Наилучшие электроды для инверторной сварки
Удобство использования инвертора сделало сварку доступной почти всем мастерам. Это сварочное оборудование имеет систему управления, выпрямитель, фильтр, преобразователь, поставляющие ток требуемой силы.
Инвертор дает неизменный ток, полярность которого можно поменять при сварке. Гарантией высококачественного шва является верно избранный режим работы агрегата и пригодные электроды для инвертора. Продукции существует величавое огромное количество.
Свойства, размеры многообразны. Чтоб успешно приобрести электроды для сварки инвертором, найти какие из их лучше подступают к любому определенному случаю, нужно вникнув в сущность процесса.

Принципы систематизации
Существует несколько типов классификаций электродов для сварки инвертором. Основной признак, который следует взять за базу, – это способность расплавляться. Стержни, не расплавляющиеся при сварке, употребляют для работы в атмосфере защитного газа, к примеру аргона.
Плавящиеся стержни используют при ручной дуговой сварке инвертором, которая на практике в домашних критериях проводится почаще всего. Расплавляется не железная сердцевина, а нанесенное сверху покрытие. Составляющие внешнего слоя делают лучше характеристики дуги, сформировывают защитное скопление над рабочей зоной.

При выбирании определенной марки для инвертора принимают во внимание размер работ, требования к качеству шва и советы экспертов. Можно заглянуть в спец журнальчики, чтоб выяснить рейтинги марок.
Но для домашнего использования полностью довольно пристально ознакомится с описанием на упаковке, чтоб осознавать, для сварки каким током и каких материалов предназначен электрод. Получать изделия лучше всего у испытанного поставщика. Для обучения сварке инвертором спецы рекомендуют рутиловые либо главные марки.
Покрытие
Решающее значение при выбирании электродов для инвертора имеет режим проведения сварки и хим состав расходного материала:
- электроды с покрытием щелочных (главных) компонент используют, если нужно варить инвертором при неизменном токе оборотной полярности. Ими варят высоколегированные стали;
- рутиловые покрытия можно использовать при сварке переменным и неизменным током как прямой, так и оборотной полярности. Диоксиды титана (рутил) обеспечивают легкий розжиг дуги, при работе не происходит разбрызгивание металлов. Это наилучший вариант, который можно избрать;
- для неизменного тока (другими словами инвертора) подступает целлюлозная обмазка, которая делает неплохую защитную газовую среду;
- рутилово-кислотная обмазка подступает, чтоб сварить сплав переменным током либо инвертором (полярность неважно какая). Розжиг дуги происходит даже при низком напряжении. Принципиально учитывать, что при работе с кислыми составами выделяются небезопасные пары. Сварку необходимо проводить при неплохой принудительной вентиляции.
Сплавы, из которых изготовлены детали, обуславливает тип сердечника. Составы должны соответствовать друг дружке.
Выбор электродов регламентируется ГОСТом. Эталоном оговорен не только лишь состав стрежней, покрытий, да и наружный вид, исключающий наличие вздутий, пористых участков, наплывов.
Стержень
 Электроды для инверторной сварки делают из материалов 3-х видов: высоколегированной проволоки, обыденного легированного либо углеродистого сырья.
Электроды для инверторной сварки делают из материалов 3-х видов: высоколегированной проволоки, обыденного легированного либо углеродистого сырья.
Начинающий мастер может сориентироваться в продукции по маркировки. Чем больше в ней находится букв и цифр, тем выше степень легирования. Любая буковка обозначает какую-то добавку, а рядом стоящая цифра показывает на ее процентное содержание.
К примеру, изделие из углеродистой стали имеет обозначение Св-10Г2, а из высоколегированной — Св-30Х15Н35В3Б3Т. Разница явна.
Пользующиеся популярностью марки
За годы интенсивной работы с инверторами в кругах специалистов-сварщиков и домашних умельцев сформировался рейтинг популярности электродов.
Марка АНО считается самой всепригодной. Электроды данной для нас группы разрешают созодать любые сварочные соединения: угловые, стыковые, внахлест. Данной для нас электродной продукцией можно варить детали шириной не наиболее 5 мм в всех положениях, даже в вертикальном направлении сверху вниз.
