Контактная сварка из инвертора своими руками
Создание сварочных аппаратов своими руками является очень всераспространенной практикой для тех, кто предпочитает употреблять его в домашних критериях не для принципиальных целей. Контактная сварка своими руками из инвертора может стать хорошим аналогом заводским вариантам. Новейшие аппараты часто стоят намного дороже, чем самодельные и не постоянно их стоимость оправдана для домашнего внедрения. Имея сварочный инвертор, полностью может быть получить довольно высококачественный итог по относительно низкой стоимости.

Контактная сварка из инвертора
Аппарат контактной сварки, сделанный своими руками, может применяться для соединения тонких листовых материалов. Для этого не надо каких-либо тонких регулировок рабочих характеристик и сложной электроники, если все делается в домашних критериях. Все это делает животрепещущим создание техники для сварки без помощи других. Инвертор есть у почти всех и его можно применить для сотворения контактного сварочного аппарата.
Достоинства
Если вас интересует контактная сварка своими руками из сварочного аппарата, то следует ознакомиться с главными ее преимуществами:
- Относительно низкая потребляемая мощность аппарата;
- Достаточные рабочие характеристики для проведения главных процедур в домашней обстановке;
- Малая стоимость получаемого аппарата;
- Создание регулятора напряжения для конфигурации характеристик работы;
- Легкая работа с узким листовым сплавом;
- Доступные расходные материалы и обычная система модели.
Недочеты
Тем не наименее, самодельная контактная сварка из сварочного аппарата владеет и своими недочетами:
- Надежность конструкции оставляет желать наилучшего, потому что крепления и остальные индивидуальности аппарата делаются вручную без контроля свойства;
- Спектр регулировки характеристик часто ограничен и для проф деятельности непригоден;
- Корпус оказывается слабо защищенным от наружных действий.
Устройство
Аппарат контактной точечной сварки состоит из нескольких главных многофункциональных узлов. В электронной части задействован сварочный инвертор. Как и в сварочном трансформаторе, в нем находится собственный маленький трансформатор, который помогает конвертировать электричество из сети до тех характеристик, которые подходящи для работы. Данный метод производства значительно выделяет этот метод получения контактной сварки посреди других.
Механическая часть очень различается от обычных инверторов. Тут имеются особые электроды, которые служат сразу зажимами во время соединения. Работают они почаще всего с помощью специального рычага, тогда как в готовых промышленных моделях ставят гидравлические прессы.
Механизм работы
Данная техника владеет достаточно обычным механизмом работы. Он основан на преобразовании электронной энергии в термическую. Электричество поступает на силовую часть аппарата, которой выступает трансформатор сварочного инвертора. Там энергия преобразуется до подходящих характеристик, которые заданы по технологии сварки. Опосля этого электричество передается на электроды, которые придавливают свариваемую заготовку. В месте прижатия появляется область сварки, которая приводит к частичному расплавлению сплава под действием тепла и свариванию. Все это происходит за весьма куцее время, потому что время действия импульса составляет наименее 1 секунды.
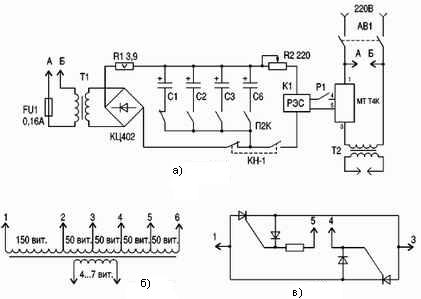
Схема

