Создание вертикального шва при сварке: индивидуальности процесса

Выполняя ремонт либо проводя другие работы, нередко приходится сваривать разные железные конструкции и фрагменты деталей. Соединить их можно разными способами, но наибольшее распространение посреди иных получила электросварка. При всем этом не любой домашний мастер имеет представление о том, как надо верно ее делать.
Базы способы электросварки
При использовании этого способа нужного результата удается достигнуть за счет сотворения электронной дуги. При содействии дуги с сплавом, на обработанном участке возникает углубление. В него начинают лить расплавленный сплав, который является результатом сгорания электрода. По мере продвижения крайнего по соединенной поверхности происходит нагрев ее краев и расплавление, что приводит к возникновению единой структуры с сплавом электрода.
Сила тока

Особенное внимание при выполнении электронной сварки железных изделий следует уделить применяемой силе тока. Допустив ошибку с выбором рационального значения, нереально будет обеспечить устойчивость дуги, при всем этом трудно будет варить сплав электродом, который будет всегда липнуть к обрабатываемой поверхности.
Чтоб верно подобрать силу тока, следует учесть тип сварочного аппарата, при помощи которого производится соединение железных изделий. При работе инверторным аппаратом хорошим значением силы тока будет являться показатель от 80 до 100 А. Если же принято решение варить сплав трансформаторной установкой, то силу тока следует заставлять в спектре 35-55 А.
Тип электродов
Также нужно уделить внимание типу применяемых электродов, при помощи которых придется варить сплав. Тут следует учесть хим структуру и структуру обрабатываемой поверхности. Они могут делиться на несколько типов зависимо от сплава, из которого сделаны:
- сталь;
- нержавеющая сталь;
- алюминий.
Для всякого электрода свойственна своя маркировка, учет которой при выбирании дозволяет принять верное решение. Если соединение железных деталей осуществляется при помощи электронного сварочного аппарата, принципиально держать в голове о том, что при выбирании поперечника электродов следует ориентироваться на толщину заготовки, которую нужно сварить.
Сварка вертикального шва

Еще до того как начать варить сплав, следует осознать, какой шов нужно сделать для обеспечения высококачественного соединения изделия.
Всего можно выделить несколько типов швов:
- соединение плоских листовых изделий.
- вертикальный шов.
- угловой шов.
- трубчатое соединение.
Чтоб при сварке железных изделий создаваемый вертикальный шов имел крепкую и ровненькую структуру, принципиально не отклоняться от схемы процесса.
Достигнуть этого можно при условии, что заготовки будут накрепко сварены. Сварка обязана производиться средством соединения изделий прихватками по бокам в 3-4 местах. Неотклонимым условием сварки надежного соединения является закрепление детали массой средством зажима. Чтоб отменно сварить железные изделия, электрод нужно держать под углом 70-75 градусов относительно поверхности.
Сделать высококачественный и надежный вертикальный шов с помощью электронной сварки можно, если временами совершать вращательные движения, по этому расплавляющийся сплав будет сконцентрирован в зоне соединения 2-ух деталей. При всем этом варить сплав необходимо таковым образом, чтоб конец электрода нужно фиксировать буквально в центре шва. Сами сварочные работы следует делать таковым образом, чтоб электрод двигался по вертикали, при всем этом капли сплава должны соединяться друг другом одна за иной. Действуя схожим образом, можно достигнуть постепенного наполнения зазора с помощью водянистой электросварной проволоки.
Если вы будете варить сплав, выдержав нужный угол, то это создаст подходящие условия для равномерного стекания расплавленной электродной проволоки. С повышением равномерности ее стекания можно обеспечить наиболее ровненький и высококачественный шов.
Дождавшись остывания поверхности шва опосля сварки, нужно, используя молоток, убрать шлак с поверхности детали, нанося по ней несильные удары. Возникновение схожей корки является результатом действия жаркой температуры на обрабатываемое изделие. На этом работа по созданию шва завершена. Но следует держать в голове о том, чтобы приобретение большего опыта в проведении сварки железных изделий дозволит усовершенствовать способности в разработке наиболее осторожного и высококачественного шва.
Окончив варить железные изделия и убрав с поверхности деталей шлак, застывшие наплывы и окалины, нужно кропотливым образом исследовать приобретенные соединения. Во время проведения контрольного осмотра принципиально уделять свое внимание на присутствие прожогов сплава, трещинок, кратеров либо появившихся пор. В случае обнаружения схожих зон можно прийти к выводу о том, что сварка железных изделий была выполнена некачественно.
Если в итоге обследования удалось выявить плохие швы, необходимо как можно резвее заняться восстановлением шва, пока не произошел его разлом. Делается это последующим образом:
- Сначала будет нужно хорошо зачистить все поверхности, используя для данной нам цели ратфиль и железную щетку.
- Потом приступают конкретно к ремонту поверхности. При этом совершать манипуляции следует только в тех местах, где имеются признаки брака. Не следует растрачивать время на переваривание всей поверхности.
Занимаясь реставрацией шва, следует соблюдать правила техники сохранности.
- Схожая работа обязана проводиться непременно в замшевых перчатках, поверх которых следует надеть грубые рукавицы.
- Набор защитной одежки, в какой нужно делать ремонт, должен состоять из маски сварщика, кирзовых башмак и брезентовый робы.
- Также нужно приготовиться на вариант пожароопасной ситуации. Для этого вблизи должны лежать огнетушитель, песок либо емкость с водой.
Если в точности следовать всем перечисленным выше правилам выполнения сварочных работ, то даже при отсутствии опыта можно сделать довольно высококачественный шов, который не приведет к разрушению соединенной конструкции.
Заключение

