Как научиться правильно варить сваркой: подробная {инструкция}

За счет долговечности и надежности сварочных креплений не осталось ни одной промышленной отрасли, где бы не применялась данная разработка. Владение электронным аппаратом для сварки дозволит сооружать любые железные конструкции, начиная от обычного забора на даче и заканчивая функциональным мангалом либо ажурными качелями в саду. Потому мы разглядим, как правильно варить сваркой, и поведаем про все секреты и аспекты сварочной техники, чтоб ваш 1-ый шов был осторожным и крепким.
Разработка сварочных работ

Чтоб научиться, правильно варить сваркой, нужно знать о том, что дуговая электронная сварка – это процесс крепления металлов при помощи электронной дуги меж электродом и поверхностью обрабатываемого материала. Образующаяся при всем этом завышенная температура содействует одновременной расплавке железной базы и электрода. При этом возникает так именуемая сварочная ванна, где сплав основания соединяется с расплавленным электродом.
Объемы ванны зависят конкретно от формы краев соединяемых поверхностей, режима сварки, положением изделий в пространстве, скорости движения электрода, и т. д. и составляет в ширину 7-15 мм, глубиной около 5 мм и длиной 11-32 мм.
Сгорать от завышенной температуры сплаву не дозволяет газовый слой, который появляется при расплавке обмазки электрода, он вполне теснит кислород из участка плавления. Опосля удаления сварочной дуги сплав кристаллизуется и возникает общий шов деталей, защищенный слоем шлака, его опосля остывания убирают.
Главные достоинства электродуговой сварки:
- доступность;
- возможность варки различных материалов без переналадки устройства;
- отменная производительность;
- доступные расходные материалы;
- хорошее свойство шва.
К минусам этого способа можно отнести необходимость подготовки свариваемых краев и обязательное наличие электро энергии.
Выбор оборудования и материалов
Перед тем, как начать варить сваркой, необходимо себе уяснить, что данный процесс сопровождается возникновением брызг и искр жаркого сплава, угрозой для глаз и выделением ядовитых газов.
Поэтому, чтоб неопасно варить, нужно запастись не только лишь высококачественным оборудованием, да и нужной экипировкой. Чтоб начать варить, для вас будут нужны:

- сварочный аппарат;
- молоток сварщика;
- набор электродов;
- спецодежда;
- сварочная маска;
- железная щетка.
Как правильно избрать сварочный аппарат
Научиться хорошо варить сваркой сумеет посодействовать высококачественный сварочный аппарат с возможностью регулировать напряжение тока 10-200 А. Естественно, собрать обычной сварочный трансформатор можно и самому, но в этом случае о том, как правильно варить узкий сплав, можно и не мыслить, потому что для данной нам работы требуются малые значения напряжения. Заводские же аппараты делятся на:
- Сварочные инверторы. Эти аппараты предоставляют огромное количество способностей, чтоб варить электродами с хоть какими хорошими чертами. Электрические составляющие системы инверторов дают возможность отрегулировать силу тока, форсирование дуги, скорость зажигания и т. д., это обеспечивает прекрасную свариваемость деталей. Кроме этого, инверторы имеют малый вес и достаточно малогабаритны.
- Сварочные выпрямители. Эти устройства оборудованы диодным выпрямителем, за счет которых переменное напряжение перебегает в неизменное, которое требуется для образования дуги. Варить сплав при помощи выпрямителей чуток проще за счет размеренной высочайшей дуги.
- Сварочные трансформаторы. Употребляются для понижения напряжения с одновременным повышением силы тока. Являясь производительными и дешевыми аппаратами, они достаточно отлично сваривают сплав, но имеют недочеты в виде большенный массы, мощной «просадки» напряжения и нестабильной дуги.
Про то, какой сваркой лучше варить, споры идут повсевременно. Неким сварщикам нравится надежность и простота трансформатора, неким нравится ручная сварка выпрямителем. Но научиться варить сваркой удобней всего при помощи сварочного инвертора. Возможность регулировки напряжения даст возможность правильно варить сплав практически на первых шагах.
Как избрать электроды

