Аргоновая сварка; видео уроки и обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) сварке аргоном
Аргоновая сварка — видео уроки и обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) сварке аргоном
 Ручная аргонодуговая сварка – один из самых всепригодных методов сварки металлов. При наличии подабающего опыта и способностей сварщика – оператора, данный вид сварки дозволяет получать качественные сварные швы с хорошими прочностными чертами и наружной эстетикой сварных соединений.
Ручная аргонодуговая сварка – один из самых всепригодных методов сварки металлов. При наличии подабающего опыта и способностей сварщика – оператора, данный вид сварки дозволяет получать качественные сварные швы с хорошими прочностными чертами и наружной эстетикой сварных соединений.
Потребность в сваривании алюминия, меди, титана, нержавеющих сталей издавна стала возникать не только лишь в производстве, да и в быту. Обычное оборудование не постоянно непревзойденно совладевает с таковыми задачками. Для разных ремонтных работ и производства конструкций из таковых материалов применяется сварка аргоном, обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) которой на нашем веб-сайте поможет в осуществлении ее своими руками.
По сути сварочный процесс — не таковая уж непростая процедура, и достигнуть добротных результатов можно даже при таком способе, как аргоновая сварка: видео уроки дают возможность в этом убедиться.
Индивидуальности аргонодуговой сварки
Главной и отличительной индивидуальностью является внедрение неплавящегося (вольфрамового) электрода и инертного защитного газа аргона, за счет внедрения которого обосновано высочайшее свойство и надежность сварных соединений.
Применение технологии аргонодуговой сварки дозволяет получать крепкие, ровненькие и осторожные швы. Как происходит аргоновая сварка, видео уроки показывают наглядно и тщательно, ведь нужно учитывать в процессе огромное количество тонкостей.

Как верно держать горелку
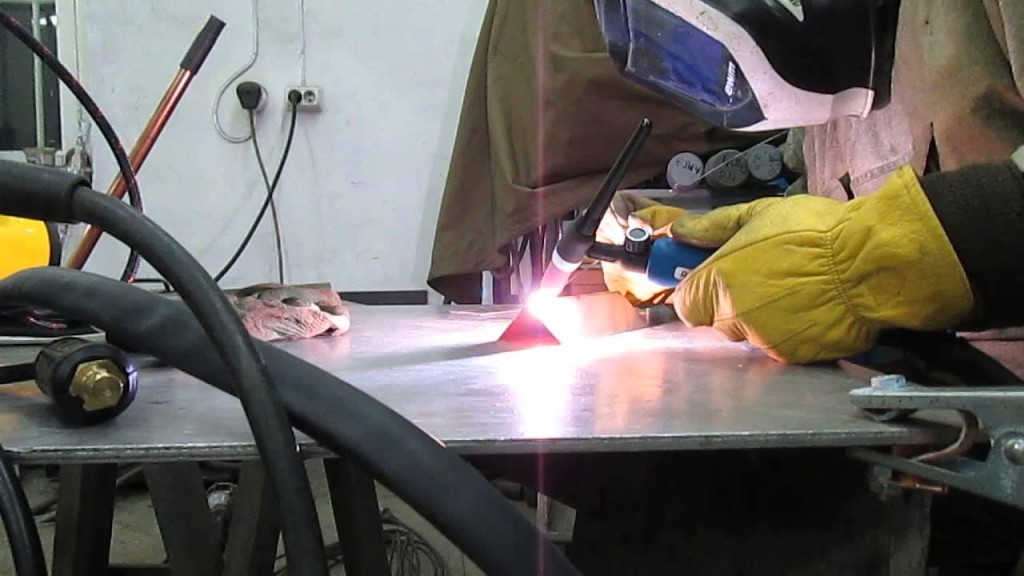
Манипуляции при аргонодуговой сварке совершаются специальной аргоновой горелкой. Благодаря ее конструкционным особенностям, в горелку устанавливается вольфрамовый электрод таковым образом, чтоб его краешек выступал над поверхностью ограничительного глиняного сопла на несколько мм. Обычно горелкой сварщик управляет правой рукою, приближая ее на очень куцее расстояние к сварочной ванне.
Маленькая дуга наращивает глубину проплавления сплава, а снаружи делает шов эстетичным. Потому, чтоб правильным образом происходила сварка аргоном, обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) манипуляциям с горелкой для удержания правильной длины дуги стоит не на крайнем месте. В отличие от электродуговой сварки штучным электродом, нередкие колебательные движения не допускаются, когда делается аргоновая сварка, видео уроки дозволят освоить правильную технику работы с горелкой.