Сварка железных изделий просит определенных познаний и способностей. Потому при разработке соединения нужно до этого узнать, какими методами можно решить эту задачку. Существует несколько швов, средством которых можно сварить железные изделия. При всем этом необходимо держать в голове, что для получения высококачественных результатов нужно верно подобрать не только лишь сварочное оборудование, да и электроды. Если вы не обладаете достаточными способностями в сварке железных изделий, то следует приготовиться к тому, что придется заниматься реставрацией сделанного шва. Это также просит ознакомления с аспектами выполнения схожей работы.
Беря во внимание, что оборудование для сварки работает от электросети, следует позаботиться о мерах сохранности. Следует приготовить все нужные приспособления, которые дозволят в случае необходимости стремительно убрать возгорание. Подобные советы являются неотклонимыми для соблюдения каждым сварщиком в независимости от опыта и профессионализма. Лишь обязательное соблюдение технологии выполнения сварочных работ дозволяет с наименьшим количеством попыток сделать высококачественное соединение.
Сварка швов в разных пространственных положениях
В процессе сварочных работ образуются более надежные соединения. Сварочные швы могут соединять разные материалы. Кроме сплава можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в различных плоскостях. Потому положение шва при сварке зависит от пространственного расположения краев деталей, которые нужно сварить.
Систематизация сварочных соединений
По способу выполнения швы бывают:
- однобокие;
- обоесторонние;
- однослойные;
- мультислойные.
Подробнее про систематизацию сварных соединений читайте в данной нам статье.По расположению в пространстве и протяженности есть последующие виды сварки:
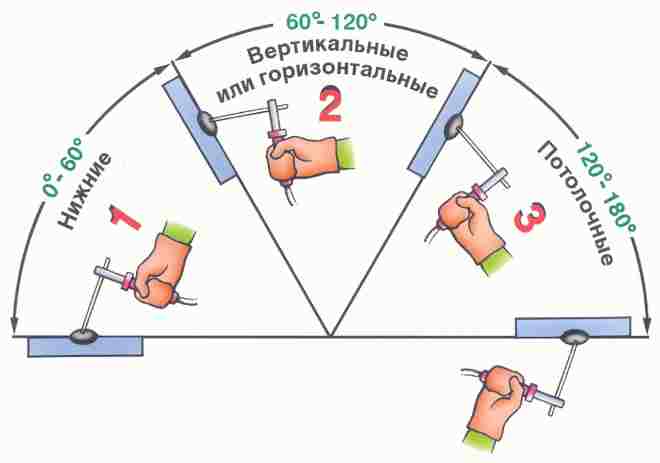
- В нижнем положении. Когда сварочный шов размещается под углом 0°к поверхности земли;
- В горизонтальном. Сваривание ведется горизонтально, а деталь расположена под углом от0 до 60 °;
- В вертикальном положении. Сваривание ведется вертикально, а система размещается в плоскости от 60до 120 °;
- В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
- В “лодочку”. Сварка производится «в угол», а деталь размещена под наклоном.
Сварочные работы в нижнем положении даже для начинающих не представляют проблем. Как они проводятся рассказывалось тут. Для всех других нужны технологические познания.
Сварка вертикальных швов
Как варить вертикальный шов? Когда производится сварка вертикальных швов сплав подготавливается так, что учитывается тип соединения и толщина частей. Опосля что они фиксируются в подходящем положении, и прихватываются маленькими поперечными стежками, которые не дают деталям сдвигаться.

