Как варить дуговой сваркой
Есть различные методы крепкого и неразъемного соединения железных деталей, которые при разработке металлоизделий употребляют проф сварщики. Если же научиться варить желает новичок, то лучшей для таковых случаев будет ручная дуговая электросварка.
Обычно конкретно с такового типа сварки начинают обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) те, кто потом становится проф сварщиками. Сам по для себя таковой метод не непростой и дозволяет осознать главные принципы сварочного процесса начинающим мастерам. Но, чтоб сварочные швы выходили высококачественными и крепкими, нужно знать, как правильно варить дуговой сваркой.
Суть сварочного процесса
От корректности действий и умений человека конкретно зависит, как надежным и высококачественным будет сварное металлоизделие. Потому сначала следует изучить базы дуговой сварки.

Пространство, в каком происходит соединение электрода с сплавом именуют сварочной ванной. Перед тем как варить дуговой сваркой нужно знать характеристики ванны. Обычные размеры последующие:
- 5-6 мм — глубина;
- 10-32 мм — длина;
- 7-15 мм — ширина.
Это условные характеристики, определенные размеры зависят от формы кромок соединяемых частей, режима сварки, скорости движения электрода и остальных причин.
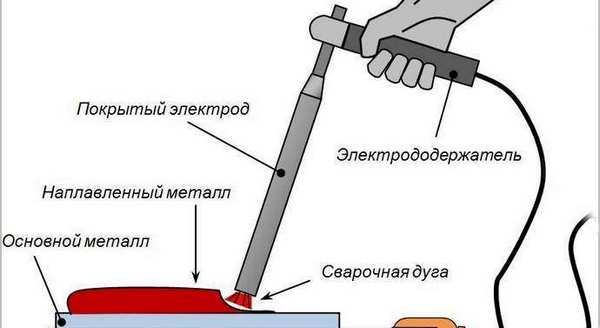
Чтоб верно осознавать, как правильно варить дуговой сваркой начинающим мастерам сначала нужно конкретно разобраться в происходящих при сваривании действиях:
- электронная дуга возникает в момент, когда электрод соприкасается с железной поверхностью;
- сплав совместно образования дуги расплавляется;
- сразу с сплавом сам электрод также плавится и при всем этом расплавившиеся частицы передвигаются в сварную ванну;
- плавке подвергается и защитное покрытие электрода. Оно образует газовое скопление, которое защищает ванну от действия кислорода и обеспечивает поддержание нужной для плавления сплава температуры в месте сварки;
- в процессе сварки появляется шлак, который также содействует подержанию рационального температурного режима и не допускает перегревания сварной ванны;
- сварочный шов появляется в итоге движения электрода и перемещения ванны;
- опосля остывания сплава на соединении остается шлаковая корочка, которую при помощи молотка нужно аккуратненько отбить.

Если вы никогда ранее не лицезрели держатель электрода и общие понятия сварочного процесса для вас незнакомы, то следует пройти уроки дуговой сварки, которые в открытом доступе есть в вебе на почти всех веб-сайтах.
Направьте внимание! Лишь при наличии 2-ух проводящих ток частей с обратными зарядами может быть появление электронной дуги. Таковыми элементами являются сплав и электрод. Начинающим мастерам идеальнее всего применять обычный электрод, у которого центральный элемент выполнен из сплава.
Инструменты и оборудование
Техника ручной дуговой сварки относительно обычная и производится с применением спец оборудования и электродов. Также пригодятся вспомогательные инструменты и защитные средства.
Типы оборудования
Существует три вида аппаратов, которыми может производиться дуговая сварка своими руками:
- трансформаторы. Механизм работы таковых устройств основан на переменном токе. Необходимо подчеркнуть что они достаточно томные, способны вызывать резкие конфигурации напряжения в общей электросети и очень гремят. Выполнить ровненький шов на трансформаторе достаточно трудно, это под силу лишь владеющим опытом сварщикам. Но если начинающие мастера пройдут обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) дуговой сварке конкретно с применением трансформатора, то работать с остальным оборудованием будет намного легче;
- выпрямители. Работу устройств обеспечивают полупроводниковые диоды. Агрегаты такового типа переменный ток превращают в неизменный. Это всепригодные устройства. Для их подступают фактически все электроды и сваривание проводить можно на различных сплавах. В сопоставлении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;
- инверторы. Работают практически бесшумно. Комфортны в применении благодаря компактности и автоматической системе опций. В процессе работы устройство выдает неизменный ток высочайшей мощности средством перевоплощения переменного.