Подача присадочного материала
Сплавление кромок и формирование сварочного шва при аргонодуговой сварке может осуществляться как с помощью лишь тепла сварочной дуги, так и с внедрением присадочных прутков. От того, как будет подаваться присадочный материал в зону сварки, зависит, какой по ширине получится шов, и как он будет ровненьким.
Следует избегать резкой подачи присадки, во избежание брызг, лучше вводить ее умеренно, плавными и равномерными движениями, под углом к свариваемой поверхности на всей протяженности сварочного шва. Присадка обязана подаваться впереди сварочной горелки. Принципиально повсевременно смотреть потом, чтоб присадочная проволока не выходила из зоны газовой защиты.
Естественно, все это достигается с практикой и опытом, но тем, кто просматривает видеоматериалы, на которых показывается сварка аргоном, обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) на практике дозволит избежать самых всераспространенных ошибок, допускаемых сначала.

Подготовительная подготовка кромок
Универсальность внедрения ручной аргонодуговой сварки имеет и оборотную сторону. Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так дальше. У проф аргонщика непременно найдется целый арсенал оборудования, инструмента, оснастки и различных приспособлений для предварительных работ.

Это и абразивный инструмент, и большущее количество борфрез, шарошек, насадок, также все, что обеспечивает хим метод чистки: от бутылочки с ацетоном и тряпочки — при работе в личном гараже, до больших химических гальвано — ванн, применяемых в большом производстве: станко- и кораблестроении, при изготовлении емкостей для хим, пищевой и криогенной индустрии.
50% фуррора при аргонодуговой сварке – это чистота свариваемых частей, вроде бы обыденно это ни звучало, потому начать работу рекомендуется с чистки от жиров, окислов и остальных загрязнений частей свариваемых поверхностей.
Еще по данной теме на нашем веб-сайте:
Сварка электродом из сплава является самой старенькой и известной технологией при осуществлении сварки дуговой. Уроки сварки электродом нужны и посреди экспертов, и посреди любителей.
Согласно принятой систематизации, нержавеющая сталь относится к высоколегированным сталям, которые владеют высочайшей коррозионной устойчивостью. В её составе главным легирующим компонентом является хром, содержание которого колеблется.
Перед началом работы стоит пристально просмотреть «Аргонная сварка. Видео» для того, чтоб осознать достоинства её использования, аспекты самого процесса, также самые распространённые ошибки, которые.
Аргоновая сварка популярна тем, что по сопоставлению с иными видами сварки различается аккуратностью шва, его прочностью и долговечностью. Сварку аргоном можно делать без помощи других либо пригласить.
Как верно варить аргоном нержавеющую сталь?
В нержавеющую сталь добавляется определенное количество хрома — не наиболее 12%, что делает этот сплав очень покладистым для обработки. Для соединения изделий из нержавейки можно применять полностью все технологии сварочных работ. Но тонкие элементы идеальнее всего соединять с помощью сварки нержавейки в аргоне.
Нержавеющая сталь владеет определенными техническими и эксплуатационными чертами, которые оказывают существенное воздействие на конечный итог сварочных работ:
- Низкий показатель теплопроводимости не дозволяет применять очень высочайший сварочный ток, потому что в этом случае можно прожечь сплав в районе формирования сварного соединения. Решается схожая неувязка понижением силы подаваемого на сплав тока до применимых характеристик;
- Чрезвычайно высочайший усадочный процент сплава в процессе остывания опосля проведения сварных работ с нержавеющей сталью. Чтоб это не сказалось на качестве соединения, нужно верно выставлять зазор меж свариваемыми элементами;
- Если заготовка будет в течение долгого времени разогрета до высочайшей температуры, то это приведет к тому, что хром начнет испаряться, соответственно антикоррозийные свойства в районе сформированного шва будут потеряны. Чтоб этого не вышло, сварка нержавейки аргоном предполагает резвое остывание конструкции.
Какое нужно применять оборудование и расходные материалы
В качестве расходных материалов придется применять сварную проволоку и конкретно аргон. Если планируется производить аргонную сварку нержавейки, то и присадку тоже придется брать из нержавеющей стали. Обычно, заготовки выполняются из материала, имеющего маркировку 304, то для него почти всегда подойдет проволока марки Y308.
Заместо аргона можно применять и ряд остальных газов, но аргон расходуется более экономно, к тому же его разрешается использовать для соединения материалов различного рода, к примеру меди с нержавейкой. А именно, для нержавеющей стали будет нужно всего только 8 л. газа за минуту. Не считая того, можно добавочно понизить расход газа, если на горелке будет расположена особая газовая линза, владеющая специальной сеточкой.