Схема контактной сварки из инвертора
Тут показан один з вероятных вариантов, в каком имеется силовая часть, автоматический выключатель, цепь управления и защита. В 1-ый узел заходит сварочный трансформатор и тиристорный пускатель. Они предназначаются для подключения первичной обмотки.
Какие составляющие нужны из инвертора
Перед тем как создать контактную сварку из сварочного инвертора, следует ознакомиться с тем, какие части из него понадобятся. Это должны быть:
- Трансформатор;
- Блок питания;
- Система управления;
- Выключатель.
Процесс производства аппарата
Аппарат точечной сварки своими руками делается последующим образом:
- Сперва сбивается вторичная обмотка, потому что во время работы она не употребляется и необходимо только первичная. Снутри трансформатора она обмотана толстым проводом, но ее слой является наиболее узким. Провести функцию можно с помощью фактически хоть какого комфортного инструмента, такового как стамеска, молоток, зубило, дрель и прочее. Основное, чтоб первичная обмотка осталась в целости и сохранности.

Трансформатор от инвертора
- Наложить вторичную обмотку с помощью жгута, который можно создать из медной проволоки. Сечение ее обязано быть около 2-3 см. Опосля этого его необходимо обмотать изоляционной бумагой и смазать лаком. Это обеспечит изоляцию и доп фиксацию.
- Опосля этого следует проверить направление обмоток. Для этого для вас понадобится обычный вольтметр. Кроме этого в сети не обязано быть маленьких замыканий в сделанной сети. Когда все вопросцы с проверками пройдены, можно приступать дальше.
- Дальше необходимо выяснить силу тока, что является неотклонимой процедурой для всех конструкций, в каких находится от 2-ух и наиболее обмоток.
Сила тока не обязана превосходить 2 кило ампер. Если она выше, то ее стоит уменьшить.»
Какие электроды употреблять
Для сотворения электродов необходимо учесть тот фактор, что они не должны плавиться, соответственно, их требуется созодать из тугоплавкого сплава. Идеальнее всего подступают прутки толщиною около 15 мм. Поперечник кабеля постоянно должен быть меньше, чем поперечник электрода. Надлежащие прутки можно отыскать на рынке, в металлоломе либо просто разобрать паяльнички, если для вас не требуется большая мощность аппарата.
Для соединения электрода и провода следует употреблять простые медные наконечники. Это можно создать с помощью пайки либо болтов. Благодаря этому возможность окисления станет намного ниже, чем ранее. Пайка непревзойденно подступает для маломощных аппаратов, потому что неверное соединение приводит к тому, что возникает доп соединение, приводящее к неверному выходному значению тока.
Но у болтовых соединений также есть свои достоинства, потому что с помощью их можно стремительно удалить диоды из конструкции. В ином случае, устройство необходимо паять поновой. Болты и гайки также должны быть выполнены из меди.
Испытание
При сборке конструкции могут появиться разные недостатки, так что перед конкретным пуском в работу следует проверить все. Проверка заключается в подготовительном измерении рабочих характеристик измерительными устройствами и зрительном осмотре целостности конструкции и корректности соединения. Опосля этого можно создать пробный пуск. Он делается два раза: 1-ый раз на малой мощности, а 2-ой на наибольшей. При испытаниях необходимо соблюдать технику сохранности. Если все прошло гладко, то технику можно пускать в дело.
Заключение
Перед тем как создать контактную сварку из сварочного аппарата, следует ознакомиться с принципом его деяния и техническими чертами. Также необходимо за ранее высчитать, для каких целей какие характеристики для вас необходимо будет. Лишь опосля этого можно приступать к работе.
Контактная сварка своими руками из инвертора

На рынке инвертор представлен в большенном ассортименте, где хоть какой желающий сумеет подобрать для сварочных работ дома нужное оборудование. Другим вариантом является его изготовка своими руками.
Следует ознакомиться с конструкцией и чертами инвертора, аспектами контактной сварки, детализированной аннотацией о самостоятельном проведении сварочных работ. Также мы узнаем о выполнении самодельного сварочного устройства из авто батарей и микроволновки.
Технологические нюансы проведения контактной сварки
Не только лишь для автолюбителей и хозяев домов требуются сварочные работы. Сварочный инвертор может потребоваться в маленький мастерской либо дома для монтажа железных деталей.
Механизм работы инвертора основан на нагреве сплава от электротока, опосля что происходит его расплавление и застывание с образованием сварочного шва. Чтоб закрепить свариваемые части, защитив их от раздвигания, следует сжать детали электродами, по которым передается ток.

