Как избрать маску для сварки: свойства, светофильтры
Как верно избрать эргономичную маску для сварки
Маски для сварки могут быть различные. Одни представляют собой обычной щиток, остальные – сложную систему с принудительной подачей свежайшего воздуха.
При выбирании сварочной маски нужно направить внимание на ее вес, габариты, также возможность регулировки “под голову”, что является весьма принципиальным для работы.
Как избрать маску для сварки, чтоб не истратить очень много средств, но при всем этом получить полностью надежный аппарат?
Выбор почти во всем зависит от специализации и опыта работ сварщика. Если покупку собирается совершить новичок либо человек, решивший без помощи других сварить две трубы, то ему не стоит растрачивать средства на покупку дорогостоящего устройства. Да и очень сберегать не стоит: ведь маска для сварки предназначена защищать здоровье рабочего.
Какими бывают сварочные маски
Приборы эти, относящиеся к средствам персональной защиты, условно можно поделить на обыкновенные и сложные. К крайним относится маска-хамелеон, представляющая собой сложное устройство, способное защитить от излучения, испарений, ожогов и т.п. Наиболее обыкновенные маски тоже делятся на группы по трудности собственного устройства.
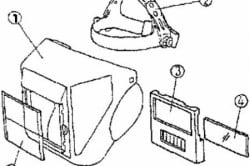
Маска хамелеон для сварки (сварочная маска с автоматическим затемнением): 1 – корпус маски, 2 – наголовное крепление, 3 – блог светофильтра с солнечными батареями, 4 – внутренняя подкладка из органического стекла, 5 – наружное защитное стекло.
- Защитные щитки. Это даже не устройство, а обычное устройство, изготовленное из сплава, пластика либо крепкого картона. К его корпусу прикреплены затемненное стекло и ручка, за какую положено держать устройство, чтоб защитить лицо. Щиток обычно поставляется в комплекте со сварочными аппаратами, но очень неудобен. Во-1-х, при работе с таковым щитком одна рука будет занята. Во-2-х, затемненное стекло не защищает глаза от ультрафиолетовых либо инфракрасных лучей. Оно лишь слегка ослабляет его интенсивность. Применять такую маску может лишь непрофессионал.
- Традиционная маска для сварки. Система с помощью ремней укрепляется на голове работающего. Если необходимо поглядеть на готовый шов, маска рукою двигается с лица. Перед началом работы довольно кивнуть головой, чтоб она возвратилась на лицо. Стекло в таковой маске обязано соответствовать ГОСТу и состоять из нескольких слоев: покровного, затемненного, органического и светофильтра. Фильтры выбираются в зависимости от специфичности работ: от С7 до С4 (либо 912 DIN по евростандарту). Практика указывает, что такие конструкции далековато не постоянно соответствуют эталону.
- Сварочная маска с подъемным светофильтром. В этом устройстве поднимается лишь светофильтр, а сам щиток и защитное стекло продолжают защищать лицо рабочего. Система в особенности комфортна при работе «болгаркой» и т.п. действиях, вызывающих возникновение искр, разлетающихся капель.
- Маски с принудительной подачей воздуха. Они имеют сложное устройство и употребляются почаще всего при работе с химически активными субстанциями: марганцем, колченогом и им схожим. Такие маски снаружи больше напоминают противогаз.
Время от времени для работы со сварочным аппаратом употребляют защитные очки. Созодать этого недозволено: они не защищают ни глаза, ни лицо.
Сварочная маска-хамелеон
От всех иных эта наиболее финансово накладная модель различается тем, что в ней установлен автоматический светофильтр. Устроен он как слоеный пирог, в котором поляризационные пленки чередуются со слоями водянистых кристаллов.
При изменении яркости свечения кристаллы изменяют порядок. Чем ярче дуга, тем больше света блокируется. Неплохой автоматический светофильтр за 0,00005 секунды темнеет ровно так, как требуется, чтоб не получить ожог глаз. В проф «хамелеонах» уровень затемненности можно регулировать, настраивая на 9-13 DIN, 5 -13 DIN.

Устройство светофильтра маски Хамелеон.
