Сверло для высверливания точечной сварки. Индивидуальности заточки

Спецам по кузовному ремонту известна ситуация, когда нужно снять элемент конструкции кара, прикреплённый к смежным деталям путём точечной сварки. Гидропробойником удаётся пользоваться далековато не постоянно, потому лучший вариант – особое сверло для высверливания точечной сварки, установленное в патрон электродрели.
Система
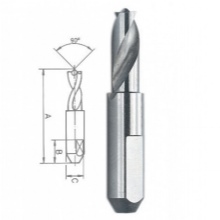
Сверло для точечной сварки опознать просто – его рабочий торец тонкий, а по оси имеется заточенный на конус 90º кернящий выступ, с помощью которого можно избавиться от более трудоёмкого шага – центровки сверла. Потому умельцы нередко для высверливания употребляют обыденные свёрла, заточенные особым образом.
Принципно вероятен и иной вариант высверливания точечной сварки – внедрение особых коронок. Таковой инструмент содержит в себе центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями. Предполагается, что поначалу юзер вдавливает керн в сплав, а потом, по мере погружения коронки в его толщу, производит высверливание сплава вокруг зоны сварного шва. Для придания инструменту нужной жёсткости, вся система заключена в оправку.
Выполним сравнительную оценку эффективности обоих способов высверливания, предполагая, что сплав коронки и сверла схож: быстрорежущая сталь Р18 (хотя инструменты такового рода делаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Желательно применять инструмент российского производства: китайские производители могут заместо быстрореза предложить совершенно иную сталь, типа 45Х с ожидаемо нехорошим концом.

Коронка для точечной сварки
Инструмент – довольно мощный, потому поначалу рекомендуется плотно придавить к поверхности детали центрирующий стержень, а потом, на малых оборотах, приступать к вырезанию сплава. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой делаются все кузовные детали, значительно упрочняется. Потому вдавливание в сплав центрирующего стержня востребует от работающего значимых усилий.
2-ая неувязка — неодновременность врезания зубьев коронки в сталь. Это происходит поэтому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в итоге теплового действия от электродов для контактной сварки. Итог – возможная эксцентричность высверленного отверстия.

Спецы рекомендуют за ранее кернить места высверливания (к примеру, с помощью шуруповёрта), так как нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совершенно в другом месте. В этом случае для операции нужно иметь два приводных инструмента.
Ещё одна неувязка при использовании коронок – их резвый перегрев, в итоге которого эффект термического расширения наращивает фактический размер приобретенного отверстия, и насадка трескается. Опосля использования, коронки нужно очищать от стружки.
Вообщем, не всё так плохо: коронки имеют обоестороннее выполнение, потому при затуплении довольно перевернуть инструмент на 180º, и продолжать работу этим же комплектом.

Сверло
Инструмент для таковых целей состоит из трёх участков:
- Керна (его высоту выбирают так, чтоб она была не наименее толщины сплава детали, обычно довольно 2…3 мм).
- Главный режущей части. Она быть может обыкновенной либо с напылением нитридом титана, в этом случае долговечность сверла приметно возрастает, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Разработка высверливания в этом случае несколько упрощается: сначала керн внедряется в сплав изделия, а потом боковыми гранями сверла производится требуемая операция. В этом случае основная неувязка – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.

При выбирании в пользу сверла для точечной сварки нужно за ранее оценить точность расположения керна, для чего же подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм. Несоосность приводит к тому, что часть сверла работает по незакалённому сплаву, а поэтому перегрузка на инструмент распределяется неравномерно. Также придётся затрачивать больше времени на повторяющуюся заточку сверла и фактически керна, кропотливо выдерживая его угол при верхушке и высоту.
Используя сверло для высверливания точечной сварки, также будет нужно изменять число оборотов дрели: сначала оно обязано быть маленьким, до 700…800 мин -1 . Тем не наименее, суммарная трудоёмкость операции всё равно меньше, чем в прошлом варианте, а для высверливания довольно применять лишь один электроинструмент – дрель.
SUMAKE 6654-43 сверло 8 x 8 мм для сварных точек
Сверло 6 мм для фрезования сварных точекНазначение:Сверла из высокопроизводительной быстрорежущ..

Фреза 10 мм для сварных точекНазначение:Для отсоединения соединенных точечной сваркой железных ..
Похожие продукты

Сверло 6 мм для фрезования сварных точекНазначение:Сверла из высокопроизводительной быстрорежущ..
Сверло 8 мм для фрезования сварных точек, 10 штНазначение:Сверла из высокопроизводительной быст..
Фреза 10 мм для сварных точекНазначение:Для отсоединения соединенных точечной сваркой железных ..

