Как варить углекислотной сваркой
Сварку в углекислом газе можно именовать самой всераспространенной разновидностью сварки под флюсом. Она производится фактически везде при ремонтных либо монтажных работах. Если она так популярна, полезно знать, как создать и варить углекислотной сваркой и какое оборудование для этого необходимо?
Применение углекислотной сварки
Углекислотная сварка характеризуется простотой, доступностью и маленьким расходом материалов. Благодаря этому она находит применение в почти всех областях:
- в машиностроении;
- при производстве котлов;
- в кораблестроении;
- при ремонте литых изделий;
- при строительстве трубопроводов.
Таковой вид работы с сплавами нередко применяется для ремонта деталей кузова каров.

Углекислотная сварка в автомобилестроении
Именитая Эйфелева башня состоит из 18 038 частей, соединенных при помощи электросварки. Ее общий вес – 9 441 т, а высота – 324 м.
Достоинства углекислотной сварки
- Не плохое свойство и механические характеристики швов даже при недостаточно кропотливо очищенных поверхностях свариваемых изделий.
- Высочайшая производительность сварки.
- Отсутствие необходимости следующей чистки сварных швов.
- Низкая стоимость углекислоты.
- Маленькая зона нагрева, вследствие что отсутствуют значимые термо деформации сплава.
Сопоставление с иными видами сварки
Сварка полуавтоматами при помощи углекислоты имеет ряд различий от газовой сварки:
- вчетверо уменьшена зона теплового воздействия;
- механизирован процесс подачи сварочной проволоки;
- скорость сварки тонколистовой стали увеличена в 5 раз;
- снижено количество выделений вредных газов.
Ряд преимуществ имеется и перед ручной дуговой сваркой:
- углекислота обеспечивает неплохую защиту расплавленного сплава от вредного действия воздуха;
- вчетверо возрастает производительность процесса;
- работа с углекислотной сваркой вероятна в всех пространственных положениях;
- техника выполнения сварки ординарна для освоения.
При помощи углекислотной сварки можно работать с сплавами шириной до 30 мм. При использовании в стационарных критериях с ней не может сравниться ни один иной вид сварки. Она совершенно подступает для производства изделий, в каких находится огромное количество швов маленький длины: ворот, заборов, высоковольтных электроопор, решеток, дверей, каров, сельскохозяйственной техники, жд вагонов и много другого. Пример такового устройства – полуавтомат BRIMA MIGSTAR 210 .
Процесс сварки в углекислоте
Задачка углекислого газа – нейтрализовать негативное воздействие кислорода из окружающего воздуха на сплавы шва, в итоге которого образуются пористые и хрупкие оксиды. Под воздействием высочайшей температуры дуги углекислота отчасти распадается на кислород и окись углерода. Этот процесс активнее идет в центральной части дуги и наименее приметен около сварочной ванны.
В итоге в сварке участвует смесь из 3-х газов. Они все защищают сплав от действия воздуха, но сразу и окисляют его. Сначала действию поддаются элементы, имеющие наибольшее хим сродство к кислороду: кремний и марганец. Чтоб этого не происходило, в сварочную проволоку вводится лишнее количество этих металлов. В итоге сохраняются защитные характеристики углекислоты по отношению к атмосферному воздуху и нейтрализуются окислительные реакции металлов.
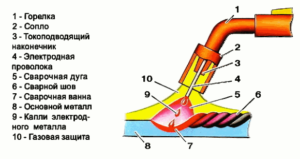
Схема процесса сварки в углекислом газе
Сварочное оборудование и материалы
Кратко автоматическая сварка в углекислом газе происходит последующим образом. Сварочная проволока проходит через газовое сопло. На нее и свариваемое изделие подается заряд разной полярности. В итоге при маленьком расстоянии меж ними возникает дуга. Сохранение ее неизменной длины обеспечивает автоматическая подача сварочной проволоки.
В набор сварочного оборудования заходит конкретно сварочный аппарат, источник питания и баллон с защитным газом. Главными материалами для автоматической сварки являются сварочная проволока и сжиженная углекислота. Защитный газ бесцветен и нетоксичен
Углекислотные баллоны для сварки вмещают 40 л газа под давлением 60-70 кг/см 2 . Этого довольно для работы в течение 15-20 ч. При всем этом следует надзирать, чтоб давление в баллоне не опустилось ниже 4 кг/см 2 . При таковых критериях в углекислом газе содержится много воды, что приводит к завышенному разбрызгиванию сплава. Расход углекислоты контролируется при помощи редуктора. Он понижает выходное давление до 0,5 кг/см 2 и обеспечивает лучший расход.
В процессе работы следует не забывать о вылете проволоки: это расстояние от ее конца до сопла. Оно обязано находиться в границах 15-25 мм. Доп советы по режимам работы и особенностям эксплуатации оборудования содержатся в инструкциях по эксплуатации. При их соблюдении углекислотная сварка будет надежным ассистентом при проведении монтажных либо ремонтных работ.
Как работает автоматическая сварка: устройство, механизм работы, разработка
Как лишь население земли научилось получать сплавы, назрела необходимость сотворения оборудования для производства изделий из данного материала. В разных отраслях индустрии сварка полуавтоматом употребляется для скрепления железных конструкций. Полуавтомат сварочный подступает для варения темных и цветных металлов различной толщины. Особое оборудование для сварки дозволяет убыстрить производственный процесс и повысить свойство швов. Для проведения сварочных работ необходимо владеть достаточными познаниями, иметь арсенал оборудования и соблюдать технику сохранности.
Увлекательная информация. Полуавтомат сварка применяется на почти всех СТО. С его помощью делается кузовной ремонт авто.
Что представляет собой полуавтомат
Человек, желающий освоить технику сварки, должен сначала осознать, что такое сварочный полуавтомат и изучить его устройство. Говоря ординарными словами, он представляет собой электромеханический устройство, в каком в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
Набор работающего агрегата состоит из нескольких узлов:
- главный блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг либо сварочный рукав для полуавтомата
- горелка автоматической сварки, вовнутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно именуют соплом для полуавтоматов
- система подачи инертного газа