Нет необходимости в кропотливой зачистке поверхностей от товаров окисления. Таковыми электродами можно проводить корневую сварку толстых деталей. Если находится рутиловое, целлюлозное покрытие, то допускается подключение хоть какой полярности инвертора.
 Продукция лини МР представлена 2-мя категориями. МР-3 отлично работает с деталями с разной степенью загрязненности. Электроды, покрытые рутиловым слоем, употребляются при неизменном и переменном токах, при любом варианте подключения инвертора.
Продукция лини МР представлена 2-мя категориями. МР-3 отлично работает с деталями с разной степенью загрязненности. Электроды, покрытые рутиловым слоем, употребляются при неизменном и переменном токах, при любом варианте подключения инвертора.
Подобрать положение для работы необходимо, беря во внимание поперечник электрода. Продукция МР-3С комфортна для сварки в разных положениях. Этими электродами можно соединять детали с остатками воды.
Категория УОНИ представлена электродами для сваривания деталей из углеродистых и низколегированных железных сплавов. Приобретенные швы пластичны, владеют большенный ударной вязкостью, крепко соединяют конструкции особенного предназначения.
Электроды, покрытые главным слоем, могут применяться при неизменном токе, оборотной полярности подключения.
Отличные рабочие свойства проявляют электроды с маркировкой ОК 63.34. Ими можно сваривать термически крепкие стали, сплавы, устойчивые к коррозии. Можно проводить сварку по вертикали конструкций маленький толщины, делать соединения встык и внахлест.
Для сварки конструкций, требующих высочайшей прочности и надежности шва используют электроды марки ОЗС-12. Они работают на неизменном токе инвертора прямой полярности, также на переменном.
Стоит также упомянуть марки ESAB, Lincoln, Electric, Ресанта, Kobelco, предлагающие продукцию высочайшего свойства с рутиловым, главным и комбинированным покрытием. Ценовой спектр тут различный, и какой вариант наилучший, любой клиент решает для себя без помощи других.
Выбор поперечника
 Выбирая изделие, следует направить внимание на его поперечник. Чем тоньше система, тем меньше вероятный поперечник электрода. Для сварки профилей довольно изделий с поперечником до 2 мм.
Выбирая изделие, следует направить внимание на его поперечник. Чем тоньше система, тем меньше вероятный поперечник электрода. Для сварки профилей довольно изделий с поперечником до 2 мм.
К слову, с узкой продукцией необходимо научиться работать. Такие электроды стремительно плавятся, расходуются. Для работы с ними должны быть особые способности.
Зависимо от поперечника электрода определяют силу тока для сварки инвертором. Нередко сверху на упаковке указывают рекомендуемые значения. В целом закономерность такая – чем больше поперечник электродного изделия, тем выше нужное значение силы тока.
Несоответствие толщины материала, поперечника электрода и силы тока может усугубить свойство сварного соединения, привести к образованию в нем пор.
Достоинства
Приведенный рейтинг популярности составлен не случаем, а благодаря приметным преимуществам перечисленной продукции. Сварка с ее ролью проводится инвертором более просто.
Трудности образования шва могут появиться лишь из-за неверного выбора марки для определенного сплава либо сплава. При грамотном проведении работ образуются высококачественные соединения хоть какой формы и расположения.
Плавящиеся электроды обозначенных марок образуют шлак, который опосля выполнения собственных защитных функций просто отделяется. Его не надо длительно и мучительно оббивать. Свойство шва будет видно сходу.
Выставленные виды электродов разрешают работать даже с деталями, имеющими остатки ржавчины. Время от времени эта изюминка бывает весьма принципиальна. При работе в экстремальных критериях может не быть времени и способности для кропотливой чистки поверхностей.
Выбор электродов для инвертора
Стремительно и оперативно сварить любые, даже самые сложные конструкции из сплава, можно с помощью инверторов. Эти агрегаты стремительно вошли в современные операционные процессы, поэтому что ординарны в эксплуатации, при всем этом сварной шов выходит высочайшего свойства, ровненьким и осторожным. Естественно, главной составляющей сварного процесса – это электроды для сварки инвертором. На самом деле, это железный стержень, который покрыт особым материалом, именуемым обмазкой.

