Ремонт инверторных сварочных аппаратов своими руками
Разница меж старенькым сварочным трансформатором и новеньким инверторным сварочником приблизительно таковая же, как меж первыми авто «Даймлер Бенц» и современным «Мерседесом». Инвертор существенно легче собственного неподъемного предшественника, имеет интегрированные функции, о которых ранее можно было лишь грезить, к примеру, возможность контроля величины сварочного тока либо функция предотвращения залипания электрода. Но у потрясающе загаданной идеи есть значимый недочет – электрическая внутренность выходит из строя существенно почаще, чем у «старичков», а ремонт инверторных сварочных аппаратов просит больших познаний и способностей. Неважно какая попытка отремонтировать оборудование втемную, без подготовки, чревата пожаром либо даже травмой.
Как верно организовать ремонт сварочного инвертора
Очевидно, ситуации, когда электрический сварочный аппарат сгорает, как свечка, и не подлежит предстоящему ремонту, случаются очень изредка. На практике ремонт сварочного аппарата может оказаться намного проще, чем чудилось в 1-ый момент. В 90% случаев из строя выходят силовые цепи, в 50% — чувствительные управляющие элементы схемы. Но чтоб делать ремонт инверторных сварочных аппаратов своими руками, не достаточно 1-го желания, как минимум, будет нужно последующее оборудование:
- Цифровой тестер либо мультиметр, все равно какой, можно с функцией проверки транзисторов;
- Паяльная станция, можно самодельная, но непременно с регулируемым по температуре феном и исправным низковольтным паяльничком;
- Нагрузочный реостат.
Не считая перечисленного, для работы может потребоваться шприц для откачки припоя, кисточка, спирт, лупа, мощный фонарик, лампа накаливания с проводами, ну и, естественно, справочники для заказа запасных частей.
Не факт, что осциллограф будет нужно для ремонта сварочного аппарата своими руками, но в особо сложных вариантах без него просто не обойтись.
Восстанавливаем сварочный инвертор, полный курс выживания
Перед тем как открывать аппарат и вникать в детали поломки, нужно узнать у сварщика две главные подробности. Во-1-х, нужно узнать, как и в которых критериях произошла поломка сварочного инвертора, и во-2-х, были ли пробы выполнить ремонт иными спецами.
Неувязка состоит в том, что «любители» часто подменяют заводские детали первыми попавшимися под руку компонентами. Без схемы вернуть номинал и марку детали, что очень принципиально для высококачественного ремонта сварочного аппарата, весьма трудно.
Процесс восстановления сварочного аппарата производится в три шага:
- Разборка устройства и осмотр внутренних повреждений;
- Поочередная диагностика (процесс установления диагноза, то есть заключения о сущности болезни и состоянии пациента) и устранение выявленных заморочек;
- Испытание и проверка работоспособности сварочного аппарата не на искру, как делает большая часть любителей, а на балластный реостат большенный мощности.
Часто любительский ремонт сварочных аппаратов завершается проверкой, загорается дуга либо нет. Внедрение реостата дозволяет проверить один из главных характеристик работоспособности сварочного инвертора – способность к регулировке и подстройке сварочного тока под перегрузкой.
Перед тем как приступать к ремонту, необходимо разобраться и узнать себе, как устроен аппарат, и в чем индивидуальности его работы. К примеру, поглядеть типовую схему либо блок схему, тогда станет понятно, что и где находится на плате.
Шаг 1-ый, определяем трудности наружным осмотром платы
Чтоб получить доступ к внутренней внутренностях сварочного агрегата, нужно высвободить электрическую плату от корпуса и сетевого шнура.
Для разборки необходимо снять два-четыре винтообразных либо саморезных крепления корпуса и вынуть из и соединительных фишек провода. Для ремонта остается нагая плата, утыканная электрическими деталями. Сперва осматриваем ее, стараемся выявлять критичные для ремонта спаленные либо покоробленные элементы, пригоревшие дорожки платы, темные резисторы и раздувшиеся конденсаторы.