Посреди всех аппаратов самыми наилучшими числятся инверторы. Они делают размеренную дугу даже при скачках напряжения и различаются многофункциональностью.
Инструменты и обмундирование
Перед тем как варить электродуговой сваркой, необходимо сначала приготовить средства для личной защиты и инструменты:
- аппарат для сварки и электроды к нему. Тем, кто лишь обучается сварочному мастерству, следует приготовить побольше электродов;
- подсобные инструменты. Техника дуговой сварки предполагает удаление появившегося при сваривании шлака, а для этого пригодится молоток и щетка по сплаву;

- защитное обмундирование. Недозволено приступать к свариванию без специальной маски, перчаток и защитной одежки из плотных материалов. Третировать таковыми средствами не стоит, так как от их зависит сохранность человека.

Если вы 1-ый раз работаете с аппаратом и желаете научиться как правильно варить ручной дуговой сваркой, то рекомендовано за ранее приготовить тренировочные железные элементы.
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует осознавать, что сохранность и эффективность сваривания почти во всем зависит от предварительного процесса. Приступать к сварным работам следует лишь опосля подготовки сварочного аппарата:
- нужно проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть схожими;
- номер электрода подбирать необходимо с учетом мощности оборудования;
- клемму заземления непременно нужно накрепко зафиксировать;
- проверить все соединения, целостность изоляции кабеля;
- электрод поместить в держатель и проверить крепкость его фиксации.
Приготовить необходимо также свариваемую поверхность. Ее необходимо кропотливо очистить от ржавчины, следов масла и остальных загрязнений. Если этого не создать, то сварочный шов будет с недостатками.
На целостность проверяются и электроды. Принципиально чтоб покрытие было без сколов и трещинок. Часто требуется сначала прокалить либо просушить электроды и лишь позже вставлять в держатель аппарата.
Индивидуальности и порядок сваривания
Дуговая сварка для начинающих сварщиков считается самой обычной и доступной в обучении. Начинать процесс сваривания необходимо с розжига дуги, который осуществляется 2-мя способами:
- касание. Под углом 60° располагается электрод, концом которого необходимо слегка коснуться железной поверхности и сходу же поднять его на 3-5 мм. Если все создать правильно, то обязана дуга образоваться;
- чиркание. По приготовленному сплаву стремительно необходимо провести самим кончиком электрода и без замедлений поднять его на расстояние 2-3 мм.
Идеальнее всего зазор выдерживать в среднем 0,5 см, так как при его уменьшении электрод будет залипать. Надзирать длину дуги можно также по присутствующему звуку. Наличие резких звуков показывает на то, что зазор чрезвычайно большенный. Если звук ритмичный и стабильный, то длина дуги неизменная и обычная.

Начинать сваривать детали необходимо сходу же как поймана лучшая дуга. Плавненько и медлительно с незначимыми колебаниями в стороны электрод {перемещается} по направлению создаваемого стыка. Когда еще до окончания шва электрод сгорел, то следует вставить 2-ой, отойти приблизительно 10-12 мм от образовавшего в оборвавшемся шве кратера, повторно зажечь дугу и продолжать процесс, двигаясь вперед.
Обычно стыковые соединения в несколько слоев делает:
- 2-мя — элементы, толщина которых не превосходит 6 мм;
- 3-мя — детали с спектром толщины от 6 до 12 мм;
- 4-мя — изделия, у каких больше 12 мм составляет толщина.
Различают также различные линии движения движения дуги и делать их необходимо сразу:
- поперечная. Ширина движений обязана отвечать данной ширине шва;
- продольная. Сформировывает тоненький валик ниточного шва;
- поступательная. Содействует поддержанию монотонной дуги, сам электрод при всем этом {перемещается} вдоль полосы сварного соединения.
