Аргонодуговая сварка
 Наша родина
Наша родина
Украина
 Беларусь
Беларусь
 Молдова
Молдова
- 5
- 4
- 3
- 2
- 1
– это процесс сваривания металлов, который делается в среде инертного газа – аргона. Работа по свариванию может выполняться неплавящимся либо плавящимся электродами. Более всераспространенный вариант – автоматическая аргонодуговая сварка неплавящимся электродом. В качестве неплавящейся детали употребляется вольфрамовый электрод. Различают несколько типов аргонодуговой сварки:
- ААД – автоматическая аргонодуговая сварка с неплавящимся электродом;
- РАД –ручная аргонодуговая сваркас внедрением неплавящегося электрода;
- ААДП – автоматическая аргонодуговая сварка с применением плавящегося электрода.
- Аргонодуговые сварки с внедрением вольфрамового электрода имеют свои обозначения:
- GTAW – газовая дуговая сварка вольфрамом (GasTungstenArcWelding);
- TIG – сварка вольфрамом в среде инертных газов (TungstenInertGas).
Индивидуальности аргонодуговой сварки
Работа по свариванию железных деталей при использовании аргонодуговой сварки делается в среде аргона, который фактически не вступает в реакцию с воздухом. Не считая этого, аргон плотнее на 39% чем воздух, в итоге инертный газ вполне теснит из среды сваривания воздух, соответственно и кислород. Благодаря этому, шов вполне защищается от действия реакций окисления. Результатом этого является исключением окислов и интенсивного образования шлака в месте сваривания.
В процессе сваривания участвует инертный газ, который движется сверху вниз и попадает конкретно в сварочную ванну. Благодаря этому кислород вполне вытесняется из места сваривания. Обогрев и расплавления сплава может быть благодаря генерируемой дуге, меж электродом и свариваемой деталью.
США (Соединённые Штаты Америки — государство в Северной Америке)
Наша родина
Украина
Беларусь
Молдова
Принципиально упомянуть тот факт, что дуга, расплавляющая сплав, повлияет не только лишь на детали либо заготовки, да и на проволоку присадки, которая употребляется для наполнения швов и пустот на соединениях. Процесс наполнения швов выстраивается на основании приемов струйного и крупнокапельного переносов присадочного материала. Для удачного выполнения данной нам работы, стоит держать в голове, что струйный перенос вероятен лишь при токе дуги от 260 Ампер, в то же время крупнокапельный удачно делается при силе тока равной 120 – 240А. Если употребляется вольфрамовый электрод, то возникает возможность получить размеренную непрерывную подающую струю при силе тока в границах 100 Ампер.
Аргонодуговая сварка – плюсы и минусы

Одно из наилучших свойств аргонодуговой сварки — это возможность сохранения слабенького нагрева свариваемых деталей. Благодаря этому отсутствует отпуск деталей, опосля выполнения монтажа. Еще одним значимым плюсом в пользу аргонодуговой сварки является возможность сотворения автоматической аргонодуговой сварки. Работу просто можно заавтоматизировать и отладить для выполнения работы с наибольшим качеством и продуктивности.
Из недочетов аргонодуговой сварки стоит выделить последующие:
- необходимость продолжения обдува сварочного шва инертным аргоном даже опосля выключения дуги, температура в месте сварки обязана снизиться до 400 градусов;
- невозможность использования аргонодуговой сварки в ветряную погоду вне помещения;
- высочайший уровень ультрафиолетового излучения в процессе сварки.
Оставьте собственный комментарий Отменить ответ
Мастеру необходимо знать, что сварка вертикальных и потолочных швов имеет…
Сварка неплавящимся электродом
![]() Виды Сварки
Виды Сварки

Для соединения разных металлов и сплавов обширно применяется сварка неплавящимся электродом, при всем этом почаще всего работы производятся в инертной среде, что дозволяет минимизировать отрицательное действие атмосферного воздуха.
Какие электроды используются?
Зависимо от особенностей свариваемых металлов могут применяться неплавящиеся электроды из разных материалов.
Наибольшее распространение получили последующие их виды:
- Неплавящиеся электроды для дуговой сварки из вольфрама. Индустрия выпускает изделия из незапятнанного сплава, также с добавлением разных примесей. В продаже имеются электроды последующих марок:
- ЭВЧ — в их состав заходит незапятнанный вольфрам.
- ЭВЛ — содержат оксид лантана.