В подавляющем большинстве случаев выходят из строя и подлежат ремонту последующие элементы платы сварочного аппарата:
- Балластное массивное сопротивление, разряжающее конденсаторы в силовом блоке схемы. Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы мгновенно наберут немаленькую емкость и напряжение под 300В. Если в процессе ремонта, при отсутствии резистора, включить аппарат сварочный и случаем коснуться руками клемм, получите очень больной удар током, практически как электрошоком;
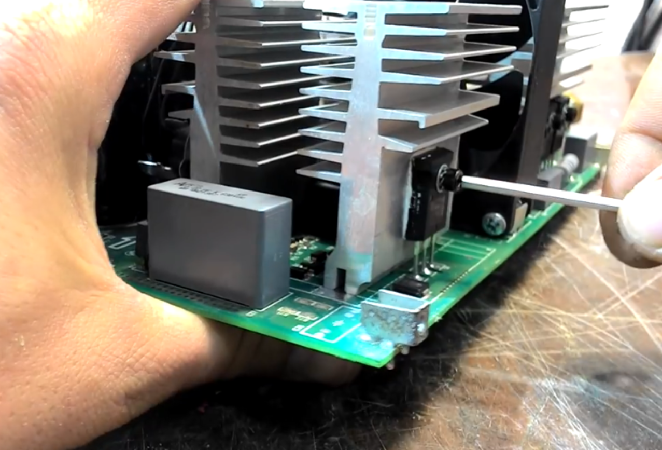
- Полевые транзисторы-ключи. Их просто отыскать, они постоянно установлены на мощных дюралевых радиаторах. Если сгорело сопротивление, практически постоянно требуется ремонт и подмена как минимум 1-го из транзисторов;
- Если не регулируется сварочный ток, то, быстрее всего, будет нужно ремонт драйвера, 1-го из его каналов либо операционного усилителя, входящего в схему управления.
Очевидно, приведенный список для ремонта является более всераспространенным, но не исчерпающим. К примеру, может сгореть термодатчик, следящий за перегревом сварочного аппарата, токовый трансформатор, работающий в паре с операционником, элементы входного диодного моста и почти все другое. Потому ремонт сварочного аппарата нужно начинать с прозвонки частей по цепи.
2-ой шаг ремонта, проверяем цепи прозвонкой
В процессе ремонта необходимо проверить самые нагруженные элементы платы. Переворачиваем ее тыльной стороной наверх и наточенными щупами тестера, продираясь через слой защитного лака, проверяем наличие недлинного замыкания. Сначало проверим, не пробит ли выпрямительный диодный мост на выходе. Ремонт диодов — достаточно редчайшая вещь, если вовнутрь сварочного аппарата не попала вода либо не вышло КЗ на шнуре. Аналогично меряем мост на входе.
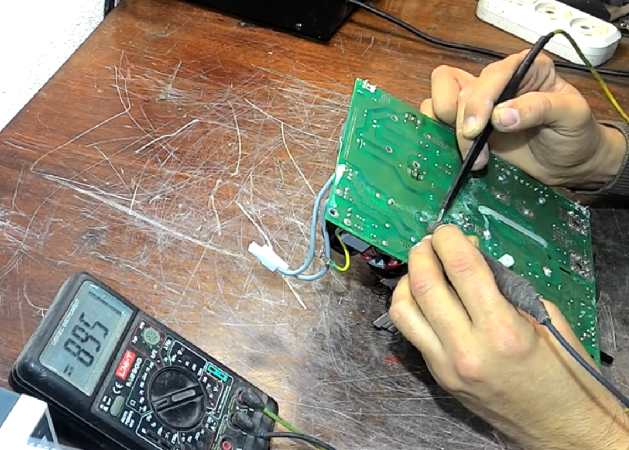
Опосля блока питания перебегаем к самым ответственным местам силовой части схемы. Это пара массивных конденсаторов и ключи на полевых транзисторах. Для ремонта нужно установить наличие сопротивления меж коллектором и эмиттером, либо вернее – переходы сток-сток, сток-затвор. В 99% случаев полевые транзисторы выходят из строя первыми, как итог — куцее замыкание меж коллектором и стоком.
Не считая их, вторым кандидатом на ремонт и подмену является драйвер платы сварочного аппарата. Но для его ремонта потребуются весьма суровые способности и познания. Потому, если опосля подмены транзисторов будут определены неисправности в каналах драйвера, лучше поручить его ремонт наиболее квалифицированному спецу.