Так как уровень светочувствительности зависит не только лишь от яркости дуги, да и от личных особенностей сварщика, то и регулировки в устройстве двойные. Конкретно на фильтре размещены внутренние, а с левой стороны – наружные. Конфигурации характеристик светочувствительности могут быть плавными или ступенчатыми.
В неплохом «хамелеоне» регулируются и остальные характеристики:
- Чувствительность (защищает не только лишь от яркости дуги, да и от свечения, которое делает работающий рядом сварщик).
- Замедление открытия фильтра: он раскрывается лишь тогда, когда свечение лишь что сваренного шва не вредит очам.
- Размер светофильтра; эта персональная черта зависит от привычек мастера. Некие убеждены: чем больше область видимости, тем удобнее работать. При выбирании размера принципиально держать в голове, что чем обширнее область обзора, тем наиболее хрупким становится светофильтр.
В неких «хамелеонах» инсталлируются светодиоды, с помощью которых можно подсветить зону дуги и батарейки для их питания.
На что уделять свое внимание при выбирании маски для сварки «Хамелеон»
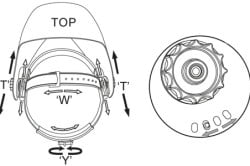
Схема регулировки сварочной маски.
1-ое, чем следует поинтересоваться перед приобретением «хамелеона», наличие расходных материалов и доп светофильтров. Имея таковой набор, мастер при смене видов сварки сумеет поменять лишь светофильтры, а не устройство полностью.
Важными являются и остальные свойства маски.
- В «правильной» маске должны регулироваться не только лишь размеры наголовника, да и просвет меж защитой и лицом, глубина высадки маски, угол ее наклона.
- Современные маски делаются из различных материалов, потому вес их тоже различный. Принципиально избрать маску, которая своим весом не будет затруднять работу сварщика.
- Для высококачественной работы лучше выбирать светофильтры, задержка открытия которых наименее 1 миллисекунды. Во-1-х, лишь такие фильтры дозволят избежать мерцания при изменении яркости либо короткосрочных паузах. Во-2-х, они открываются лишь тогда, когда яркость сваренного шва уже не ослепляет, но сплав еще жаркий.
- Для сварочного тока до 40А больше подойдет затемнение С4-9DIN, от 80А до 150А – стекло С5-11DIN, от 176А до 300А – С6-12DIN, выше 300А – С7-13DIN.

Достоинством классической сварочной маски является легкость в работе и вольные руки.
Недозволено брать продукт без документов. Сварочная маска не исключение. К ней непременно должны прилагаться:
- Сертификат на светофильтр с указанием оптического класса.
- Гарантийный талон.
- Документ, указывающий, в какой стране произведен устройство.
Отсутствие этих документов может гласить о том, что маска произведена на «левом» предприятии.
Принципиальной чертой являются сведения о производителе. Ниже приведены короткие свойства государств, поставляющих маски в Россию.
Если маска покупается специалистом и подразумевает постоянную эксплуатацию, стоит направить внимание на ее сертификацию.
Обозначение «СЕ» показывает на то, что перед тем, как устройство попадет в продажу, из всей партии тестируется лишь один эталон.
Аббревиатура “DIN” располагается на устройствах, которые в рабочих критериях тестируются один раз в два года, при этом для теста берутся 10 образцов.
Если 10 образцов тестируются раз в год, на маске ставится обозначение “DIN plus”.
На корпусе устройства также можно отыскать три числа. Это коэффициенты прозрачности, рассеивания излучения и однородности затемнения.
Некие модели снабжены аккумом. Он нужен для включения/выключения светофильтра, но на его свойство не влияет.
Короткая черта производителей сварочных масок

Сварочная маска с подъемным светофильтром комфортна тем, что при подъеме фильтра глаза все равно находятся под защитой пластмассового щитка, по этому можно отбивать шлак или работать болгаркой.
