Инверторная электросварка: советы начинающим

Фактически на любом дачном участке либо в гараже временами требуется скрепить намертво какие-либо стальные детали либо запчасти. Идеальнее всего для схожих работ применять сварку. Но иметь мощнейший сварочный аппарат наслаждение достаточно драгоценное, ну и не всякая дачная либо гаражная электронная сеть сумеет выдержать напряжение от сварки схожим аппаратом. Проф сварочные аппараты также требуют определенных познаний, способностей и умений, которые тяжело освоить без помощи других. Потому мастера рекомендуют применять сварку инвертором для начинающих.
Управление для чайников
Сварочный инвертор — это аппарат, модифицирующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высочайшей частоты, а потом в неизменный ток. Этот аппарат имеет бесспорные плюсы перед обыденным сварочным аппаратом:
- коэффициент полезного деяния довольно высок и составляет около 0,85—0,9;
- сберегает электроэнергию;
- способен работать в сети наименьшего напряжения (при падении напряжения до 180—190 вольт), что весьма животрепещуще для сельской местности и дачных участков, где падение напряжения — частый вариант;
- по воззрению экспертов, «держать» дугу инвертора намного легче, чем у массивного сварочного аппарата;
- по сопоставлению с массивным сварочным аппаратом, инвертор фактически «ручной» и может просто переноситься даже одним человеком.
Как смотрится инвертор

В главном все инверторы смотрятся приблизительно идиентично: маленькой железный аппарат с фронтальной и задней панелями. На фронтальной панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, ручки управления напряжением и рабочим током, клавиша либо переключатель питания. Задняя панель, обычно, вооружена лишь разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, 2-ой же особым зажимом, цепляющимся за одну из свариваемых деталей.
Что касается проводов, то на их нужно направить особенное внимание при выбирании и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, твердые и недлинные провода не разрешают создать осторожный ровненький шов.
Почти все инверторные аппараты обустроены ремнем для переноски, которым также комфортно воспользоваться при работе «на весу».
Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки полностью, но чтоб научиться, сварщику довольно осознавать физику дуговой электросварки. За счет температуры электронной дуги, возникающей меж электродом и деталью, сплав расплавляется, а при остывании намертво схватывается, образуя шов.

Электронная дуга возникает меж обратными полюсами, одним из которых является электрод, вторым сплав, при всем этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, сплав, на который подается «плюс» греется намного посильнее. Если сплав узкий, от плюса он может оплавиться насквозь, потому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый сплав толстый, то для его прогревания нужно провод с зажимом «плюсовать».
Это правило непременно для новичков, его соблюдение дает возможность расслабленно практиковаться и даже совершать маленькие ошибки в удержании электронной дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать данной техники, так как набитая рука и опыт разрешают «приблизительно» найти сколько секунд держать дугу и с какой скоростью класть шов для получения подходящего результата, чего же недозволено понять из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, в особенности если меж свариваемыми деталями некое расстояние. Для новенького также довольно трудно будет поддержание схожей длины дуги, обеспечивающей не только лишь надежное сваривание металлов, да и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую нужно проводить перед началом сварки, также опосля недолговременного перерыва. Она нужна для того, чтоб прогреть электрод и привести его к рабочей температуре. Разжигание делается 2-мя методами:
- постукиванием электрода о железную поверхность;
- чирканьем о свариваемые детали.
И тот и иной метод неплохи, единственное, лучше разжигать электрод в зоне сварки, чтоб не оставлять следов на поверхности.
Длина дуги
Лучшая величина дуги составляет 2—3 мм, при всем этом выходит ровненький прекрасный невыпуклый шов, обеспечивающий наибольшее схватывание железных деталей. Если задерживать дугу наименьшей длины, то сплав недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной наиболее 3 мм довольно сложна в удержании, также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Не считая того, дуга может «прыгать» и шов выходит неровным.
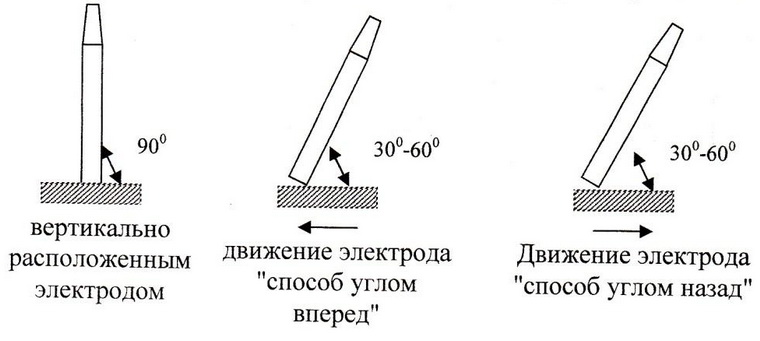
Удержание электрода