Как проверить целостность драйвера
Забегая вперед, можно сказать, что опосля демонтажа ключей либо полевых транзисторов потребность в ремонте драйвера сначало определяют по состоянию опорных резисторов, соединяющих канал драйвера с затвором полевого транзистора — ключа. Для этого просто пальцем по плате проследим дорожку от места затвора до первого резистора. Проверяем его на обрыв, если сопротивления резисторов в любом канале приблизительно совпадают, то на 99% можно считать, что устройство управления в рабочем состоянии.
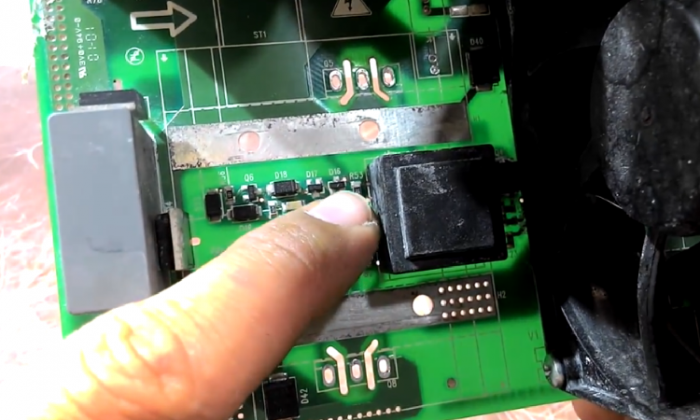
В неприятном случае для ремонта сварочного аппарата придется обращаться к спецу.
Простой ремонт сварочного аппарата
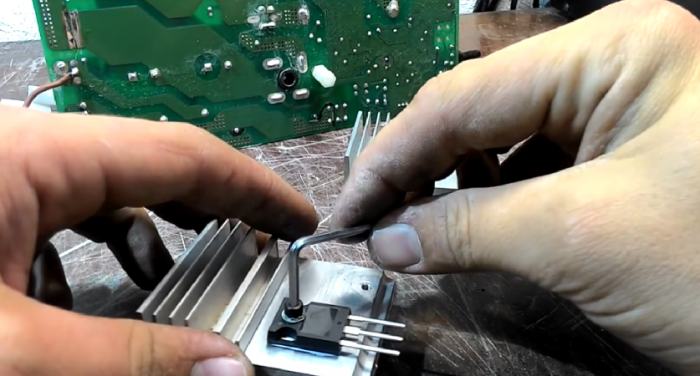
Для ремонта агрегата будет нужно снять старенькые транзисторы и поменять их новенькими деталями. Любой ключ крепится к громоздкому дюралевому радиатору болтиком. Опосля снятия болтов выкручивают шурупы крепления радиаторов. Для ремонта будет нужно аккуратненько выпаять полевой транзистор при помощи фена паяльной станции, делается это с наибольшей осторожностью, чтоб не разрушить дорожки и подвесной установка. При выпаивании транзистор должен выйти без усилия, в неприятном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подпрыгнуть в пару раз. Пространство выпайки необходимо высвободить от припоя при помощи груши либо шприца и очистить от пригорелого лака.
Перед установкой новейших полевых транзисторов – ключей необходимо выполнить ремонт балластного сопротивления. Заместо старенького резистора, впаиваем новейшую деталь на 47 Ом, 10 Вт. Не считая того, прозваниваем конденсаторы и супрессоры, установленные по схеме на дорожках полевиков.
Чтоб продолжить ремонт, нужно проверить форму и размер сигнала, приходящего по любому каналу драйвера на затворы собственного ключа — полевого транзистора. Перед тем как подключить осциллограф, меж стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем имитируется емкость затвора транзистора. Таковой метод дозволяет в процессе восстановления платы сварочного аппарата хорошим образом нагрузить любой канал драйвера, потому сигнал приходит в том виде, в каком он существует в настоящих критериях при проведении сварочных работ.
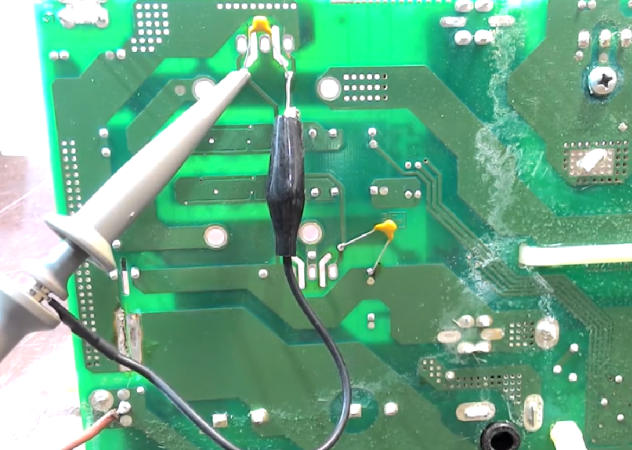
Опосля напайки конденсаторов подключаются щупы осциллографа, и врубается питание платы сварочного аппарата.