Для дуговой ручной сварки употребляют стержневые электроды с защитной обработкой проволоки. Сплав проволоки должен соответствовать виду свариваемых материалов, поэтому для сварки магниевых, бронзовых либо железных металлов используют различные электроды.
Защитная обмазка проволоки во время сварки плавится и преобразуется в шлак, который, выходя на наружу сварочной ванны, защищает расплав от действия азота воздуха и кислорода. Время от времени обмазки имеют газообразующие прибавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Как правило, вопросец, какие электроды избрать, у новичков не возникает, поэтому что обучаться ремеслу почаще всего начинают сваркой простых низкоуглеродистых сталей.
Внедрение сварочных выпрямителей дает возможность употреблять для таковых, и нержавеющих металлов, электроды марки УОНИИ, которые предусмотрены для варки прямым током.
Электроды марки АНО, можно употреблять для работы с трансформаторами и выпрямителями, они разрешают работать и с оборотным, и с прямым током, поэтому любители их выбирают еще почаще, нежели УОНИИ.
С учетом толщины свариваемых частей употребляют электроды сечением 1,6-5 мм. При всем этом, 4-5 мм стержни употребляют для порезки металлов, выставляя самую большую силу тока.
Выяснить подходящий поперечник электрода можно при помощи таблиц зависимости данного параметра от толщины материала, также при помощи разных формул. Новенькие редко употребляют электроды поперечником больше 4 мм.
Разновидности сварочных работ (стыковая, нависающая, горизонтальная сварка и т. д.) практически не зависят от поперечника проволоки, что не скажешь о ширине шва и глубине сварной ванны.
Из-за того, что удельный ток сварки впрямую зависит от поперечника электрода, то концентрация силы тока выше на конце узкой проволоки, поэтому глубина провара больше, нежели при использовании толстого стержня. При всем этом внедрение электрода сечением 4-5 мм проплавляет сплав нет так очень, создавая наиболее широкий шов.
Другими словами, трудно ответить, какой электрод избрать, верный выбор учитывает огромное количество аспектов, от вида сварочного агрегата и до требуемой ширины шва.
Подбираем силу тока и полярность

Чтоб правильно варить сплав, подходящую силу тока определяют при помощи таблиц либо расчетным методом, а опосля устанавливают данное значение на панели инвертора. Чем выше сила тока, тем поглубже сварочная ванна и больше мощность дуги. Но не надо превосходить лучший показатель – сплав будет выгорать, и шов будет отвратительного свойства.
Устанавливая силу тока, обязательно учитывают месторасположение работы. Ток наибольшего значения устанавливают для горизонтальных плоскостей. При вертикальных швах его снижают на 15%, а потолочные требуют понижение силы тока наиболее чем на 20%.
Если варить выпрямителем либо инверторной сваркой, то на свойство сварки оказывает воздействие, как сила тока, так и полярность, а конкретно направление передвижения электронов.
Электроны передвигаются от отрицательного заряда к положительному. Чтоб правильно варить, полярность меняют, задают как прямой ток (изделие на плюс, электрод на минус), так и оборотный. Как правило, выбирают прямое подключение, деталь в этом случае прогревается больше, но для сварки тонких материалов полярность изменяют при помощи инвертора. Оборотную полярность употребляют и для сварки легированных металлов, склонных к выгоранию просто плавящихся лигатур.
Техника сварки вручную
Сначала попробуйте зажечь дугу и держите ее в течение определенного времени. Опосля следуйте аннотации:

- При помощи железной щетки необходимо почистить поверхности фиксируемых деталей от ржавчины и грязищи. Если необходимо их края подгоняют меж собой.
- Обучаться варить лучше прямым током, поэтому подсоедините «плюсовую» клемму к изделию, поставьте в зажим электрод, а на сварочном агрегате установите необходимое значение силы тока.
- По отношению к детали наклоните электрод под углом примерено 60° и не спеша проведите им по поверхности изделия. При образовании искр приподнимите край электрода на 5 мм для зажигания дуги.
- Если дуга загорается без охоты, а электрод повсевременно липнет к сплаву, увеличте силу тока на 10-20 А. При прилипании стержня покачайте рукоятью по сторонам, возможно, даже при помощи силы.
- Не запамятовывайте про то, что электрод будет повсевременно выгорать, поэтому только соблюдение расстояния 3-5 мм даст возможность задерживать устойчивую дугу.
Научившись запускать дугу, попытайтесь не спеша передвигать стержень по направлению «к для себя», в это время, делая движения 3-5 мм по сторонам. Пытайтесь переправлять расплав из периферии к середине сварочной ванны. Сделав шов размером приблизительно 5 см, уберите стержень и дайте сплаву остыть, потом постучите молотком по участку соединения, чтоб удалить шлак. Высококачественный шов имеет волнистую цельную поверхность без неоднородностей и кратеров.
Чистота шва зависит конкретно от правильного движения электрода и размера дуги.
Как поддерживать дугу
Некие советы о том, как перемещать электрод и поддерживать дугу для получения высококачественного шва:
- Для широкого шва электрод передвигают поперек его полосы, делая колебательные возвратно-поступательные перемещения. От размера их амплитуды и зависит, какой ширины выйдет шов, поэтому размер амплитуды рассчитывают с учетом определенных критерий.
- Продольным передвижением электрода делают наплавление ниточного валика, его ширина, обычно, на несколько мм больше поперечника электрода, а толщина будет зависеть от силы тока и скорости передвижения. Ниточный валик – это самый узенький шов.
- Поступательным передвижением электрода вдоль оси задерживают подходящую длину дуги. При плавлении, размер стержня миниатюризируется, поэтому необходимо всегда приближать держатель с электродом к сплаву, соблюдая нужный зазор.
Во время сварки применяется композиция из этих 3-х перемещений.
Защита сплава от образования коррозии

Если помните, еще в самом начале статьи мы гласили про то, что для того, чтоб правильно варить электронной сваркой, не много просто просмотреть видео, а необходимо к тому же приготовиться в теории? Согласитесь, что статья лучше дает возможность выяснить теорию. Кроме этого, видеоролики по некий причине упускают необходимость защиты от коррозии деталей при следующей эксплуатации. Мы же попытаемся убрать данный недостаток.
Не тайна, что сплав под действием кислорода стремительно подвергается к образованию ржавчины. Поверьте, швы опосля сварки корродируют намного быстрей.
Чтоб железные изделия защитить от коррозии, обычно, употребляют окрашивание. Чтоб не созодать такую работу раз в год, сделайте ее по всем правилам.
Для начала, необходимо убрать ржавчину и старенькую краску. Для этого лучше употреблять железные щетки-насадки к болгарке либо дрели, но можно проводить работы и обычной железной щеткой. Не забудьте во время этих работ защитить глаза при помощи щитка либо очков.
Опосля очистки деталей покройте их преобразователем ржавчины, а опосля обработайте слоем грунтовки. Подбирайте состав грунтовки, который специально предназначен для работы по сплаву. Опосля застывания этого слоя можно начинать окрашивание. Хороший итог проявили пентафталевые и акриловые эмали, применяемые для наружных работ.
Лучше в целях покраски употреблять не валик либо кисточку, а пульверизатор. С помощью его можно нанести узкий и равномерный слой краски, который через время не будет отслаиваться и растрескиваться.
Сварка своими руками – достаточно сложное мероприятие, но при желании его все таки можно освоить. Нужно лишь усвоить главные правила работ и равномерно обучаться созодать простые упражнения. Не нужно жалеть время и силы на исследование азов, которые будут в предстоящем основой мастерства. Потом можно смело перебегать к сложным приемам, совершенствуя ваши умения.
Как правильно варить сварочным аппаратом?