Чтоб делать домашнюю сварку, пригодится питание от массивных источников, из-за что может перенагреваться бытовые провода. Потому за ранее следует проверить свойство проводки и по мере необходимости выполнить подмену.
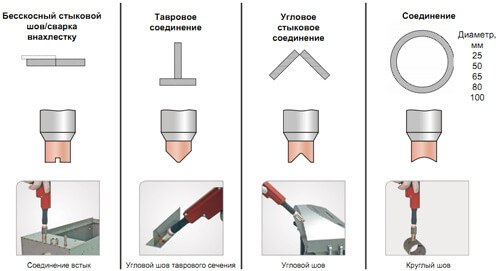
Во время точечной контактной сварки осуществляется соединение 2-ух заготовок по прилегающим краям. Таковым методом пользуются при монтаже маленьких деталей, узкого материала, прутов из сплава шириной до 0,5 см.
Варианты сварки деталей
Поверхности могут соединяться 3-мя методами: непрерывным либо прерывающимся оплавлением, сопротивлением. Во время сварочных работ при помощи оплавления обрабатываемые детали либо металлолисты соединяют и нагревают током до их плавки. Таковой технологией можно воспользоваться в обработке цветных металлов, низкоуглеродистых сталей, монтаже стали, латуни и меди. Но таковым способом изредка пользуются из-за твердых требований к температурам, отсутствию в соединительных зонах примесей.

Во время непрерывной оплавки заготовок используют клещи для сварки и остальные варианты фиксаторов. Детали соединяют при включении тока. Опосля того, как края монтируемых деталей будут оплавлены, осуществляется осадка и выключается токовая подача. Таковым методом пользуются в монтаже тонкостенных трубопроводов, но можно соединять заготовки, отличающиеся структурой. Основным преимуществом способа является оперативность выполнения. Но по сварочному шву может вытекать сплав с возникновением угара.
При поочередном плотном либо ослабленном контактировании производят прерывающуюся оплавку. При помощи зажимных клещей замыкается сварочная линия в области соединения заготовок, пока их температура не достигнет 900-950°C. Таковым способом пользуются при недостаточной начальной мощности устройства для непрерывной оплавки.
В итоге контактной сварки юзер делает последующие работы:

Все перечисленные разновидности сварочных действием имеют родственную технологию работ, но различаются креплением деталей и токовой подачей.
Для бытового сваривания деталей точечным методом можно выполнить устройство своими руками. В нем главными рабочими механизмами будет зажим, устройство подачи напряжения на конденсаторах, у которого на низковольтную обмотку крепится электрод. Другое зажимное крыло является опорным, может устанавливаться с деталью огромных характеристик.
Создание сварочного устройства из микроволновой печки

Как было уже сказано, аппарат для сварочных работ контактным методом можно создать своими руками, где главный деталью является трансформатор от микроволновой печи. Выполняя схожее устройство, нужно создать подготовительные расчеты выгодности такового устройства в сопоставлении с приобретением готового инвертора.
Самой дорогой деталью в самодельном устройстве является трансформатор, другие расходные материалы (базу для крепления деталей, футляр с проводами) можно взять из ремонтного сервиса.
Следует приготовить трансформатор, мощность которого будет начинаться от 1 кВт, чтоб выполненное из него оборудование для сварки могло соединять листы шириной до 1 мм. Если в два раза повысить мощность трансформатора, то можно будет обрабатывать листы шириной до 1,8 мм. У современных микроволновок мощность трансформатора может составлять 3 кВт.
Для увеличения мощности тока может быть применение 2, 3 трансформаторов.