Электрод можно задерживать под прямым углом, «углом вперед» либо «углом вспять», зависимо от удобства, положения свариваемых деталей, способности подлезть с электродом в недоступные места. При всем этом принципиально, чтоб положение электрода было не наименее 30 градусов от свариваемой поверхности, по другому шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов выходит неглубоким, но широким, а при сварке «углом вспять» сплав прогревается намного посильнее, и шов наиболее глубочайший, но узенький.
Ведение электрода
Если детали примкнуты впритирку, то шов можно просто класть вдоль стыка. Но если меж свариваемыми частями маленькой зазор, то нужно выписывать электродом узор, схожий на ход нити при сшивании тканей, прогревая детали попеременно, но так, чтоб они не остыли. Движения могут различаться, быть извилистыми, радиальными, дугообразными, основное, чтоб они были равномерными и плавными. Сложные сварочные швы для начинающих класть достаточно проблематично, потому лучше поначалу попрактиковаться на ненадобных кусочках сплава, а потом перебегать к «чистовой» сварке.
Общие советы

При сварке нужно непременно необходимо воспользоваться защитной маской, пренебрежение сиим правилом может привести к ожогу сетчатки и даже потере зрения. Также нужно применять защитную одежку, сделанную из крепкой плотной толстой ткани (Строение тканей живых организмов изучает наука гистология), чтоб окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтоб ничто не препятствовало движению электронного тока.
Рабочее пространство, где происходит сварка, обязано быть расчищено от легковоспламеняемых предметов. Если необходимо работать инвертором в каком-либо помещении, откуда недозволено убрать все предметы, то их необходимо укрыть, чтоб не прожечь окалиной.
Для тонких электродов верно применять наименьший ток, для электродов большего поперечника ток возрастает.
Чем тоньше сплав, тем наименьший поперечник электрода нужно применять и напротив.
Разработка сварки для начинающих
На данный момент почти все хотят научиться азам сварочных работ. Это может постоянно понадобиться в быту. Сварка для начинающих не просит проф способностей и особых познаний. Такового уровня довольно для работ в гараже либо на хозяйственном подворье.

Изучая базы сварки, необходимо применять электроды, поперечник которых не наиболее 3 мм.
Азы и главные понятия о электросварке
Сначала, для того чтоб освоить ручную сварку, следует приобрести аппарат сварочный и запастись электродами. Их обязано быть как можно больше, так как они будут нередко портиться до того времени, пока не получится 1-ый хороший результат. Изучая базы сварки, лучше применять электроды поперечником в 3 мм. Наиболее тонкие используются спецами для работы с узким сплавом, а толстые перегружают электросеть.

Схема устройства пистолета для сварки
Всепригодный и самый обычной тип соединения железных поверхностей – способ ручной дуговой сварки. Он заключается в переходе электронного тока из источника с образованием дуги меж электродом и обрабатываемым материалом. При таковой технологии сварки горение обмазки на поверхности электрода обеспечивает выделение газа, который не допускает контакта обрабатываемой области с кислородом из воздуха.
В любом пособии по сварке обозначено: 1-ое, чему следует научиться, это правильное ведение сварочного шва. Потому введение содержит информацию о используемом оборудовании. Посреди источников питания выделяют последующие конструкции:
- сварочные трансформаторы;
- сварочные выпрямители;
- сварочные инверторы.