Рвение сберечь на цены сварочного оборудования время от времени приводит к фатальным последствиям. Вот почему перед покупкой маски следует верно избрать ее производителя. Долголетний мониторинг, опросы проф сварщиков дозволили составить «портреты» производителей сварочного оборудования, выявить их симпатичные и непонятные стороны. Так, установлено:
- Приборы тайваньского и китайского производства имеют самую низкую стоимость. Но технические свойства светофильтров в большинстве собственном не отвечают заявленным характеристикам. Фильтр может запираться и раскрываться со значимой задержкой, что наносит вред зрению сварщиков. Экономия на покупке устройства может вылиться в огромные издержки на восстановление зрения.
- Корейские светофильтры наиболее высококачественные, но они страшатся перепадов температуры. При нередкой смене температурных критерий на фильтрах возникают мешающие работать голубые пятна. Время от времени эти элементы и совсем растрескиваются. Корпус маски не различаются высочайшей устойчивостью к механическим повреждениям.
- Российские «хамелеоны». Почти всегда все их свойства отвечают ГОСТам, но маска имеет наименьшую функциональность и эргономичность.
Гарантированным качеством и самой высочайшей ценой различаются приборы европейских производителей.
У их фильтры почаще всего не взаимозаменяемы, но состоят как минимум из 3-х LCD слоев.
На что уделять свое внимание при выбирании обыкновенной сварочной маски

При выбирании маски “Хамелеон” следует направить внимание на фильтр. Высококачественным считается тот, который способен работать при аргонно-дуговой сварке.
Как и при выбирании «хамелеона», при покупке наиболее обычной модели принципиально отыскать такую маску, которая очень подступает мастеру по весу и габаритам. Если устройство будет очень томным, то оно может спровоцировать мигрени и, как следствие, свойство производимых работ будет низким.
Недозволено упускать из виду:
- Из чего же изготовлен конкретно корпус. Фибра либо картон не выручат рабочего от брызг раскаленного сплава: эти материалы просто прожигаются. Целесообразнее избрать корпус из жаропрочного пластика.
- Отлично, если в набор заходит сменное защитное стекло. Раскаленные брызги, попадающие на стекло, рано либо поздно делают его непрозрачным либо совсем прожигают. Если нет защитного стекла, придется поменять или светофильтр, или маску полностью.
Выбирая маску, в особенности для сварщика-любителя либо начинающего мастера, принципиально держать в голове: чем известнее бренд, тем дороже будет стоить устройство. Но некие производители при продаже концентрируют внимание покупателей не на качестве светофильтра (а это остается важнейшей чертой), а на форме и оформлении устройства. Такие устройства лучше брать, ориентируясь на приемлемую стоимость.
Для новенького наличие доборной электроники решающего значения не имеет. Принципиально, чтоб система имела понятную и понятную для неопытных работников регулировку светофильтров.
Стекло для маски сварщика Светофильтр, хамелеон в Санкт-Петербурге (СПб)
Стекло для маски сварщика защитит светофильтр, и дозволит сберечь средства. При разных сварочных работах сварщику требуется средство персональной защиты, которым является маска сварщика. Она создана для предохранения лица от действия тепла, оптического излучения, также от брызг расплавленного сплава, окалин, искр сварки и остальных осколков парящих в область лица.

Сварочные маски могут различаться по собственной конструкции и выбираются в зависимости от вида, частоты и критерий работы. Но, одной обязательной составляющей хоть какой маски сварщика является экран, который может иметь несколько слоев, в том числе затемненный слой и светофильтр. Также обычно применяется защитное стекло для маски.
Виды стекол, пластинок для маски сварщика
Для того чтоб подобрать защитное стекло для маски сварщика нужно знать для какой конкретно маски оно нужно. К главным видам сварочных масок относятся:
- сварочный щиток – самое обычное сварочное средство защиты, но они изредка употребляются сварщиками из-за ряда неудобств, основное – это работа лишь одной рукою, потому что иная занята щитком;
- маска с креплением на голове (каске) – преимущество ее заключается в простоте использования, свобода деяния;
- сварочная маска, снабженная подъемным светофильтром – она подобна конструкции с креплением на голове, но различается тем, что поднимается лишь светофильтр, а лицо остается защищенным;
- маска с автоматическим светофильтром «Хамелеон» – это маска со светофильтром, который меняет свои свойства автоматом, в зависимости от интенсивности светового потока.
