Сварка узкого сплава электродом
Листовой сплав может применяться для получения самых разных изделий. Примером можно именовать варку кузова кара, получение емкости для воды и некие остальные моменты. Работа с узким листовым материалом делает достаточно огромное количество заморочек. Перед тем как приступить к выполнению работы сварщик должен подобрать более пригодный электрод, избрать соответственный режим работы аппарата. Лишь при учете всех этих моментов можно получить высококачественное изделие, которое будет соответствовать всем установленным эталонам.

Индивидуальности работы с листовым железом
Не все спецы способны работать со сталью, толщина которой составляет 1-1,5 мм. Для того чтоб получить требующееся изделие при применении схожих заготовок необходимо знать индивидуальности процедуры. Индивидуальности сварки узкого сплава соединены со сложностями, которые заключаются в нижеприведенных факторах:
- Прожоги можно именовать самым всераспространенным недостатком, который можно повстречать при работе с узким сплавом. Схожая неувязка связана с возникновением сквозных отверстий. Предпосылкой возникновения подобного недостатка может стать неверный выбор расходного материала и режима работы.
- Расплав валика, неравномерное его распределение по поверхности может привести к понижению прочности и плотности. Процесс варки узкого сплава приводит к образованию сварочной ванной возникает расплавленный сплав, который под силой тяжести проваливается на другую сторону. Из-за этого свойство соединения значительно понижается.
- Непровары получаются в случае, когда сварщик торопиться для того, чтоб избежать возникновения остальных изъянов. За счет подобного недостатка крепкость соединения значительно понижается, падает плотность. Как и в почти всех остальных вариантах, в рассматриваемом решить делему можно методом правильного выбора режима работы инвертора и электродов.
- Деформация поверхности. Из-за маленький толщины листов они начинают стремительно перенагреваться, за счет что происходит изменение кристаллической сетки. Схожая ситуация становится предпосылкой вытягивания листа. Конкретно потому сварка узкого сплава электродом не приводит к получению высококачественного изделия, если не решить делему с схожей деформацией заготовки. В неких вариантах можно провести прохладную правку при использовании молотков с резиновой рабочей частью, но достигнуть высококачественного результата будет достаточно трудно.

Пример сварки узкого сплава
Все приведенные выше задачи могут привести к суровым последствиям. Конкретно потому сварщик должен отработать свои способности на наименее ответственных изделиях.
Техники и способы сварки тонких листов металлов
Сварка узкого сплава электродом может проводиться при применении разных технологий. Почти всегда они исключат возможность возникновения прожога, другими словами долгого действия высочайшей температуры в одной точке. Сварка листового сплава может проводиться последующим образом:
- При очень маленький толщине материала следует проводить варку маленькими участками. Не считая этого, могут проводить сварку и шахматным порядком. Применение схожей технологии дозволяет умеренно распределить тепло.
- Для того чтоб избежать проваливания сварочного шва применяется особая подложка. Стоит учесть, что в ее качестве не может применять сплав, потому что он приваривается.
- Приподнять силу тока можно лишь при использовании прерывающейся дуги. За счет импульсного действия реально избежать возможность перегрева узкого материала.
- Показатель силы тока должен составлять 30 А и не наиболее.

Сварка тонких листов сплава обязана проводиться лишь опосля того, как разработка была испытана и отточена на разных заготовках. Лишь опосля этого можно приступать к выполнению работы.
Сварка оцинковки
Больше всего проблем возникает в случае, когда сварка тонколистового сплава обязана проводиться в случае, когда материал оцинкован. Легирующие вещества значительно изменяют главные свойства сплава. Посреди особенностей работы с узким материалом можно отметить нижеприведенные моменты:
- При сварке следует вначале снять на кромках слой цинка. Это можно создать при применении абразива.
- В неких вариантах покрытый цинком слой снимается методом прожига сварочным аппаратом.
- Проводить рассматриваемую работу следует только на улице либо в помещении с действенной вытяжкой. Эту рекомендацию можно связать с тем, что из-за действия высочайшей температуры могут создаваться разные токсины (Токсин др.-греч. (toxikos) — ядовитый — яд биологического происхождения).