На больших предприятиях используют производительные стационарные модели. Они подступают для серийного производства по ГОСТу, встречаются на фабриках либо заводах. Также, употребляются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в грозных полевых критериях. Для личных нужд и маленьких ремонтных работ употребляют переносные устройства, отличающиеся умеренными габаритами и маленький массой.
Как работает полуавтомат
Осознать механизм работы сварочного полуавтомата нетрудно. В процессе обработки на свариваемый участок подается безпрерывно электродная проволока. Потому мастеру не надо повсевременно ставить новейшие электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Меж находящимся под напряжением электродом и сплавом, в консистенции газов и паров появляется электронный разряд. Свойство шва улучшается за счет инертного газа, предотвращающего образование окислов. Не постоянно употребляются газовые баллоны. Время от времени применяется техника варения без аргона. Выбор той либо другой методики зависит от способностей рабочего оборудования.
Принципиально. Автоматическим способ сварки именуется поэтому, что проволока подается автоматом, а контроль подачи и, фактически, процесс сваривания осуществляется сварщиком вручную.
Так же как и в ручной дуговой сварке, автоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого сплава. Один зажим крепится к детали, иной подается к скользящему контакту сварочной горелки.
Принципиально. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
Силу тока подбирают в согласовании с чертами обрабатываемого материала. Обычно мастера пользуются особыми таблицами для расчета либо следуют советам производителя агрегата. Скорость подачи задается с помощью коробки либо шестерни.
Газовые полуавтоматы работают с инертным либо углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Сразу подается газ, защищающий железную деталь и электрод от негативного действия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особенный пылеобразный состав, находящийся в сердцевине проволоки. По собственному составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и появляется газ, который нейтрализует вредное действие воздуха. Употребляться могут разные виды проволоки.
Закрепить приобретенные познания поможет просмотр данного видео
Режимы автоматической сварки – теория и практика
Автоматическая сварка подразумевает возможность без помощи других выставить опции. Человек может поменять 4 главных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины железного листа и ГОСТа. За счет использования газа зона термического действия миниатюризируется. Потому может быть наложение нескольких швов без деформации сплава.
Сварщик должен держать в голове все рабочие характеристики назубок. Выделяют последующие режимы сварки полуавтоматом:
- цикличный – употребляют маленькую дугу
- импульсный
- точечный
- неизменное радиальное перемещение железного листа
- струйное перемещение заготовки
Нужная информация. Если толщина детали наиболее 5 мм, придется создавать обработку в пару шажков.
Для работы в согласовании с требованиями ГОСТ нужен инертный газ – аргон либо гелий. Время от времени используются консистенции этих 2-ух газов. В неприятном случае не только лишь понижается свойство сварного шва, да и растет возможность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа. Потому принципиально верно найти нужный размер баллона и повсевременно надзирать поступление газа.
Механизм подачи
Для протяжки проволоки предназначен особый подающий механизм для полуавтомата. Он понижает расход сварочной проволоки. Современные модели оснащаются электрическим управлением, потому воспользоваться ими нетрудно. В неких имеется возможность записывать наиболее 5 программ сварочных режимов. Дорогостоящие модели обычно имеют несколько доп регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При всем этом, расходник подается с данной сварщиком скоростью. На выбор представлено 3 модификации подающих устройств:
- Толкающий – употребляется достаточно нередко, но имеет ограничения по длине шланга. Неудобен, если необходимо сварить детали, расположенные на удалении от источника тока.