Имеется также маска сварщика с принудительной подачей воздуха. В данной нам маске, не считая общих защитных функций (от излучения термического и светового, от раскалённых брызг) имеется защита органов дыхания от отравляющих аэрозолей, газов, которые выделяются при работе с вредными субстанциями.
В зависимости от вида маски употребляется определенный светофильтр, который защищает глаза сварщика от термического, ультрафиолетового, инфракрасного и видимого излучения, также и от механических частиц. Но, нужно учесть, что парящие брызги расплавленного сплава, окалина и остальные механические действия стремительно могут вывести светофильтр из строя.
Для того, чтоб этого не происходило, используют защитное стекло (защитную пластинку) для светофильтра, беря во внимание, что стоимость их на порядок, а то и два ниже светофильтра. Основное предназначение сменного защитного стекла – это предохранение светофильтра от механических повреждений.
Список девайсов стекол для сварочных масок
Список девайсов стекол в общем случае для сварочной маски:
- смотровое стекло – служит для обеспечения просмотра и защиты глаз от небезопасных и вредных причин возникающих при работе;
- светофильтр – это смотровое стекло, которое ослабляет вредное излучение в оптическом спектре диапазона;
- самозатемняющийся светофильтр – автоматом меняет затемнение для разных методов сварки;
- покровное стекло обеспечивает защиту светофильтра.
Не считая того система содержит: подложку маски, которая создана для предохранения глаз от осколков в случае разбития смотрового стекла; подвижный стеклодержатель, позволяющий при эксплуатации переводить смотровые стекла из открытого состояния в закрытое и напротив, при этом не поднимая маски.
Стекла наружные, экран, защитная пластинка служат для защиты светофильтра от брызг
раскаленного сплава, окалины, загрязнения и пыли. Делаются обычно из поликарбоната, который имеет высшую теплоустойчивость, крепкость, также износостойкость. Также характеризуются размерами стекла (длина и ширина).

Как избрать и приобрести стекла для масок сварщика
Выбирая стекла для маски нужно учесть несколько причин. Начинать нужно с определения маски, которую вы желаете приобрести. Опосля того, как обусловились с маской нужно выяснить ее свойства, в том числе тип, размеры защитных стекол. Опосля этого по каталогу на веб-сайте нужно по сиим характеристикам избрать стекла для маски.
Ознакомиться с ценами на изделие можно на веб-сайте компании в каталоге.
Светофильтр для маски сварщика – надежная защита глаз от слепящей сварочной дуги. При разных сварочных работах сварщику требуется средство персональной защиты, которым является маска сварщика. Она создана для предохранения лица от действия тепла, оптического излучения, также от брызг расплавленного сплава, окалин, искр сварки и остальных осколков парящих в область лица.

Сварочные маски могут различаться по собственной конструкции и выбираются в зависимости от вида, частоты и критерий работы. Но, одной обязательной составляющей хоть какой маски сварщика является светофильтр, который может иметь различное конструктивное выполнение и свойства.
Виды светофильтров для сварщиков, применение, свойства
Для того чтоб избрать нужный светофильтр для маски нужно знать для каких целей и какой маски он нужен. Главные виды сварочных масок:
- сварочный щиток – самое обычное сварочное средство защиты, но они изредка употребляются сварщиками из-за ряда неудобств, основное – это работа лишь одной рукою, потому что иная занята щитком;
- маска с креплением на голове (каске) – преимущество ее заключается в простоте использования, свобода деяния;
- сварочная маска, снабженная подъемным светофильтром – она подобна конструкции с креплением на голове, но различается тем, что поднимается лишь светофильтр, а лицо остается защищенным;
- маска с автоматическим светофильтром «Хамелеон» – это маска со светофильтром, который меняет свои свойства автоматом, в зависимости от интенсивности светового потока.
Имеется также маска сварщика с принудительной подачей воздуха. В данной нам маске, не считая общих защитных функций (от излучения термического и светового, от раскалённых брызг) имеется защита органов дыхания от отравляющих аэрозолей, газов, которые выделяются при работе с вредными субстанциями.
