Избираем сварочные электроды: виды и предназначение
Сварка металлов — это главный способ соединения железных деталей в строительстве, машиностроении, производстве судов и тс. Она применяется фактически во всех сферах промышленного производства и в быту. Основной расходный материал, от которого зависит свойство соединений — сварочный электрод.
Может быть Для вас необходимо:

Электроды АНО-4, d=3,25 мм СпецЭлектрод (5 кг)

Электроды МР-3, d=4,0 мм СпецЭлектрод (5 кг)

Электроды УОНИ-13/55, d=4,0 мм СпецЭлектрод (5 кг)
Виды и предназначение сварочных электродов
При помощи сварки можно:
- соединять железные детали;
- изготавливать железные конструкции всех размеров;
- резать сплав;
- устранять трещинкы;
- прорезать круглые и фасонные отверстия;
- наплавлять сплав для восстановления мест износа;
- делать ремонт и остальные виды работ.

Индустрия производит огромное количество видов электродов, их около 2-ух сотен. Любой из их более эффективен в ограниченных рамках черт этих работ, потому выбор электродов для сварки является очень ответственным шагом. Созодать его следует опосля кропотливого исследования темы или при помощи профессионалов.
Аспектами выбора электродов служат конструктивные характеристики, свойства и предназначение, указываемое производителем изделий. Главными из их являются:
- марка электрода;
- предназначение;
- поперечник сердечника;
- тип обмазки электрода;
- длина электрода;
- величина рабочей силы тока;
- род тока и полярность подключения;
- состав центрального стержня;
- положение сварки;
- особенные технологические свойства процесса сварки.
Предназначение
В марке электрода, обычно, зашифровано его предназначение. К примеру, изделия типов:

- УОНИ — предусмотрены для сварки деталей при низких температурах;
- АНО-21 — для выполнения работ с тонкими (до 4 мм) деталями, эксплуатируемых под маленькими давлениями;
- МР-3С — для сварки деталей из проката и среднеуглеродистых сталей шириной до 20 мм;
- ЛЭЗ — для наплавки изношенных деталей;
- дешевые электроды ОЗС-12 всепригодного внедрения рекомендованы для сваривания углеродистых сталей, различаются простотой внедрения;
- рутиловые изделия марки АНО-4 используют для сварки низколегированных и низкоуглеродных сталей; работают и на неизменном, и на переменном токах; отлично варят загрязнённый ржавчиной сплав, владеют устойчивым горением дуги, просто очищаются от шлака.
Спецы различают электроды для сварки, прихватки, наплавки и резки. Огромным спросом пользуются всепригодные изделия, с которые экономится много времени при выполнении разнородных работ.
Поперечник
Выбор поперечника электрода (сердечника) определяется шириной свариваемых деталей и величиной наибольшего тока используемого сварочного аппарата. Чем они выше, тем наиболее толстыми могут быть соединяемые элементы.
Все три параметра находятся в зависимости друг от друга. Их значения указаны в особых таблицах, которыми комфортно воспользоваться перед работой и закупкой электродов. Так, для деталей шириной 3-4 мм необходимо употреблять электроды поперечником 3 мм с регулировкой рабочего тока в границах 80-160 А.