- ЭВИ — в качестве присадки употребляется оксид иттрия.
- ЭВТ — содержат в себе диоксид тория.
Вольфрам один из самых тугоплавких металлов, по этому значительно миниатюризируется расход электродов при сварке. В качестве защитного газа могут применяться аргон, азот, гелий.
- Угольные электроды используются нечасто. В главном их употребляют при изготовлении деталей, к которым предъявляются нежесткие требования.
- Также маленькое распространение получили медные электроды, при всем этом время от времени они имеют вставки из вольфрама и остальных тугоплавких металлов.
Индивидуальности сварки неплавким электродом
Как и хоть какой тип сварки, данная разработка имеет ряд преимуществ и недочетов. Потому она обязана применяться лишь для определенных работ.
К преимуществам, которыми различается ручная аргонодуговая сварка неплавящимся электродом, можно отнести:

- Сварочная дуга различается высочайшей устойчивостью, при всем этом тип электронного тока (в том числе и полярность) не имеет значения.
- Возможность конфигурации хим состава сварного шва в широком спектре. Изменяя электронные характеристики дуги, тип сварочной проволоки, скорость ее подачи можно получить соединение с разными физическими качествами.
Стоит сказать и о недочетах, которые присущи данному виду сварки:
- Установки для сварки неплавящимся электродом потребляют существенное количество электроэнергии. КПД таковой сварочной техники не превосходит 55%.
- Применение для обдува инертных газов приводит к резвому остыванию сварочного шва, что не постоянно является желательным.
- Для розжига дуги существует необходимость в применении доп устройств.
Исходя из этих особенностей, сварка неплавящимся электродом применяется в главном для последующих целей:
- Соединение деталей из тонколистовой стали.
- Сварка цветных металлов, сталей и разных сплавов.
- Соединение металлов и сплавов с разнородным хим составом.
Сварка током различной полярности
На практики используют установки, вырабатывающие ток различного тока и полярности.
Любой из этих режимов имеет свои индивидуальности:
- Сварка неизменным током (прямой полярности) может осуществляться при его силе, достигающей 600 А. Это дает возможность широкой регулировки характеристик сварочного процесса и выбора рационального режима. Таковой тип сварки различается минимальными потерями термический энергии на нагрев электрода, около 40-80% идет конкретно на выполнение шва.
- Неизменный ток (оборотная полярность) применяется пореже. Основная область внедрения — стыковое соединение изделий из магниевого либо дюралевого сплава. В таком режиме происходит меньше проплавление шва в глубину, это соединено с существенными потерями энергии на нагревание электрода.
- Довольно нередко употребляется сварка с внедрением переменного тока. Таковой режим обеспечивает наибольшее разрушение образующейся оксидной пленки, что значительно увеличивает свойство сварного шва.
Автоматическая сварка
Более популярна автоматическая аргонодуговая сварка неплавящимся электродом.
Современное оборудование данного предназначения может работать и на выпрямленном электронном токе хоть какой полярности, и при переменном напряжении. Не считая того, существует возможность подавать в рабочую зону разные защитные газы либо их консистенции. Подача сварочной проволоки осуществляется в автоматическом режиме, при всем этом регулировка скорости ее подачи дозволяет получать швы с разными чертами.
Главные плюсы установок для автоматической аргонодуговой сварки:
- Высочайшая степень защиты рабочей зоны.
- Возможность работать в разных режимах.
- Свойство получаемого сварного соединения.
Обширное применение такие сварочные агрегаты получили в автомобилестроении, также при работах с тонкими сплавами.
Сварка неплавящимся электродом в защитной среде дозволяет делать широкий диапазон работ. Для получения высококачественного соединения нужно обращать выбор на характеристики электродов и выбор режима сварки.