Сварка нержавейки аргоном: разработка проведения работ
В принципе, способы выполнения работ примерно такие, как и сварка меди, стали, алюминия и остальных металлов, но тут имеются определенные аспекты:
- Неплавящийся элемент и присадочную проволоку ведут только вдоль создаваемого сварного соединения. Отклоняться ни в одну из сторон недозволено, потому что в этом случае расплавленный сплав будет покидать аргоновую среду и вступать в контакт с воздухом, что допустить недозволено;
- Чтоб свойство шва, приобретенного в итоге аргонодуговой сварки, было как можно наиболее высочайшим, опосля окончания работы по его формированию, придется обдувать его аргоном с обеих сторон. Невзирая на то что это приведет к повышению расхода газа, данная изюминка не дозволит не схватившемуся сплаву вступить в контакт с воздухом и допустить испарение хрома;
- Не допускается соприкосновение неплавящегося элемента с поверхностью соединяемых заготовок, их сваривают без конкретного контакта. Неприемлимо касаться даже по мере необходимости выполнить розжиг дуги. Чтоб это выполнить, часто розжиг делается на специальной пластинке, изготовленной из графита либо угля, в предстоящем дуга переносится на главный сплавом. Но существует и бесконтактная разработка, подразумевающая внедрение специального медного осциллятора.
Как уже говорилось выше, подачу газа опосля окончания сварочных работ сходу прекращать запрещается, необходимо ее производить еще приблизительно 10-15 секунд.
Как сварить меж собой трубы из нержавеющей стали?
Сейчас нержавеющие элементы довольно нередко используются в бытовых критериях, в индустрии они употребляются еще почаще, при этом в самых различных областях производства. Соединять их меж собой следует при помощи аргонодуговой сварки, при этом разработка в этом случае практически не будет различаться от сварки листового сплава. Все предварительные работы буквально такие же, как и режимы самой сварки, но существует один незначимый аспект.
Как уже говорилось выше, лучше обдувать сварное соединение с обеих сторон аргоном. Снаружи создать это не так проблематично. Чтоб выполнить это изнутри, необходимо мало исхитриться:
- С одной стороны труба затыкается пробкой из бумаги, ткани (Строение тканей живых организмов изучает наука гистология) либо другого материала.
- Стыковое соединение по периметру заклеивается хоть каким клеящим материалом — скотчем или изоляционной лентой.
- В открытое отверстие закачивается аргон, при этом давление ставят малое, чтоб пробка осталась на месте.
- Когда снутри труба на сто процентов заполнилась газом, 2-ое отверстие тоже затыкают пробкой.
- Клеящую пленку сейчас снимают с заготовок и создают сварные работы.

Сварка в аргоновой среде при помощи неплавящегося вольфрамового электрода
Данная работа делается в случае, когда меж собой требуется соединить элементы незначимой толщины, при этом благодаря данной технологии получаются весьма высококачественные, осторожные и презентабельно выглядящие соединения. Обычно сварные работы промышленного типа предполагают стыковку труб, которые в предстоящем будут предназначаться для транспортировки водянистых либо газообразных товаров. Необходимо отметить, что данные трубопроводы способны работать даже под очень высочайшим давлением.
Сварное соединение будет формироваться почти во всем за счет сплава заготовок, потому следует учитывать этот момент и создать их несколько больше, чем предполагается по проекту. По мере необходимости допустимо применять присадочный материал, который придется подавать в ручном режиме к участку, где будет пылать дуга. Перемещать горелку с электродом, сделанным из вольфрама, также придется руками. Стоит сходу сказать, что производительность труда в случае внедрения данной технологии будет не очень высочайшей. Дело в том, что подавать присадку вручную не очень комфортно, к тому же в это время придется к тому же обдувать сварную ванну аргоном и проводить электрод. Сразу делать таковой ряд действий с высококачественным итогом может лишь очень проф сварщик, потому лучше пользоваться автоматической технологией.
Уроки от Vnuk.TiG нержавейка

- Участник
- Cообщений: 928

- Город: ЯНАО город за "Полярным Кругом"
- 0
#262 vnuk
- Мастер
- Cообщений: 607
Пользующееся популярностью сообщение!
Естественно можно. Самые слабенькие места у листового, это края. Почему и варить следует стремительно и без отрыва, скорость сварки соблюдать-одинаковый равноценный нагрев изделия дает однообразные деформационные моменты, которые прогнозируемы и исправляемые по мере остывания шва, другими словами частичный возврат в начальное положение.