Обмазка электродов
Обмазка сердечника — это твёрдый состав, типичный флюс, созданный для защиты сплава расплава от вредного действия кислорода, при попадании которого в водянистый сплав образуются окислы, ухудшающие свойство соединения.
Иная функция обмазки — теплоизоляция расплава для задержки времени затвердевания (чтоб из него успели выйти вредные газовые и неметаллические включения). В современных электродах употребляют некоторое количество видов обмазки. Главными являются основная (в маркировке электродов обозначается буковкой «Б») и рутиловая (буковка «Р»).
Основная обмазка
Понятно, что в её состав входят соли кальция — карбонат и фторид. Её преимуществом считается маленькое содержание водорода. Соответствующими представителями электродов с главный обмазкой являются изделия УОНИ. Их покрытие обеспечивает получение качественного шва – как по наружному виду, так и по техническим показателям: пластичности, прочности, ударной вязкости.
Электроды не образуют снутри шва кристаллические трещинкы, потому рекомендуются спецами для ответственных сварочных операций и для изделий, эксплуатируемых в грозных погодных критериях. Их можно использовать при сварке в любом положении, не считая вертикального.
Рутиловая обмазка
Рутил — это диоксид титана. Не считая него, в обмазке находятся кремний и кислород.
Рутиловое покрытие характеризуется последующими качествами:
- образование высококачественного шва при любом пространственном положении электрода;
- размеренное горение дуги;
- малое разбрызгивание расплава и обмазки;
- возможность сварки как на неизменном, так и на переменном токах;
- возможность сварки заржавелых и запятанных деталей;
- резвый и лёгкий розжиг электрода;
- лёгкое отхождение шлака.
Длина
Длина электродов колеблется в спектре 30-50 см. Чем длиннее изделие, тем больше время работы без его подмены. Время от времени это имеет значимое значение, к примеру, при выполнении длинноватого шва высочайшего свойства. Недлинные электроды могут быть наиболее комфортны в недоступных местах.
Источник тока
Для сварки металлов электродами употребляют сварочные трансформаторы, выпрямители, инверторы и остальные устройства, работающие в режиме ручной дуговой сварки. Инвертор получил обширное применение благодаря компактности, маленькому весу и широким способностям.
Он обеспечивает работу как на неизменном, так и на переменном токе, а малый вес его разъясняется тем, что трансформация напряжения производится на частоте не в 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ), а в 100 кГц, для которой размеры и масса сердечника трансформатора миниатюризируется на порядок.
При сварке на неизменном токе имеет значение полярность подключения. При прямой полярности массу (сварочную деталь) подключают к «+» источника, а держак с электродом – к «-». При оборотной полярности — напротив. На прямой полярности можно сваривать тонкие детали, а на оборотной – мощные.
При выбирании электродов при помощи таблицы и данных о сварочном аппарате можно найти, сумеет ли источник обеспечить требуемую величину тока.
Состав стержня
Материал стержня должен подступать для сварки определенного сплава, потому стоит строго следовать подходящим указаниям производителя изделий.
Положение сварки
Пространственное положение электрода также заходит в его маркировку. Цифрой 1 обозначают электроды, для сварки которыми употребляется лишь нижнее положение детали (электрод сверху).
Цифрой 2 маркируют изделия, используемые при горизонтальном либо вертикальном расположении шва (потолочное исключается).
Цифра 3 применяется для потолочных электродов (электрод упирается в деталь снизу). Эти маркировки сварщик должен принимать во внимание во избежание получения плохого шва либо травмы.
Прокаливание электродов
Обмазка электродов просит плотности при хранении, но это условие везде не производится. Острые края стержней, обычно, нарушают плотность полиэтиленовой упаковки уже при первой перекладке пачек. Таковым образом, к моменту покупки электроды оказываются напитанными лишней атмосферной влагой.
В таком состоянии из-за угрозы получения плохого шва и способности очень мощного разбрызгивания сплава сварку ими создавать недозволено. Необходимо высушить электроды. Производитель даёт чёткие советы относительно характеристик процесса, устанавливая время сушки и предельную температуру. Она обычно не превосходит 260 ºС.
Как установить свойство электродов при покупке?
Наилучшим вариантом будет опробование нескольких электродов из приобретаемой партии в рабочем процессе сварки. Если это нереально, необходимо направить внимание на последующие причины:
- срок годности изделий;
- заглавие компании-производителя (для опытнейших сварщиков это принципиальная информация);
- свойство обмазки в части равномерности толщины нанесения вокруг стержня, отсутствие крошения.
Если при опробовании возникают признаки лишней влажности, следует просушить электроды и провести проверку повторно.
Чтоб сварка деталей была выполнена по всем правилам нормативов, а свойство шва не подвергалось критике, очень принципиально отлично изучить сварочные технологии. Выбор типа электрода — это составная часть этих познаний, которые необходимо повсевременно пополнять и улучшать.
Маркировка электродов: всё, что для вас необходимо знать
В данной нам статье тщательно разберем маркировку на пачке расходных материалов, чтоб правильного подобрать нужные электроды для сварочных работ.

