Что такое ровная и оборотная полярность при сварке
Для монтажа металлоизделий, ремонтных работ почаще используют сварку неизменным током. Используя выпрямители, инверторы, можно поменять полярность при сварке, регулировать зону наибольшего нагрева дуги. О аспектах прямого и оборотного подключения полюсов стоит поведать тщательно: как подключают полюса, в которых вариантах минус выводят на электрод, в чем изюминка шва при прямой и обратной полярности.
Отличия в подключении
Все, кто воспользовался аппаратами для электродуговой сварки, осознает, что пойдет речь о распределении полюсов меж держателем и заготовкой. Полярность при сварке бывает 2-ух типов:
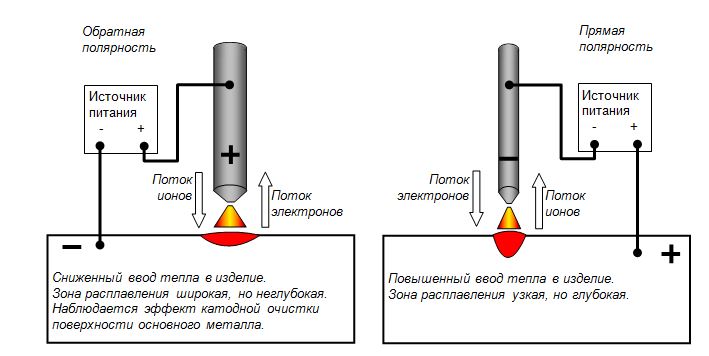
- Ровная, когда электроны движутся к заготовке (минус на электроде). Дуга выходит малогабаритной, плотной.
- Оборотная, когда к держателю подключают плюс. Формируется рассеянная область контакта дуги с сплавом.
Основное отличие сварки прямой и обратной полярности – локализация точки наибольшего разогрева. При прямой посильнее греется сплав, при обратной – расходник. Метод подключения полюсов зависит от толщины и физических параметров сплава.

Индивидуальности прямой полярности при сварке
Поначалу несколько слов о области внедрения прямой полярности при сварке. Она пространна, употребляется:
- При монтаже железного проката из углеродистых, низколегированных, особых сталей плавящимися электродами.
- Когда сварка делается вольфрамовым неплавящимся электродом с внедрением наплавочной проволоки. Тугоплавкий стержень нужен при стыковых соединениях тонких деталей, цветных металлов, его употребляют, работая с текучими сплавами.
- Для раскроя заготовок сварочным оборудованием.
Достоинства тока обычного подключения клемм:
- появляется узенький шовный валик;
- за счет высочайшей плотности плазмы заготовка проваривается глубоко;
- выпускается большенный ассортимент наплавочных электродов с разными видами покрытий;
- поддерживается размеренная дуга.
Недочеты прямого подключения:
- сплав очень разбрызгивается (плотный поток плазмы с силой ударяет по ванне расплава);
- велик риск прожога тонких деталей;
- появляются остаточные напряжения в зоне теплового воздействия.
Итак, при прямом подключении кабель от плюсовой клеммы присоединяется к заготовке, а от минусового гнезда выводится на держатель электрода.
Индивидуальности обратной полярности при сварке
Сварщики-самоучки время от времени непроизвольно меняют полярность тока, если невнимательно обращаются с аппаратом. Варить сплав в таковых вариантах приходится длительно, шов выходит широкий, расходники стремительно сгорают. Причина в том, что точка наибольшего разогрева дуги фокусируется на кончике электрода. При сварке обратной полярностью скорость расплавления в полтора раза ниже.
Оборотную полярность при сварке употребляют, когда необходимо аккуратненько проварить сплав, без прожогов. Смена полюсов нужна:
- при работе с тонкими железными заготовками;
- цветными сплавами;
- нержавеющими высоколегированными сталями;
- при флюсовой сварке;
- для ионизации защитного газа, образующегося над рабочей зоной.
Что принципиально учесть:
- При смене полюсов шовный валик не таковой глубочайший, сплав разливается по поверхности.
- Толстые заготовки при оборотном подключении приходится обваривать со всех сторон для прочности соединения.
- Электроды необходимы особые, которые выдержат перегрев.