- Тянущего деяния – может быть подключение длинноватого шланга.
- Комбинированный – соединяет воединыжды достоинства прошлых 2-ух разновидностей.
Опосля выставления режимов автоматической сварки можно перебегать к пробному запуску. На маленький заготовке делается варка. Если свойство шва устраивает, можно приступать к работе. Когда итог не удовлетворяет, устройство повторно настраивают. Весьма принципиально произвести правильную настройку, чтоб дуга не рвалась, а шов был ровненьким.
О тонкостях опции механизма смотрите в видео:
Базы сварки полуавтоматом
Используя полуавтомат, комфортно сваривать даже заржавевший либо покрытый цинком сплав. Поверхность при обработке не будет повреждаться. Основное – знать, какую проволоку избрать для полуавтомата в согласовании с ГОСТом, чтоб шов был крепким. употреблять и медную, и дюралевую проволоку. Выбрав пригодные расходные материалы, такие как горелка для полуавтомата с нужной мощностью, можно перебегать конкретно к процессу сварки. Поначалу делается настройка оборудования и выполнение защитных мер. Работать необходимо в маске и специальной одежке. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения предварительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Создать шов на пробу, чтоб найти точность опций.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Авто запчасти нередко имеют хрупкие элементы, которые необходимо временами подваривать. Сотрудники СТО обычно употребляют аппараты с углекислым газом. В процессе обработки детали сохраняют идеальный наружный вид, не покрывается трещинками краска. Потому можно сберечь на предстоящей грунтовке и расцветке. Есть возможность обработать даже маленький недоступный участок. Появляется минимум отходов, шов выходит крепкий и при всем этом, довольно узкий. Проволока сварочная стремительно расплавляется, но сварщику не надо растрачивать время на установку электродов. Потому скорость работы возрастает в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сумеет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не весьма осторожными, шов получится ровненький. Детали, разнящиеся по толщине, накрепко объединятся.
Мастера обычно используют сварку тиг аргоном, когда углекислый газ не подступает. Ответственный момент – выбор давления. Оно обязано быть довольно высочайшим, чтоб сварная ванна не разливалась. Но если задать очень очень прирастить давление, начнет закачиваться воздух.
Сварка без газа – другой вариант
Используя инертный газ можно предупредить образование окислов и создать шов высочайшего свойства. Но работать с газовыми баллонами почти все любители не решаются. Тем наиболее, стоимость аргона довольно высока, и аппарат в хозяйстве употребляться будет не так нередко. На дачном участке либо в гараже удобнее создавать сварку без газа с подачей прямого тока. Для этого необходимо приобрести порошковую либо флюсовую проволоку. Газ появляется в процессе сгорания проволоки, как при использовании обычного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить железное изделие полуавтоматом без газа
Поначалу нужно приобрести катушку металлической проволоки с флюсом. Опосля врубается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Потом делается закладка флюса вовнутрь воронки. Нужно смотреть за положением держателя, чтоб флюс попадал лишь в рабочую зону. Потом следует аккуратненько открыть защитную заслонку, чтоб выпустить флюс. Сейчас можно запустить устройство, нажав на клавишу «Запуск» и начинать водить электродом. Как лишь появляется электронная дуга, мастер приступает к варению.
На полуавтомат возлагаются огромные надежды. Не надо затрачивать много времени и сил, как в случае с ручными устройствами. Научиться варить может хоть какой желающий. Но для начала придется предназначить время исследованию устройства полуавтомата и техник варения. До этого чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто нереально. Также, следует учесть завышенный риск травматизма. Потому следует сначала соблюдать технику сохранности.
Сварка кузовного сплава полуавтоматом: часть 1 (подготовка ПА)