Сплошным швом сваривать не рекомендовано, так как произойдет перекос сплава. При очень стремительных движениях электродом стык получится неровным и на нем останутся непроваренные участки. Очень медлительно также недозволено электрод вести, поэтому в сплаве возникнут дырки от прожига.
Смотреть нужно за зазором меж свариваемой поверхностью и электродом. Если он весьма небольшой, то сплав просто не прогреется. Некрепкий и неровный шов получится чрезвычайно большенном зазоре.
Хоть с первого взора достаточно сложной кажется ручная дуговая сварка для начинающих, но если изучить технологию и следовать аннотации, то научиться сварочному мастерству может любой.
Увлекательное видео
Как варить электросваркой

Техника ручной дуговой сварки для начинающих
Даже в домашнем хозяйстве иногда весьма тяжело обойтись без сварки, не говоря уже о индустрии, ну и хоть какой иной отрасли. Часто для того, чтоб что-то приварить дома, приходится прибегать к недешевым услугам профессионалов.
Сейчас, когда сварочные инверторы стали доступными, как никогда, освоить электросварку может любой желающий. При всем этом, чтоб варить «себе», довольно будет усвоить главные моменты и много трениться. Лишь с опытом и «набитыми шишками» приходит точное осознание, как варить электросваркой, а свойство работы улучшается в сотки раз.
Как варить электросваркой
Электросварка — это весьма интересный процесс, который очень затягивает. Если обучаться варить электросваркой самому, то необходимо освоить технику зажигания дуги и движение электродом, также осознавать, какой требуется ток для сварки толстого и узкого по толщине сплава.

Естественно же, в данной статье веб-сайта mmasvarka.ru не будут описываться какие-то сложные приемы и техники, для наиболее подробного исследования ручной дуговой сварки, написаны 10-ки книжек по теме. Но вот что касается первых шагов в плане выполнения сварочных работ, то, тут, постоянно, пожалуйста.
Техника сохранности при работе с электросваркой
Хоть какой сварочный процесс должен производиться согласно технике сохранности. Для защиты глаз сварщика во время сварки выдуманы особые маски. Сейчас с данной нам целью непревзойденно управляются маски для сварки Хамелеон. Защитить руки призваны крепкие и стойкие к огню краги, а ноги сварщика, особые брюки из крепкой ткани (Строение тканей живых организмов изучает наука гистология) и башмаки.

При осуществлении электросварочных работ необходимо знать, что завышенная влажность может стать предпосылкой поражения электронным током. Также нужно постоянно держать в голове, что при электросварке в стороны летят искры, и они могут стать предпосылкой появления пожара. Все перечисленные выше моменты непременно необходимо предугадать, перед тем, как варить электросваркой.
Настройка и регулировка сварочного инвертора
Вот мы и подошли к самому увлекательному моменту, когда необходимо самому подключить сварочный инвертор и выставить на нем требуемые значения тока. Что тут принципиально учесть? Во-1-х, нужная последовательность подключения инвертора. Она почти во всем зависит от того, какой сплав необходимо будет варить, узкий либо толстый.
Если будет осуществляться сварка узкого сплава (2 мм толщины), то нужно подключить инвертор в оборотной последовательности. Таковым образом, получится не прожечь узкий сплав и нормально его сварить.
Чтоб подключить инвертор в оборотной последовательности необходимо подсоединить держатель электрода к клемме инвертора со знаком «+», а кабель с массой к свариваемому сплаву. Соответственно, при сварке инвертором толстого сплава (6 мм и наиболее), подключать сварочный аппарат необходимо будет напротив.
Какую силу тока выставить на сварочном инверторе
Опосля подключения сварочного инвертора на нем необходимо выставить требуемое значение тока, его можно будет поменять в процессе сварки. Значение тока зависит от поперечника применяемых электродов и толщины сплава, который придется варить. Ниже будет представлена таблица со значениями силы тока для сварки электродами определенного поперечника.

Соответствие силы тока электроду для сварки инвертором:
- 1,60 мм — 25-50 А;
- 2,00 мм — 40-80 А;
- 2,50 мм — 60-110 А;
- 3,20 мм — 80-120 А;
- 4,00 мм — 120-160 А.