- Необходимо поддерживать маленькую дугу, смотреть, чтоб не было подрезов на деталях.
- Перемещение дуги ограничено размерами сварного шва.
Несколько советов для новичков:
- устанавливают высочайшее напряжение, на низком дуга скачет и прерывается;
- недозволено применять электроды, чувствительные к перегреву;
- температуру разогрева заготовки регулируют напряжением;
- тонкие края лучше варить прерывающимся швом;
- силу тока, рабочие циклы лучше настраивать вручную экспериментальным методом.
Уточняю, для оборотного подключения на держатель выводится плюс, на свариваемые детали – минус.
Род тока
Изюминка сварки на переменном токе в том, что при прохождении синусоиды через ноль дуга погасает, а потом опять разгорается. Человечий глаз на высочайшей частоте тока этого не улавливает. Сходу навязывается вывод: род тока влияет на стабильность дуги. Не случаем для сварки употребляют переменный ток высочайшей частоты.
Когда аппарат выдает неизменный ток, растут способности сварки, можно поменять направление движения потока электронов, влиять на плотность электронной дуги. От рода и полярности тока в итоге зависит крепкость образуемых соединений.
Уточняю: полярность изменяется лишь при работе с неизменным током.
У генераторов переменного тока провода можно подключать в хоть какой последовательности, на процесс сварки это не влияет.
При выбирании электродов принципиально учесть род тока. Покупая расходники, необходимо пристально учить аннотацию, там постоянно даются нужные указания. Электроды бывают для неизменного либо переменного тока и всепригодные. К примеру, УОНИИ – для неизменного. Но удобней всего работать с всепригодными стержнями, с ними меньше заморочек. Подготовил нужное количество, прогрел до обозначенной температуры, и за работу.
Выбор полярности
1-ое, на что уделяют свое внимание, тип электрода. Для тугоплавких, нужных для розжига дуги, почаще нужна оборотная полярность. Для работы с наплавочной проволокой выбирают лишь вольфрамовые стержни. Угольные не стойки к нагреву, стают хрупкими, повсевременно будут крошиться.
2-ой принципиальный аспект – толщина сплава. Заготовки до 3 мм просто прожечь, лучше подключить к ним минус, чтоб анодное пятно сместилось ввысь. Это правило правильно для железного проката, легированных частей, цветных сплавов, алюминия.
Основной закон при выбирании полярности тока для сварки – за нагрев отвечает плюсовое гнездо. На аноде постоянно выделяется больше тепла, чем на катоде. Разница большущая, при работе с тугоплавкими сталями с температурой плавления в границах +3000°С доходит до 1000°С. Другими словами, если на катоде будет +3000°С, анод разогреется до +4000°С. К сплавам, у каких от перегрева изменяется зернистость, нарушается внутренняя структура, подключают минус.
Полярность животрепещущая при разработке швов, работающих на извив, кручение. От глубины диффузного слоя впрямую зависит крепкость соединения. Что нужно держать в голове:
- при прямой полярности шов уходит в глубину;
- при обратной сосредоточен у поверхности, валик появляется высочайший и широкий.
Зная главные правила выбора полярности, легче подбирать рациональные сварочные режимы под разные виды заготовок. Можно достигнуть нужной прочности соединения.
Полярность при работе полуавтоматом
Отличительная изюминка автоматических аппаратов – подача присадочной проволоки в автоматическом режиме, с фиксированной скоростью. Понятно, что в этом случае шовный валик выходит осторожным, ровным, ведь сплав проплавляется умеренно. Для генерации тока употребляют инвертор – малогабаритный преобразователь с электрической внутренностями, доп функциями, облегчающими процесс сварки.
Специфичность автоматической сварки предугадывает несколько режимов работы оборудования:
- на открытом воздухе с присадкой, образующей шлаковый слой;
- с внедрением проволоки, содержащей флюсы;
- в среде защитного газа, покрывающего рабочую зону.
Подключение клемм зависит от вида режима. Ровная подступает для обыкновенной порошковой проволоки. На оборотную перебегают:
- применяя защитный газ, ионизированные молекулы непревзойденно пропускают электроны, дуга стремительно разгорается;
- используя флюсовую присадку, тепло концентрируется на кончике наплавки, флюс выгорает стопроцентно, формируется однородный диффузный слой.