Сварка узкого сплава инвертором в случае, когда поверхность покрыта цинком, обязана проводиться также при выбирании низкого показателя силы тока. Не считая этого, уделяется внимание выбору наиболее пригодного инвертора.

Сварка узкого сплава инвертором
Производить сварку тонких можно при применении самых разных технологий, они все исключат возможность долгого действия высочайшей температуры на одном участке. Если нужно сварить покрытый цинком узкий сплав, то придется провести его подготовительную чистку.
Применяемые электроды
Электроды для сварки узкого сплава необходимо выбирать с особенной осторожностью. Это соединено с тем, что даже мелкое отклонение от установленных норм приводит к возникновению суровых изъянов. При рассмотрении того, каким электродом варить сплав 2 мм отметим последующие моменты:
- При выбирании низких характеристик тока более пригодными электродами можно именовать варианты выполнения с поперечником от 2 до 3 мм. Это соединено с тем, что очень большенный показатель приводит к затуханию дуги.
- Хорошим показателем температуры в зоне сварки можно именовать 170 градусов Цельсия. Этого полностью довольно для прокалывания стали, но при всем этом ее структура не преобразуется. За счет оказания подобного действия покрытие начинает плавится умеренно, сварщик может изменять форму шва.
- Почти всегда употребляется электрод, который имеет высококачественное покрытие. Часто используемая разработка предугадывает внедрение разрывестой дуги, за счет что сварочная ванная имеет маленькие размеры.

Электроды для сварки 2 мм
Сварка узкого сплава инвертором может проходить лишь при использовании особых электродов, которые сумеют стабилизировать дугу.
Выбор режимов и электродов
Бывалые сварщики не только лишь могут верно работать с узким сплавом, но верно выбирать режимы и электроды. Чертами этого момента назовем последующее:
- Высочайший показатель силы тока приводит к увеличению температуры в зоне контакта дуги с обрабатываемой поверхностью, в итоге что появляется прожиг.
- Очень маленький показатель приводит к тому, что дуга плохо формируется. Потому работа протекает трудно.
- Нехорошие электроды также могут привести к возникновению огромного количества изъянов различного типа.
Лишь при правильном выборе режимов работы и пригодных электродов можно исключить возможность деформации узкого сплава под действием высочайшей температуры.
Режимы аппарата и характеристики сварки
Бывалые сварщики знают, какие опции аппарата разрешают добиться требующего результата. Методом проб и ошибок были выведены более рациональные характеристики. Они все указываются в определенной таблице. К иным особенностям данного вопросца назовем последующие моменты:
- Сила тока обязана быть меньше, чем при работе с толстым сплавом.
- Непревзойденно себя проявляют инверторы, которые могут работать при переменном напряжении. Не считая этого, выбирается высочайшая частота тока.
- Если применяемое оборудование дозволяет устанавливать пусковой значение, то оно обязано быть на 20% меньше. Это соединено с тем, что при пуске устройства нередко происходит прожиг узкого сплава. Если схожий режим отсутствует, то разжигать электрод можно на толстом материале, опосля что перейти на требуемый.
- Малые токи разрешают избежать достаточно огромного количества заморочек. Примером можно именовать выбор значение от 10 до 30 А.

Сварка в импульсном режиме
Не считая этого, может применяться импульсный режим. Он сформировывает прерывающуюся дугу, потому что аппарат сам регулирует ее подачу. За счет прерывания сварки можно понизить температуру нагрева.
Техника сварки
Уделяется внимание также и используемой технике сварки. Современное оборудование для сварки дозволяет устанавливать требующиеся характеристики для работы с узким сплавом различного типа. Посреди особенностей проводимой работы отметим последующие моменты:
- Необходимо верно подводить края соединяемых частей.
- Нередко соединение в стык проводится методом прожога. Схожая разработка подступает для опытнейших юзеров.
- Если можно, то пластинки располагаются внахлест. В этом случае исключается возможность прожога. Электрод рекомендуется контактировать с нижним изделие, за счет что увеличивается свойство соединения.