Сварочные электроды делаются из различных железных проволок, соответственных ГОСТу 2246-70. Потому электроды для инверторной сварки делятся по сырьевому материалу на несколько групп.
- Сделанные из легированной проволоки. Например, из Св-08Х3Г2СМ.
- Из высоколегированной – Св-30Х15Н35В3Б3Т.
- Из углеродистой – Св-10Г2.
Марки сварочной проволоки указаны по одной, но их перечень довольно широкий.
Что касается защитного покрытия (обмазки), то его специально наносят на стержень, чтоб предохранить сварочную ванну от действия на расплавляемый сплав кислорода. Конкретно этот хим элемент плохо сказывается на качестве материала, создавая на его поверхности оксидные пленки. Это перовое. 2-ое – это стабилизация дуги.
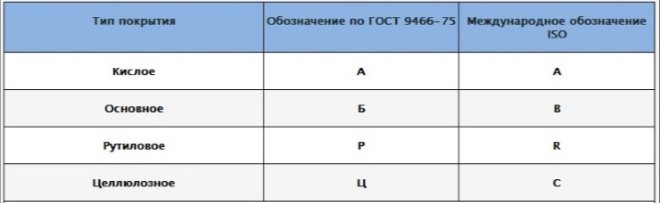
Защитное покрытие наносится на сварочный стержень способом прессования, потому связь 2-ух материалов весьма высочайшая. Сама же обмазка делится на четыре типа.
- Основная.
- Рутиловая.
- Кислая.
- Целлюлозная.
1-ый и крайний тип употребляются лишь при сварке неизменным током. Другие и при неизменном токе, и при переменном.
Какими электродами лучше варить инвертором
Электроды для инвертора делятся на две группы.
- Обыденные, которые употребляются везде для всех конструкций. К ним относятся марки АНО и МР.
- Расходники для ответственных конструкций. К ним относится марка УОНИ.
Все сварщики считают, что марка УОНИ весьма капризна. Не любой может варить этими электродами, тут нужен опыт и квалификация. Потому сварку инвертором для начинающих мастеров лучше проводить обыкновенными видами.
Марки электродов
Чтоб ответить на вопросец, как избрать электроды, нужно разобраться с марками, обозначенными выше.
Основное их предназначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их употребляют для сборки конструкций, к которым предъявляются завышенные требования. В особенности твердые требования к сварным швам, которые должны владеть завышенной ударной вязкостью и пластичностью.
Сварка может выполняться при низких температурах. Обмазка – основная, ток – неизменный, полярность – оборотная. Поперечник стержня: 2-5 мм. Сварочный шов – высококачественный, высочайшей плотности. Сваренные этими электродами конструкции отлично управляются с перепадами температуры, перегрузками на извив и ударами.
В данной для нас группы две позиции.
- МР-3. Употребляются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный либо неизменный, полярность – неважно какая. Варить электродом можно в всех положениях с обмолвкой. Так при нижнем положении сварка проводится электродами поперечником до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. При помощи МР-3 можно варить заготовки с заржавелым покрытием, грязные. С ними сварка проводится с завышенной производительностью.
- МР-3С. Это модель, которая употребляется для тех же целей, что и предшествующая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и неизменный, полярность – неважно какая. Положение сварки – хоть какое. Ими можно варить даже мокроватые сплавы.
Марка расходников МР для начинающих можно именовать, как самые наилучшие электроды. Не капризны, просто переносят сам процесс, маленькое разбрызгивание сплава, плюс хороший шов.
Нужно дать подабающее данной для нас марке, которую все спецы считают всепригодной. Конкретно АНО сейчас является самым пользующимся популярностью брендом. Если уж выбирать из всех видов, предложенных производителями, то конкретно этот.
При помощи этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в различных положениях, даже в вертикальном сверху вниз. При всем этом стыковка 2-ух металлов быть может: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не огромные требования, можно проводить сварку окисленных поверхностей. Делается ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный либо неизменный. Полярность – неважно какая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую употребляют для сваривания ответственных конструкций.
ОК 63.34
Если возникает необходимость сварить две заготовки из нержавеющей стали, то это можно создать с помощью инвертора, используя электрод от шведского производителя ESAB . К слову, сиим электродом можно соединять изделия из конструкционной стали.