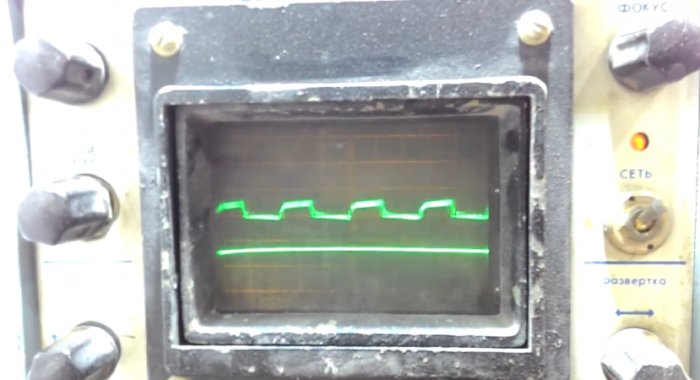
Форма сигнала подтверждает, что ремонт выполнен верно, на затворы транзисторов приходит сигнал от драйвера подходящей формы и величины.
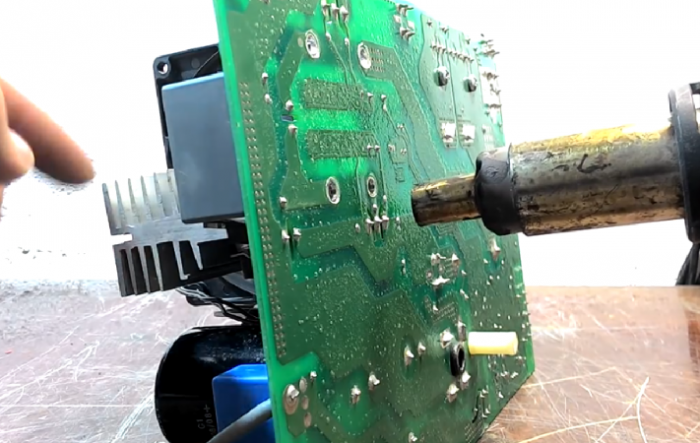
Осталось лишь закрепить новейшие полевые транзисторы с нанесенной теплоотводящей пастой на дюралевых радиаторах. Радиаторы инсталлируются на плату, а ножки транзисторов попеременно запаиваются. Восстановление сварочного аппарата фактически закончено, осталось лишь испытать устройство.

Заключение
Для этого подключаем к выводным контактам платы сварочного аппарата лампу на 40 Вт и включаем ее, если лампа загорелась вполовину, означает, восстановление выходных цепей выполнено удачно. Чтоб удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером определяют напряжение на выходных клеммах. Если поворотом ручки напряжение на клеммах муфты плавненько изменяется от 60 В до 10 В, означает, аппарат вполне исправен, в неприятном случае необходимо поменять операционный усилитель в цепи регулировки.
Устройство сварочного инвертора. Кратко о главном

Инвертор – современный и удачный в использовании источник сварочного тока. Находит применение у экспертов и любителей, на стройках и производствах, в мастерских и автосервисах, при проведении сантехнических и монтажных работ. Благодаря малогабаритным размерам нередко его выбирают для выездных работ и эксплуатации на высоте. Весьма популярны инверторы в быту: их приобретают на дачу, в гараж либо личное хозяйство. Это обосновано не только лишь доступной ценой, да и простотой использования – даже новичок с таковым аппаратом сумеет освоить сварку. Просто получить осторожный, ровненький шов без риска залипания электродов и непроваров, а сам процесс сварки характеризуется легким розжигом и размеренной дугой. Сварить арматуру либо мангал, водопроводные трубы либо бак для воды, авто глушитель либо калитку – для всех этих задач подойдет инвертор.
Так в чем все-таки изюминка аппарата? И как он устроен? Чтоб ответить на эти вопросцы, познакомимся с ним ближе. Из нашей статьи вы узнаете о конструкции и внутреннем устройстве. Начнем с наружного осмотра.