Выделяют несколько всераспространенных способов сварки. Примером можно именовать:
- При малом силе тока стержень двигают строго по шву.
- При повышении показателя обработка проводится прерывающейся дугой.
- Для понижения вероятности деформации шва сварка проводится в шахматном порядке.
В неких вариантах можно применять подложку, которая также понижает возможность прожога узкого сплава. Уменьшение длины дуги понижает возможность перегрева обрабатываемого участка. Электрод следует держать под углом 45 градусов.
Препядствия сварки тонкостенных изделий
Не рекомендуется проводить схожую работу при отсутствии требующихся способностей. Более всераспространенными неуввязками можно именовать:
- Формирование мощного наплыва. Сварочная ванная может расплываться и даже проваливаться. Потому схожему моменту уделяется много внимания.
- Прожиг узкого материала происходит при сильном точечном нагреве. Обычно, схожая неувязка возникает в случае выбора высочайшего показателя силы тока.
- Возникновение низкокачественного валика. Надзирать маленькую дугу довольно трудно, как и распространение расплавленного материала.
Если расстояние меж изделием и стержнем огромное, то это может привести к формированию длинноватой дуги. Она характеризуется наиболее высочайшей температурой действия в зоне плавки.
В заключение отметим, что главные задачи реально избежать при наборе опыта, использовании современного аппарата и наиболее пригодного электрода. это соединено с тем, что новейшие инверторы разрешают устанавливать рациональные значения силы тока. Не считая этого, высококачественные электроды сформировывают размеренную дугу даже при низкой силе тока. Потому не стоит скупится на приобретении расходных материалов, потому что в неприятном случае получить высококачественный шов будет довольно трудно.
Специфичность сварки инвертором узкого сплава
 Виды сварки
Виды сварки
При выполнении сварной операции приходится придерживаться других правил, нежели при сварке толстостенных конструкций, что осложняет подбор режима и вида электродов. Но если не учесть специфику сваривания тонколистового сплава при работе, получить качественные швы не получится.
Специфичность сварки тонких металлов инвертором
Лист сплава признается узким, если его толщину не превосходит показатель 3 мм.
Огромное число конструкций различного предназначения делается из стали с таковой шириной:
- кузова легковых каров;
- емкости для хранения различного рода жидкостей;
- трубки малеханького поперечника и др.
Сварка тонколистового сплава на больших промышленных производствах реализуется при помощи специального оборудования, способного обеспечить сварному шву рациональные характеристики: долговечность, крепкость, стойкость к механическому действию, коррозии. Такое оборудования стоит огромных средств, потому не применяется в бытовых целях.
Мастера в домашних критериях могут использовать автоматическую сварку, но почти всегда все таки работа с тонкостенным изделием осуществляется ручными агрегатами.
Настолько специфичный по характеристикам материал просит от мастера определенных способностей, по другому сделать качественные швы на тонких железных листах ручной сваркой не выйдет.
Сварка жести с незначимой шириной в маленьких ремонтных мастерских, на СТО либо в домашних критериях на даче может сопровождаться рядом заморочек, если не обладать определенными аспектами процесса.
Схема сварки узкого сплава.
Опишем их тщательно:
- Очень принципиально выставить правильные опции на инверторе и подобрать животрепещущий определенным условиям электрод.
Если этого не изготовлено, можно пропалить сплав либо бросить на нем непровары. Ввиду особенной тонкости свариваемого материала он нередко прожигается, из-за что изделие сквозит дырами. Подобные оплошки происходят при неверном подборе силы тока и неспешном ведении электродом по поверхности. - Нередко сварка железных листов шириной 2мм осложняется другой неувязкой – с оборотной стороны свариваемой поверхности выступают валикообразные наплывы, не глядя на то, что с лицевой части сварной шов смотрится совершенно.
Происходит это из-за того, что сплав сварочной ванны тонкостенных профилей под воздействием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Поправить ситуацию можно при помощи специальной подложки, понижения силы тока, конфигурации техники выполнения сварного шва. - При перегревании листовой стали расширяются межмолекулярные составляющие материала с шириной 1 мм, что ведет к его деформации.
