Сварка латуни: индивидуальности и виды технологий

Сварка латуни нужна достаточно нередко. Выполнить эту работу как надо могут далековато не все люди. Но познание особенностей и видов технологий дозволяет хотя бы проконтролировать получаемый итог.

Индивидуальности сварочных работ
Главная специфичность сварки латуни связана с ее хим составом. Это сплав таковых узнаваемых металлов, как медь и цинк. Когда материал нагревают, цинк начинает улетучиваться. Освободившийся размер заполняют разных размеров и форм поры. Но это лишь половина препядствия.
Куда ужаснее то, что цинк очень токсичен для человека. Поэтому приходится принимать особые меры, чтоб избежать отравления. Весьма важную роль играет серьезное соблюдение технологии.
В целом варят латунь приблизительно по той же схеме, что и ординарную медь. Если слой сплава не превосходит 1 см, преждевременный прогрев его не будет нужно.

Подготовка
Сварить латунь можно даже в домашних критериях, но для этого придется провести кропотливую подготовку. Толстые конструкционные изделия непременно нужно прогревать в том месте, где будут заниматься сваркой. Этот прием улучшает свойство шва и обеспечивает завышенную надежность соединения. Если толщина листов велика, необходимости в отбортовке нет. Но меж составными частями обязана сохраняться дистанция не наиболее 2 мм.
Если используют подкладку, придется созодать зазор несколько больше. В особенности крепкие конструкции отрабатывают методом обоесторонней сварки. Неправильная оценка отдельных характеристик приведет к серьезнейшим дилеммам. Поэтому толстые конструкции должны варить лишь приготовленные мастера со стажем.

Описание технологий сварки
Методика сваривания латуни практически не зависит от определенного варианта выполнения работ. Действовать в любом случае придется очень стремительно. Если варить сплав медлительнее чем по 0,15 м в минуту, свойство стремительно свалится. Это выражается в ускоренном улетучивании цинка и активном развитии пористости. Вертикальные элементы из латуни варят строго снизу ввысь.
Точки стыка по мере надобности добавочно разогревают. Потолочная сварка категорически исключена.
Склонность латуни закипать и вытекать очень вредит при проведении сварочных работ.
Подбор технологии определяется:
- индивидуальными пожеланиями;
- шириной листа;
- предполагаемыми чертами готовой конструкции.


Электродуговая
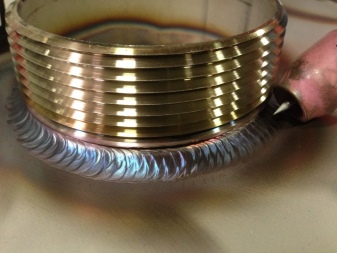
Желаемым вариантом сварки латуни электродуговым методом будет внедрение электрода из латунной же проволоки. Принципиально: в ней обязано находиться как минимум 40% цинка (по массе). Добавочно должны содержаться алюминий, свинец, марганец, железо. По электродам безпрерывно движется электронный ток прямой полярности. Предпочтительна работа «недлинной» дугой из нижнего положения.
Дугу поддерживают при силе тока 250 А. Таковой параметр оптимален для электродов длиной 5 мм. Схожее соотношение гарантирует скорость проходки швов как минимум 0,3 м в минуту. Когда основная технологическая операция завершена, шов требуется добавочно подвергнуть проковке и разогреву на 600-650 градусов. Это дозволит существенно сделать лучше свойства готового изделия.

В неких вариантах для работы употребляют буру. Схожая защитная смесь может значительно облегчить выполнение даже самых сложных работ, в том числе весьма сложное соединение разных «капризных» металлов. Разогретая бура плавится и образует соли. Позже они кристаллизуются на поверхности. Убрать остатки такового слоя не очень трудно.

Аргоновая
Изготовка сварных латунных швов в аргонной среде считается более высококачественным вариантом. Нужно это решение и для работы с иными медными сплавами. Здесь может быть применение как плавких, так и не подверженных плавлению электродов. Неплавкие детали используют в большей степени из вольфрама. Хорошим присадочным материалом для таковых манипуляций считается бронзовый пруток БрКМц-3-1.