Трансформатор необходимо вынуть из защитного кожуха, удалить шунты и вторичную обмотку. Из-за того, что в микроволновке применяется высочайшее напряжение, на первичной обмотке устройства имеется меньше петель в сопоставлении с вторичной обмоткой. Чтоб убрать разность потенциалов, мы должны будем модернизировать вторичную обмотку, и адаптировать ее для целей точечной сварки.
Трансформатор детально зачищается от остатков шунтов и вторичной обмотки, при потребности можно пользоваться длинноватым узеньким предметом либо железной щеткой. Другими словами вторичную обмотку необходимо созодать новейшую, а остается в том же виде первичная. Для этого необходимо взять многожильные провода, сечение которых не обязано быть меньше 1 квадрата (из-за высочайшего напряжения грядущего трансформатора). Для вторичной обмотки можно создать 2-4 витка проводки (получится напряжение 2Вт), но из-за толстого изоляционного слоя его не получится загнуть по катушке. Потому провод необходимо очистить от изоляции и обернуть его изолентой.
При использовании цепи из нескольких трансформаторов, следует соединить выводы вторичных обмоток. Если применяется один трансформатор, то для него можно употреблять корпус микроволновой печки, уменьшить его по длине и ширине.
Футляр для нескольких трансформаторов можно выполнить из стального листа, покрыв его изолирующим материалом (изолентой).

Чтоб подвести ток к области сваривания, создается рычажное устройство. Где один рычаг крепко прикрепляется к главной поверхности (чтоб точечная сварка была комфортной, тут же крепится трансформатор с кожухом струбцинами). Во время опускания, 2-ой рычаг будет давить на детали.
Выключатель вводится в цепь первичной обмотки, устанавливается на верхний рычаг, что поможет сразу пускать ток и сжимать деталь. В этом случае клещи не будут применяться, а за ранее спаиваются наконечники с проводкой, чтоб предупредить окисление.
При контактной сварке будут применяться медные стержни большей толщины (в сопоставлении с размерами проводки). Во время работы они будут подточены либо изменены.
При работе деталь будет зажата рычагами меж парой электродов и запущен ток.
Создание сварочного устройства из аккумуляторных батарей
Во время сварочных работ электронным сварочным устройством на бытовые сети возлагается высочайшая перегрузка. В итоге долгой точечной сварки могут расплавиться провода либо сломаться бытовое оборудование. Потому сварочное устройство может питаться от автономного электроснабжения. Для таковых целей подойдет переносной генератор, работа которого осуществляется от дизтоплива либо бензина, который можно приобрести либо создать своими руками.
Будет нужно несколько АКБ от машин, бывших в эксплуатации (лучше одной энергоемкости). В этом случае расчет силы тока будет составлять 1/10 от аккумуляторной емкости. Если применялись батареи разной мощности, то расчет можно выполнить при помощи самой малой емкости.
Создается цепь из аккумов, которые были поочередно соединены. Скрепляются их «минусы», «плюсы» кусачками, проводами либо проводкой для прикуривателя. Также могут применяться любые клещи. Выводится провод от вольного «минуса» к электроду, его зажимают клещами. От вольного «плюса» к рабочей пластинке в цепь устанавливается реостат.
К готовому оборудованию для контактной сварки можно выполнить оборудование для зарядки.
В итоге анализа всех вариантов самостоятельной сборки оборудования для точечной сварки, становится понятной доступность этого способа. Благодаря вышеизложенной инфы юзеры могут получить начальные способности точечной сварки, без помощи других создать из имеющихся материалов инвертор для контактной сварки.
Разработка точечной сварки и ответы на вопросец
Точечная сварка более всераспространена на промышленных производствах, благодаря высочайшему качеству сварных точек либо швов. С её помощью можно созодать весьма много сварочных соединений за маленький просвет времени. Почаще всего применяется в авто, самолётном и кораблестроении. Часто употребляют для сборки сельскохозяйственных машин и агрегатов для их. Собирают батареи аккумов. Конкретно в производстве аккумов точечная сварка указывает свою незаменимость.
Незначительно про сварочные работы
При верно построенному процессу сварки и полном согласовании техническим нормам и требованиям, точечные соединения получаются неописуемо крепкими, а высококачественными. Благодаря сильному разогреву сплава и давлению, которое создаёт точечная сварка, соединения, может обретать крепость, приближенную к основному сплаву, который сваривает аппарат.
В данной статье мы для вас поможем разобраться с технологией контактной сварки и ответим на вопросец как создать точечную сварку, поведаем о подготовке поверхности, выборе аппарата, электродов и иных составляющих. Пошагово опишем схему сварочного процесса и укажем на вероятные ошибки и недостатки, которые могут возникать. Объясним, что такое полярность и какая она бывает, а так же поведаем, как работать с тонкими материалами.
Предварительные работы
Начнём с выбора пригодного аппарата. Здесь следует учитывать то, какой тип материала мы будем сваривать и как крепким обязано быть соединение. Если вы используете тугоплавкий материал, с достаточно большенный шириной тогда следует избрать сварочный аппарат с наиболее высочайшей мощностью.
Если нужно весьма крепкое соединение, тогда к высочайшей мощности нужно ещё и достаточно огромное давление во время процесса. Для роста крепости сварной точки, давление опосля нагревания обязано ещё больше возрастать. Таковым образом, точечная сварка получится фактически той же прочности что и сплав.