Система растягивается в зоне перегрева, поверхность идет волнами, потому что края изделия остаются прохладными. В случае не ответственных изделий можно попробовать поправить форму резиновыми молотками, но в остальных ситуациях будет нужно применить определенное чередование наложения сварного шва по всей его длине.
Если торопиться при прохождении стыка, можно бросить не проваренные участки, что понижает плотность сварного шва и делает изделие непригодным для заполнения жидкостями. Не прожечь при сварке поверхность и сделать вправду долговременный шов дозволит верный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить сплав, можно попортить изделие. Ведь от корректности подбора сварной проволоки почти во всем зависит будущие эксплуатационные характеристики железной конструкции.
Лучший вариант для сварки тонкостенных железных изделий является электрод с поперечником 2-3 мм и высококачественным покрытием.
На заметку! Сварочные работы производятся на пониженных токах, потому электроды с поперечником 4-5 мм будут подавлять электронную дугу и не дадут ей пылать в обычном режиме.
Общие принципы сваривания тонких листов сплава инвертором
Сварка узкого листового сплава будет удачной, если заблаговременно выставить четкие опции на сварном аппарате:
- при толщине сплава 0,5 мм сила тока обязана приравниваться 10А, а поперечник электрода ‒ 1 мм;
- при толщине сплава 1 мм сила тока обязана приравниваться 25-35, а поперечник электрода ‒ 1,6 мм;
- при толщине сплава 1,5 мм сила тока обязана приравниваться 45-55, а поперечник электрода ‒ 2 мм;
- при толщине сплава 2 мм сила тока обязана приравниваться 65, а поперечник электрода ‒ 2 мм;
- при толщине сплава 2,5 мм сила тока обязана приравниваться 75, а поперечник электрода ‒ 3 мм.
Отлично зарекомендовали себя в данной сфере инверторные агрегаты, дозволяющие сваривать сплав переменным напряжением и с высочайшей частотой.
Если опции сварочного аппарата разрешают, необходимо выставить уровень стартового напряжения наименьшего значения, нежели рабочий ток примерно на 20%. Это дозволит убрать пропаленные участки при розжиге электродуги и поможет начинать сварку конкретно в месте соединения.
Если нет способности отрегулировать стартовый ток вручную при дуговой сварке, можно зажечь электрод на толстой поверхности, а позже перенести его на стык.
Индивидуальностью сварки узкого сплава инвертором считают необходимость работы на малых токах, для что опции агрегата поддерживают рабочие значения амперметра на уровне 10-30 А.
Когда малое значение регулируемой величины превосходит эти характеристики, снизить силу тока можно при помощи доп сопротивления в цепи. Для этого пружину из высокоуглеродистой стали помещают меж изделием и кабелем массы.
Также в таковой ситуации может посодействовать установка балластника для снижения тока до животрепещущего уровня.
Если в настройках агрегата находится импульсный режим, можно пользоваться данной нам функции. Чрезвычайно тонкие листы стали необходимо сваривать прерывающейся дугой. Точечная сварка производится последующим образом: импульсный ток автоматом разрывает дугу, предоставляя железной поверхности время, чтоб остыть.
Техники и методики сваривания
Для сварки тонких листов из сплава подойдет автоматические модели сварочных аппаратов, также ручные дуговые агрегаты. Работать полуавтоматом еще легче, потому что часть сварочных действий автоматизировано. Это дозволяет преодолеть некие трудности при работе с тонколистовым сплавом.
Преимуществом полуавтоматов также является отсутствие необходимости поменять электроды в процессе работы, ведь проволока подается размеренно. Это ускоряет рабочий процесс, что очень принципиально в критериях выполнения больших проектов.
На заметку! В бытовых целях для необъемных операций мастера почаще употребляют конкретно ручную дуговую сварку ввиду ее дешевизны и способности смастерить агрегат своими руками.