Работая с современным сварочным оборудованием, при оборотном подключении клемм можно скорректировать стабильность горения дуги.
Зная индивидуальности работы на переменном токе, можно подобрать режим сварки под размер заготовок, тип сплава. Неизменный ток дает огромные способности, меняя положение полюсов, сварщик контролирует положение высокотемпературной области дуги. Смещая положение анодного пятна, получают крепкие соединения на всех заготовках.
Что такое ровная и оборотная полярность при сварке инвертором
Получение крепких неразъемных соединений меж обрабатываемыми элементами сплава методом установления межатомных связей при нагреве, где в качестве источника энергии употребляется электронный ток, именуется сваркой током . Процесс подразумевает пластическое деформирование материала в местах формирования сварных швов.
Принципиально! Более обширное применение получила сварка неизменным током с внедрением сварочных аппаратов, которая дозволяет минимизировать образование окалины в местах соединений. Главным расходным материалом при всех сварочных работах являются электроды.
При всем этом ширина шва определяется уровнем напряжения и скоростью сварки. Так, при одновременном увеличении обоих характеристик ширина шва начнет уменьшаться. От рабочей длины электрода, его поперечника и покрытия, зависит сила тока и производительность работ. Необходимо отметить, что на глубину провара напряжение фактически не влияет.
Сварка неизменным током бывает 2-ух видов:
- прямой полярности;
- обратной полярности.
Оборотная полярность при сварке
Оборотная полярность при сварке неизменным током предполагает подключение электрода к плюсу, а рабочих деталей к минусу. В этом случае горячее анодное пятно покажется в районе соединения заготовок, а катодное — на электроде. Данный вариант подключения подступает для сварки легкоплавких металлов, к примеру, тонколистовой стали.
Ровная полярность при сварке
При сварке с прямой полярностью плюс от инвертора подводится к железному изделию, а минус к электроду. Анодом тут выступает заготовка, а катодом электрод. Участок детали будет греться существенно больше электрода.
Способ прямой полярности целенаправлено применять по мере необходимости соединения деталей из сложных сплавов (чугуна, алюминия), потому что он больше подступает для получения глубочайших швов. В этом случае электрод подключают к минусовой клемме, а изделия к положительной.
 Разница температуры нагревания сплава при прямой и обратной полярности.
Разница температуры нагревания сплава при прямой и обратной полярности.
Направьте внимание! В процессе работы происходит образование анодных и катодных пятен, 1-ые из которых возникают конкретно на заготовке, куда подключается плюс. В итоге достигается прогревание сплава и его плавление.
Концентрация тепла на изделии приводит к углублению сварного шва. Конкретно потому сварку с прямой полярностью практикуют для соединения наиболее толстых деталей.
Отличия режимов при сварке
При сварке током неизменного деяния, на кончике расходника возникает термопятно, владеющее высочайшей температурой. Зависимо от полюса, подсоединенного к электроду, выбирается режим сварки. К примеру, если к электроду подключена положительная клемма, на его конце будет создаваться анодное пятно с температурой 3900 градусов по Цельсию, если отрицательная — пятно будет катодным, а его температура достигнет 3200 градусов по Цельсию. Это основное отличие меж 2-мя способами.
 Подключение сварочных кабелей с разной полярностью.
Подключение сварочных кабелей с разной полярностью.
При применении сварки с прямой полярностью основную часть температурной перегрузки получает железная деталь. В итоге удается просто достигнуть углубления сварного шва. В случае с обратной полярностью, высочайшая температура концентрируется на конце электрода. При всем этом детали в местах соединения греются меньше, что целенаправлено для сваривания заготовок маленький толщины.
Воплощение работ предполагает прогревание сплава до расплавления, другими словами образования сварочной ванны, на состояние которой влияет выбор режима сварки с обратной либо прямой полярностью:
- при очень большенный силе тока электродуга начнет отталкивать разогретый сплав. При всем этом детали соединить не получится;
- если напряжение будет недостающим, сплав не разогреется до подходящего состояния.
При прямой полярности в ванне создается растекаемая среда, где можно управлять электродом, направляя сварный шов и контролируя его глубину. Конечный итог зависит от скорости движения электрода. Чем она меньше, тем больше тепла поступает в сварочную зону и лучше прогревается сплав. От применяемого режима зависит глубина и ширина сварного шва.