В зависимости от вида маски употребляется определенный светофильтр, который защищает глаза сварщика от термического, ультрафиолетового, инфракрасного и видимого излучения, также и от механических частиц.

Систематизация светофильтров для сварочных работ
Светофильтры можно поделить на две огромные группы:
- светофильтр с фиксированным уровнем затенённости – экономный вариант. Стекло светофильтра имеет постоянную степень затемнения;
- автоматические светофильтры либо по другому – Хамелеоны – это прогрессивный вид и соответственно наиболее дорогой. Светофильтр автоматом меняет степень затемнения в зависимости от интенсивности светового излучения.
Стекло (материал) используемый для светофильтров классифицируется по четырем характеристикам:
- Оптический класс стекла. Этот показатель влияет на качество отображения, которое видно через него. Существует 3 класса. 1-ый класс дает малые преломления, 2-ой – средние, 3-ий – изображение может становиться нечетким.
- Степень рассеивания света. Эта черта применяется для стекол Хамелеон.
- Гомогенность, другими словами не равномерность затемнения.
- Угловая зависимость. Указывает эффективность работы фильтра в зависимости от угла попадания света (вспышки) на светофильтр и следующего затемнения.
Как избрать и приобрести светофильтр для маски сварщика обыденный либо Хамелеон
При выбирании фильтра для маски нужно учесть 4-ре свойства светофильтров. Но, начинать нужно с выбора маски, которая обязана быть непосредственно под планируемые работы. Потом перебегают к выбору защитного светофильтра. Если выбирается для проф, долговременной работы, то тут не стоит сберегать и стоит избрать Хамелеон, для наиболее обычных работ подходят и обыденные светофильтры.
Опосля этого по каталогу на веб-сайте нужно по избранным чертам обусловиться со светофильтрами. Светофильтр либо светофильтр хамелеон для маски сварщика можно приобрести в нашем интернет-магазине на веб-сайте.
Сварка_готовая работа (Сварка кронштейна), страничка 2
Документ из архива «Сварка кронштейна», который размещен в группы «курсовые/домашние работы». Всё это находится в предмете «сварка» из седьмого семестра, которые можно отыскать в файловом архиве ЮФУ. Не глядя на прямую связь этого архива с ЮФУ, его также можно отыскать и в остальных разделах. .
Онлайн просмотр документа «Сварка_готовая работа»
Текст 2 странички из документа «Сварка_готовая работа»
Вид сварочной маски представлен на рисунке 2.3.

Набросок 2.3 – Сварочная маска
Электросварщик должен работать со светофильтрами, которые задерживают, также поглощают излучения дуги. Светофильтры выбираются согласно мощности дуги [6]. Зависимость внедрения светофильтров от мощности сварочной дуги представлены в таблице 2.2.
Таблица 2.2 – Выбор типа светофильтра в зависимости от мощности сварочной дуги
Сила сварочного тока, А
Дуговая сварка покрытым электродом
Светофильтры имеют разные размеры стекол, к примеру, 52х102, 90×110, 70×120мм. Стекла светофильтров предохраняются снаружи обыденным стеклом, которое заменяется по мере загрязнения.
Для выполнения сварочных работ принимаем сварочную маску модели ESAB Sentinel A50, которая оснащается изменяемым светофильтром в границах 5DIN-13DIN.
2.2.4 Сварочные провода
Ток от цеховой сети к сварочному аппарату подводится, обычно, проводами марки КРПТ, а от сварочных аппаратов к электрододержателю – проводами марки ПРГДО и ПРГД, обустроенными медными жилами шин.
Данный провод должен быть длиной не меньше 3 м, при всем этом, в случае необходимости он быть может наращен проводами марок КРПТН, КРПТ, КРПСН, КРПС. Отметим, что соединение проводов разных марок осуществляется с помощью пайки, также муфт, либо медных наконечников.
Длина проводов к рабочему месту от сварочного аппарата не обязана быть больше 30-40 м, по другому может быть падение напряжения на проводах и уменьшение напряжение дуги. Зависимость выбора сечения повода от сварочного тока представлена в таблице 2.3.