Сварка кузовного сплава полуавтоматом: часть 1 (подготовка ПА)
Часто обойтись без сварки при ремонте авто кузова просто нереально. С данной работой раз в день сталкиваются сотки автомехаников.
При всем этом, лишь грамотный спец может отменно заварить кузов кара. Большая часть же отрешаются от сварки в силу собственной некомпетентности.
Чем и как варить кузовной сплав? Какое оборудование для этих целей будет нужно? Вот ряд вопросцев, которые заинтересовывают начинающих сварщиков.
Чем лучше варить кузовной сплав
Для сварки авто кузова почаще всего применяется автоматическая сварка. ММА сварка (ручная дуговая) не много подступает для данной работы. Подробней о видах сварки читайте на веб-сайте mmasvarka.ru .
Во-1-х, при сварке электродом нужна кропотливая подготовка поверхности. Создать это иногда в недоступном месте кузова проблематично, ну и опасности прожечь узкий сплав, весьма высоки.

Потому для ремонта узкого кузовного сплава применяется MIG/MAG сварка полуавтоматом. Мастерски используя сварочный полуавтомат, получится сварить весьма узкий сплав (0,5-0,8 мм), который почаще всего употребляется в разных кузовных элементах кара.
Подготовка полуавтомата к сварке кузовного сплава
Сперва необходимо проверить, потянет ли сварочный полуавтомат, и будет ли он работать от сети. Создать это можно используя особый тестер. Если при подключении к сети электропотребителя в 2-3 кВт, напряжение просядет до 200 вольт, то полуавтомат может работать с перебоями.

Подготовка полуавтомата к сварке наиболее детально описана в аннотации:
- Поначалу необходимо «зарядить» полуавтомат специальной проволокой для сварки. Для этих целей отвинчивается сопло горелки, опосля что скручивается и снимается наконечник. Дальше отводятся ролики подающего механизма, и устанавливается бобина с проволокой.
- Потом нужно выставить на полуавтомате полярность тока. При использовании углекислого газа и обыкновенной проволоки, полярность выставляется оборотная: плюс на горелку, а минус на зажим. При использовании флюсовой (защитной) проволоки, полярность нужна иная: минус на горелку, а плюс на зажим. В этом случае большее тепловыделение появляется на проволоке, это нужно для резвой активизации флюса.
- Выставив полярность на полуавтомате нужно завести конец проволоки в сварочный аппарат. Эта работа весьма ответственная. Проволока обязана быть заведена в подающий канал сварочного аппарата не наименее чем на 10-20 см, она не обязана висеть, изгибаться, быть кривой.
- Придерживая одной рукою, конец сварочной проволоки необходимо подвести к прижимающему ролику. Проволока обязана размещаться строго снутри выемки ведущего ролика.

На этом подготовка полуавтомата к работе фактически завершена. Если надавить на клавишу, которая размещена на ручке сварочной горелки, то проволока начнёт свое движение, и уже весьма скоро покажется из горелки. Сейчас остаётся подключить газ к полуавтомату.
Как подключить углекислый газ к полуавтомату
Для этих целей поначалу устанавливается редуктор на баллон с технической углекислотой. Почему конкретно с технической углекислотой? Всё весьма просто, так как она содержит меньшее количество водяных паров.

Потом редуктор необходимо будет подключить гайкой к баллону, не забыв установить прокладку. Чтоб подключить полуавтомат к редуктору, нужно пользоваться особым шлангом. На этом всё. Сварочный полуавтомат подключён, остаётся только выполнить все нужные регулировки.
Как отрегулировать сварочный полуавтомат
Инспектировать опции и регулировки сварочного полуавтомата необходимо всякий раз перед включением устройства.

В список нужных работ входят:
- Проверка натяжения проволоки. Сварочная проволока обязана поступать без лишнего натяжения, но, в тоже время, она не обязана провисать.
- Подтяжка прижимающего ролика. Смысл данной операции в том, чтоб настроить прижимающую силу ролика, таковым образом, чтоб через него проходила даже изогнутая проволока для сварки.
- Регулировка расхода газа полуавтомата. Создать это можно средством вентиля, который размещен на газовом баллоне. Давление на газовом редукторе обязано быть приблизительно 2кг/см.
Следует включить сварочную горелку и дождаться когда газовый клапан раскроется. Расход газа должен быть в границах 7-10 л. за минуту. Проверить данный показатель можно по шкале расходомера на манометре.



