Что касается сохранения правил, инструкций, ) да это книжку писать следует. Чуть по мелочи 1 темы в 15 минут укладываюсь, стараюсь резвее сущность выложить простым языком, что бы мозг (центральный отдел нервной системы животных, обычно расположенный в головном отделе тела и представляющий собой компактное скопление нервных клеток и их отростков) никому не выносить. Усвоют и обыкновенные и образованные, обычным раскроется, а образованные произнесут, аааа, технарь какой то ))))
Вариантов сборки изделий, подготовки их к сварке опосля разных резов от болгарок, ножниц, плазм и лазера, а так же прихваток при сборке и почти все другое, не говоря о самой верхушке, а это сварка с ее видами и подвидами, величавое огромное количество множеств и обрисовать все это не хватит времени. Есть учебники по теории. Да там разъясняется теоретическим языком достаточно трудно для новенького. Пишут схожий материал не обыкновенные, как я сварщики, а научные деятели. Пишут верно, вопросцев нет. Просто мы все обыкновенные и нам по обычному легче осознать, потому приходиться к слову объяснять материал по деформациям, который не до сказан либо на сто процентов не раскрыт в учебнике.
Если Ютуб воспретят в рф, тогда остается на веб-сайте тут описание. Веб-сайт адекват, проф.направление, верю будет постоянно стоять!
- 11
#263 vnuk
- Мастер
- Cообщений: 607
Пользующееся популярностью сообщение!
Деформации при сварке люков, врезок, мешалок и тому схожее, как избежать их
У меня выходило и выходит руками остальных, получится и у Вас
- 15
#264 vnuk
- Мастер
- Cообщений: 607
Пользующееся популярностью сообщение!
- 13
#265 vnuk
- Мастер
- Cообщений: 607
Пользующееся популярностью сообщение!
Всех приветствую. Достигая совершенства в работе, стремились мы здесь с сотрудником медь сварить tig ОМ прекрасно, проблематичности есть естественно с ней, да еще какие. Много различных правил следует соблюдать. В реальный момент еще не все сделали. Отыскали метод варить ее без обогрева. Варится 4 мм за один проход, лучше без фаски. О этом пока не стану говорить, есть еще не доработки. Правила для нее суровые, наиболее, чем на нерже либо даже на алюминии. Доработаем, если все получится с заказом и будет шипко нужно, выложу обзор о проделанной работе. А пока как обычно, нерж.ка. Вот уже год скоро на предприятии, смотрите успехи. Благо созидать, когда мечты стают явью, когда коллеги делают то, что им передано. Для завода естественно же и репутации его большой плюс.
Прикрепленные изображения
- 26
#266 vnuk
- Мастер
- Cообщений: 607
Пользующееся популярностью сообщение!
Прикрепленные изображения
- 20
#267 ЛехаКолыма
- Эксперт
- Cообщений: 1 508
- Город: Курск,Магаданская область пУсть-Омчуг
vnuk ,Хорошего денька,на фото IMG_20180508_163656771.jpg перед сваркой чем зачищаете околошовную зону?
Сообщение отредактировал ЛехаКолыма: 11 Май 2018 22:08
- 0
#268 vnuk
- Мастер
- Cообщений: 607
Это 3 мм за 1 проход на автомате давим. Мало местами подвариваем снутри, где не проплавило. Сплав же незапятнанный с проката идет, потому не чистим. Прихватки лишь под машинку отрезным кругом торцом бугорки снимаем для, что бы не мешали сварке.
- 4
#269 vnuk
- Мастер
- Cообщений: 607
Пользующееся популярностью сообщение!
- 14
#270 vnuk
- Мастер
- Cообщений: 607
Пользующееся популярностью сообщение!
Вот и окончил по деформациям базу. Все не расскажешь, очень много материала, но фундамент похоже для ясного разумения уже заложил.
(это для тех, кто глядит видео уроки)
- 20
#271 BelaZZ
- Мастер
- Cообщений: 2 328
- Город: Рязань
Пользующееся популярностью сообщение!
Евгений , спасибо за труды !
Конкретно в мелочах кроется правда , а вот этих самых мелочей — днём с огнём не сыскать во всех этих «сварочных трактатах» . Вернее будет не так , они есть , но их подача , со всеми сопутствующими , жадна и малоинформативна . Человечьим языком — оно в разы понятнее . Для тебя моё почтение за этот восполненный пробел !