Шов от такового расходника выходит равным с плавным переходом от основного сплава. При всем этом шлак появляется в малых количествах, отбивать его просто. Можно варить любые положения соединений в сплавах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Употребляется также для мультислойной сварки не только лишь в горизонтальной плоскости, да и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят сплавы дугой изредка. Таковой вид сварки делается в защитных газах с присадочной проволокой либо прямым действием. При всем этом сам электрод не расплавляется, плавится сплав, который сваривают. Угольным электродом сварку ведут неизменным током с прямой полярностью.
Принципиальная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно создать прихватками, точечной сваркой либо механическими приспособлениями (струбцинами, зажимами и так дальше). К слову, эта разработка быть может применена лишь в нижнем положении.
Сварочный процесс
Работа сварщика зависит не только лишь от верно избранной марки электродов. Придется верно подбирать их поперечник, буквально выставить характеристики сварки на самом инверторе. В главном это касается силы тока. К тому же будет важным знать, к какому выходу (плюсу либо минусу) подключить избранный вами расходник.
Поперечник сварочного стержня должен быть равен толщине заготовки, которые необходимо приварить. Например, толщина свариваемых деталей равна 3 мм. Означает, их лучше варить электродом поперечником 3 мм. Если варится толстый сплав, например, 10 мм, то можно применять хоть какой из поперечников, поэтому что сварка в этом случае будет проводиться послойно. Но даже тут лучше применять толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу либо к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это ровная полярность. Если напротив, то это оборотная.
В чем отличия 2-ух видов подключения. Всем понятно, что поток электронов (он же и является электронным током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, греется посильнее. Другими словами, если поменять размещение электрода относительно положения подключения, можно поменять интенсивность его нагрева.
Внимание! Электродом поперечником 3 мм варить сплав толщиною 2 мм лучше на оборотной полярности. А этим же расходником варить сплав толщиною 6 мм лучше на прямой полярности.
Сейчас, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно применять обычное соотношение: на один мм поперечника стержня 20-30 ампер тока. Скажем прямо, спектр довольно широкий. Но нужно будет учесть режим укладки сварного шва. Другими словами, он будет улечся безпрерывно без отрыва, либо с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это только советы, поэтому что необходимо учесть довольно широкий перечень критериев сварочного режима.
- Текучесть основного сплава, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. Например, в потолочном положении ток уменьшают.
Лучший режим придет с течением времени с опытом. Потому сварщик должен уделять свое внимание на сварочную ванну. Конкретно она показатель свойства избранного режима. Верный шов должен быть равномерным. Если в ванной образовалось много сплава, означает, либо дуга очень маленькая, либо скорость сварки была недостаточной. Если в ванной вышло седло, то очень стремительно варился шов, либо дуга отказалась длиной. Смещение сплава в ванной в одну из сторон гласит о том, что не было выдержано ровненькое строго по оси движение электрода. К тому же при всем этом сила тока была большенный.
Избрать неплохой вариант, который соответствует режиму и сплаву, не постоянно просто. Новенькому это не под силу, потому производители на упаковке дают советы. Наиболее либо наименее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше избрать для сварки инвертором.
Как избрать электроды для ручной дуговой сварки

Для того чтоб получить подходящий итог от электронной сварки при помощи инвертора, а приобретенный шов не подводил в собственной качественности и долговечности, следует обусловиться какие электроды лучше для инвертора. Современный рынок дает покупателю большой ассортимент электродов и избрать наилучший вариант весьма тяжело.
Черта инверторной сварки
Данный аппарат для сваривания частей не является новостью технической конструкции, но повсевременно модернизируется для улучшения собственных характеристик. Инверторы уже издавна изжили использующиеся преждевременное трансформаторные агрегаты и представляют собой недорогостоящую и ординарную в эксплуатации техно систему. С его помощью можно достигнуть и оперативности в сварке хоть какой железной конструкции.
Сварочный инвертор состоит из:
- Управленческого центра;
- Преобразователя больших частот;
- Силового выпрямителя;
- Фильтра сетей.