Таблица 2.3 – Зависимость выбора сечения сварочного провода от сварочного тока
Величина сварочного тока, А
Сечение провода, мм 2
Избираем для производства сварной конструкции «Кронштейн» кабель с сечением 2х16 мм 2 .
2.2.5 Инструменты электросварщика
При производстве ручной дуговой сварки нужны последующие инструменты [7]:
— молоток для сбивания шлака;
Для обеспечения зачистки кромок перед сваркой, также удаления с поверхности швов остатков шлака используют железные щетки — ручные и с электроприводом. Остывший шлак с поверхности шва убирают с помощью молотка-шлакоотделителя. Для подсоединения «массы» к заготовке используют пружинные либо винтовые зажимы.
Для вырубки дефектных мест, клеймения швов, удаления шлака и брызг используются соответственно зубила, клейма и молотки. Сборочные операции перед сваркой производятся с помощью отвесов, шаблонов, угольников, линеек, чертилок н особых приспособлений. При монтажных сварочных работах сварщики пользуются надеваемыми через плечо брезентовыми сумками, в которых помещаются электроды.
2.3 Подготовка сплава к сборке и сварке
Перед сваркой нужно приготовить сплав к сборке и сварке. Нужно очистить свариваемые кромки изделий. Перед сваркой, кромки изделия и прилегающая к ним зона (шириной с каждой стороны) должны быть зачищены от окалины, ржавчины, краски, масла, также остальных вероятных загрязнений. Обычно, изделие зачищается до железного блеска с помощью проволочной щетки. Обычно, грязная поверхность, приводит к нехорошему провару и образованию в сварном шве неметаллических включений, которые ухудшаю свойство сварного шва, потому чистке свариваемых поверхностей уделяют огромное внимание.
2.4 Техника и разработка сварки
2.4.1 Техника сварки
Перед выполнение сварочных работ нужно выставить режимы сварки (силу тока, напряжение дуги).
Перед сваркой изделия соединяют вместе в нескольких местах, с тем, чтоб в течение всего процесса сварки их положение и зазор меж ними оставались неизменными. Соединение создают отдельными маленькими швами, которые именуются прихватками. Длина отдельных прихваток и расстояние меж ними зависит от толщины свариваемого сплава и длины шва.
При сварке маленьких узлов из узкой стали длина прихваток может составлять не наиболее , а расстояние меж отдельными прихватками обычно, составляет . При сварке стали большенный толщины и при значимой протяженности шва — длина отдельных прихваток может составлять при расстоянии меж ними до .
Сечение прихваток также зависит от толщины свариваемых частей, потому с повышением толщины сплава возрастает сечение прихваток. Если делается прихватка листов значимой толщины, свариваемых с разделкой кромок, то прихватка нередко не заполняет всего сечения шва.
Прихватки нужно создавать с большенный тщательностью на тех же режимах сварки, что и для самого шва. Наличие не проваренных участков в прихватках приводит к недоброкачественному сварному соединению, потому что в процессе сварки прихваченные участки обычно не провариваются на всю глубину.
Огромное значение имеет порядок наложения прихваток, которые в большенный мере зависит от толщины сплава и протяженности сварного шва.
Опосля выполнения прихваток, производится главный сварной шов. Электрододержатель устанавливается под углом 45 к свариваемым деталям. Для этого, загорается (возбуждается) дуга методом «касание». Сварка тавровых швов производится без поперечных колебаний. Методом перемещения электрододержателя с электродом, производится сварной шов. При подходе к краю свариваемых деталей, нужно выполнить обрыв дуги методом плавного перемещения электрода на верхний край сварочной ванны, опосля чего же, нужно стремительно отвести электрод от кратера.
2.4.2 Разработка сварки
Конкретно перед сваркой нужно оглядеть детали. По мере необходимости, провести подготовку деталей [1].
Сборка и сварка кронштейна делается на приспособлении – сборочно-сварочной плите.
Сборку кронштейна начинают с установки основания (поз. 1) – см. чертеж изделия.
Опосля установки основания его закрепляют при помощи струбцин.