Где отыскать маркировку

Маркировка нужна для обозначения параметров и черт железного стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения. Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и непременно маркируются, чтоб юзер мог посмотреть на обозначение и осознать, как лучше употреблять сварочные материалы.
В неотклонимом порядке маркировка наносится на упаковку. Надпись вынесена на белоснежное либо голубое поле, свободное от декоративного дизайна пачки. На плавящемся покрытии, поближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некие производители добавочно указывают данные на боковой стороне пачки, но это не является требованием.
Типы электродов
Маркировка состоит из группы букв и цифр, за которыми стоят определенные свойства. Для наглядности пояснения возьмем за пример всераспространенные электроды с таковой маркировкой:
1-ые индексы Э42А указывают на тип расходного элемента. Их несколько и они объясняют сварщику, какой сплав лучше сваривается определенными электродами.
| Наплавка поверхностного слоя сплава | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов данной нам группы |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей с завышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для РДС.
- Цифра 42 — предел прочности, измеряемый в кг на мм?.
- А — сплав шва будет владеть завышенной пластичностью и ударной вязкостью.
Благодаря познанию данной нам части маркировки вы можете просто подобрать электроды по прочности шва — чем выше цифра, тем прочнее соединение. К примеру, в нашем случае 42 значит, что сваренный шов выдержит нагрузку в 42 кг на 1 квадратный мм. Когда требуется устойчивость к резким перегрузкам, выбирайте расходники с приставкой «А» в типе.
Марки электродов
Э42А- УОНИ-13/45 -3.0-УД
————————————
Е432(5)-Б 1 0
Марка определяется ГОСТом либо патентуется раздельно производителем, если ее обозначение различается от принятых эталонов. Показывает на назначение расходных частей. Посреди обычных марок по ГОСТу есть последующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей. -6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, НЖ-13, НИИ (Научно-исследовательский институт — самостоятельное учреждение, специально созданное для организации научных исследований и проведения опытно-конструкторских разработок)-48Г — для сварки высоколегированной стали. , МНЧ-2 — для сварки чугуна. , -620, ЦН-6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.
Некие производители сделали собственные марки электродов для всех этих действий и запатентовали обозначения. Самой всераспространенной является ОК от ESAB.
Поперечник электродов
Э42А-УОНИ-13/45- 3.0 -УД
————————————
Е432(5)-Б 1 0
Последующим в маркировке прописывается поперечник железного стержня. Значение указывается в миллиметрах с десятыми толиками, через запятую. Сечение электрода подбирается исходя из толщины свариваемых заготовок и сварочного тока. Очень тонкие электроды будут стремительно сгорать и разбрызгивать присадочный сплав, а очень толстые создадут доп сопротивление и сделают сварку плохой из-за малой глубины проплавления.
Предназначение электродов
Э42А-УОНИ-13/45-3.0- У Д
————————————
Е432(5)-Б 1 0
Это очередной элемент, указывающий на пригодность для сварки определенных металлов и сплавов, как и в случае типа электродов:
- В — сварка высоколегированных сталей.
- Т — сварка теплоустойчивых сплавов.
- Л — сварка конструкционных сталей, в каких находятся легирующие элементы.
- Н — употребляются лишь для наплавки.
- У — сварка низколегированных и углеродистых сталей.
Коэффициент толщины покрытия
Э42А-УОНИ-13/45-3.0-У Д
————————————
Е432(5)-Б 1 0
Обмазка нужна для защиты водянистого сплава сварочной ванны от взаимодействия с наружной средой. Покрытие плавится по мере горения дуги и плавления стержня. Чем толще обмазка, тем больше выделяется защитного газа. Уровень толщины покрытия прописывается в маркировке электрода буковкой:
- М — тонкое.