Автоматическая аргонодуговая сварка плавящимся электродом
- +375 (17) 363-10-00
- +375 (29) 629-04-34
- Создатель записи: admin-belel
- Запись размещена: 19.06.2019
- Рубрика записи Обзоры и советы
КАТЕГОРИИ
НОВОСТИ
Электросварочное оборудование
– эта сварка в среде инертного газа. Сварка может осуществляться плавящимся либо неплавящимся (обычно вольфрам) электродом. Для обозначения аргонодуговой сварки могут применяться последующие наименования:
РАД – ручная аргонодуговая сварка неплавящимся электродом,
ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
TIG – Tungsten Inert Gas (Welding) – сварка в среде инертных газов
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
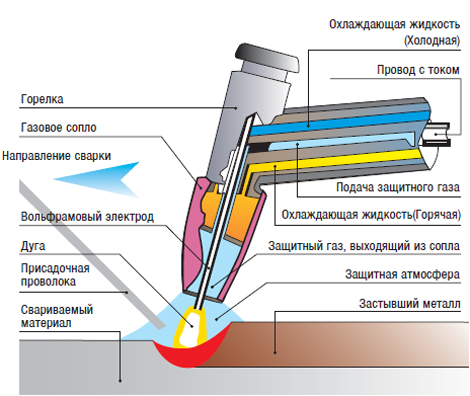
Аргонодуговой сварка весьма похожа на газосварку, лишь заместо кислородно-ацетиленовой горелки в качестве источника тепла употребляется электронная дуга. Дуга пылает меж особым неплавящимся электродом из вольфрама и изделием. Чтоб вольфрамовый электрод и изделие не окислялся, через сопло горелки подается инертный газ – обычно аргон, пореже гелий.
Механизм работы аргонодуговой сварки
Аргон, как инертный газ, не вступает в хим реакцию при содействии с сплавами. А потому что тяжелее кислорода, он просто теснит атмосферный воздух из рабочей сварочной зоны, препятствуя окислению сварочного шва.
Вольфрамовый электрод, расположенный в горелке, подает электронную дугу на свариваемое изделие. При всем этом из горелки через сопло в рабочую зону подается аргон. Также в рабочую зону со стороны подается присадочный материал, который не участвует в электронной цепи. В случае ручной аргонодуговой сварки сварщик вручную подает присадочный пруток и держит горелку. При автоматической аргонодуговой сварке присадочная проволока и горелка передвигаются без конкретного роли человека.
При аргонодуговой сварки создается в рабочей зоне сварки особенная среда, в какой обыкновенной зажигание дуги нереально. Для зажигания дуги бесконтактным методом употребляется особенное устройство, осциллятор, который обеспечивает зажигание высокочастотными импульсами. Вместе с зажиганием дуги, в случае сварки переменным током, осциллятор отвечает за стабилизацию дуги в момент смены полярности, что обеспечивает размеренное горение дуги. Так же зажигание дуги может происходить контактный методом (дуга загорается чирканьем электродом по поверхности изделия)
Вид сварочного тока:
Неизменный ток (когда ток идет от вольфрама к детали, вольфрам греется слабо, деталь напротив – комфортно для неплохого проплавления) либо переменный ток (полярность тока повсевременно изменяется; при оборотной полярности происходит катодное распыление окислов на поверхности изделия, что нужно, к примеру, при сварке алюминия.
Для улучшения борьбы с пористостью к аргону время от времени добавляют кислород в количестве 3–5%. При всем этом защита сплава становится наиболее активной. Незапятнанный аргон не защищает сплав от загрязнений, воды и остальных включений, попавших в зону сварки из свариваемых кромок либо присадочного сплава. Кислород же, вступая в хим реакции с вредными примесями, обеспечивает их выгорание либо перевоплощение в соединения, всплывающие на поверхность сварочной ванны. Это предутверждает пористость.
Область внедрения и достоинства аргонодуговой сварки
Основная область внедрения аргонодуговой сварки – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может производиться без присадки. Этот метод сварки обеспечивает не плохое свойство и формирование сварных швов, дозволяет буквально поддерживать глубину проплавления сплава, что весьма принципиально при сварке узкого сплава при однобоком доступе к поверхности изделия. Он получил обширное распространение при сварке неповоротных соединений труб, для что разработаны разные конструкции сварочных автоматов. В этом виде сварку время от времени именуют орбитальной. Сварка неплавящимся электродом – один из главных методов соединения титановых и дюралевых сплавов.
Аргоновая сварка плавящимся электродом употребляется при сварке нержавеющих сталей и алюминия. Но размер ее внедрения относительно невелик.
Недочеты аргонодуговой сварки
Недочетами аргонодуговой сварки являются низкая производительность при использовании ручного варианта. Применение же автоматической сварки не постоянно может быть для маленьких и разноориентированных швов.

 сварочного процесса и выбора рационального режима. Таковой тип сварки различается минимальными потерями термический энергии на нагрев электрода, около 40-80% идет конкретно на выполнение шва.
сварочного процесса и выбора рационального режима. Таковой тип сварки различается минимальными потерями термический энергии на нагрев электрода, около 40-80% идет конкретно на выполнение шва.