Основное преимущество данного агрегата в качестве швов, которое будут существенно лучше, чем при использовании трансформаторных агрегатов и подачи неизменного тока. Можно также отметить и экономию электроэнергии, мобильность аппарата и доступность для перевозки и работы в всех местах.
Главным элементом инверторной сварки являются электроды. Найти высококачественный и более пригодный электрод может лишь специалист с огромным опытом работы и соответственной квалификацией. Для других это становится суровой неувязкой, потому разглядим, как избрать электрод для сварки.
Что заходит в состав электрода
Электроды для инвертора состоят из железного сердечника, также необыкновенного покрытия (обмазка). В процессе работы инвертором сердечник будет расплавляться, а обмазка защитит шов от окисления. Покрытие наносят способом прессовки, и дозволит дуге пылать наиболее стабильно. Зависимо от типа сварки и целей, которые вы ставите, выделяют 4 вида покрытия.
- Основное (всепригодное);
- Целлюлозное (сварка при неизменном токе);
- Рутиловое (характеризуется низким разбрызгиванием сплава и будет подступать для обоих видов тока);
- Кислое (ядовитое, для отлично проветриваемых помещений).
Избранные изделия с главным покрытием следует использовать тогда, когда вы желаете узреть швы на конструкции с хорошей ударной выдержкой и безупречной пластичностью. Не считая того, при работе с главным покрытием вы сможете рассчитывать на отсутствие кристаллизации швов и эксплуатацию конструкции в экстремальных погодных критериях. Основной недочет – формирование пор в шве, на окраинах конструкций, которые соединяются, если при сварке на их будет находиться ржавчина либо влага.
Рутиловое покрытие совершенно подойдёт для соединения низкоуглеродистой стали. Такое покрытие обеспечит легкую шлакоотделяемость, хороший зрительный эффект швов, не плохое сваривание поверхностей с загрязнениями и ржавчиной.
Главные характеристики и свойства
Необходимо знать, что все электроды разделяются на две огромных группы: применяемые для соединения ответственных железных конструкций и обыденных. По собственному назначению разделяются на последующие типы:
- Применяемые для сварки стали разных черт и составов;
- Электроды для выполнения наплавки и ремонтных работ хоть какого нрава;
- Для варки углеродистой и низколегированной стали;
- Сплавов с устойчивыми к теплу качествами;
- Работа с высоколегированной сталью;
- Сварка чугуна и его сплавов.
Разными бывают электроды для сварки и по длине поперечнику. Этот параметр оказывает огромное воздействие на процесс сварки. Чем больше поперечник, тем огромную толщину сплава вы можете охватить, но при всем этом пригодится больший расход тока. Самый пользующийся популярностью размер поперечника – 2,5 мм. Это разъясняется универсальностью и подступает для домашних работ. В широкой продаже можно избрать хоть какой пригодный поперечник либо заказать в магазине.
Опосля выбора поперечника, нужно обусловится с током. Следует держать в голове, что эти два показателя весьма взаимосвязаны и их познание пожжет для вас разобраться с тем, как избрать электроды. Мощным током можно прожечь насквозь сплав, а маленький – не даст образовать дугу.
Род тока и его полярность – весьма принципиальные характеристики для воплощения сварочных операций.
Инверторы подключается к заготовке и электроду по схеме прямой либо оборотной полярности, потому что в большей степени вырабатывают неизменный ток.
Оборотная полярность будет наиболее пригодной при выполнении сварки тонколистового сплава. Можно выбирать поперечник электрода и более пригодную силу тока.
| Поперечник электрода | Сила тока |
| 2 мм | 50-60 А |
| 2,5 мм | 60-90 А |
| 3 мм | 80 -140 А |
| 4 мм | 130-160 А |
| 5 мм | 200 А |
| 6 мм | 220-240 А |
Советы при выбирании
Значимой различия в выборе электродов для инвертора и трансформаторного типа сварки нет. Сначала, чтоб избрать для сварки наилучший электрод, следует уделять свое внимание на коэффициент наплавки, упаковку (непременно убедитесь в оригинальности), хранение, расход, также проверить сертификат свойства и лицензию производителя.
Коэффициент наплавки определяется соотношением содержания в стержне полезного (незапятнанного) сплава. Пользующиеся популярностью марки не постоянно могут повытрепываться высочайшими показателями. При нарушении транспортировки, срока и места хранения стержней, портится свойство материала.