Вертикальный шов сваривается 2-мя методами: снизу ввысь и в оборотном направлении. Получить высочайшее свойство вертикального шва легче, когда работаешь снизу ввысь, потому что сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу ввысь без отрыва дуги подразумевает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое действие на деталь, что упрощает управление действием.
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности, равной сечению шва – движение электрода: полумесяцем, “елочкой” либо зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться достаточно стремительно, нужен полный контроль над действием. Если сварочная ванна начинает вытекать с 1-го края, перебегайте к другому с одновременным движением ввысь.
Принципиально! Не перегревайте сплав и не останавливайтесь. Ванна может выпасть, последствием что быть может прожог.
Свои индивидуальности имеет сварка углового вертикального шва. Поначалу наплавляют полочку, потом медленными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе “лесенкой”. Т.е. подняли электрод на право ввысь, капля расплавленного сплава застывает меж кромками, дальше ведем краешек электрода по краю шва на лево и ввысь, тем формирую “чушуйки” надежного соединения.

На форму стыка огромное воздействие оказывает сила тока. Ток, почаще всего, на 5-10А меньше рекомендованных значений для определенного типа электродов и толщины материала. Хотя это правильно не постоянно. Потому идеальнее всего её определять экспериментально и брать средние значения.
Сварка горизонтальных швов

Горизонтальные швы на вертикальной поверхности свариваются справа влево и напротив. Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под огромным углом, который зависит от характеристик тока. Ванна непременно обязана оставаться на месте.
При сварке толстого сплава идет скок(разделка) лишь верхней кромки, нижняя при всем этом, держит расплавленный сплав в сварочной ванне.
Советы и советы при сварке в горизонтальном положении:
- желательно варить слева вправо, так лучше видна сварочная ванна;
- положение электрода незначительно вспять, на шов;
- возбуждение дуги происходит на нижней кромке, дальше переводят на верхнюю;
- линия движения движения электродом осуществляется по спирали.

При стекании сплава вниз нужно прирастить скорость движения и уменьшить нагрев сплава. Можно делать отрывы дуги. В эти промежутки времени сплав чуток остывает и прекращается его стекание. Таковой же эффект дает понижение силы тока. Лишь пользуйтесь этими приемами поэтапно.
Совет! Если варить горизонтали вам в новинку, не наплавляйте много сплава, постарайтесь выполнить отменно узкий шов. Потом, по необходимости, сделайте проход над первым.
Горизонтальные угловые швы в нахлесточных соединениях свариваются довольно просто, техника выполнения повторяет сварку в нижнем положении.
Сварка потолочных швов

Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков.
Сварщик в этом случае находится в неловком положении, а капли раскаленного сплава с потолка будут срываться вниз. Электрод при таком виде работ размещен перпендикулярно к поверхности. Он должен совершать радиальные движения с маленький скоростью, чтоб расширить соединение. Электронная дуга непременно маленькая. При длинноватой дуге будут создаваться подрезы.