В свою очередь поперечник электрода подбирается зависимо от толщины свариваемой заготовки:
- Для сварки сплава от 1,5-2 мм — служат электроды 1,5 мм;
- Для сварки сплава от 1,5-3 мм — служат электроды 2,0 мм;
- Для сварки сплава от 1,5-5 мм — служат электроды 2,5 мм;
- Для сварки сплава от 2-12 мм — служат электроды 3,2 мм;
- Для сварки сплава от 4,0-20 мм — служат электроды 4 мм;
Опосля того, как требуемые значения силы тока для сварки инвертором выяснены, можно смело приступать к сварочному процессу. Для этого будет нужно подключить кабель от инвертора с массой к сплаву, а в держатель вставить электрод.
Как зажечь дугу, и в какую сторону вести электрод
Зажечь дугу можно несколькими методами, легким постукиванием электрода о сплав либо чирканьем, когда электрод касается свариваемой заготовки, и здесь же проводится по ней. Как к первому, так и второму способу необходимо приноровиться и привыкнуть. Потом с сиим возникать заморочек не будет, когда вы набьёте руку. Опосля того, как сварочная дуга загорелась, необходимо её задерживать, как можно короче, опосля что следует начинать движение электродом, образуя сварной шов.
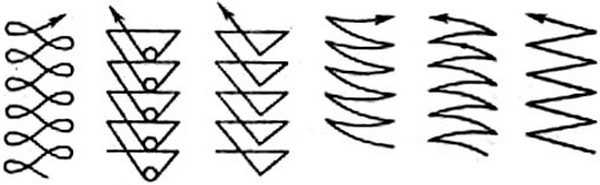
Следует увидеть, что существует огромное количество техник движения электродом: ёлочкой, зигзагом, треугольником и т. д. Какую конкретно избрать из их, почти во всем зависит от положения заготовки во время сварки, её толщины, также остальных, не наименее важных моментов. Для освоения азов электросварки инвертором, желательно применять технику движения электродом «ёлочка» либо «зигзагом».
При всем этом угол наклона электрода при сварке должен составлять приблизительно 70 градусов по отношению к поверхности заготовки, а скорость его движения обязана быть средней, если сплав не совершенно уж узкий. В конце, когда сварочный шов будет завершен, не забудьте заварить кратер. Для этого необходимо тормознуть в конце шва, а опосля медлительно и не спеша порвать дугу.
Пособие для “чайников”: индивидуальности дуговой сварки электродами

Сварка электродом – это метод дуговой электросварки, применяемый для совмещения железных изделий. Данный способ получил свое заглавие за счет сварочной дуги – долгого потока энергии, который возникает в электроде при сварке сплава под высочайшей температурой. Проводник (электрод) – это железный провод со особым покрытием, являющимся инертной средой во время процесса работы. Она, обычно, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Дальше разглядим, как правильно сварить сплав, без недостатков и недостатков.
- Азы электросварки
- Индивидуальности сварки электродом
- Разработка дуговой сварки
- Предварительный шаг
- Образование дуги
- Формирование шва
Азы электросварки
Электросварка – это надежный способ сотворения неразъемного соединения меж деталями. Существует огромное количество видов сварки, которая применяется для сплава, пластмассы (без электродов), керамики и иных материалов.
При сварке электродом совмещение деталей заключается в плавке краев 2-ух деталей, под действие электронной дуги, в итоге что они соединяются в одно целое, создавая крепкий нескончаемый шов.
До этого чем приступить к работе, нужно разобраться, как правильно варить сплав. Сначала от умения воспользоваться аппаратом и правильно держать электрод зависит сохранность и свойство соединения деталей.
До этого всего, ва
жно запастись обилием проводников, чтоб учение довести до автоматизма. Идеальнее всего выбирать поперечник не наиболее 3-х мм, это самый лучший размер для обучения и электродуговой сварки тонких железных изделий.Чтоб приступить к работе, требуется к аппарату подключить оборотный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед действием сварки электродом, необходимо на сто процентов приготовить железные изделия – очистить их от краски, масла, пыли и иных частиц, которые могут помешать высококачественной электросварке.