Вопросец новичков в сварочном деле: «Как правильно варить электросваркой?», является одним из самых фаворитных. В ответ на него можно порекомендовать – поначалу научиться, как необходимо держать электрод и хорошо продвигать сварочную ванну. Но бывалые сварщики произнесут, что этого недостаточно.
Необходимо ещё знать, как поведёт себя свариваемый сплав. Индивидуальностью сварного шва будет то, что он «стягивает» соединяемые детали и это может перекосить заготовки. Неведение схожей тонкости приводит в итоге к получению очень искажённого изделия.
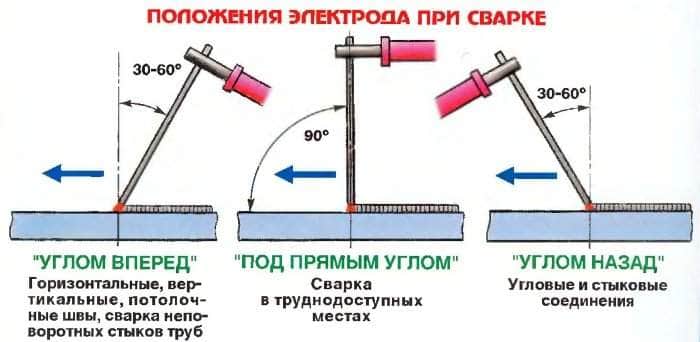
Что касается электрода, то его при сварочных работах наклоняют к для себя под углом 30-60 градусов. Четкий угол зависит от подходящего шва и сварного тока. Глубочайший прогрев сплава выходит при положении «углом вспять». При таком варианте ванна и расплавленный шлак продвигаются за кончиком электрода. Принципиально применить его наклон и скорость так, чтоб шлак поспевал прикрывать расплав.
Если сплаву не требуется мощный разогрев, то, для получения маленький глубины прогрева делают изменение угла наклона на обратный, и «тянут» шов и ванну.
Профессионализм сварщика проявляется в умении задерживать умеренно электрод – в двух-трёх миллиметрах от обрабатываемой поверхности, опуская ниже по мере расплавления. Сразу нужен контроль размера и состояния ванны, замедляя либо ускоряя движение электродом.

Технику данных движений лучше отработать на толстом сплаве. В самом начале будут получаться не швы, а валики. Но такие упражнения посодействуют освоить обыкновенные способности, как контроль расстояния от конца электрода до поверхности детали, движение по прочерченной полосы и т.д.
Когда сварной валик станет получаться равномерным, с схожей шириной и высотой по всей длине, можно перебегать на соединение 2-ух деталей.
Тут первым шагом по технологии сварки является предварительное соединение деталей прихватками – это недлинные швы, прокладываемые поперёк в 8-25 см друг от друга. Они не только лишь скрепляют заготовки, да и демонстрируют форму грядущего изделия.
Как варить сварочным аппаратом?
Чтоб осознать, как варить сварочным аппаратом, нужно чётко представить метод сварного процесса:
- поначалу на свариваемую деталь устанавливается зажим заземления;
- позже с учётом типа и поперечника электрода подбирается соответственный сварной ток;
- и лишь опосля обозначенных предварительных операций приступают конкретно к сварке.
Краткосрочное касание к железной детали – и возникает дуга, которую трудно удержать: при очень большенном либо небольшом зазоре меж электродом и поверхности свариваемой заготовки она мгновенно угасает. Необходимо также попрактиковаться.
Для сварки на инверторе нужно правильно подобрать электрод по марке, установить силу тока. Данные характеристики непостоянные, для всякого сплава разной толщины они подбираются раздельно.
Дальше электрод необходимо поставить в спецдержак, клемму массы набросить на поверхность свариваемой детали и разжечь дугу известным «чирканьем» либо прикасанием. На стыке деталей начинается движение электрода, который расплавляет сплав.