Сварка потолочных швов осуществляется по такому же принципу – сплав должен затвердеть очень стремительно. Для такового вида работ употребляются электроды с особенным тугоплавким покрытием.
Совместно с радиальными движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание сплава и его кристализация, сварочная ванна миниатюризируется. Таковым образом плавление осуществляется маленьким замыканием.
К потолочной сварке прибегают в вариантах последней необходимости, когда нет способности расположить наиболее комфортно свариваемые детали. Нагрев сплава осуществляется снизу, при всем этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Угловые швы
Сварка угловых швов имеет свои индивидуальности. Сварочный процесс, состоящий из накладываемого соединения 1-го на другое, осуществляется без подготовительной подготовки кромок. Соединения производятся с обеих сторон угла.
Когда детали соединяются встык и образуют угол, торец обрезается у 1-го элемента.
Т-образный тип соединения
Чтоб получить безупречный шов, одна плоскость обязана стоять горизонтально, 2-ая – вертикально. Сваривать угловое соединение непременно под углом 90°. Когда толщина изделия, которое размещено вертикально, не наиболее 12 мм, тогда в доборной обработке нет необходимости. Если же его толщина от12 – 25 мм, нужно подготовку созодать в V-образной форме.
От 25-40 мм создают одностороннюю обрезку скосов U-образной формы.
Выше 40мм – обоесторонняя обрезка V-образной формы.
Нижний край вертикально размещенного изделия обрезается ровно, а ширина стыка не наиболее 2 мм.
Чтоб угловой стык был отлично выполнен, нужно уметь верно зажигать дугу. Она загорается перед началом сварочного процесса. Повторно производится при обрыве.
При использовании электродов с толстым покрытием, появляется огромные участки топленого сплава. Из-за стекания сплава вниз создать правильную шовную поверхность угла не представляется вероятным.
Свариваемые поверхности необходимо располагать таковым образом, чтоб наклон был 45°и сварку делать лодочкой.
Нахлесточные соединения
Свариваемые листы, наложенные один на иной на расстояние 3-5 толщины этих листов, провариваются по периметру, также и по краю угла, образованного при накрытии. Обработка кромок при всем этом не требуется. Но растут издержки материала, и соединение утяжеляется. Невзирая на это, таковой вариант употребляется достаточно нередко.
Индивидуальности круговой сварки
Сварка кольцевых швов требуется при соединении труб, разных деталей запорной арматуры. Представляет собой комбинированные виды.
Дуговой электросваркой производится вертикальный шов, расположенный сбоку трубы. Горизонтальный шов накладывают по окружности. Также производится сварка потолочного шва и нижнего, которые размещены соответственно.
Трубы, сделанные из стали, почаще всего обвариваются встык. Во избежание наплывов снутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной – 8.
Перед выполнением круговой сварки необходимо провести подготовку поверхности:
- Деталь кропотливым образом очищается;
- Деформированные торцы обрезаются и выпрямляются;
- На расстоянии 10 мм от края кромки зачищаются до блеска.
Во время сварки ведется непрерывная обработка соединений, а соединения поворотов провариваются в несколько слоев. Каждое соединение зачищается от шлака перед наложением последующего. При нанесении первого – вполне расплавляются все кромки. На вариант если находится наличие трещинок, они высекаются и фрагмент вновь проваривается.
Другие слои накладываются при неспешном вращении трубы. Конец предшествующего и начало следующего слоя сдвигают на 15-30 мм.
Заключительный слой непременно прекрасный, с ровненькой поверхностью.
Стыковые швы
Сварка стыковых швов производится различными методами:
- В пространстве;
- На съемной подкладке из меди;
- С накладыванием подготовительного шва.
При сварке швов в пространстве весьма трудно проварить его корень по всей длине. Потому лучше употреблять съемную пластинку из меди, которая в силу собственной высочайшей теплопроводимости и технических черт препятствует оплавлению подкладки в момент соприкосновения с расплавленным сплавом. По окончании работ она просто удаляется.
Недочетом таковых соединения является высочайшая возможность получения непровара. Во избежание этого недостатка, перед тем как подваривать оборотную сторону, в сплаве вырубают канавку глубиной 2-3 мм. Опосля этого её перекрывают подварочным валиком, потом стык усиливают снаружи.
Сварные мультислойные швы
Любой слой перед наложением новейшего зачищается от шлаков и остывает. Потому сварка мультислойных швов различается от остальных видов. Для первого слоя употребляют электроды с поперечником 3-4 мм, а для остальных – 5-6 мм. Заключительный слой является неровностью, также проводит термообработку прошлых пластов.
Подварочный шов – принципиальная составляющая мультислойного соединения. Он производится опосля зачистки и может быть частичного удаления первого стежка, в том месте где велика возможность скопления изъянов. От того, как отменно будет выполнен подварочный шов, зависит надежность всего соединения.
Заключение
Резюмируем, чтоб научиться верно варить сваркой нужно начать с самого обычного:
- отработать подходящий наклон электродов, производя при всем этом собирательные движения к соединению деталей.
- научиться сбивать шлак со соединений, которые с каждым разом будут все лучше получаться.
Как верно варить вертикальный шов электросваркой? Весьма принципиально учитывать все советы. Вертикальный шов производится незначительно труднее горизонтального. Поначалу прихватывается в нескольких местах, а потом заполняется равномерно снизу ввысь. Таковым образом весь зазор заполняется водянистым сплавом.
Отрабатывайте умения, покупайте аппарат для сварки, электроды, начинайте обучаться делать прекрасные швы.
Как варить потолочный шов электросваркой