Для работы с весьма сложными сплавами рекомендуется использовать присадки такого же состава, что и само изделие.
Варить латунь и бронзу в среде аргона требуется строго в один слой. Но созодать необходимо не цельный шов, а отдельные поочередные участки. Огромное внимание нужно уделять точности и аккуратности выполнения работы. При неосмотрительных манипуляциях велика возможность прожечь материал.
Отчасти восполнить эту опасность помогает внедрение длинноватой дуги. Силу тока на свариваемых участках снижают плавненько. Наиболее неопасно варить аргоном латунь шириной выше 5 мм. Для наиболее тонких конструкций схожий способ непрактичен. Иногда вернее возвратиться к классической электродуговой методике.

Газовая
Обработка латуни и бронзы в обыкновенной газовой среде полностью вероятна, но работать тогда придется очень стремительно и верно. Средняя рациональная скорость — 0,25 м в минуту. Поперечные колебания совершать недозволено. Горелка обязана идти под углом 90 градусов к поверхности на всем протяжении шва. Присадочную проволоку нужно держать под углом 30 градусов по отношению к обвариваемым кромкам.
Не считая обзора способов, нужно учитывать еще несколько наиболее личных тонкостей. В неких вариантах употребляют медно-фосфорный припой. Его завышенная текучесть гарантирует установление потрясающих связей на межмолекулярном уровне. Добавочно поддерживается проникновение в самые маленькие трещинкы и остальные недостатки. Готовый шов весьма устойчив к коррозии и прочен механически.


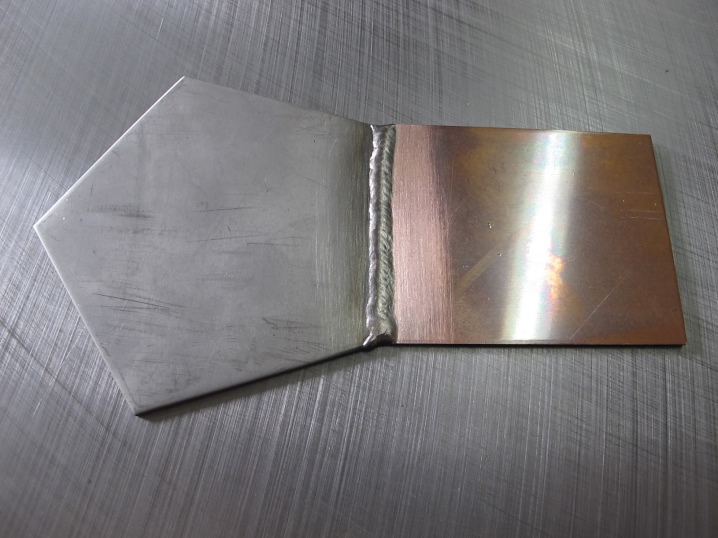
В ряде всевозможных случаев возникает необходимость сварки латуни и стали. Для нее берут:
- ацетилен-кислородную либо пропан-кислородную горелку;
- прутки серии Л69;
- буру.
Латунью лудят железные составляющие. Позже берут ту же горелку, ту же присадку и приваривают нужные железные детали со особым слоем.

Бояться насыщения стали углеродом в значимых размерах не стоит. Неувязка решается внедрением нейтральной либо слегка окисленной (по продуктам) реакции горения.
Рекомендована аргонодуговая сварка с присадкой, богатой цинком и марганцем.
Достаточно почти все люди прибегают к сварке латуни способом TIG. Рекомендуется не DC, а AC режим, поэтому что он дозволяет получить очень незапятнанный шов. Но нужно учесть, что выгорание цинка затрудняет розжиг дуги. Вообщем, наилучший вариант — все равно внедрение газовой сварки. Почти все отзывы опытнейших сварщиков молвят, что варить латунь методом TIG очень мучительно.