Вести электрод стремительно недозволено. Поэтому что наплавление получится неравномерным, и это негативно скажется на качестве шва либо погаснет дуга. Новейший розжиг приводит к лишнему наплавлению либо сквозному прожигу детали.
Окалину и избытки наплавленного сплава нужно сходу удалять с поверхности деталей при помощи молотка либо другого инструмента.
Если шов необязательно созодать сплошным, следует поднять электрод выше – и произойдёт разрыв дуги. Её разжигают заного на месте продолжения сварки.
Как воспользоваться сварочным аппаратом?
Исходный ужас и неведение как воспользоваться сварочным аппаратом — обыденное состояние для новенького. Потому, до этого чем приступать конкретно к сварке, необходимо изучить некие требования техники сохранности и правила использования сварочным оборудованием.
Внедрение аппарата в сварке просит определённой подготовки. А именно, с места предполагаемой работы убирают все вещи и предметы, которые подвержены лёгкому воспламенению. Также нужно поступить со всеми горючими материалами и ёмкостями.
Если работы проводятся в помещение, то непременно вентиляция. Не плохое проветривание принципиально как для сварщика, так и для аппарата. Также необходимо позаботиться о средствах пожаротушения.
Опосля выполнения данных критерий и облачения в спецодежду аппарат заземляют, включают, выбирают параметр тока и приступают к сварке.
Как класть сварочный шов вы сможете поглядеть на этом изображении:

Обучаемся главным правилам сварки
Инструкций о том, как научиться варить сваркой, предостаточно. Если такое умение требуется только для работы с новейшей калиткой, то необязательно этому учиться на курсах либо профтехучилищах. Но теоретическая часть подготовки принципиальна даже при самостоятельной учёбе.
Основным инвентарем сварки является аппарат. Есть агрегаты, которые работают и на переменном, и на неизменном токе. Современное инверторное оборудование, к примеру, инверторы, разрешают выбирать полярность. Инверторные сварочные аппараты числятся самыми пригодными для обучения новичков. Поэтому так принципиально различать прямую полярность от оборотной. В первом случае «плюсовой» кабель подсоединяется на клемму «земля», а «минусовой» на электрод. А при оборотной полярности, напротив, на «земле» будет «минус», а на электроде – «плюс».
Правильно сварить сплав может быть лишь при буквально данной силе тока. Мощный ток – мощная дуга и глубочайшая сварочная ванна. Но превышение рационального параметра приведёт к выгоранию сплава и нехорошему по качеству сварному шву.

При установке силы тока учитывается даже месторасположение объекта. Для заготовок, расположенных горизонтально, значение будет наибольшим, вертикально – на 15% меньше, на потолке – на 20 с излишним процентов.
При сварке на выпрямителе либо инверторе на свойство сварного шва влияет не только лишь сила сварного тока, да и полярность. При прямом подключении отлично прогреваются заготовки. Но для работы с тонкими материалами подойдёт способ с оборотной полярностью. Также его употребляют при сварке легированных металлов.
Как подключить сварочный аппарат либо 1-ые шаги к новенькому навыку
Если вы решили освоить электродуговое сшивание железных листов либо наиболее больших деталей, то навряд ли вы обойдетесь одной статьей. Но начать следует с основ, для старта хотя бы выяснить про технику сохранности и как подключить сварочный аппарат. Потому на данный момент мы попытаемся отдать верное направление для начала вашего самообразования.
1 Как подойти к обучению сварке?
Начинают такие управления, обычно, с техники сохранности. Чудилось бы, строчные правды, но практика указывает, что все равно находится весьма много тех, кто не верует в серьезность травм, получаемых во время работы. Итак, работать придется с током и искрами, а означает, одежка обязана просторной, очень закрывать вашу кожу, быть плотной и из негорючего материала. Руки не являются исключением, подберите комфортные рукавицы либо перчатки.