В процессе сваривание тонких листов сплава принципиально не только лишь располагать неплохим оборудованием, да и осознавать, как сварить таковой материал.
Схема сварки узкого листа сплава.
Существует различные техники и способы сварки, животрепещущие для данного варианта:
- При выполнении непрерывной сварки всего шва принципиально верно подобрать ток.
Лучший спектра ‒ 40-60 А. Не наименее принципиально не ошибиться со скоростью ведения электрода для варки узкого сплава. Если двигаться очень стремительно, корень сварного шва может не проварить. А при очень неспешном движении железная поверхность может покрыться дырами. - Прерывающуюся сварку также именуют сваркой точками.
Ее почаще других технологий употребляют в случае тонколистового сплава. Для реализации таковой технологии нужны тонкие электроды, одним концом которых на сплаве ставятся точки либо проводятся недлинные полосы с равным шагом.
На заметку! Изюминка прерывающейся сварки состоит в том, что так можно варить даже весьма тонкие железные листы. Основное выставить чуток наиболее высочайший, нежели обычно, сварной ток, и достигнуть стремительных движений, чтобы не отдать остыть свариваемому материалу.
Бывалые сварщики при работе с ручными агрегатами и тонкими листами сплава советуют придерживаться последующих правил:
- Получить качественные сварные соединения можно при условии неизменного контроля характеристик сварочного шва со всех сторон в процессе электродуговой сварки инвертором.
- При работе принципиально держать электропроводник очень близко к железной поверхности до того момента, пока на ней не покажется красноватое пятнышко.
Она является прямым подтверждением того, что под электропроводником находится железная капля, за счет которой происходит соединение железных листов.
Подведем итоги
Сваривание тонкостенных железных конструкций владеет рядом особенностей, что принципиально осознавать неопытному сварщику: необходимо знать, какими электродами стоит работать, также осознавать, как верно варить сплав инвертором.
Электроды, используемые для сварки узкого сплава, необходимо перемещать вдоль сварного шва достаточно стремительно, чтобы не давать поверхности остыть. Но в то же время движения не должны быть чрезвычайно оперативными, по другому не избежать не проваров, снижающих крепкость соединения.
Исполняем сварку узкого сплава инвертором
Сварка даже при помощи инверторного аппарата узкого сплава часто становится предпосылкой появления определенных сложностей даже у опытнейших сварщиков. Дело в том, что тут придется управляться совсем другими правилами, нежели при соединении меж собой частей значимой толщины.
До этого всего, необходимо подчеркнуть, что очень очень разогревать узкий сплав категорически запрещается, потому что он будет прогорать, а в его структуре станут появляться дыры. В связи с сиим, электродом при сварке достаточно тонких листов сплава ведут как можно резвее, не отклоняя его в сторону.
Иной сложностью, связанной со сваркой относительно узкого сплава, является необходимость применять малых токов, соответственно, сваривать придется на недлинной дуге. Если произойдет даже незначимый отрыв, дуга погаснет. В неких вариантах появляются трудности даже с розжигом, потому необходимо будет воспользоваться устройствами с неплохими показателями вольт-амперных параметров, аппарат также должен позволять плавненько производить регулировку тока, в особенности при сварке аргоном.
Индивидуальности сваривания узкого сплава с помощью инвертора
Автоматический инверторный аппарат дозволяет получить более высококачественное соединение, которое будет достаточно крепким и долговременным. Если у человека нет достаточного опыта в плане использования автоматической сварки, то ему идеальнее всего набраться некого опыта в области сваривания толстых частей, лишь опосля этого перебегать на соединение узкого сплава. Дело в том, что чем тоньше будет сталь, тем труднее будет получить надежный шов.
Главной положительной чертой автоматического сварочного оборудования является их способность совершенно работать на маленьких токах и при незначимом напряжении.
Толщина электродов для аргоновой сварки обязана быть не очень большенный – наибольший их поперечник будет составлять порядка 2,5 мм. Инвертор дозволяет весьма стремительно отрегулировать силу тока. Это делается с помощью одной ручки, при этом ток будет находиться в спектре от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем наименьшая сила тока будет хорошей.