Система сварочного аппарата.
Для тех, кто изучает базы сварки, 3-ий вариант – лучший выбор. Сваривать сплав можно полуавтоматом. Нередко при всем этом употребляется сварочная проволока.
Опосля того как оборудование приобретено, необходимо за ранее обеспечить себя защитой от вредных действий. Техника сохранности при сварке просит наличия специальной маски, защищающей кожу лица и глаза, со интегрированным светофильтром, подобранным в согласовании с определенными аспектами. К ним относятся сила тока, окружающее освещение и индивидуальности зрения сварщика. Порядок сварки предполагает собой четкое следование правилам сохранности.
Для того чтоб воспользоваться сваркой, из спецодежды следует избрать брезентовый фартук либо костюмчик с огнеупорной пропиткой, также краги из спилка. Обувь обязана быть крепкой и устойчивой.
Советы начинающим сварщикам
Во время сварки электрод необходимо держать над поверхностью сплава. Образующийся при всем этом просвет именуют дуговым. Контроль над ним в особенности важен при работе, потому его следует освоить сначала. Электрод опускают, поэтому что он расходуется, продвигаясь в направлении шва. Повсевременно удерживайте на схожем уровне зазор меж сплавом и краем рабочего инструмента. Варить электродами необходимо аккуратненько, чтоб не попортить расходный материал.
- Если размер зазора недостаточен, времени для прогрева обрабатываемого материала не хватит. Шов получится выпуклым, а края – несплавленными.
- При большем зазоре наблюдаются значимые скачки дуги. Свойство провара будет нехорошим, а управление укладкой сплава, который наплавляется, томным.
- Удерживая лучшую величину зазора на неизменном уровне, можно просто управлять ванной, сформировать неплохой шов.

Схема сварки током.
Разработка сварки током заключается в последующем: во время прохода через зазор дуга делает сварочную ванну, перенося в нее расплавленный сплав, находящийся на поверхности электрода. В случае когда значение тока недостаточно, главный сплав не прогреется, а электрод будет идти резвее сварочной ванны. При большем показателе тока дуга проникнет в сплав на определенную глубину, отталкивая его вспять. Когда значения рациональные, ванна разливается и имеет тонкие края, потому ее можно расширять и двигать с помощью электрода, контролируя рабочий процесс.
Установки тока нередко изменяются зависимо от технологии сварки и доп опций. К примеру, характеристики толстого сплава, основанные на рассеивании тепла, востребует большего значения тока. Для наименьшей толщины нужен не таковой высочайший уровень. Четкая установка характеристик тока для того, чтоб верно варить, будет зависеть лишь от того, как поведет себя ванна. Потому начинать необходимо с советов производителя, а опосля этого экспериментировать с уменьшением либо повышением силы тока.
Заканчивая шов, перед тем как убирать электрод, необходимо создать чуток большее наплавление сплава.
Это поможет избежать всплеска из нижних слоев шва, который приведет к появлению кратера. Для этого довольно создать один круг, а опосля чиркнуть в оборотную сторону направления шва.
Ручная дуговая сварка: индивидуальности технологического процесса
Поступление как неизменного, так и переменного тока из источника питания в направлении электрода и сплава обеспечивает образование дуги, держит ее. Таковой тип ручной сварки с прямой полярностью создают при подсоединении анода к изделию. При подключении полюса отрицательного значения делается сварка с оборотной полярностью.