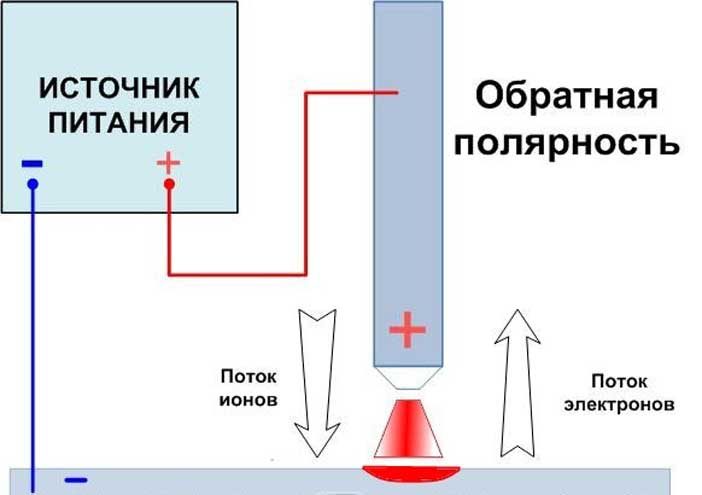 Схема подключения полюсов при обратной полярности.
Схема подключения полюсов при обратной полярности.
Принципиально! Чем выше ток и прогонная энергия на дуге, тем поглубже провар. Самую большую глубину проплавки может быть обеспечить средством режима сварки обратной полярности.
Что касается выбора расходников, то для воплощения сварочных работ в режиме обратной полярности рекомендуется применять незапятнанные железные стержни без покрытия, а для прямой — угольные электроды.
Плюсы и минусы 2-ух методик
Оба метода сваривания сплава имеют свои плюсы и минусы. Используя схему подключения прямой полярности можно выделить последующие индивидуальности при работе:
Сварка сплава способом обратной полярности, характеризуется:
При использовании способа обратной полярности сварку высоколегированных сталей нужно производить в серьезном согласовании с технологическим действием.
Как избрать полярность
Выбор полярности при подключении сварочного оборудования зависит от нескольких причин. Принципиально учесть, что на аноде выделяется больше тепла, чем на катоде. При выбирании режима значение имеет:
- толщина заготовки;
- вид сплава;
- типы электродов.
Толстый сплав должен быть отлично прогрет в местах соединения, а пустоты заполнены проволокой, что обеспечит надежность швов. В этом случае следует выбирать режим прямой полярности. Узкий материал недозволено перегревать. В неприятном случае, заместо прекрасного равномерного шва можно получить дырку, потому следует применять оборотную полярность при сварке.
Перегрев нержавейки и чугуна может привести к образованию тугоплавких соединений. Алюминий же напротив просит высококачественного прогрева. В специальной литературе можно отыскать подробные советы о оптимизации режимов сварочных работ с прямой и обратной полярностью.
Можно ли поменять полярность на сварочном инверторе
Сварочный инвертор-полуавтомат является разновидностью оборудования, позволяющего получать ток большенный силы и преобразовывать его в энергию, нужную для поддержания сварочной дуги. Благодаря инвертору можно поменять силу тока и режим полярности при сварке.
На фронтальной панели устройства размещены две клеммы с маркировкой в виде «+» и «-«, к которым подсоединяются сварочные кабели. При прямой полярности «+» подается на клемму, подсоединенную к детали, а «-» к электроду. Полярность при сварке инвертором узкого сплава изменяется довольно просто. Для этого необходимо поменять местами соединения с полюсами.
Опыт в сфере металлообработки наиболее 30 лет. Окончил МГТУ им. Н. Баумана. Работал штамповщиком, станочником металлообработки, имею 5 разряд сварщика.
Все о полярности при сварке

Сварочные работы, выполняемые с применением электронной сварочной дуги, в отличие от газового способа имеют определенные индивидуальности. Электросварка владеет возможностью создавать электронную дугу, температура которой добивается 4000-5000°C. Таковой температурный режим в пару раз превосходит порог плавления большинства металлов, что дает возможность использовать для их соединения различные типы сварки, которые выбирают зависимо от цели предназначения заготовок.