Разработка проведения работ
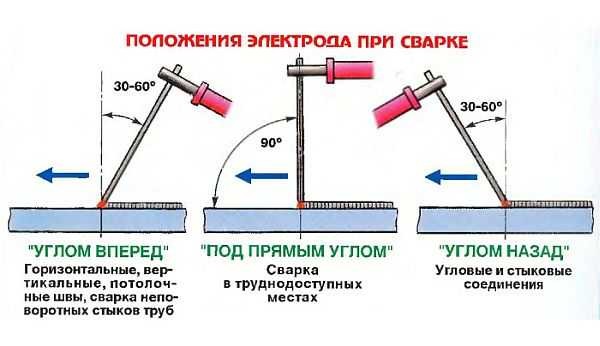
Чтоб хорошо разобраться, как варить узкий сплав инвертором, поначалу нужно узнать, какие есть способы проведения работ. Почти все мастера советуют держать электрод под незначимым углом к заготовкам. Тут понадобится метод отбортовки, когда кромки деталей мало отгибают и начинают соединять более маленькими швами через любые 10-15 см. Опосля того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Сварка узкого сплава инвертором часто приводит к образованию прожогов (в особенности если работа делается без отрыва). Чтоб не допустить возникновения подобного недостатка, дугу можно оторвать на секунду. Опосля этого ее возвращают на то же самое пространство и проводят на несколько мм дальше. Таковой метод наиболее накладный по времени, но, сварка железных деталей выходит качественней. Расплавленный сплав за время отсутствия дуги будет несколько остывать. Это будет отлично приметно по изменению цвета шва. Основное в данной технологии — не допустить очень долгого отрыва дуги, по другому сталь остынет очень очень.
Если существует возможность применять точечный шов, то при сварке тонких деталей лучше пользоваться конкретно им. Его сущность заключается в разработке на маленьком расстоянии друг от друга маленьких прихваток, которые и будут задерживать детали на одном месте.
Как верно сварить листы оцинковки?
Оцинковка либо покрытыя цинком сталь представляет собой узкий лист сплава, который в процессе производства был обработан погружным методом таковым элементом, как цинк. Если появилась необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках необходимо будет вполне счистить. Делают это одним из последующих методов:
- Удалить слой механическим методом – при помощи угловой шлифовальной машинки и абразивного диска, железной щетки либо наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, потому необходимо два раза пройти электродом вдоль образуемого шва. Но в этом случае нужно держать в голове, что пары цинка очень ядовиты, потому такие работы разрешается проводить или на открытом воздухе, или в помещении с неплохой вентиляцией.
Опосля всякого прохода электродом нужно снимать с поверхности заготовки флюс. Когда цинк снят вполне, начинают сваривать фактически сплав. Чтоб получить более высококачественное соединение, следует воспользоваться 2-мя разновидностями электродов.
Как избрать полярность?
Для получения надежного сварного соединения нужно правильно подобрать таковой параметр, как полярность, при этом она бывает прямой либо оборотной:
- Ровная полярность обеспечивает не очень высшую температуру, при этом в толщу сплава тепло будет проходить в неширокую, но глубокую область;
- Оборотная полярность предугадывает наиболее высшую температуру, при этом область плавления будет не очень глубочайшей, но очень широкой.
Чтоб знать, как сварить узкий сплав, нужно весьма кропотливо выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут более очень греться. При подключении положительного элемента к проводнику электрод будет разогреваться очень очень, что в конечном счете может привести к прожигам заготовки.
Лучше при соединении тонких железных частей воспользоваться конкретно оборотной полярностью – в этом случае получится получить лучшую силу тока, которая дозволит глядеть за формированием сварочного шва и держать данный процесс под конкретным контролем. Если этот процесс будет налажен очень верно, то в итоге получится получить крепкое соединение без прожогов заготовки и иных изъянов. В процессе проведения сварочных работ электрод должен проводиться как можно медлительнее. Тогда конечный итог получится удовлетворительным.



