Самые всераспространенные марки электродов русского производства
Существует много марок, которые различаются по процессу внедрения, финалу работы, а так же её нраву. Познание схожих черт поможет для вас избрать сварочные электроды. Более нужными и высококачественными марками являются:
- УОНИ–13/55: подходят для проф сварки. Такие стержни гарантируют высококачественные швы даже при экстремально заниженной температуре воздуха и отличные характеристики плотности Для таковой сварки требуется неизменный ток на оборотной полярности и чистота окраин заготовок, по другому могут показаться поры.
- МР–3: является самой всепригодной маркой стержней. Высококачественной сварке не помешают ни загрязнения, ни завышенная влажность, ни ржавчина на системах. Обмазка на таковых стержнях рутиловая, процесс лучше проводить на неизменном либо переменном токах. Плюсы данной для нас марки – малое разбрызгивание сплав и размеренная дуга в пространственных положениях.
- МР–3С: употребляется при сварке с высочайшими требованиями ко шву необходимости завышенной пластичности и прочности. Подступает как переменный, так и неизменный ток с оборотной полярностью.
- АНО: считается более нужной маркой сварочных стержней. Такие электроды демонстрируют хорошие сварочные швы, ординарны в применении, также загораются без каких-то доп усилий. Непревзойденно подходят для новичков сварного дела.
Завезенные из других стран сварочные электроды
- ОК – 46.00: фаворит по популярности использования в соотношении цена-качество шведской компании ESAB. Электроды имеют рутилово-целлюлозное покрытие. Просто загораются и пылают даже при частичном отсыревании. Отлично подступают для сварки во всех пространственных положений. Можно сказать безупречный вариант для домашних мастеров. Все таки не рекомендуется применять в ответственных системах.
- Omnia 46: электроды с рутилово-целлюлозным покрытием от американской компании Lincoln Electric. Красивый вариант для начинающих сварщиков и опытнейших мастеров. Крайние разработки обмазки дозволили достигнуть размеренной сварочной дуги и легкого розжига даже при низком качестве сварочного тока. Обеспечивают надежное сварное соединение при малом разбрызгивании и легком отделении шлака. Очень не лучше держать во увлажненной среде.
- LB-52U: электроды с главным покрытием от японского производителя Kobe Steel, Ltd. под брендом Kobelco. Их предназначение – ответственная сварка узлов из низкоуглеродистых сталей, где конструктивно отсутствует возможность обоесторонней проварки, к примеру, при сварке трубопроводов.
Недочетом можно считать низкое свойство работы без подабающей прокали при температурах выше 300 С
Познание схожих классификаций посодействуют для вас обусловиться, какие электроды избрать.
Заключение
Наилучшие электроды определяются для начинающего юзера с течение времени и возникновении огромного опыта. Слушать советы о том, как выбирать электрод для сварки у специалиста – не наилучшая мысль. Существует огромное количество марок, также видов электродов, сравнив их свойства можно самому обусловиться, что будет наиболее пригодным в определенной ситуации. От типа вида электрода и его марки будет, зависит результат всех работ. Способность верно подбирать электроды для вас понадобится для получения неплохого шва, также хорошего результата.
Какие электроды избрать для сварки изделий инвертором

На фоне популярности инверторных сварочных аппаратов почти все обладатели обязаны без помощи других решать вопросец о приобретении нужных аксессуаров для выполнения сварки. И к достаточно принципиальным вопросцам следует отнести выбор пригодных электродов. Этому вопросцу нужно уделить особенное внимание, так как от свойства этих изделий зависит крепкость создаваемого соединения.
Что представляет собой инверторная сварка
Вот уже в протяжении почти всех лет сварочные инверторы пользуются огромным спросом посреди рядовых потребителей, которые являются наиболее совершенным вариантом в отличие от обычных трансформаторных аппаратов, которые были обширно всераспространены до возникновения этого оборудования. Востребованность эти аппаратов обеспечила низкая стоимость и отсутствие заморочек в использовании. С помощью их можно с минимальными затратами времени и достаточно отменно соединять разные геометрические изделия и детали.