Инвертор снаружи
Сварочный инверторный аппарат представляет собой электрическое устройство в малогабаритном корпусе. Подключается к электросети при помощи электрошнура. В особые разъемы на корпусе вставляются сварочные кабели в согласовании с нанесенной маркировкой – плюс и минус. На передней части имеется панель управления с клавишей и индикацией включения, экраном для контроля силы тока и регуляторами этого значения – клавишами либо поворотной ручкой. На моделях, рассчитанных на некоторое количество видов сварки, есть переключатель режимов, к примеру, с ММА на TIG. На корпусе имеются отверстия вентиляции для остывания аппарата во время работы, а в высшей части предусмотрен ремень либо ручка для удобства переноски. Для стойкости инвертора в основании есть опорные ножки.
.jpg)
Инвертор снутри
До этого чем заглядывать под корпус, вспомним механизм работы инверторного аппарата. Он заключается в преобразовании переменного тока электросети в неизменный сварочный ток высочайшей частоты. То, как это происходит, как раз и определяется особенной внутренностями оборудования. Перечислим главные составляющие.
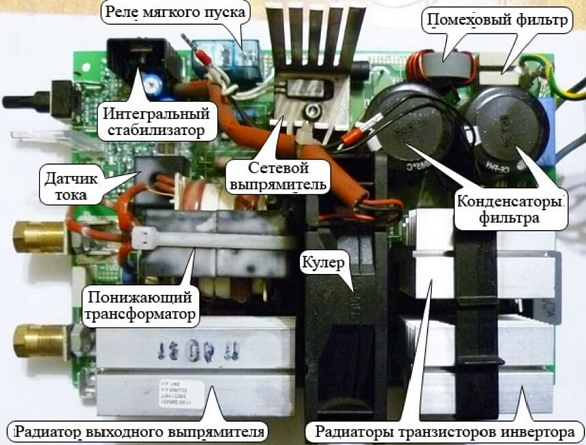
Силовой блок
Отвечает за выпрямление тока и его преобразование. Состоит из последующих деталей.
- Сетевой выпрямитель содержит в себе мощнейший диодный мост и электролитические конденсаторы (темные бочонки). В данной части устройства переменный сетевой ток частотой в 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ) выпрямляется и становится неизменным, потом подается на инвертор. Составляющие сетевого выпрямителя занимают довольно много места на печатной плате оборудования. Диодный мост зафиксирован на охлаждающем радиаторе, чтоб при протекании огромных токов исключить перегрев. Для срабатывания термозащиты на радиаторе есть особый предохранитель, который реагирует на достижение критичной температуры.
- Помеховый фильтр содержит в себе дроссель на магнитной катушке. Служит для угнетения электромагнитных помех, которые могут оказывать действие на электросеть.
- Инвертор сконструирован из транзисторов. Самые массивные из их – главные, крепятся на радиатор для остывания. Через обмотку трансформатора импульсного типа с большенный частотой происходит коммутация неизменного напряжения. Принципиально отметить, что частота переключений меж транзисторами может достигать 50 – 60 кГц. Частотный трансформатор нужен для снижения напряжения. А коммутирующие транзисторы служат для преобразования неизменного тока в переменный. В импульсном трансформаторе происходит главный процесс получения тока, который соответствует чертам, нужным для сварки. В первичной обмотке идет ток малой силы, но огромного напряжения, во вторичной – большенный силы и малого напряжения. Он и направляется к массивным диодным выпрямителям. В различных инверторах употребляются различные транзисторы. MOSFET еще доступнее по цены, потому удешевляют себестоимость оборудования. Но они имеют огромные размеры, и их требуется большее количество. Для аппарата с теми же чертами, собранного на базе IGBT-транзисторов, этих частей пригодится в 2 раза меньше, и они будут наименьших размеров. Не считая того, они меньше подвержены перегреву, потому непрерывная работа аппарата будет подольше. Для предотвращения повреждения транзисторов небезопасными выбросами напряжения инсталлируются демпфирующие цепи.
- Выходной выпрямитель сотворен из массивных быстродействующих диодов. Скорость их срабатывания – 50 наносекунд, что дозволяет выпрямлять переменный ток с высочайшим значением частоты. Необходимо отметить, что обыденные диодные составляющие не управятся с таковой перегрузкой и стремительно выйдут из строя. Для предотвращения перегрева быстродействующие диоды крепятся на радиатор.