Электросварка, выполняемая с помощью электронной дуги, может осуществляться с применением как переменного, так и неизменного электротока. Используя неизменный электроток, можно делать электросварку прямой и обратной полярности. Сущность смены полярностей заключается в движении электронов. Негативно заряженные частички будут двигаться от отрицательного полюса к положительному.
В процессе сварочных работ электрод быть может подсоединен как к плюсовой, так и к минусовой клемме, и от этого будут зависеть конечные свойства готового сварочного шва.


Что же все-таки это такое?
Во время работ неизменным электротоком процесс электросварки можно выполнить, используя электронный ток с прямой или обратной полярностью. При выполнении электросварки термин «ровная полярность» означает то, что электронный ток проходит от выпрямителя сварочного устройства на поверхность заготовки с положительным зарядом. Плюсовая клемма устройства для сварки средством специального электрокабеля соединяется с заготовкой, а на электрод, который подключен к минусовой клемме, через электродержатель проходит отрицательный электронный заряд.
Индивидуальности процесса электросварки в этом варианте заключаются в том, что положительный полюс анода имеет температуру, существенно превосходящую характеристики катода, который служит отрицательным полюсом. По данной нам причине внедрение электронного тока с прямой полярностью обширно всераспространено при выполнении сварочных работ с деталями, имеющими толстые стены. Не считая того, этот способ применяется и для проведения разрезания сплава, также в вариантах, когда для выполнения того либо другого процесса нужно образование огромного размера термический энергии. Что касается выполнения сварочного процесса с применением электротока обратной полярности, то для воплощения сварочных работ будет нужно поменять порядок подключения в обратном направлении. В этом случае отрицательный заряд клеммы со знаком «-» будет подаваться на рабочую поверхность заготовки, а положительный заряд от клеммы со знаком «+» будет ориентирован к сварочному электроду.
Индивидуальностью обратной полярности сварочного электротока будет то, что весь потенциал термический энергии приходится на электродный конец стержня, при всем этом сама заготовка греется еще меньше. Таковой вариант электросварки дозволяет аккуратненько кооперировать края заготовок, сведя риск их сквозного прожига к минимуму. Электросварка обратной полярности употребляется для работы с легированными либо нержавеющими марками сплава, с тонкостенными деталями, а не считая того, подступает и для тех металлов, перегрев которых во время проведения сварочных работ очень нежелателен. Выполнение сварочного шва электротоком обратной полярности отлично и для сварки с применением флюса или среды защитных газов.


Обзор видов
Газовая сварка и процесс соединения заготовок, выполняемый электронной дугой, имеет принципные технологические отличия. На сварочные аппараты с подключением электротока спрос намного выше, потому что автоматы-инверторы либо полуавтоматы, используемые для ручной электросварки, всепригодны, что дает возможность их внедрения в бытовых критериях.
Считается, что разница в работе с неизменным и переменным током существенна. Приобретая сварочный аппарат, юзеры изредка меняют вид неизменного тока на переменный, потому что варить неизменным током проще – нужно только подключить источник питания. Но не все так просто, как кажется.
Для получения долговременного и осторожного шва необходимо соблюдать технологию выполнения сварочного процесса, который имеет отличия зависимо от того, как размещены на аппарате клеммы полярности.

Ровная
Обозначение «сварка прямой полярности» предполагает процесс, во время которого на рабочую поверхность заготовки поступает положительный заряд электронного тока через сварочный выпрямитель. Смена полярности в любом случае по-разному отражается на эффективности работы электрода. Электронному току с прямой направленностью будут соответствовать последующие свойства:
- во время процесса электросварки рабочая поверхность заготовки не накаляется, потому что приток термический энергии к ней мал;
- под действием электрода происходит достаточная глубина проплавки сплава заготовки, но она еще наименьшая, по сопоставлению со сваркой обратной полярности;
- в процессе работы сварочный электрод достаточно стремительно плавится, и чтоб выполнить весь размер работы, время от времени требуется его подмена;
- возможность того, что в процессе сварки будут создаваться брызги сплава, довольно высока.