- С — среднее.
- Г — весьма толстое (наибольшее из вероятных).
- Д — толстое.
Группа индексов
Время от времени в маркировке находится доп обозначение, прописываемое под горизонтальной чертой.
Э42А-УОНИ-13/45-3.0-УД
————————————
Е 432(5) -Б 1 0
Цифра 4 показывает на устойчивость сварного шва к коррозии. Всего существует 5 ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что гласит о высочайшей защите шва от ржавчины при следующей эксплуатации.
Цифра 3 относится к наибольшей температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — выше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600? С без утраты параметров.
Цифра 2 — предел рабочей температуры шва. Тоже имеет 9 уровней с показателем от 600 до 1100 градусов. В нашем примере 2 показывает на пределе в 650? С, опосля которого в сплаве начнутся конфигурации.
Значение взятое в скобки (5) — количестве ферритной фазы в шве. Индекс разделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 5 содержание ферритной фазы колеблется от 2.0 до 8.0%.
Таковая группа индексов показывает сходу не несколько черт. Обычно, она пишется на упаковках электродов, созданных для работы с низколегированными и легированными сплавами.
Тип покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Е 432(5)- Б 1 0
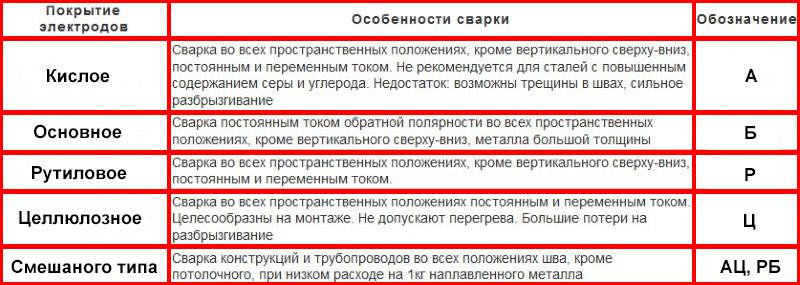
Буковка Е сначала 2-ой строчки маркировки показывает на плавящийся электрод, покрытие которого сгорает от температуры электронной дуги. А вот тип обмазки докладывает буковка Б. Существует четыре главных варианта, также их смешивание меж собой:
- А — так обозначается кислое покрытие. Электроды с таковой маркировкой делаются для работ во всех пространственных положениях на неизменном и переменном токе. Но сверху-вниз варят плохо. Не подступают для соединения металлов с высочайшим содержанием углерода и серы, способствуют разбрызгиванию капель, вероятны трещинкы в шве.
- Б — это основное покрытие, рассчитанное на сварку неизменным током оборотной полярности. Подступает для соединения толстых заготовок.
- Р — обозначение для рутиловой обмазки. Электродами можно работать на переменном либо неизменном токе в любом пространственном положении, но вертикалы сверху-вниз даются плохо.
- Ц — целлюлозное покрытие. Расходники употребляются для монтажа металлоконструкций, непревзойденно варят во всех положениях в пространстве на неизменном и переменном токе. Но находятся завышенных утраты на разбрызгивание.
- РБ, АЦ — смешанные варианты обмазки. Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают маленький расход.
Чтоб электрод соответствовал маркировке, в его обмазке должны находиться хим вещества в определенных пропорциях. Это могут быть: кварцевый песок, каолин, мрамор, марганцевая руда, титановый экстракт, мел и пр. Конкретно газ от расплавленного покрытия вступает в реакцию со сварочной ванной и присваивает шву определенные свойства. Таковой процесс происходит во время горения дуги и опосля ее затухания, пока формируется новенькая кристаллическая сетка.
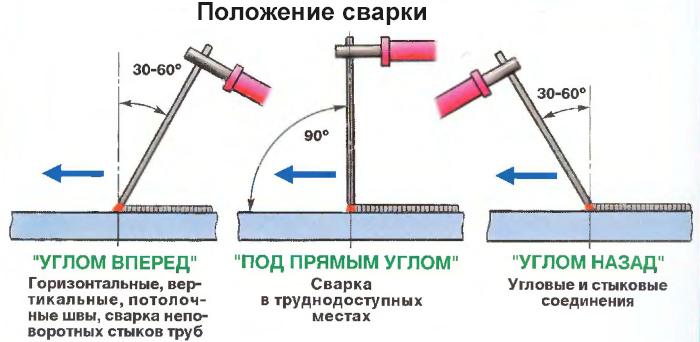
Пространственное положение
Показывает, для каких положения в пространстве предусмотрены электроды. Игнорирование данной нам части маркировки приводит к нехорошему провару, прожогам, завышенному расходу сплава на разбрызгивание и каплепадение. Всего существует четыре варианта индекса:
Марки электродов для ручной дуговой сварки
Популярность сварки обоснована относительной простотой проведения процесса, также низкими финансовыми затратами при высочайшем уровне свойства. Есть различные марки электродов для ручной дуговой сварки. Они подбираются согласно тому, какой конкретно сплав придется сваривать, потому что спецы стараются достигнуть идентичности меж сплавом стержня и заготовки. Кроме этого есть ряд причин, которые влияют на наружные условия, что сопутствуют процессу соединения. Конкретно эти условия и делают ситуацию, по этому есть разные виды электродов для ручной дуговой сварки.