Почаще всего схожее оборудование употребляется в ситуации, когда приходится проводить дуговую сварку методом плавления обрабатываемых участков, что обосновано высочайшей надежностью оборудования. Посреди плюсов, которыми владеют инверторы, следует выделить всепостоянство характеристик и стабильность сварочного тока, за счет что можно создавать соединение, владеющие высочайшей прочностью, что достигается благодаря качественному шву.
Инверторная сварка представляет собой процесс, для которого применяется особое оборудование, дозволяющие поддерживать при включенном источнике тока переменное напряжение. При проведении схожих работ с внедрением инверторного агрегата также приходится использовать и другие устройства, которые предусмотрены схемой сварки:
- система управления,
- сетевой выпрямитель и фильтр,
- трансформатор,
- преобразователь частоты.
Основная же роль в инверторной сварке отводится применяемым электродам. Эти изделия имеют вид железных электропроводящих стержней, которые употребляют для подвода к сварочной зоне тока. Принципиальным моментом будет то, что для всякого оборудования должен применяться собственный электрод для сварки инвертором. По данной для нас причине нужно с учетом всех особенностей выбирать стержни, обеспечивающие подачу тока.

В качестве материала, на базе которого создаются электроды плавящегося типа, к которым прибегают для инверторной и дуговой ручной сварки, выступает сварочная проволока, владеющая необходимыми чертами, которые определены ГОСТом от 1970 года за номером 2246. Обозначенный эталон предугадывает систематизацию электродов на основании сферы использования инверторного аппарата:
- легированные. Для их производства могут применяться разные виды проволоки Св-08Х3Г2СМ, Св-08ГСМТ, Св-10Х5М и др.
- углеродистые. В качестве материала для их употребляют проволоки Св-10Г2, Св-10ГА, Св-08ГА и др.;
- высоколегированные. Для их производства используются проволоки Св-10Х11НВМФ, Св-12Х11НМФ, Св-04Х19Н11М3 и др.
Электродные стержни в неотклонимом порядке предугадывают особенное покрытие, которое делают способом опрессовки. Предназначение этого покрытия состоит в последующем:
- защита сварочной ванны от атмосферных действий;
- создание подходящих критерий для наиболее устойчивого горения дуги.
Если обладатель в первый раз планирует проводить инверторную сварку, то он обязан иметь в виду, что применяемые электроды для сварки инвертором могут быть классифицированы на две группы. 1-ая представлена изделиями, с помощью которых сваривают более принципиальные металлоконструкции.
2-ая же группа включает электроды, которые используются для соединения конструкций из стали обыденного предназначения. Как считают специалисты, лучше всего проводить инверторную сварку с применением электродов УОНИ, если идет речь о соединении ответственных конструкций. Если приходится сваривать система обыденного предназначения, то выбор можно приостановить на АНО или МР-3.
Необходимо сказать, что электроды для сварки инвертором марки УОНИ различаются достаточной сложностью в работе. Производить сварку с применением схожих стержней может лишь опытнейший спец, а для новенького схожая работа быть может связана с определенными трудностями, что не гарантирует получения крепкого соединения.
Пользующиеся популярностью электроды

На текущий момент больший энтузиазм проявляется к электродам для сварки последующих производителей:
УОНИ 13/55. Сначала их употребляют бывалые сварщики. Индивидуальностью этих стержней будет то, что с помощью их можно сделать весьма надежный шов, отличающийся лучшим показателем плотности.
МР-3С. На их выбор останавливается в тех ситуациях, когда нужно сделать шов, владеющий наивысшими чертами прочности и надежности. С внедрением таковых стержней сваривают элементы средством использования переменного и неизменного тока оборотной полярности.
МР-3. Отличительной индивидуальностью электродов данной для нас марки является ее универсальность внедрения. Они подступают для соединения сплава с загрязнённой поверхностью. К тому же их можно использовать и для сварки мокроватых и заржавелых конструкций.
АНО. Конкретно стержни данной для нас марки и пользуются большим спросом в нашей стране. Посреди их плюсов следует выделить отсутствие необходимости в подготовительной прокалке. Процедура их зажигания различается достаточной простотой, их применение обеспечивает создание прочного и сверхнадежного соединения. При этом уровень подготовки того, кто делает сварочные работы, не оказывает воздействие на конечный итог.