Особенное внимание необходимо уделить выбору маски, стремитесь, чтоб она была достаточно широкая, а окошко для глаз было затемнено, тогда излучение от дуги не будет оказывать раздражающее действие на сетчатку. Материал следует находить термоустойчивый, также ему не должны быть жутки осколки либо брызги раскаленного сплава. Для собственного «подвига» выбирайте отлично проветриваемое просторное помещение, корпус вашего агрегата должен быть обеспечен местом для действенного отвода тепла.

Потому что работать хоть каким сварочным аппаратом на первых порах весьма тяжело, исключите всякую возможность возгорания что бы то ни было. А означает, уберите все, не считая обрабатываемого сплава, источника тока и самого агрегата. Искры полетят во все стороны, потому приготовьтесь, что будет ярко и зрелищно. Но ни при каких обстоятельствах не пугайтесь, каждое ваше рефлекторное подергивание будет портить шов, а еще ужаснее, повредит обрабатываемый сплав. Потому попытайтесь варить сначала ненадобные листы материала.
2 {Инструкция} по запуску сварочной аппаратуры
Сейчас приступим к основному вопросцу – как правильно варить сплав сварочным аппаратом? Для домашнего использования полностью довольно агрегата с силой тока порядка 160 А. Основное условие удачного мероприятия заключается в появлении дуги, произойдет это либо нет, зависит лишь от нас. Итак, от трансформатора идут два провода, один из их мы закрепляем на детали, а иной на сварочном электроде, точнее на держателе. Позже включаем аппарат и подносим краешек электрода к железной детали, вот здесь и покажутся 1-ые искры. Это значит, что дуга есть.

Все это вы сможете отыскать в аннотации к сварочному аппарату, там же есть и подробная схема подключения клемм. Далее же все зависит от вас, поэтому что под действием дуги электрод плавится и заполняет шов на железной заготовке, а вот как это произойдет отменно, контролируете вы. При этом не только лишь сам процесс сварки принципиально провести уверенно и аккуратненько, да и правильно подобрать электроды. О этом материала хватит на отдельную статью, потому мы воздержимся от подробностей здесь.

Отметим лишь одно правило: электрод следует подбирать весьма пристально, согласно толщине сплава, который вы собрались варить.
3 Индивидуальности сварочного процесса
Что все-таки мы можем сказать конкретно про то, как варить правильно? Здесь аспектов бессчетное огромное количество, это идеальнее всего осваивать при помощи видеоуроков. Начинать стоит с регулировки силы тока, конкретно этот параметр влияет на свойство и равномерность дуги, а самое основное в этом деле – не утратить ее. Если она будет повсевременно затухать, то шов получится весьма рыхловатый и неравномерный. Очень же большая сила тока приведет к порче заготовки и разбрызгиванию сплава.