Электроды для дуговой сварки
Часто они имеют обмазку, которая поддерживает размеренное горение дуги и делает защиту от негативного действия наружных причин. Виды покрытия электродов для сварки также могут иметь много различий, которые делают их подходящими для тех либо других критерий, но часто они также зависят от того, для какого сплава предназначаются изделия. Одни и те же марки могут изготовляться разными производителями, основное, чтоб были соблюдены нормы производства, которые дадут гарантию получения заявленных технических черт.
Виды электродов для ручной дуговой сварки
Электроды для ручной дуговой сварки могут различаться по нескольким признакам. Сначала они различаются по предназначению:
- Для сваривания сталей с низким содержанием легирующих частей, также со средним содержанием углерода. Обычно, у их сопротивление на разрыв составляет около 600 МПа. В Маркировке они обозначаются буковкой «У».
- Для сварки легированных сталей с высочайшей степенью теплоустойчивости. В маркировке они обозначаются буковкой «Т».
- Для сваривания конструкционных сталей с содержанием легирующих частей. Сопротивление на разрыв у их также составляет около 600 МПа.
- Для наплавления поверхностных слоев на сплавы с особенными качествами. Они обозначаются буковкой «Н».
- Для сваривания сталей с высочайшим содержанием легирующих веществ и владеющих особенными качествами.
- Для сварки металлов с высочайшими пластичными качествами. Содержат буковку «А» при обозначении в маркировке.