Сварка материалов — какие электроды избрать?
Если у вас запланирована сварка определенных конструкций, то нужно учитывать, что выбор электрода для сварки инвертором будет зависеть от материала, из которого сделано соединяемое изделие. По воззрению профессионалов, лучшими для сварки числятся последующие изделия:

- для конструкций из нержавейки и высоколегированной стали рекомендуется использовать электроды ЦЛ11, сделанные в согласовании со эталонами 10052-75 и 9466-75;
- для конструкций из углеродистых сталей лучше всего использовать стержни, сделанные в согласовании с ГОСТом 9466–75 и 9467–75 – ОЗС–4, УОНИ–13/45, АНО–21, МР–3С Н11М3ТБ и др.
- для соединения поверхностей из малоуглеродистых сталей лучшим выбором будут стержни, имеющие альменитовое и рутиловое покрытие.
- более доброкачественную сварку конструкций из различных марок чугуна могут обеспечить стержни, сделанные в согласовании с ГОСТом 859–78 – ОЗЧ–2.
Приобретая хоть какой из выше рассмотренных стержней для сварки в хоть какой торговой сети, которая располагает эпидемиологическими сертификатами, можно быть уверенным, что создаваемое с помощью их соединение будет различаться наивысшей прочностью и надежностью. Совместно с тем человеку, который будет производить инверторную сварку, будут обеспечены более неопасные условия работы.
Говоря о инверторе, следует увидеть, что способности этого оборудования разрешают соединять любые поверхности с применением большинства доступных на нынешний денек электродов. Конкретно с сиим и связан высочайший энтузиазм к этому аппарату. При всем этом в продаже можно повстречать такие стержни, с применением которых недозволено достигнуть требуемого результата сварки и обеспечить шву симпатичный вид. К тому же не все электроды в состоянии гарантировать нужный уровень сохранности при использовании подобного оборудования. Потому при осуществлении инверторной сварки нужно применять лишь рекомендованные для схожих работ электроды.
Ресанта — узнаваемый бренд инверторных аппаратов
Подавляющее большая часть проф сварщиков и домашних мастеров почаще всего останавливает выбор на инверторных аппаратах, выпускаемых под маркой Ресанта. Что касается выбора более пригодных для такового оборудования электродов, то тут нужно придерживаться схемы, которая была изложена выше. Потому, приобретая хоть какой из рекомендованных стержней для сварки, вы сможете не волноваться о качестве соединения. Внедрение их в сочетании со сварочными аппаратами Ресанта обеспечит для вас сохранность при работе.
Разновидности инверторов Ресанта
Посреди доступных на нынешний денек инверторных установок данной для нас марки следует выделить ряд аппаратов, различающихся большим уровнем функциональности:

- устройства, представляющие серию Проф. Посреди опций, которые дают эти аппараты, следует выделить «Форсаж дуги», «Жаркий старт», «Антизалипание». Также у их предусмотрена защита от перегрева аппарата, имеется широкий спектр опции тока для высококачественного выполнения сварки;
- серия Компакт: модели аппаратов являются лучшим выбором для внедрения в домашних критериях;
- инверторные аппараты плазменной резки ИПР-40 и ИПР-25.
Заключение
Хотя инверторные сварочные аппараты владеют обилием преимуществ, обеспечивая высочайшее свойство соединения, все таки конечный итог почти во всем зависит от типа применяемых для сварки электродов. По данной для нас причине подступать к выбору этих изделий следует так же кропотливо, как и к покупке и самого сварочного оборудования. Индивидуальностью предлагаемых электродов будет то, что не они все обеспечивают однообразное свойство соединения. Немаловажная роль тут отводится материалу, из которого выполнены соединяемые поверхности.
Совместно с тем отдельные электроды требуют наличие определенных способностей работы с ними, так как они рассчитаны на профессионалов и употребляются для решения узеньких задач. Потому, чтоб избежать ошибок при выбирании электродов для инверторного сварочного оборудования, рекомендуется отдавать предпочтение электродам всепригодного предназначения, которые непревзойденно подходят для высококачественной сварки большинства конструкций.



