Советы
Когда необходимо заделать трещинку в латунной конструкции с помощью электросварки, используют или графитированные, или имеющие толстое покрытие электроды. 1-ый вариант дозволяет варить нетолстые изделия даже без помощи присадочной проволоки. Время от времени употребляют угольные электроды. Процедура работы с ними не различается от аналогичной сварки меди; припоем становится латунная проволока.
Чтоб лучше сварить латунь электродуговым методом, необходимо:
- за один проход сваривать не наиболее 3 мм сплава;
- за ранее подогревать толстые конструкции до 200-300 градусов;
- прорабатывать тонкостенные материалы в один проход.


Тонкостенные элементы, также трубы можно соединять основным образом газопламенной сваркой. В пламени должен быть переизбыток кислорода, который компенсирует уход огромного количества цинка.
Флюс готовят, используя прокаленную буру с вхождением борной кислоты. Смесь вначале суха; перед самым применением ее разводят водой до подходящей концентрации. Пастообразный состав придется наносить мягенькой кисточкой на необходимое пространство.
Готовясь к сварке латуни в среде аргона, нужно весьма кропотливо приготовить надлежащие места. Убрать окислы поможет травление слабенькой азотной либо соляной кислотой. Принципиально: меж действием кислоты и самой сваркой обязано проходить как можно меньше времени.
При работе в помещении весьма принципиальна высококачественная вентиляция. Но даже она не высвобождает от использования защитных очков и респираторов.

О том, как производится сварка латуни, смотрите дальше.
Секреты популярности прохладной сварки для металлов
Во время строительства и ремонта появляются ситуации, когда недозволено проводить соединение железных конструкций и деталей сварным швом при больших температурах. Другим вариантом для получения надежного крепления является прохладная сварка. В чем предпосылки популярности способа, поможет осознать подробное знакомство с чертами применяемых материалов и технологией проведения работ.

Что представляет сварочный состав, свойства и виды
Основой для сцепления железных частей вместе служит особый клей. Он представляет собой пластичную массу, глубоко проникающую вовнутрь сплава. Под воздействием составляющих компонент разрушается оксидная пленка и появляется крепкая кристаллическая сетка. Процесс склеивания идентичен со сваркой давлением. Разработка применяется для соединения цветных, темных и нержавеющих металлов.
Состав клеящих композитов
- Эпоксидка. Компонент, обеспечивающий однородность структуры, сцепление частиц состава, и его пластичность.
- Отвердители. Вещества, ускоряющие полимеризацию и затвердевание клея.
- Наполнители. Железные либо минеральные порошки, повышающие крепкость шва, устойчивость к действиям, температуру выдержки.
- Пластификаторы. Ингредиенты, придающие пластичность и увеличивающие сопротивляемость к ударам и механическим действиям.
Работу с каждым отдельным видом клея нужно проводить в согласовании с технологической аннотацией. Эксплуатация обработанных объектов обязана осуществляться с соблюдением критерий, рекомендованных производителем.

Разновидности прохладной сварки для сплава
По смеси клей для сваривания бывает водянистый и жесткий. В первом случае продукт представляет собой два компонента, которые смешиваются вместе перед применением. Жесткая клеевая масса продается в виде однородной либо двухслойной пасты. Оба состава опосля высыхания образуют крепкое крепление.
- Всепригодная. Клей, в состав которого входят полимеры. Материал подступает для сцепления железных, пластмассовых, резиновых поверхностей.
- Авто. Композит, предназначенный для заделки щелей и ликвидации незначимых повреждений на железных частях автотранспорта.
- Высокотемпературная. Сварка, отличающаяся завышенной вязкостью и стойкостью к действию больших температур. Сварной шов опосля застывания выдерживает t от -60°C до +1500°C.
- Водостойкая. Данный вид клея имеет двухкомпонентный состав, не теряющий прочности при неизменном нахождении в воде. Это безупречный материал для ремонта коммуникационных сетей.
Готовая масса для склеивания стремительно становится непригодной к применению. Потому нецелесообразно перед началом работ созодать заготовки в большенном объеме.
- Точечный. Употребляется для устранения маленьких зазоров, сваривания маленьких деталей с большими объектами.
- Шовный. Для ремонта герметичных тонкостенных емкостей и сосудов.
- Тавровый. Применяется для фиксации шпилек, обмоток трансформатора, шинопроводов.
- Стыковой. Употребляется для сварки проводки, замыкания концов, образования колец.
- Сварка сдвигом. Подступает для ремонта водопроводов и труб системы отопления.
От состава клея зависит способность сварного шва выдерживать определенный спектр температур. Эти величины указываются на упаковке продукта. Соблюдение допустимых малых и наибольших характеристик гарантирует крепкость и надежность крепления.