- Пусковая схема содержит в себе элементы питания компонент силового блока. Через поочередно включенные резисторы питание с основного выпрямителя подается к стабилизатору, а потом – на управляющую схему. Выпрямленный ток также задействуется для работы вентилятора остывания и световых индикаторов на панели устройства. Еще одним компонентом данного узла является реле плавного запуска, которое ограничивает пусковые токи при включении сварочного оборудования.
Управляющий блок
В его базе лежит ШИМ-контроллер, который координирует работу всех транзисторов. На самом деле это микросхема, которая управляет инвертором. В процессе работы происходит также контроль входного напряжения и характеристик сварочного тока. При обнаружении проблем срабатывает защита, и работа аппарата блокируется. Управляющий блок задействуется в процессе ручной регулировки силы сварочного тока – средством ручки резистора, которая выводится на панель управления инвертора.
Цифровой блок управления отвечает за работу таковых нужных систем, как легкий розжиг, стабилизация и форсаж дуги. Это дозволяет добиваться высочайшего свойства шва с меньшими усилиями юзера.
Схема работы инвертора
Есть огромное количество схем построения компонент инверторного сварочного аппарата. Но разобраться в их без сторонней помощи может разве что спец. Мы не будем усложнять задачку, и для общего представления устройства инвертора приведем логическую, т.е. облегченную, схему.
Если вас интересует механизм работы аппарата, используемые технологии и заложенные в него функции, вы сможете выяснить о этом из статьи «Инверторы: механизм работы устройств и достоинства».
Советы экспертов как избрать сварочный инвертор для дома и дачи

Свойство швов металлоконструкции зависит, сначала, от инструмента. Как избрать сварочный инвертор, какие электроды идеальнее всего употреблять, подойдет ли он для решения всех поставленных вами задач? О этом и многом другом вы можете выяснить в данной статье!
Избираем нужный класс аппаратов
Зависимо от поставленной задачки и длительности выполнения работ для вас нужно подобрать сварку, которая очень удовлетворит вашим требованиям. Она обязана иметь припас мощности от 15% и выше, работать с необходимым для вас поперечником электрода, класть ровненький сварочный шов. Все инверторы можно поделить условно на 3 класса:
- сварка бытового класса. Предназначается для работы на даче либо дома, делает шов, который не различается особенными чертами, но его полностью довольно для бытового использования. Имеет краткосрочный режим работы, в большей степени до 15-20% (другими словами 2 минутки работы и 8 холостого хода). Ток устройства такового типа не превосходит 200 А, что полностью довольно для работы с электродом в 3-4 мм;
- проф инструмент. Употребляется в главном при монтажных работах, сваривании огромных металлоконструкций, для ремонта коммуникаций. Они непревзойденно подступают для производства каркасных сооружений огромных размеров, где нужно работать длительно и много. Высочайшее свойство шва, завышенная надежность, портативность – это главные достоинства инструмента. Режим работы добивается 70% (7 минут работы и 3 отдыха). Ток до 300 А, что дозволяет работать электродом в 4 мм с приличным припасом мощности.
- Промышленные. Аппараты с током от 300 до 600 А, они работают безпрерывно в протяжении всего денька, могут употребляться по сменам. Обычно, это огромные инверторы, которые имеют доп остывание, время от времени жидкостное. Употребляются для сваривания несущих конструкций из толстого сплава, где нужно получить высшую крепкость шва и хороший наружный вид изделия. Режим работы 100% – могут работать без перерыва.
Выбор сварочного инвертора довольно прост. Промышленный аппарат отпадает, потому что он весьма дорогой, тяжкий, а вот бытовой и проф инструмент можно разглядывать. Если вы собираетесь делать разовые работы по 5-10 раз за месяц, тогда для вас обязано хватить обыденного бытового устройства. Работать им придется с перерывами, поступательно. Они дешевенькие, легкие, малогабаритные. Все, что нужно владельцу.
Если вы решили оказывать еще коммерческую деятельность, желаете работать сваркой фактически любой денек и необходимо делать огромные объемы, тогда нужно дать предпочтение проф сварке. Она наиболее надежна, защищена от перегрева, с ее помощью можно будет сваривать сплав фактически повсевременно с маленькими перерывами. Но стоимость ее будет практически в 2 раза выше обыкновенной.