При сварке руки и лицо должны быть защищены.
Сплав, из которого состоит стержень электрода, под действием дуги расплавляется совместно с его покрытием, также с поверхностью свариваемого изделия. Отныне электродный материал представляет собой капли в шлаке, которые поступают вовнутрь сварочной ванны, смешиваются с обрабатываемым сплавом.
Величина ванны находится в прямой зависимости от последующих критериев:
- режим, в каком проводится сварка;
- система свариваемого соединения;
- форма разделки и размеры соединительных кромок.
- положение в пространстве;
- скорость движения дуги по изделию.
Обычная величина ванны находится – 6 мм в глубину, 8-15 мм в ширину и 10-30 мм в длину.
Расстояние меж 2-мя активными участками (на сварочной ванне и конце электрода) именуется длиной дуги. В процессе плавления покрытия вокруг дуги и ванны появляется слой газа, который теснит кислород из рабочей зоны, не дает ему повлиять с расплавленным материалом.
Шлак, который покрывает капли сплава электрода, также сварочной ванны, не допускает действия атмосферного воздуха на обрабатываемый материал. Постепенное удаление дуги обеспечивает кристаллизацию сплава, отчего появляется соединительный шов, покрытый слоем затвердевшего шлака.
К преимуществам этого вида сварки относится последующее:
- работы можно делать при ограниченном доступе;
- огромное количество типов электродов дозволяет созодать сварку различных типов стали;
- относительно стремительная смена соединяемых материалов;
- процесс может проходить в любом положении;
- рабочее оборудование легкое и транспортабельное.
Из недочетов выделяются низкая производительность относительно остальных типов сварки, вредные условия и необходимость квалификации работника при больших требованиях к качеству.
Не непременно знать все о сварке, для обычных бытовых ситуаций довольно соблюдать правила и главные требования к работе.
Уроки электросварки инвертором для начинающих
Владение электросваркой является навыком, который постоянно понадобится в строительстве и быту. В реальный момент нет другого метода соединения железных частей как сварка. Научиться этому ремеслу можно без помощи других, освоив исходные способности сварщика и производя легкие сварочные работы. Разглядим, с чего же стоит начать обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) электросварке для начинающих и что для этого пригодится.
Подготовка к сварочным работам
Обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) электросварке представляет практический процесс, который просит определенной подготовки. Сначала нужно позаботиться о сохранности. Работа сварщика довольно небезопасна:
- Возможность ожогов брызгами расплавленного сплава;
- Отравление токсическими выделениями при больших температурах;
- Возможность поражения электронным током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.