Индивидуальности прохладной сварки для алюминия
Соединение заготовок из этого сплава при помощи гаек и болтов не постоянно образует крепкое крепление. В тех вариантах, когда нет способности применять электродуговую сварку, дюралевые заготовки скрепляются особыми клеевыми составами. С помощью их стремительно и отменно появляется надежный сварочный шов.
Данный метод дозволяет без подготовки стремительно и отменно получить неразъемное соединение. Ее применение животрепещуще для устранения аварийных ситуаций и поломок.
Клей для алюминия выпускается в виде мастики либо густой воды. В его состав входят:
- эпоксидная клеевая база;
- стиральный порошок, упрочняющий соединение;
- особые присадки, повышающие устойчивость к высочайшим температурам и брутальным средам.
Составляющие, находящиеся в мастике, присваивают застывшему покрытию завышенную крепкость. Сварной шов превосходит по прочности сам сплав.
Опосля окончания работы нужно кропотливо очистить инструмент и пространство сварки дюралевых поверхностей от излишнего клея. Избавиться от излишков и наплывов материала опосля засыхания весьма трудно.
Теплостойкая прохладная сварка для сплава
Высокотемпературные клеевые составы обширно употребляются в промышленной сфере и для ремонта в быту. Основное отличие теплостойкого клея – способность создавать шов, выдерживающий температуру выше 1000°C. Составляющие, входящие в смесь, делают лучше эксплуатационные свойства материала. Под действием экстремально больших температур, крепкость сварного соединения возрастает.
Композит поступает в продажу в готовом виде. Перед его применением не требуется специальной подготовки и перемешивания. Затвердевшая поверхность не поддается коррозии и действию брутальных сред. Места склеивания просто шлифуются песком.
При выбирании клеевого состава, нужно учесть температуру плавления самого сплава. Не имеет смысла брать клей с термостойкостью, превосходящей этот показатель у обрабатываемых деталей.

Как избрать прохладную сварку для сплава
- тип свариваемых поверхностей;
- малые и наибольшие границы температур, пригодных для эксплуатации;
- срок годности;
- время, нужное для проведения работы;
- период полного застывания композита.
Клей поступает в продажу в упаковке различного размера и размера. Расход материала рассчитывается исходя из мало допустимой плотности нанесения состава.
Наилучшая прохладная сварка для сплава
- «Контакт». Двухкомпонентная прохладная сварка из полиэпоксидной смолы и отвердителя. С ее помощью восстанавливают форму обрабатываемого объекта, избавляют полости и герметизируют соединения. Клей-пластилин различается стойкостью к действию воды, растворителей и нефтепродуктов. Материал поступает в продажу в готовом к использованию виде. Не считая металлов и сплавов склеивает: стекло, дерево, фарфор, гранит, бетон, твердый ПВХ, мягенькие пластики. Сварной шов выдерживает эксплуатацию при t от-30°C до +160°C.
- Hi-Gear либо «Стремительная сталь». Продукт производства США (Соединённые Штаты Америки — государство в Северной Америке) состоит из 2-ух компонент, в состав которых заходит железный порошок. Затвердевшая поверхность композита устойчива к температурам до +260°C и действию брутальной среды.
- «Металлопластилин алюмополимерный». Клей завышенной вязкости содержит мелкодисперсную дюралевую пыль. Материал различается высочайшим сцеплением с цветными сплавами, стойкостью к действию воды, антифриза и бензина. Его употребляют для сварки высоколегированных нержавеющих сталей, алюминия, латуни и меди.
- «Эпокси-титан». Особо крепкий композит с регулируемой эластичностью. Он применяется для соединения: сплава, керамики, гранита, пластмассы, дерева. С его помощью накрепко заделываются трещинкы, отверстия в трубопроводах, радиаторах, крепежных элементах. Предел прочности застывшего шва при сдвиге составляет наиболее 30 МПа. Это дозволяет проводить сварку объектов, подверженных вибрации, деформации на извив и ударным перегрузкам.

