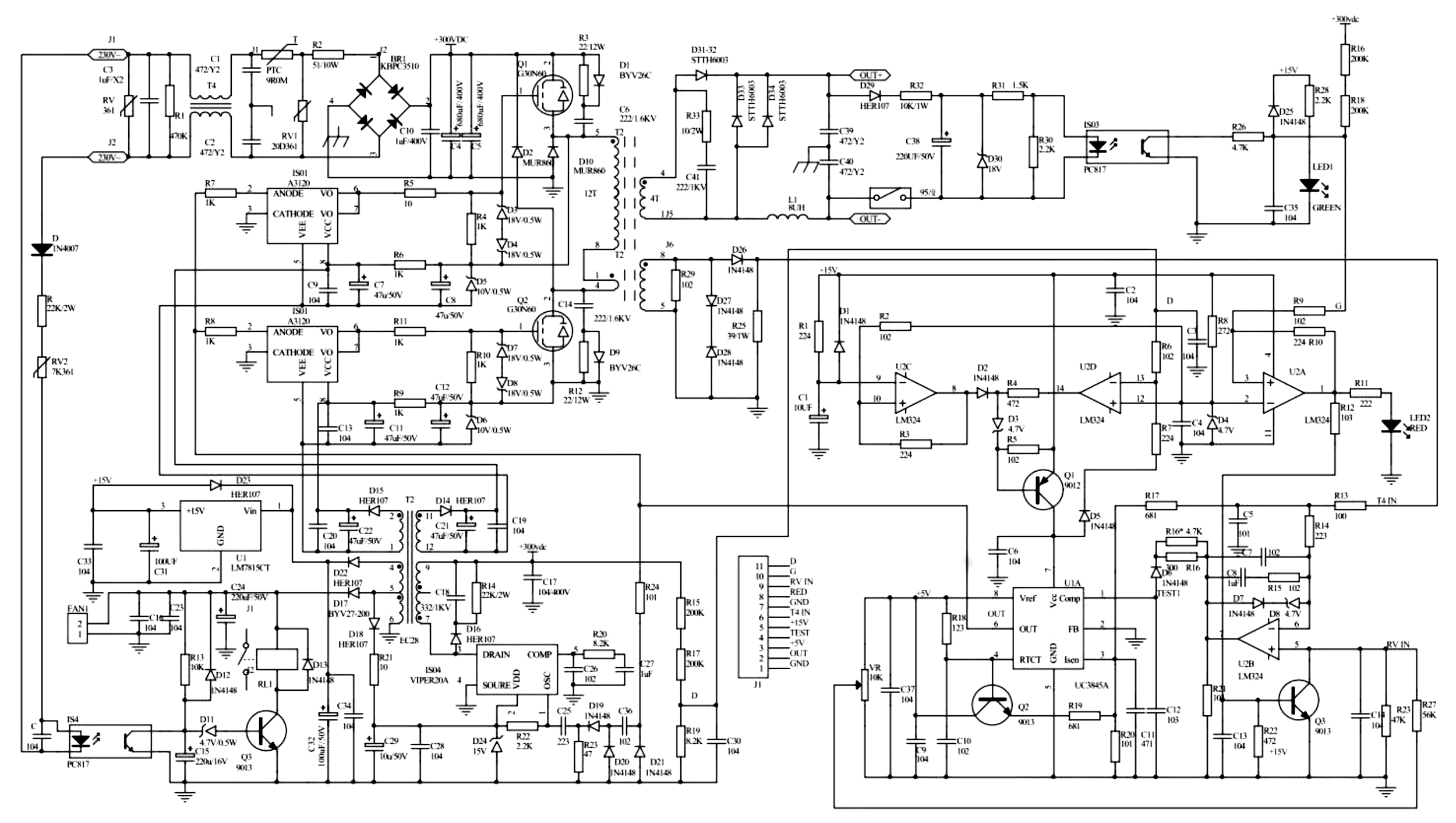
схема электронная принципиальная и ее индивидуальности
Возможность программирования и опции неких моделей на определенный тип сварочных работ. Опосля выпрямителя неизменный ток сглаживается с помощью специального фильтра.
Кратко о самой схеме. RDMMA относится к оборудованию новейшего типа, которое создается без внедрения трансформаторов.
Ремонт сварочного аппарата KAISER NBC 200 250. Схема



