Сверло 8мм для пневматических машин SpotleНазначение:Сверла из высокопроизводительной быстрореж..

Фреза (сверло) D=8 х 8 мм, L=45 мм для высверливания точечной сваркиОписание сверла для высверлива..
Главные группы
Служба саппорта
Контакты
- Москва, ул. Верейская д.29 стр.1
О магазине
Веб-сайт Гартулс принадлежит Торговому дому «АвтоФорс» и работает с 2008 года. Мы хотим предложить широкий диапазон инструмента и оборудования как для авто сервиса, техцентра, гаража, так и для бытового внедрения.
Сверла для высверливания точечной сварки

В современной индустрии и в сфере автопромышленности обширное применение отводится методике соединения деталей с помощью выполнения точечной сварки. В итоге таковой сварки соединение выходит крепким и долговременным, при всем этом сам процесс сварки производится достаточно стремительно, что гласит о высочайшей производительности методики. Часто появляются ситуации, когда приваренную при помощи точечной сварки деталь нужно отсоединить, к примеру, при выполнении кузовного ремонта кара. Почаще всего таковой вопросец решается при помощи внедрения гидропробойника, но внедрение его не постоянно может быть. В этом случае участки сварки высверливают особым сверлом. Для работы нужно установить сверлильный инструмент в электродрель и выполнить сверление на неспешных высокоскоростных оборотах – через пару минут опосля выполнения таковой манипуляции сваренные точечной методикой части можно будет отсоединить друг от друга.

Индивидуальности
Сверло для высверливания точечной сварки применяется для удаления неразъёмного сварочного соединения. Таковая фреза дозволяет выполнить аккуратную рассверловку сварочной точки, не нанося таковыми действиями значимых повреждений поверхности детали. Часто для отсверловки используют инструмент поперечником 8 мм. Отыскать схожий сверловочный инструмент можно в профильных торговых точках, но его стоимость может оказаться достаточно высочайшей. Но приобретённое сверло окупит ваши издержки, существенно облегчив функцию снятия деталей, соединённых меж собой точечной сваркой.
Не считая того, крепкую железную фрезу можно подвергнуть заточке – инструмент выдерживает несколько циклов затачивания и сохраняет свои изначальные характеристики.



Главные достоинства фрезы для удаления креплений точечной сварки.
- Делать работы по высверливанию сварки можно без подготовительного формирования углубления в сварочной точке, другими словами без накернивания. Таковая изюминка сверла является комфортной, потому что сберегает кучу времени и сил.
- Работать сверлом можно долгое время, осуществляя последовательное высверливание сходу нескольких сварочных точек попорядку. Даже при нагреве сверло не утрачивает собственных параметров.
- Период эксплуатации инструмента достаточно высочайший, потому что это изделие делается из прочных марок стали и владеет возможностью к неоднократным циклам затачивания.
- Опосля рассверливания сварных точек демонтированная деталь остаётся сохранённой к повторному использованию. Не считая того, поверхность 2-ой заготовки, к которой была присоединена демонтируемая деталь, не повреждается, и её вновь можно применять по предназначению.


Инструмент, предназначенный для демонтажа точек сварки, изготавливают из легированной стали с добавлением титанового напыления. Выпускаются 2 вида такового инструмента: с одной рабочей стороной или обоестороннее. Поперечникы сверла различны – они могут быть 6, 8 и 10 мм. Выбор поперечника сверла зависит от того, какой размер у сварной точки, которую придется высверливать. При всем этом к поперечнику объекта высверливания добавляют добавочно до 1,5 мм.
По собственному строению сверловочный инструмент имеет 3 главные части.
- Область керна. Высоту данной для нас части необходимо подобрать таковым образом, чтоб она превосходила толщину детали на 2 мм.
- Режущая часть. Для усиления данной для нас области на сплав наносят титановое напыление, что в значимой мере крепит сверло, продлевает его износостойкость и дозволяет работать инвентарем вне зависимости от его нагрева.
- Область крепления. Эта часть предназначена для закрепления сверловочного инструмента в держатель электронной дрели.
По зрительным признакам отличить инструмент, предназначенный для демонтажа точек сварки, от остальных сверловочных аналогов достаточно просто – ось инструмента имеет конусообразный вид, с углом 90°, тогда как рабочая торцевая часть у сверла плоская.