При выполнении сварочных работ с применением прямой полярности электротока скорость плавления у сплава выходит более высочайшей, она практически в два раза выше, чем при сварке с применением электротока обратной полярности. Но есть аспект, заключающийся в том, что образующаяся электродуга при способе прямой полярности электротока сформировывает свое нагревание не так размеренно, как это бывает при обратной полярности, а сам процесс электросварки сопровождается образованием брызг сплава.

Оборотная
С целью воплощения сварочных манипуляций, где применяется электроток обратной полярности, подключение клемм делают обратным способом. К рабочей поверхности детали должен поступать отрицательный заряд с минусовой клеммы, тогда как на сварочный электрод будет подаваться положительный заряд тока от плюсовой клеммы.
Индивидуальности электросварки обратной полярности заключаются в последующем:
- в процессе выполнения сварочных работ рабочая поверхность заготовки довольно очень греется;
- данный вид технологии обеспечивает достаточно глубокую проплавку сплава и высококачественный сварочный шов;
- сварочный электрод в процессе работы расплавляется весьма медлительно и не просит нередкой подмены;
- при выполнении сварки разбрызгивание расплавленного сплава весьма некординально.
Работая с неизменным электротоком, для соединения заготовок принципиально кропотливо и умеренно прогреть рабочую поверхность до момента плавления сплава. Делается это с целью образования на заготовках сварочной ванны. При всем этом если сила электротока недостаточна, то поверхность заготовки не будет прогрета соответствующим образом, а если мощность электротока чрезвычайно высока, то поверхность детали будет перекалена, и в процессе выполнения электросварки электродуга станет поступать вовнутрь заготовки, отталкивая вспять сплав.


Какую применять?
Одним из принципиальных критериев, на котором основывается выбор полярности электросварки, является состав покрытия сварочного электрода. Зависимо от материала электрода подбирается режим электросварки. К примеру, темные угольные стержни, которые имеют свойство стремительно греться, выбирать для сварки способом обратной полярности нецелесообразно. Такие электроды стремительно разрушатся, и процесс электросварки будет повсевременно прерываться, не считая того, они не подступают для узкого сплава.
Верная выборка электрода в этом случае зависит от состава материала заготовки. Если взять электрод без покрытия, то при электросварке в критериях прямой полярности он будет отлично расплавляться и пылать, а если работать с таковой проволокой в критериях переменного электротока, электрод без покрытия пылать не будет. Крепкость и наружный вид сварного шва зависит от полярности расположения полюсов. Чтоб получить очень глубокую проварку сплава, будет нужно применить технологию использования неизменного тока с обратной направленностью. При таком расположении полюсов наибольший набор термический энергии будет в области анода.
Применение электросварки с обратной направленностью тока считается более нужным. Сварочный аппарат может производить подачу сварочной проволоки с определенной скоростью, от этого будет зависеть выбор определенных вариантов технологий сварки. Электронный ток обратной полярности применяется для работы в среде защитных газов, а сварка с прямой направленностью употребляется при работе с флюсовой порошковой сварочной проволокой.
Ровная направленность электротока применяется для работы с цветными сплавами, когда для сварки сплава употребляют электрод из вольфрама.


Ровная и оборотная направленность электротока выбирается исходя из ряда причин, главными из которых являются состав расходных материалов, используемое оборудование, вид сплава заготовки и ее толщина. Вне зависимости от того, какая полярность подачи электротока будет выбрана, имеются определенные аспекты, которые принципиально учесть.
Понятно, что используя неизменный электроток, можно получить сварочное соединение без наличия огромного образования окалины из-за брызг. Остывший шов выходит осторожным и крепким. Такие свойства шва объясняются тем, что при работе неизменным током не происходит нередкой смены полярностей, в отличие от работы переменным видом подачи электротока.
В случае, когда для сварочного процесса используютсяя электроды плавящегося типа, то ввиду различия нагрева меж катодом и анодом вероятны прожоги поверхностей заготовок. Чтоб избежать прожога заготовки в участке подсоединения ее к электрокабелю, употребляют прижимающую струбцину.
Заряд, который несет кабель, не играет роли – в том и другом случае струбцина выступает в качестве доборной защиты заготовки.

О том, как избрать полярность при сварке электродами различных покрытий, смотрите в последующем видео.



