Подготовка поверхности перед работой один из важных шагов сварочного процесса. Благодаря верно приготовленной рабочей поверхности сплава точечная сварка получится очень крепкой и высококачественной. Если поверхность будет изготовлена верно, тогда риск возникновения изъянов очень низок.
Итак, что все-таки следует создать:
- Обезжирить, так свойство сцепления будет наибольшим.
- Удалить ржавчину и остальные эффекты коррозии либо окисления.
- Пассивирование поверхности.
- Очистить от пыли и налёта. В случае если находится окалина на сплаве, её также следует удалить.
- Удостоверьтесь, что детали плотно прилегают.
- Опосля удаления лишних слоёв налёта и остального, детали омываются и сушатся.
- Крайняя стадия подготовки – контроль. Детали проверяются на остатки недопустимых частей на поверхности, если всё нормально тогда можно приступать к работе.
Выбор электрода для сварочного аппарата, является главным фактором, который влияет на окончательное свойство контактной сверки. Подобрав верно электрод, точечная сварка своими руками получится очень крепкой и долговременной.
1-ое на что нужно направить внимание, это теплоэлектропроводность сплава. Чтоб материал, из которого изготовлен электрод, не должен смешиваться с материалом, который сваривается. Потому теплоэлектропроводность электрода обязана быть выше, чем у сплава, и меж ними не обязано возникать никаких реакций. Если сварочный период нагревания миниатюризируется, тогда соотношение величин теплопроводимости также обязано возрастать.