Еще в работе со сварочным аппаратом принципиально правильно взять электрод и держать его в протяжении формирования всего шва. Как правило, наклон его должен составлять около 75 градусов. Принципиально осознавать, что и швов существует огромное количество, для каждой ситуации будет своя {инструкция}, и чтоб научиться варить правильно, придется издержать весьма много времени. Это вправду та область, где придется пробираться к мастерству способом проб и ошибок. В чем мы для вас хотим фортуны и приглашаем продолжить знакомство в последующих статьях.
Как правильно варить электродной сваркой (сварочным инвертором)
 Сварочные работы – не что другое, как процесс сотворения неразъемных соединений с помощью установления межатомных связей меж материалами, которые подвергают сварке. Соединение происходит за счет местного либо общего нагрева, пластической деформации либо совместном содействии того и другого. Итог сварочных работ, а конкретно, неразъемное соединение именуется сварным соединением. Как правило, к сварочным работам прибегают по мере необходимости соединить такие материалы, такие, как пластмасс либо керамика. При сварочных работах могут употребляться различные источники энергии:
Сварочные работы – не что другое, как процесс сотворения неразъемных соединений с помощью установления межатомных связей меж материалами, которые подвергают сварке. Соединение происходит за счет местного либо общего нагрева, пластической деформации либо совместном содействии того и другого. Итог сварочных работ, а конкретно, неразъемное соединение именуется сварным соединением. Как правило, к сварочным работам прибегают по мере необходимости соединить такие материалы, такие, как пластмасс либо керамика. При сварочных работах могут употребляться различные источники энергии:
Но, в данной статье речь пойдет о традиционном методе воплощения работ электродной сваркой и о том, как правильно употреблять сварочный инвертор в разных ситуациях.
Плюсы сварочного инвертора
 Сварочный инвертор – это источник питания, который применяется при электродуговой сварки. Механизм работы данного аппарат построен на двояком превращении входного напряжения.
Сварочный инвертор – это источник питания, который применяется при электродуговой сварки. Механизм работы данного аппарат построен на двояком превращении входного напряжения.
Преимуществ у такового приспособления много, а конкретно:
Сначала, инвертор – это малогабаритный аппарат. Таковыми размерами, как у него, не может повытрепываться не один аппарат для подобных работ.
Инвертор выдает незапятнанный размеренный неизменный ток, используемый для сварки. Он не зависит от колебаний входного напряжения.
Маленькое количество брызг при сварочных работах, другими словами маленькая пульсация тока. В свою очередь, это уменьшает объемы работ по избавлению от шлаковых образований, другими словами, уменьшает необходимость в шлифовке сварного соединения и близкорасположенных, в момент работы, поверхностей.
У инверторов регулировка сварочного тока постепенная, при этом, нижний предел у него всего несколько ампер. А это значит, что с помощью инвертора можно делать даже самые деликатные работы без риска получить нехороший итог.
 Есть у инверторов и остальные достоинства, которые заключаются в его функционале. И так, функции, которые упрощают, и способствуют процессу сварки – это:
Есть у инверторов и остальные достоинства, которые заключаются в его функционале. И так, функции, которые упрощают, и способствуют процессу сварки – это:
Функция жаркого старта отвечает за мгновенный пуск. Также жаркий старт предоставляет доп импульс в автоматическом режиме, а это, в свою очередь, содействует резвой подготовке аппарата к работе.
Защита от залипания, предотвращающая залипание электрода. Данная функция автоматом активизируется, если есть угроза возникновения тока недлинного замыкания. Данная способность также препятствует прилипанию электрода к материалу, защищает электроды от перегревания и ненужного ослепления, обеспечивает определенную защиту держателю электрода.
Важнейшая функция – это защита от недлинного замыкания. Работает автоматом опосля активации защиты от залипания. Она уменьшает сварочный ток, предутверждает залипание электрода и вступает в действие, если инвертор оставили включенным. Таковым образом, аппарат защищается от перегрева и сохраняет свои рабочие данные.
Сварочный инвертор Эдон – фавориты посреди низкого электропотребления, по сопоставлению с иными средствами. Они экономны так, как это было может быть создать. Работают от обыкновенной бытовой сети (220 В).