Наружный вид электродов для ручной дуговой сварки
Систематизация сварочных электродов для ручной дуговой сварки может происходить еще и по толщине покрытия. Они зависят от поперечника железного стержня, но разновидности касаются конкретно этого соотношения, а не абсолютного размера. Выделяют четыре главных вида:
- Тонкое покрытие «М». Его толщина составляет около 20% от поперечника стержня;
- Среднее «С». Толщина составляет около 45% от поперечника стержня (самый нередко встречающийся вариант);
- Толстое «Д». Толщина составляет около 80% от поперечника стержня;
- Особо толстое «Г». Толщина наиболее 80% от поперечника стержня.
Выделяют также типы электродов для ручной дуговой сварки зависимо от наличия покрытия и его разновидности. Стоит сходу отметить, что они встречаются не только лишь в чистом виде, но и в различных сочетаниях, где в состав входят главные составляющие, как минимум, 2-ух типов. Покрытия электродов для ручной дуговой сварки предусмотрены для защитной функции, которую в газовой сварке делает инертный газ. К незапятнанным типам можно причислить такие как:
- «А» – Кислое;
- «Б» – Основное;
- «Ц» – Целлюлозное;
- «Р» – Рутиловое;
- «П» – прочее (сюда не относятся двойные типы, такие как РЦ, БЦ и остальные, которые выделяются раздельно).
Электроды для электродуговой сварки могут иметь ограниченное применение по пространственному положению. Дело в том, что некие из их оказываются очень текучими, потому, при потолочном положении просто не сумеют наплавиться на необходимое пространство, а будут стекать вниз. Чтоб было ясно, какая марка для чего же предназначена, обозначение электродов ручной дуговой сварки содержит пункт о пространственном положении:
- «1» – можно употреблять во всех вероятных положениях;
- «2» – доступны все положения кроме вертикального, приводящегося сверху вниз;
- «3» – для горизонтального и вертикального, исключая потолочное положение;
- «4» – применимы лишь горизонтальные разновидности.
Таблица марок электродов и области внедрения для ручной дуговой сварки и наплавки легированной стали
Некие виды электродов вначале создаются под работу с определенными техническими сплавами. Легированные стали нередко употребляются в производстве, так что специально под их характеристики создают расходные материалы. Они содержат те же легирующие элементы, которые и в главном сплаве, чтоб восполнить их недочет опосля температурного действия.
Для сварки каких сталей предназначается
Таблица марок электродов и области внедрения для ручной дуговой сварки и наплавки чугуна
Выбор электродов для ручной дуговой сварки чугуна зависит от содержания углерода в данном сплаве. В любом случае оно довольно высочайшее и потому расходные материалы также содержат данный элемент, что выделяет их характеристики относительно остальных электродов.
Марка наплавочного материала
Таблица марок электродов и области внедрения для ручной дуговой сварки и наплавки цветных металлов
Цветные сплавы встречаются наиболее изредка, чем стали. Электроды для их предназначаются как для незапятнанных металлов, так и для сплавов. Тут непременно присутствие огромного количества основного элемента в составе, потому что почти все из деталей являются трудно свариваемыми.
Для какого сплава он предназначен
Таблица марок электродов и области внедрения для резки сплава
Такие типы материалов является неповторимыми, потому что нагрев и плавление электрода при дуговой сварке в обычном случае происходит при средних режимах, тогда как эти необходимо употреблять при наивысшем токе. У их завышенная теплостойкость, но они все таки относятся к плавким вариантам.
Для чего же он предназначен
Обозначение и маркировка электродов для ручной дуговой сварки
На примере электрода Э-46 ЛЭЗАНО21 УД Е 43 1(3) РЦ13
- Э-46 – тип, для низколегированных и углеродистых сталей;
- ЛЭЗАНО21 – марка;
- У – предназначение, для низколегированных и углеродистых сталей;
- Д – толстое покрытие;
- Е – плавящийся электрод;
- 43 – предел прочности на растяжение – 430 Мпа;
- 1 – относительное удлинение около 20%;
- (3) – 20 градусов Цельсия для сохранения ударной вязкости;
- РЦ – покрытие рутилово-целлюлозное;
- 1 – пространственные положения, допустимы все;
- 3 – ток для сварки, можно варить неизменным током оборотной полярности и переменным при холостом ходе в 50 В.

Наружный вид электрода Э-46 ЛЭЗ АНО-21
Выбор
Первоочередной фактор в выборе является сплав в составе стержня. Он должен быть идентичен с тем, из которого изготовлена заготовка. Поперечникы электродов для ручной дуговой сварки идут последующим пт, потому что они не должны превосходить толщину самой детали. Покрытие выбирается согласно тому, в которых критериях приходится работать. Перед окончательным выбором стоит детально изучить маркировку, чтоб убедиться в его корректности.
«Принципиально!Перед внедрением электродов их требуется просушить и прокалить.»



