Индивидуальности сварки электродом
Не считая исследования, как правильно варить сваркой, необходимо знать, что она имеет ряд преимуществ и недочетов. Свойство работы впрямую зависит от оборудования. Чем оно дороже – тем сильнее и лучше. Ручные аппараты должны делать последующие функции:
- соединять детали даже в недоступных местах:
- владеть возможностью сваривания во всех положениях;
- сваривать все типы сплава.
Не считая этого, данный аппарат имеет и некие недочеты:
- маленький коэффициент полезного деяния в сопоставлении с иными технологиями;
- свойство совмещение сплава впрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, плохо действующие на зрение.
Касаемо крайнего пт: электродуговая сварка просит специальной формы одежки оператора и внедрение особых очков и маска «хамелеон», которая защищает зрение, но при всем этом обеспечивает неплохую видимость.
Разработка дуговой сварки
Электродуговая сварка производится по определенной технологии для обеспечения неплохого, гладкого и крепкого соединения изделий.
Существует несколько методов поджога дуги:
- точечный, при котором сварщик точечно лупит проводником по изделию;
- метод чирканья.
Характеристики проводников также могут быть различными при разных способах поджога. Это соединено от покрытия на нем. Не
которые поджечь легче, некие труднее, но любой вид материала имеет свои плюсы и недочеты.Сделать дугу новеньким электродом намного проще. Довольно ним коснуться сплава, и сходу поднять на расстояние 2-3 мм. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае необходимо точечно стукнуть материалом пару раз до образования искры.
Длина дуги – это величина, которая показывает на просвет электрода и детали, меж которыми происходит электронный разряд. Этот показатель впрямую зависит от поперечника электрода и выбирается от 0,5 до 1,2 его поперечника. Для получения высококачественного шва, электрод необходимо держать очень близко к детали.
Предварительный шаг
До этого, как варить сваркой электродами сплав, необходимо все приготовить. Во-1-х, подключить аппарат. Во-2-х, зачистить детали и накрепко их закрепить, чтоб они не «гуляли» под аппаратом. В-3-х, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на сплаве загорается материал, чтоб ориентироваться, каким методом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать маленькую дугу, чтоб сделать безупречную дорожку, без недостатков. С первого раза это не получиться – необходимо некое время трениться.
Чем короче дуга, тем меньше железных кап
ель она дает и легче создавать высококачественное сплавление. При всем этом проводник расплавляется умеренно и плавненько, обеспечивая достаточную глубину проплавления. Длину дуги новичок сумеет надзирать по звуку оборудования. При недлинной – он равномерный, при длинноватой – звучный и резкий.На теоретическом уровне, как сваривать сплав, понимает любой, но на практике нужно длительно обучаться сделать доброкачественную дугу. Если она обрывается, ее необходимо поновой возбуждать и «запаивать» пробелы в швах. От силы тока зависит свойство дуги, а от нее – свойство шва.
При неверном подходе, можно образовать ожог на изделии, где в предстоящем материал начнет портиться.
Формирование шва
Чтоб соединить сплав электросваркой, принципиально сделать надежный и высококачественный сплав меж материалами. Различают некоторое количество видов главных швов:
- Ниточный – это самый обычной метод, который может сделать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не наиболее 3 мм. Он не делает надежное крепление и быть может применен на тонких и незначимых деталях. С таковой дорожки рекомендуется начинать обучения для юных мастеров, чтоб позже перейти к наиболее сложным технологиям.
- Продольно-поперечный тип создается в согласовании с заглавием. Другими словами, при всем этом необходимо владеть познаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Таковая дорожка намного прочнее предшествующего. Он различается долговечностью и имеет ширину 1-1,5 сантиметра. Самая всераспространенная разработка для такового шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При всем этом, весьма принципиально соблюсти длину дуги, чтоб получить безупречную дорожку с минимальными примесями шлака.
- При движении рабочего элемента в 3-х различных направлениях создается крепкий, «мертвый» и надежный шов. Вначале он начинается, как продольно-поперечный, но позже необходимо сделать возвратимые движения, которые разрешают повторно проработать заваренную линию для большей надежности скрепления материалов. Тут нужно правильно держать устройство, по другому под очень огромным наклоном соединительная дорожка получится толстой и неравномерной.