Возможность производить сварочные работы недлинной либо длинноватой дугой существенно облагораживают итог работы. Другими словами инвертор наиболее аккуратен в работе, если его правильно употреблять.
Хоть какой инвертор имеет встроенную защиту от перепадов напряжения, а это принципиально для аппарата, от которого требуется стабильность и свойство в работе.
Техника сварочного процесса
Сварочный процесс средством инвертора – дело несложное, просто нужно набить руку и приобрести довольно опыта, чтоб сварка прошла стремительно, а итог был высококачественным.
1. И так, сначала, следует настроить ток и подобрать, пригодный по случаю, электрод. Как правило, употребляется электрод поперечником от 2 до 5 мм. Сварочный ток выставляется с учетом толщины обрабатываемого материала. Как правило, на инверторе указана нужная сила тока. Принципиально! Если мастер поднесет электрод к материалу очень стремительно – он может залипнуть. Далее нужно подключить клему массы к свариваемой поверхности. Если мастер не понимает, как это создать, можно поглядеть в Вебе видео на данную тему.
2. Процесс сварки начинается опосля поджога дуги. Принципиально! Электрод к материалу следует подносить под углом. Не нужно прижимать навечно электрод к материалу – необходимо краткосрочно дотрагиваться ним до нужного места. Эта манипуляция его активирует. Дальше следует прижимать электрод к месту сварки, пропуская определенное расстояние меж швами. Как правило, это расстояние равно поперечнику избранного электрода. Таковым образом, будут получаться швы в виде точек.
3. По окончании работы, шлаковые элементы, либо Окалину, убирают с помощью малеханького молотка либо хоть какого другого увесистого приспособления.
Сохранность главнее всего
 У инвертора есть защитные функции, которые берегут аппарат от ненужных последствий работы. Тем не наименее, защита нужна и мастеру. Чтобы оградить себя от искр, которые могут вызывать ожоги и даже слепоту и остальных противных моментов есть набор одежки сварщика, который должен быть – это:
У инвертора есть защитные функции, которые берегут аппарат от ненужных последствий работы. Тем не наименее, защита нужна и мастеру. Чтобы оградить себя от искр, которые могут вызывать ожоги и даже слепоту и остальных противных моментов есть набор одежки сварщика, который должен быть – это:
Грубые перчатки. Принципиально! Ни при каких обстоятельствах, не употреблять резиновые, латексные перчатки либо перчатки из узкого материала.
Защитный шлем. Особые шлемы в большенном количестве выпускают производителями инверторов и имеют, как бытовую, так и профессиональную специализацию.
Куртка из грубой ткани (Строение тканей живых организмов изучает наука гистология). Толстая куртка, с плотно прилегающим отворотом, чтоб искра не попала на кожу через рукава.
При инверторной сварке употребляются электроды плавящегося типа. Создают их из специальной проволоки. Есть электроды:
Все электроды делятся на две группы:
Созданные для соединения ответственных железных конструкций;
Созданные для обычного внедрения.
Для сварки ответственных материалов рекомендуются электроды УОНИ, для обыденных сварочных работ – АНО либо МР-3. УОНИ – электроды сложные и с ними новенькие могут просто-напросто не справиться. А вот АНО и МР-3 для «учащихся» подходят совершенно.
Сейчас, особо популярны электроды:
УОНИ-13/55 посреди профессионалов;
МР – 3С при больших требованиях к результату;
МР – 3 для всепригодного внедрения;
Всераспространенные ошибки
Некие ошибки, мы быстро разглядели выше – это:
— Залипание электрода при резвом поднесении электрода к материалу;
— Поднесение электрода под прямым углом по отношению к материалу.
— Внедрение неподходящих перчаток в работе, которые прожигаются и плавятся.
Есть ошибки, которые может допустить мастер во время работе, а это в свою очередь повлечет за собой плохой итог, к примеру:
— Неравномерное движение электрода;
— Замедление перемещения электрода;
— Очень резвый наклон электрода.
Также, плохой работа быть может в итоге:
— Использования устаревшего оборудования;
— Неверное хранение материала для работы;
— Неправильный выбор температуры обогрева и неподходящая температура материала;
— Несоблюдение правил эксплуатации и обслуживания оборудования;
— Плохие сварочные материалы;
— Неправильная подготовка сварочного шва;
— Отсутствие своевременной подмены взаимозаменяемых частей.
Так у нас на веб-сайте Вы можете отыскать большенный выбор сварочных полуавтоматов либо сварочные маски хамелеон.



