Как работать?
На 1-ый взор обычная разработка внедрения инструмента, предназначенного для демонтажа точек сварки, имеет несколько особенностей. Спецы придерживаются в собственной работе последующих правил.
- Для работы употребляется электронная дрель, у которой есть возможность для регулировки скорости оборотов.
- Работу по высверливанию недозволено делать на огромных высокоскоростных оборотах, потому что штырь инструмента при всем этом быть может сломан из-за большенный перегрузки.
- Для выполнения процесса сверления сверло устанавливают к точке высверливания в строго перпендикулярном положении. Никакие отличия во время работы недопустимы, потому что это может разрушить поверхность высверливаемой детали.

Перед началом выполнения сверловочных работ рабочую поверхность необходимо приготовить. Делают это последующим образом.
- Поверхность очищают от загрязнений и слоя краски – это в значимой степени повысит свойство результата работы и понизит возможность того, что инструмент соскочит во время сверловки. Зачистку делают при помощи наждачной бумаги.
- Хотя сверло можно применять без подготовительного кернения участка сверления, для удобства работы эту функцию время от времени делают, используя с данной для нас целью отдельный керн.



Перед началом работы нужно оглядеть все точки сварки и найти, инструмент какого поперечника будет нужно применить для высверливания.
Невзирая на то, что самым ходовым поперечником инструмента является размер 8 мм, могут пригодиться и остальные поперечникы.

Когда предварительные работы будут окончены, можно приступать к высверливанию. Для этого сверловочный инструмент ставят в патрон электродрели и наставив рабочую часть инструмента к точке сварки, плотно прижав сверло, начинают сверлить, стартуя с малых оборотов. В процессе выполнения сверловки принципиально не спешить и смотреть за тем, чтоб не просверлить железную деталь насквозь. Опосля окончания процесса высверливания точек сварного крепления, последующим шагом будет отделение одной детали от иной.
Следует принимать во внимание, что фреза не просверливает точку сварки стопроцентно насквозь, как это делает обыденное сверло, принцип её деяния другой – она сверлит по кругу в области точки сварки и дозволяет отделить деталь от основания. Опосля того как детали будут разъединены, оставшийся сплав от сварки срезают болгаркой или отрезным шлифовальным диском, а в неких – в особенности сложных – вариантах для разделения деталей употребляют зубило с молотком.



По мере необходимости высверливания лицевой части сварочного крепления употребляют сверло, у которого имеется типичный конусовидный выступ в виде носика, при помощи которого центровка сверла удерживается в подходящем положении. При всем этом сама заточка сверла – плоская.
Ещё одним действенным методом демонтажа точек сварки считается внедрение маленький коронки с заточенными зубцами. Это приспособление имеет в собственной конструкции подпружинивающийся упор с центровкой, выполняющий роль ограничителя. Его можно регулировать при помощи специальной опции. Коронка во время работы удаляет лишь область точки сварки, при всем этом не затрагивая излишние части сплава детали.
Коронку используют в тех вариантах, когда пользоваться сверлом бывает проблематично из-за повреждения демонтируемой детали – в этом случае найти места точечной сварки бывает трудно.



Как заточить?
Как и хоть какой режущий агрегат, инструмент, предназначенный для демонтажа точек сварки, нуждается в обслуживании. При затуплении режущих поверхностей производится их заточка, если выполнить эту функцию верно и аккуратненько, то инструменту можно продлить срок эксплуатации, сохранив при всем этом все его режущие характеристики.
Процесс затачивания инструмента для удаления точечной сварки последующий:
- проводится подготовительная зачистка острия сверла наждачкой;
- режущие боковые поверхности инструмента стачиваются с помощью абразивного круга – эту манипуляцию необходимо делать весьма аккуратненько, чтоб сохранить угол заточки режущей кромки инструмента;
- инспектируют свойство затачивания и ровность режущих поверхностей сверла;
- производится процесс обработки всех краёв сверла с неизменным контролем в процессе работы центровки инструмента, чтоб избежать переточки его с одной из сторон.
Затачивание сверловочного инструмента нужно делать аккуратненько. Если нарушить угол заточки режущей части, то сверло придет в негодность.
Если у вас нет самостоятельного навыка точения режущих инструментов, сверло для затачивания можно дать в специализированную мастерскую.

О том, как заточить сверло для высверливания точечной сварки своими руками, вы сможете выяснить из видео ниже.



