Внедрение сварочных соединений при сборке металлоконструкций считается самым обычным и надежным методом их монтажа не только лишь в индустрии, да и в быту. Понятно, что для освоения приемов электросварки частнику нужно будет не только лишь пройти курс специального обучения, да и получить определенные практические способности.
Для тех, кто хотя бы отчасти обладает этими приемами сварки, мы хотим предложить ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого просит от исполнителя особенного внимания и аккуратности. И вправду, при сварке шва, к примеру, на потолке гаража, днище кара либо в любом другом месте, подготавливаемое соединение находится конкретно над головой сварщика, чем и разъясняется требование особенной бдительности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой лучше ознакомиться с чертами операций по его формированию в тех либо других критериях.
Индивидуальности техники формирования швов

Техника формирования швов
Сложность подготовки потолочных швов разъясняется тем, что во время сварки расплавленный сплав за счет собственного веса может стекать вниз, а это делает определенную опасность исполнителю работ (получение ожога открытых частей тела, а именно). Вот почему бывалые спецы в схожих ситуациях пользуются особыми приемами сварки, обеспечивающими соблюдение требований техники сохранности.
Для осознания всех тонкостей процедур по подготовке потолочных швов, до этого всего, следует ознакомиться с главными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны производиться последующие неотклонимые условия:
- сварка может выполняться лишь ручным методом;
- для образования соединения используются так именуемые покрытые электроды;
- сваривание обязано выполняться в режиме «недлинной дуги» с внедрением электродов не наиболее Ø 4 мм;
- при подготовке шва во избежание растекания сплава электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не обязана превосходить двойной толщины электрода;
- во избежание образования газов, снижающих свойство шва, применяемые электроды должны быть совсем сухими;
- сварка обязана вестись по направлению «на себя», что дозволяет подбирать лучший темп продвижения, также выслеживать свойство образующегося шва;
- для получения крепкого и надежного соединения края свариваемых поверхностей либо заготовок перед началом работ кропотливо зачищаются, а по окончании работ с их непременно удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и наиболее) сварка обязана производиться в несколько проходов. При самом первом проходе употребляется электрод поперечником не наиболее 3 мм; все следующие операции проводятся электродом Ø 4 мм.

Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только лишь горизонтальными, да и могут иметь определенный уклон, варьируемый в границах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с внедрением всё тех же покрытых электродов.
Подготовка соединения встык

Сварка встык
Перед тем как заделать потолочные швы при помощи электросварки нужно иметь хоть некое представление о видах сварных соединений, различающихся по способу их образования. Так как размер статьи не дозволяет изучить любой из этих видов, то мы ограничимся рассмотрением самого обычного из их, а конкретно – так именуемого соединения «встык».
Обозначенное соединение сваривается, обычно, за несколько проходов, реализуемых в таковой последовательности:
- Поначалу формируется так именуемый корневой валик либо корень шва. При потолочной сварке он производится при помощи электрода Ø 3 мм, который ведется вдоль шва известным методом, именуемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при всем этом в спектре меж наименьшим и средним значениями (идет речь о величинах, заложенных в технических свойствах самого агрегата).
- 2-ой и 3-ий проходы производятся электродами Ø 3‒4 мм. Сила тока при всем этом выбирается средней либо поближе к наибольшей. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и предстоящим переходом к последующей кромке по способу «лестница».
- Все следующие слои валика формируются в виде наплавки (без каких-то отклонений от полосы сварки).
- Лицевой слой образуемого потолочного соединения должен смотреться таковым образом, чтоб ширина незаполненной разделки не превосходила значения 0,5‒2 мм. По мере необходимости этот слой также быть может выполнен в несколько проходов.
В случае выполнения всех обозначенных выше предписаний вы можете получить высококачественное и надежное соединение. Наиболее тщательно порядок его формирования можно будет изучить на видео, прикладываемом к материалам данной нам статьи.
Сохранность сварочных работ

Одежка для сварки
Требования к сохранности сварочных работ при оформлении потолочного шва смотрятся последующим образом:
- Все работы должны выполняться в отлично просушенном помещении, влажность воздуха в каком не обязана превосходить обозначенной в нормативах величины.
- На открытых местах не допускается проведение сварочных работ во время снегопада либо грозы.
- Сварочные работы должны выполняться лишь в созданной для этих целей одежке со особым защитным покрытием и в маске.
- В процессе работ неиспользуемое оборудование непременно обязано отключаться от электросети.
- Для сварки должны употребляться лишь отлично изолированные провода.
Видео
В этом видеоролике показан процесс сварки потолочного шва. Хотя комменты идут на британском языке, то, что показано на дисплее не нуждается в доп разъяснении:



