Верный выбор экипировки и оборудования для электросварки является залогом сохранности процесса. Для проведения сварочных работ будет нужно:
- Костюмчик из плотной ткани (Строение тканей живых организмов изучает наука гистология), вполне закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться особые очки, но советуем направить внимание на маски. Они также защитят лицо и наиболее неопасны при сварочном процессе;
- Высококачественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения вероятных возгораний;
- Верно выбранное пространство для сварки. Желательно поместиться на открытом воздухе и убрать все окрестные возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, обилие которых сводится к трем главным видам:
- Трансформатор, который конвертирует переменный ток для сварочных работ. Данный вид сварочных аппаратов нередко не дает размеренную электронную дугу, но съедает много напряжения;
- Выпрямитель конвертирует в неизменный ток из потребительской сети. Данные аппараты разрешают получить электронную дугу высочайшей стабильности;
- Инвертор дозволяет конвертировать ток из бытовой сети в неизменный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высочайшей производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте аспекты.
Новеньким рекомендуется выбирать электроды типа жестких стержней, которые покрыты плавящимся составом. Таковыми электродами начинающему сварщику будет проще создать ровненький шов. Размер стержней для новенького составляет 3 мм.
Обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытнейших сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на всепригодных электродах поперечника 3,2 мм. Такие электроды владеют наиболее высочайшей ценой, но они существенно упрощают работу сварщика.
На одном из кабелей сварочного аппарата расположен фиксатор, обычно, они бывают 2-ух типов:
- Винтообразной. Ручка держателя вращается и дозволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтоб вставить электрод нужно надавить на клавишу на ручке.
Опосля подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- 1-ый оканчивается зажимом для электрода;
- 2-ой имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Таковая полярность дает наилучший разогрев сплава и, как следует, огромную крепкость сварным соединениям. Для сварки нержавейки аргоном делают оборотное подключение.
Опосля подключения электрода и кабелей нужно научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Вероятны два способа:
- Постукивание. Нужно пару раз просто стукнуть концом электрода по детали;
- Проведение. Вдоль грядущего шва делается резвое проводящее движение электрода.
Новейший электрод разжигается стремительно. Незначительно труднее разжечь уже использованный – для этого нужно высвободить его от нагара методом постукивания о деталь.
До этого чем приступить к последующему шагу обучения нужно научиться размеренно и стремительно разжигать дугу.
Отработка наклона и движения электрода
Более комфортное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Вероятны два варианта наклона электрода:
- Угол вспять. По данной схеме расплавленный шлак идет за электродом, который движется с таковой скоростью, чтоб шлак успевал закрывать сварную ванну. При таком положении электрода сплав прогревается на значительную глубину;
- Угол вперед. В этом случае разогрев сплава будет несильный, сварной шов будет идти за электродом.
При проведении сварки мастер должен оценивать несколько характеристик:
- Движение электрода обязано выполняться по спланированной схеме для получения ровненького и прекрасного шва;
- По мере расплавления сплава электрод опускается ниже, но не наиболее чем на 2-3 мм от края сплава;
- Состояние и размер сварной ванны регулируются средством скорости движения электрода;
- Принципиально надзирать направление шва.
1-ый шаг обучения: валики
Свое обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) азам электросварки нужно начинать с валиков – сварочных швов на толстых кусочках сплава, где отрабатываются способности владения электронной дугой и заваривания швов.
Последовательность сотворения валиков последующая:
- Для отработки берется толстый лист сплава, очищенный от ржавчины и грязищи;
- Все манипуляции со сварочным аппаратом и дугой выполняются в костюмчике и с очками для глаз!
- Опосля розжига дуга подносится к сплаву на расстояние в спектре 3-5 мм. Принципиально смотреть, чтоб расстояние меж заготовкой и дугой было схожим, это является залогом ровненького и равномерного шва. Электрод держится под углом;
- Принципиально осознавать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга угасает, то напряжение нужно добавить. При очень высочайшем напряжении дуга будет не плавить, а резать сплав;
- Разглядим структуру сплава при контакте с дугой. Принципиально осознавать, где при сварке появляется сварная ванна и смотреть за ней. Эта область расплавленного сплава будет иметь беловатый цвет с соответствующей рябью водянистого сплава на поверхности;
- Когда под зажженной дугой возникла сварная ванна можно начинать созодать шов методом перемещения электрода. Ванна будет идти за дугой, при всем этом давление дуги будет заставлять ванну также передвигаться в обратном направлении, в итоге чего же возникнет валик;
- При разработке валиков нужно придерживаться определенных схем движений электрода – это могут быть поступательные движения с маленькой и постоянно равной амплитудой для сотворения ровненького и прекрасного шва.
Сварные соединения
Электросварка своими руками предполагает создание сварных соединений. К их практике можно перебегать опосля освоения валиков. Тут требуется практический навык владения сварочным аппаратом, потому так принципиально перед переходом к сварке частей отработать свои движения на заготовках.
Начинать сварочное соединение железных частей рекомендуется на маленьких заготовках. Последовательность работ последующая:
- Перед сваркой детали скрепляются в нужном положении с помощью подсобных инструментов;
- Сначала производятся прихваты – точечные швы с шагом в 8-10 см, которые скрепляют железные элементы в определенных местах. Это нужно для того, чтоб отдать заготовке определенную крепкость и сплав не перекосило при выполнении длинноватого шва. Выполнение схожих прихватов также существенно облегчается создание основного длинноватого шва. Обычно, прихваты производятся с обеих сторон детали;
- Опосля выполнения прихватов создается общий шов, который заваривает края 2-ух железных частей. Тут принципиально двигать электронную дугу с достаточной амплитудой, загребая расплавленный сплав в сварную ванну с обеих свариваемых плоскостей.
Опосля остывания шов отбивается молотком от шлака и проверяется на свойство. Если есть недостатки либо непроваренные места, то их нужно заварить опять.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Завладеть ей может быть без помощи других. Схожее обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) будет строиться на:
- осознании теории сварочного процесса, нужной для верной опции сварочного аппарата и проведения работ по сварке сплава;
- соблюдении правил сохранности при сварке, сводящейся к использованию защитного костюмчика, очков либо маски, проведению сварки вдалеке от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если 1-ые опыты электросварки не повеселят вас прекрасными швами. Поверьте, подобные сварочные скелеты есть у всякого опытнейшего сварщика. Умение создавать не только лишь высококачественные, да и снаружи симпатичные швы придет совместно с опытом и нередкой практикой сварки.



