Незначительно не по теме ( не про «нерж» , в смысле ) , но сущность от этого не изменяется . Куча подобного переделано , но в сей раз акцентировал внимание конкретно на сварку в сторону «сильной стороны» , то бишь , угла . Разбивка по участкам ( делаю повсевременно ) , равно как и «обратноступенчатая сварка в разбег» , но деталь (практически постоянно) заневоливал — струбцины либо прихватки ( спорный вопросец ) . В сей раз пошёл п новенькому пути , с учётом увиденного-прослушанного материала . Зазор , «картина» сварки ( разметка на фото «пошла» на 2-ой круг , а единица — отправная точка ) — согласно советов . По итогу — всё в ноль . Плоскости ровненькие , короб даже диагонально не люфтит ни на мм ( с обеих плоскостей ) . Ворачиваясь к началу поста и к куче переваренных схожих , опыту и иному , излишний раз убеждаюсь , что обучаться , обучаться и обучаться . Собственный опыт отлично , естественно , но , когда есть спецы , которые дошли до осознания всех аспектов и опытом своим делятся — это весьма значимая выручка .

Это я мангал «химичу» . На море охото , но не срастается ни как , но обещал в прошедший приезд создать чего-нибудть солидное . Так что , если срастётся , то 1 (2,3 ) августа выложу конец проекта . Либо снимки с новейшего места работы , заместо моря .
Сообщение отредактировал BelaZZ: 23 Май 2018 22:20
- 15
#272 vnuk
- Мастер
- Cообщений: 607
Пользующееся популярностью сообщение!
Приветствую Belazz. Верная схема, непревзойденно!
Вот еще для утехи выложил без слов под звуки большущего цеха. Там шов идет белоснежный, убавил газ с 15 до 10 л, начал двигаться голубий, специально для Вас. Убавил бы еще, станет медный, а далее чернота.
- 13
#273 selco
Наслаждение от высочайшего свойства продолжается подольше чем удовлетворенность от
- Город: Электросталь
Машина с присадочкой варит либо своим телом другими словами с накладки берет нужное.
- 0
#274 vnuk
- Мастер
- Cообщений: 607
С накладки 08 берет половину сварочной ванны
- 1
#275 ВалерийВО
- Banned
- Cообщений: 419
- Город: Самара
Был давеча у Евгения в гостях. Молодцы мужчины! Подобного дела к работе не лицезрел совершенно никогда! Команда перфекционистов, не по другому!
Европа и Америка рядом не стояли.
#276 Maks053nov
- Гость
- Cообщений: 1
- Город: Величавый Новгород
Сообщение отредактировал Maks053nov: 27 Май 2018 14:45
#277 vnuk
- Мастер
- Cообщений: 607
Был давеча у Евгения в гостях. Молодцы мужчины! Подобного дела к работе не лицезрел совершенно никогда! Команда перфекционистов, не по другому!
Европа и Америка рядом не стояли.
Спасибо Валерий. Еще есть косяки у рябят, работаю, коллектив в рост идет и по количеству и по качеству. Наладим исправим.
Любопытно то, что как благословение мне на голову, весьма стремительно схватывают и соображают, в отличии Полифильтрофских.
Стараются коллеги, а мне отрадно глядеть на их, как вырастают. Сейчас кто приходит на создание с прошедшим опытом
Милесты, его не довольно, приходиться ребятам поучиться )
Коллеги всем привет ! Помощь ваша нужна ,а конкретно совет по сварке нержавеющих труб . Интересует конкретно вопросец по корню .Варим трубы со стеной 3- 3,5 мм. Я делаю так- фаска 0,5 мм без зазора, ток 75А, присадка 1мм, наполнение трубы аргоном 7л/мин,.Оборотный валик выходит с утяжкой , а нашего заказчика это не устраивает и меня тоже.Помогите! Подскажите что я делаю не так будьте добры.Если можно то тщательно начиная с подготовки и режимами сварки и газа
Помощь оказана в личке. Если кому любопытно, закину сюда ответ.
Во во во-полегче. Я видео глядел где почетаемый Внук способ ведает. А вы походу не смотрели, вот и наезжаете. Счас он прийдет и произнесет мне что не так.
Правильно, говорил, подтверждаю. Зачищено плохо от окалины старенькой, следует до блеска чистить перед сваркой, окалина мешает пере плавлению.
Дальше спешите и борозды не видите. Верхний стык, самое окончание, что то похоже на шов примерно, к такому результату следует идти,
лишь выравнивайте. Хоть плуг и притягивает взоры, не забываем глядеть на борозду! Сварочная ванна есть плуг, которым(которой) мы управляем,



