{Инструкция} проведения прохладной сварки для сплава
- Пространство склеивания зачищается наждачкой.
- Железные поверхности обезжириваются спиртом либо ацетоном.
- Композит подготавливается к работе. Если клей двухкомпонентный и находится в различных тюбиках, их содержимое смешивается в отдельной посуде.
- Клеевая масса наносится на пространство сварки и плотно прижимается.
- Затвердевшая поверхность шлифуется.
Нанесение композита рекомендуется проводить поэтапно, несколькими слоями. Это содействует увеличению прочности соединения.
Секрет популярности прохладного сваривания
- простота в использовании;
- стойкость приобретенного соединения к коррозии и действию брутальных сред;
- соответствие нормам экологической сохранности;
- экономия издержек на газ и электроэнергию;
- затвердевание поверхности в течение 3 часов;
- отсутствие отходов опосля окончания работ;
- податливость обработке песком.
Для того чтоб проводить прохладную сварку, не требуется доп оборудование и проф подготовка.

Заключение
Применение прохладной сварки не способно вполне поменять классические методы. Благодаря бесспорным плюсам композитных материалов, они подступают для восстановления и ремонта железных конструкций и частей.
Какими методами делается сварка латуни
По структуре латунь представляет собой сплав 2-ух природных металлов – цинка и меди в различных пропорциях. Часто для придания конечному продукту различных параметров в малых толиках добавляются другие элементы, от марганца до железа.
Латунные изделия обширно употребляются во всех отраслях современной индустрии, в силу что нужна таковая услуга, как латунная сварка. Этот процесс технологически непростой, он связан с некими рисками:
- образованием оксидной пленки из цинка;
- закипанием и следующим испарением цинка;
- появлением пор и лакун в сварном шве.
Подобные препядствия решаемы при правильном подходе к процессу сварки изделий из латуни и соблюдении технологических требований.
Подготовка деталей
Шаг 1. В отличие от медных деталей процесс сварки латуни не просит прогрева заготовок по всей площади, довольно (при использовании толстых частей) подогреть края соединяемых частей.
Шаг 2. Рабочие кромки изделий, толщина которых наименее 1,5 мм, подвергают подготовительной обработке в виде отбортовки для роста толщины. Опосля этого края очищаются от оксидного налета, для что применяется особая щетка, не оставляющая частиц стали.
Шаг 3. Свариваемые элементы сопоставляются так, чтоб пайка латуни приходилась на зазор в 2 мм меж ними, образуя сварной шов. Если предполагается диффузный шов большей толщины, то зазор возрастает и употребляются особые прокладки.
В практике используются 5 методов латунной промышленной сварки изделий. 1-ые три из их употребляются в промышленных масштабах за счет высочайшей производительности и скорости проведения работ:
- Электродуговая сварка с внедрением электротока оборотной полярности с следующей проковкой стыка. латуни, выполняемая в инертной среде и применяемая для деталей шириной от 5 мм и наиболее.
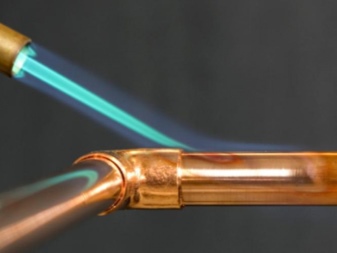
- Газопламенная сварка осуществляется с помощью газового резака, пламя от которого нагревает и сплавляет кромки частей.
Также используются такие технологии, как прохладная сварка и пайка латуни с внедрением припоя, но в силу низкой производительности, огромных временных и ресурсных издержек больше подступают для сварки в домашних критериях.