По окончанию работы непременно необходимо сбить шлак с соединения, чтоб бросить совершенно ровненькую полосу сваривания. При неверной работе, дорожка будет неровной, с пробелами и деформациями. Не считая эстетического вида, такое свойство варки может отразиться на предстоящей эксплуатации данных изделий.
Обзор главных ошибок начинающих
Как правильно варить сваркой – разобрались. По эталонам, главные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещинкы;
- непроваренные участки;
- твердые включения;
- остальные недостатки.
Чтоб все выходило стремительно и отменно, предлагаем ознакомиться с самыми всераспространенными ошибками сварки сплава, которые совершают новенькие:
- Выбор неправильной длины дуги – самая частая оплошность, которую допускают новенькие и не весьма бывалые мастера. При недлинной длине поверхность сплавления выходит неравномерной и очень грубой. При всем этом шов выходит не высококачественным из-за огромного содержания шлаков. Когда дуга напротив, длинноватая, сваривание выходит неравномерным, с огромным количеством разбрызгиваемых капель сплава. Не считая этого, огромное расстояние электрода и детали содействует непостоянности дуги, что провоцирует «пробелы» в шве.
- Некорректная скорость управления аппаратом. При резвом перемещении проводника выходит неравномерный валик, который содержит много шлаков. Таковая электросварка длительно не выдержит, потому что считается, что деталь сваренна плохо из-за тонкости шва. При очень неспешном перемещении, валик выходит толстым и массивным.
- Не так установленные опции на аппарате. Принципиально установить ампераж, в согласовании с типом рабочего изделия и размером проводника. При низком ампераже дорога будет узкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезвычайно высочайшего напряжения, то дорожка в итоге выходит плоская и уплотненная, содержащая огромное количество шлака.
- Плохая подготовка поверхности. Недостающая чистка от остатков лакокрасочных изделий, масла, жира либо пыли приводит к «пробелам» и неровностям дорожки. В итоге полоса будет слабой, что в дальнейшем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в разработке плотного и надежного соединения. При сильном наклоне по отношению к горизонтали выходит неравномерная дорожка с наточенными чешуйками. Если же его поставить очень прямо, другими словами перпендикулярно, тогда чешуйки получаются очень плотные и делают высочайший валик с огромным количеством шлака.
Не считая обрисованных технических недостатков, нередко результатом плохого совмещения становится неисправный аппарат, несоответствие тока и материала, некорректно приготовленная рабочая поверхность и остальные правила сварки, которые следует учесть.
В окончании необходимо отметить, что при электродуговой сварке электродом нужно учесть ряд критериев, от которых будет зависеть итог. Самое основное – это создание высококачественного и ровненького шва. Для этого требуется знать, как правильно варить сплав и гармонически соединять несколько причин:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном согласовании всех аспект получится высококачественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Разработка сварки – это та база, которую нужно конкретно изучить. К практике рекомендуется приступать тогда, когда начинающий мастер на сто процентов ознакомится с теоретическим фундаментом. А зная, как правильно сваривать сплав, на практике остается лишь отточить мастерство.
 жно запастись обилием проводников, чтоб учение довести до автоматизма. Идеальнее всего выбирать поперечник не наиболее 3-х мм, это самый лучший размер для обучения и электродуговой сварки тонких железных изделий.
жно запастись обилием проводников, чтоб учение довести до автоматизма. Идеальнее всего выбирать поперечник не наиболее 3-х мм, это самый лучший размер для обучения и электродуговой сварки тонких железных изделий. которые поджечь легче, некие труднее, но любой вид материала имеет свои плюсы и недочеты.
которые поджечь легче, некие труднее, но любой вид материала имеет свои плюсы и недочеты. ель она дает и легче создавать высококачественное сплавление. При всем этом проводник расплавляется умеренно и плавненько, обеспечивая достаточную глубину проплавления. Длину дуги новичок сумеет надзирать по звуку оборудования. При недлинной – он равномерный, при длинноватой – звучный и резкий.
ель она дает и легче создавать высококачественное сплавление. При всем этом проводник расплавляется умеренно и плавненько, обеспечивая достаточную глубину проплавления. Длину дуги новичок сумеет надзирать по звуку оборудования. При недлинной – он равномерный, при длинноватой – звучный и резкий.




