На основание устанавливают лист поз. 2, обеспечивая размеры согласно чертежу. Потом, проверяется обоюдное размещение деталей поз. 1 и 2 и изделия с помощью струбцин зажимаются. Опосля этого при помощи прихваток закрепляют детали вместе. Опосля выполнения прихваток, нужно удостоверится во обоюдном расположении деталей поз. 1 и 2. Опосля проверки и обеспечения размеров согласно чертежу – деталь поз. 2 приваривают к детали поз. 1.
Устанавливают одну за одной 4 детали поз. 3, закрепляют при помощи струбцин и прихватывают. Установку и прихватку следует вести «крест-на-крест». Перед прихваткой всех 4 деталей нужно удостоверится в обеспечении размеров согласно чертежу. Опосля этого, нужно приварить детали поз. 3, при всем этом сварку деталей вести «крест-на-крест».
Опосля сварки снимают струбцины и снова инспектируют обоюдное размещение деталей относительно друг дружку и другие требования сборочного чертежа. Опосля сварки термообработка не требуется, так как конструктор заложит механическую обработку опосля сварки.
Механической обработке подвергается основание (привалочная поверхность), также отверстия для установки частей токоподвода.
Опосля сварки производится контроль сварных соединений на наличие вероятных изъянов.
В нашем случае, конструктор в чертеже заложил проверку зрительным и измерительным способом контроля. Согласно зрительному и измерительному способу контроля, не допускаются подрезы, прожоги, незаваренные кратеры, также внешние трещинкы шва и околошовной зоны.
В случае выявления изъянов сварных швов, их нужно убрать согласно требованиям таблицы 2.3.
Опосля контроля производится доборная слесарная обработка (по мере необходимости), опосля чего же, окончательная приемка ОТК (отделом технического контроля.
2.5 Контроль свойства сварных соединений
Опосля выполнения сварочных операций, производится контроль сварных соединений на наличие изъянов.
В чертеже «Кронштейн», конструктор указал необходимость проверки сварных швов согласно способу:
— зрительный и измерительный по РД 34.10.130-96.
В этом случае, вид проверки сварных швов обусловлен, так как изделие не работает под давлением, также не требуется его плотность, конкретно потому, заложенная конструктором проверка (зрительная и измерительная) сварных швов является достаточной для обеспечения надежной работы изделия в процессе эксплуатации [4].
Вероятные недостатки в сварных швах и методы их устранения представлены в таблице 2.3.
Таблица 2.3 – Вероятные неисправности (недостатки) сварного шва и методы их устранения
Несоответствие размеров и форм требованиям эталонов
Удаление (обработка) участков дефектных швов создавать механическим методом: вырубкой пневматическим зубилом, фрезеровкой, обработкой шлифовальным кругом (допускается использовать плазменную, кислородно-флюсовую, воздушно-дуговую строжки, при выполнении следующей зачистки поверхности резки на глубину не наименее 1 мм).
Производится доборная наплавка валиков сварного шва на зачищенную поверхность ранее выполненного шва
Наплывы сплава шва
Производится опиловка, местная подрубка либо вышлифовка с следующей зачисткой наждачным камнем для получения плавного перехода от шва к основному сплаву.
Подрезы и прожоги основного сплава
Производится удаление дефектного участка до сплава с следующей заваркой.
Делается заварка по за ранее зачищенному сплаву. Сварку нужно проводить с применением электродов наименьшего поперечника.
Свищи, поры, шлаковые включения
Производится удаление дефектного участка до сплава с следующей заваркой.
При наличии трещинок в сварном шве, перед вырубкой дефектного участка по концам трещинкы рекомендуется выполнить засверловку с целью ограничения трещинкы.
3 Охрана труда, техника сохранности и пожарная сохранность
3.1 Мероприятия по охране труда
Самостоятельное выполнение сварочных работ допускаются работниками, достигшими возраста 18 лет, которые прошли мед освидетельствование, первичный инструктаж по технике сохранности, обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) и стажировку на рабочем месте, проверку познаний требований охраны труда, которые имеют не ниже II группы по электробезопасности, проф способности по электро-газосварочным работам и имеющие удостоверение на право производства электро-газосварочных работ.



