Любая группа металлов соответствует определённому типу электродов, с которыми они могут совмещаться. Это в особенности принципиально при работе с тонколистовыми и легкоплавкими сплавами, которые просто поддаются действию температур. Это дюралевые и магниевые сплавы, выбор электродов для их должен быть в особенности кропотливым
Потому что сварочные работы соединены с большенными температурами, и находится риск попадания раскалённых частиц на поверхность людского тела нужно придерживаться правил сохранности при работе.
Экипировка сварщика – это элемент защиты от механических повреждений. Без что процесс сварки не может проходить это без защитной маски, которая защитит ваше лицо и глаза от броского света и частиц сплава.
Сварочные перчатки неотклонимый атрибут для удобной и неопасной работы, они защитят вас от ожогов и посодействуют работать без какого-нибудь дискомфорта от больших температур. Для добавочно защиты лучше носить особый костюмчик для сварочных работ, он не поддаётся горению, и ткань (мед. система клеток и межклеточного вещества, объединённых общим происхождением, строением и выполняемыми функциями) не будет расплавляться при попадании на неё раскалённых частиц сплава.
Этапы работы
Условно точечная сварка делится на три шага, пройдя которые вы получаете готовую контактную самодельную точку, скрепляющую две заготовки. Для сотворения следующих точек процесс повторяется в том же порядке.
Давайте приступим к работе по последующей схеме:
- Фиксирование детали в зажиме меж электродами аппарата. На деталь сходу делается определённое данное давление, которое деформацию на микронеровностях .
- Опосля плотной фиксации и нужного сжатия происходит подача электронного импульса. Потом что сплав разогревается до предельных температур и в месте соприкосновения электродов начинает расплавляться, и заготовки соединяются. Водянистая фаза сплава связывается, образуя цельное соединение, которое стаёт очень приближённым к прочности самого материала.
- Подача импульса прекращается. Пространство сваривания охлаждается и происходит окончательный процесс кристаллизации. Убирать усилил сжатия нужно через определённый просвет времени, потому что в процессе остывания сплав при сжатии набирает наиболее тонкодисперсной структуры. Ещё лучше сжатие прирастить, так эффект будет ещё посильнее и соединение получится наиболее однородным.
По мере необходимости сотворения огромного количества сварочных соединений повторяем весь цикл. Если же есть потребность создать весьма много таковых точек, тогда можно употреблять аппарат, у которого контактная сварка происходит сходу в нескольких обозначенных точках. Так, вы сэкономите время и будете работать наиболее продуктивно.
Недостатки и ошибки контактной сварки
Точечная сварка достаточно непростая схема, в каком есть огромное количество аспектов и особенностей. Весьма нередко у новичков появляются последующие ошибки:
- Некорректно подобранная мощность.
- Недостающий или очень большенный период давления на заготовку.
- Электрод не подступает к свариваемому сплаву.
- Схема работы самого сварочного аппарата не подступает к условиям нужного сварочного процесса.
- Поверхность для контактной сварки подготовлена некорректно.
Недостатки, возникающие при неверной контактной сварке:
- Недостающая степень расплавления, что содействует неверному формированию ядра точки.
- Очень глубочайшее образование вмятин при контактном давлении.
- Кромки нахлёстки могут лопнуть при весьма близком нахождении контактной сварной точки.
- Изменение характеристики сплава потом очень огромного разогрева. К примеру, ухудшение рабочих свойств аккумов.
- Сквозное прожигание сплава.
- Образование внутренних трещинок или пустот.
Работая с тонкими сплавами, либо при сборке аккумов следует кропотливо подбирать мощность и силу давления на их. Потому что при очень большенный мощности есть риск сквозного прожига тогда и таковая заготовка стаёт непригодной. При очень большенном давлении могут создаваться вмятины и разные недостатки поверхности.
Работая с дюралевыми заготовками недозволено перегревать их очень длительное время, потому что это потянет за собой смену их антикоррозийных параметров и увеличивается риск деформации поверхности.
Полярность при сварке
Полярность быть может прямой либо оборотной. Используя прямую полярность, к электроду подсоединяется минус, а на заготовку направляют плюс. Если же употреблять оборотную, тогда плюс и минус изменяются местами. От схемы подключения полярности к аппарату зависит процесс появления катодного и анодного пята. Анод возникает на плюсовых полярностях, а катод, напротив, на минусе.
Подведём результат
Точечная сварка на техническом уровне непростой процесс, который просит кропотливо подготовки. Для вас необходимо знать все тонкости таковой сварки, от выбора сварочного аппарата до нужного давления, которое делается на заготовку. Тогда ваша работу будет выполнена отменно и навечно. Придерживаясь всех правил, при помощи контактного сварочного аппарата вы сделаете все ваши задумки связанные с сплавом и его соединением.



