Как избрать сварочный аппарат инвертор и на что направить внимание
На рынок поставляют инверторы наиболее 35 производителей, при этом все модели имеют отличия. Опосля того, как вы обусловились какой сварочный инвертор избрать (бытовой либо проф), необходимо подробнее изучить свойства модели.
Это более принципиальный аспект. Припас мощности должен быть не наименее 20%, лучше 40%, чтоб устройство не перегревалось. Если вы желаете работать электродами до 3 мм и сваривать детали до 3 мм шириной, тогда для вас подойдет аппарат 150-180 А. Больше брать не стоит, потому что будет большенный перерасход электро энергии, меньше тоже недозволено. Недочет мощности понизит срок пригодности инвертора, вы не можете работать с длинноватыми кабелями, потому что номинальная мощность будет ниже нужной.
Думаете, все аппараты рассчитаны на 220 В? На любом устройстве написан спектр входного напряжения, при котором дуга не будет изменяться. Обычно, это 220 В ± 20%, но могут быть исключения. Можно приобрести сварочный инвертор для дачи, рассчитанный для работы в нестабильной сети. Они просто проходят просадки и скачки до 35%. Другими словами, аппарат будет бесперебойно работать при 150 В и при 300 В, что будет весьма прибыльно при подключении генератора. На каждой сварке все эти свойства указываются.
Опосля того, как вы обусловьтесь с функциональностью, необходимо позаботиться о уюте. Некие инверторы обустроены системами ARC FORCE, HOT START ANTI STICK. Форсаж дуги (ARC FORCE) добавочно выравнивает дугу, убирает скачки, кладет ровненький шов, жаркий старт (HOT START) увеличивает ток при начале сваривания, чтоб дуга загоралась без прилипания электрода к сплаву. Крайняя функция напротив временно убирает напряжение при маленьком замыкании, другими словами предутверждает залипание.
Рано либо поздно инвертор склеит ласты и придется везти его в сервисный центр. Необходимо заблаговременно позаботиться о том, где его можно будет дешево починить. Спросите у поставщика, где находится мастерская, проверьте гарантию, поинтересуйтесь стоимость запасных частей. Обычно, у узнаваемых производителей не возникает заморочек с ремонтом.






Осторожно, плохая продукция!
Далековато не тайна, что практически все производители, в особенности из Китая, завышают технические свойства собственных аппаратов. Это становится предпосылкой их поломки с течением времени либо они просто не могут делать поставленную задачку. Чтоб этого не вышло необходимо придерживаться нижеследующих советов.
- Попросите торговца показать аппарат, при этом на наивысшем токе и при наивысшем значении электрода, который указывается в паспорте. Если аппарат имеет значение 160 А, он должен просто тянуть «четверку», если 200 А, то должен уверенно плавить электрод в 5 мм поперечником. Лишь практическим методом можно проверить, потому что даже цифровой экран тестера не даст подходящего результата – нужна перегрузка для проверки фактического значения тока.
- Не выбирайте модель по наименованию, постоянно читайте паспорт. Некие производители удаются к хитрости, завышая порядковый номер модели. К примеру, инвертор Telwin Tecnica 211 имеет всего 170 А, а вот Blueweld Prestige 171 лишь 150 А. Направьте внимание на длительность работы. При низком номинальном токе, обычно, аппараты не могут варить на 40% и наиболее, потому все необходимо инспектировать.
- Пытайтесь не брать «чудеса китайской техники», заглавие которых вы видите 1-ый раз. Даже если они прослужат длительно, никто не возьмется их чинить позже. Выбор инверторного сварочного аппарата должен осуществляться постоянно с расчетом, что позже его нужно будет чинить.
- Не покупайте одноплатные инверторы. Они довольно надежны, но, при выходе из строя, для вас придется его выбросить, потому что никто не возьмется его чинить. Стоимость ремонта будет равна стоимости на новейший аппарат. Это обосновано тем, что 85% всех запасных частей установлены конкретно на плате и при повреждении хоть какой ее части придется выбрасывать полностью все либо вполне ее перепаивать, что довольно недешево. Выяснить одноплатный инвертор просто – размещение выходов вертикальное.
Какой и как избрать инверторный сварочный аппарат мы разобрались, сейчас можно отчаливать на рынок, пробовать свои познания на практике!



