Индивидуальности электродугового способа
В данной технологии употребляются латунные электроды с толикой цинка в проволоке не наименее 40 %. Сварочный инверторный аппарат продуцирует неизменный электроток, который инициирует образование недлинной электродуги с силой тока 250 ампер. Сам процесс пайки изделий из латуни производится из положения снизу, скорость выкладки шва обязана быть не наименее 30 см за минуту. По окончании работ шов подвергается доп нагреву до 650 °C и проковывается, что увеличивает его крепкость.
Достоинства:
- способ употребляется для соединения деталей шириной не наиболее 3 мм, при большей толщине применяется локальный нагрев;
- высочайшая скорость сварки с возможностью сотворения однослойного шва.
Индивидуальности аргонодугового способа
Эта разработка является разновидностью электродуговой сварки, которая производится в инертной – аргоновой – среде. Латунь сваривается под аргоном с внедрением наименее дорогих, но наиболее износостойких вольфрамовых электродов. Газовая среда нужна для исключения контакта испаряемого цинка с кислородом, что исключает образование оксидной пленки.
Благодаря особенностям среды появляется уже длинноватая электродуга, которой создаются отдельные валки, складываемые потом в общий шов. Таковой подход дозволяет исключить риск прогорания сплава.
Достоинства:
- сварка латуни аргоном наименее накладная, главные издержки приходятся на приобретение специального сварочного аппарата. Также требуется материал для расплава в точке образования шва;
- обеспечивается высочайшее свойство соединения, в каком исключены поры и поверхностное образование оксидной пленки;
- опрятный наружный вид шва, по этому разработка часто употребляется при разработке частей декора.
Индивидуальности газосварочного способа
Если прошлые технологии сварки латунных изделий не подступают в силу разных обстоятельств, то применяется газовая методика. К примеру, при отсутствии электро энергии либо при сложностях с созданием аргоновой камеры. Процесс происходит за счет образования газоплазменной струи, которая подвергает кромки заготовок высокотемпературному нагреву и следующей спайке. Опосля выполнения работы требуется доборная чистка шва, на котором часто появляется оксидная пленка. Также принципиально учитывать, что в пламени отчасти выгорает цинк.
Достоинства:
- более обычной метод сварки, доступный даже начинающему сварщику;
- регулировка мощности пламени зависимо от характеристик сварки и черт изделий;
- всепригодная доступность технологии без сотворения особенных критерий в виде обеспечения током либо образования газовой среды.
Полезные советы по сварке латуни
Разумеется, что любая из промышленных технологий соединения изделий из латуни не является всепригодной, а просит сотворения определенных критерий. Но владеет своими плюсами, позволяя решать производственные задачки.
Принципиально держать в голове последующее:
- Толстые детали лучше за ранее прогревать по тем краям, которые станут основой для сварного шва.
- Создание шва производится снизу-вверх и в один проход с обеих сторон свариваемых заготовок с равномерной подачей материала расплава.
- При конечной обработке рабочей зоны нужно удалить образовавшийся шлам, для что употребляется щетка, не оставляющая частиц стали. Также следует проверить шов на пористость.
- При хоть какой технологии сваривания (не считая прохладной сварки) происходит выгорание цинка, который является ядовитым веществом. Потому нужно применять личные средства защиты и обеспечить лучшую вентиляцию рабочего помещения.
Остальные статьи
Гидроабразивная резка сплава: главные достоинства и разработка
Гибка сплава: главные виды технологии и достоинства
Аргонная сварка сплава — индивидуальности процесса и сварочное оборудование



























