Разработка сверления нержавеющей стали в домашних критериях
Нержавеющая сталь обширно употребляется в бытовой и промышленной сфере для сотворения разных предметов из-за значимого количества положительных свойств. Она представляет собой сплав разных материалов, которые дали нержавейке устойчивость к коррозии и брутальной среде. Исходя из их процентного соотношения, в сплаве удается сделать различные типы материала.
В домашних критериях нередко употребляют предметы из так именуемой пищевой нержавейки, краны и смесители, раковины и мойки на кухне, столовая посуда и остальные вещи. Потому нередко для каких-то целей нужно просверлить нержавейку. Но к процессу следует приготовиться. Другими словами, изучить советы наиболее опытнейших мастеров, если процедура своими руками производится в первый раз, также подобрать пригодные сверла и смазки.
Не считая опыта, будет нужно толика чуткости и бдительности. Это далековато не единственное, что требуется мастеру. Больше всего при сверлении помогает смазочная жидкость, без которой мастер рискует разрушить сверла и материал. Смазка состоит из машинного масла и серы, потому ее просто распознать по вязкой форме и завышенной жирности. Не считая правильного выбора материала, необходимо знать некие индивидуальности того, как просверлить отверстие в нержавейке.

Аспекты при сверлении
Что нужно создать, так это обусловиться с инвентарем. Что конкретно применять зависит от того, какого поперечника необходимы отверстия. Если до 12 мм, то в домашних критериях обходятся ручной дрелью.
Ничто другое не поможет рассверлить отверстия в нержавейке отменно, как подготовительная разметка. Она в особенности действенная, когда делают одиночные отверстия либо обрабатывается каленый и листовой сплав. Под сверло на заготовке наносят осевые опасности, а позже делают маленькое углубление в изделии. Позднее их углубляют до нужного размера.
Шаблон – вот что еще поможет сберечь время при сверлении, ведь на нем заблаговременно отмечены контуры отверстий. Мастерам приходится идти на хитрость, когда работа производится с краю поверхности. Обычно тут необходимы полуотверстия, которые делают последующим образом: к обрабатываемому изделию присоединяют пластинку из такового же материала, которую зажимают в тисках. Опосля чего же можно рассверливать обычное углубление, а по окончании работы просто убирать присоединенную пластинку.
Полезные приемы при сверлении
У всякого мастера, который набил руку в этом деле, найдется парочка хитрых приемов, существенно упрощающих процесс сверления. Огромное количество видео и фото на веб-сайте наглядно продемонстрируют, что и как нужно создать.
Сначала, следует направить внимание на то, в которой плоскости находится рабочая поверхность. Когда необходимо просверливать отверстие в горизонтально расположенном объекте, охлаждающую жидкость наливают в маленькую пробку , через которую и производят сверление.
Если система установлена вертикально, тогда на пространство грядущего отверстия прикрепляют шарик из парафина. Благодаря таковой хитрости удаётся стремительно выполнить работу даже в самых неловких местах.
Иной принципиальный аспект, о котором следует держать в голове, когда планируют сверлить сталь нержавеющего типа, установка дрели на малые обороты. Чтоб получить обычные отверстия довольно скорости до 150 оборотов. При очень больших оборотах смазочный материал просто не успеет охладить сверло.

Что созодать с тем оборудованием, где нет переключателя скоростей? Надавить на клавишу «Запуск» и отпустить через 1-2 секунды. Если работать таковыми маленькими нажатиями, то мотор дрели не разовьёт огромную скорость.
Если предстоит много и нередко сверлить нержавейку, следует приобрести специальную подставку для дрели. В финансовом плане растраты будут маленькими, а процесс существенно упростится.
Найти, что сверло затупилось либо перенагрелся материал, можно по потемнению стружки. Потому сведущие в работе мастера поначалу употребляют сверла маленького поперечника, к примеру, четверку. Потом доводят отверстие до подходящего размера, получая ровненькие и осторожные края. Это в особенности принципиально, когда сверлят нержавеющие трубы. В этом случае безупречный итог можно получить лишь при помощи специального ступенчатого конусного сверла . Когда требуется создать отверстие огромного поперечника, приблизительно от 15 мм, используют корончатое, проще говоря, коронка.

Внедрение смазочных материалов
Чтоб процедура не завершилась неудачей, необходимо применять охлаждающие материалы. Всё дело в том, что нержавеющая сталь различается завышенной вязкостью. В процессе работы перегрузка приходится сразу на сверло и материал, в итоге чего же, может произойти перегрев или 1-го, или другого. Потому так принципиально предугадать, чем охлаждать инструмент.
Когда сверлить приходится много, разумнее пристроить к станку автоматическую подачу смазочных материалов. Если сверление единичный и редчайший вариант, то обрабатывают сверла конкретно перед сверлением. В качестве смазочного материала употребляют смесь из машинного масла и серы. При всем этом серу можно взять как коллоидную, так и для окуривания, отлично известную, как «серный цвет».
Если она была приобретена в виде порошка, то вещество просто соединяют с машинным маслом. Когда же сера кусковая, то ее предстоит еще перетереть. Эффективной охлаждающей смазкой является смесь серы с жирными кислотами, которые можно получить дома из обыденного хозяйственного мыла.
Для этого производятся последующие деяния:
- кусочек мыла натирают, а полученную массу заливают жаркой водой;
- техно соляную кислоту осторожно вливают к мыльному раствору;
- когда на поверхность выплывут жирные кислоты, влить прохладную воду;
- дождаться, пока они затвердеют и снять верхний слой.
При разработке охлаждающего материала жирные кислоты и сера берется в пропорции 6:1. Потраченные усилия и время оправданы, поэтому что таковой состав поможет просверлить даже самую толстую нержавеющую сталь.

Выбор сверла
Выбор надежного сверла – принципиальный шаг при подготовке к сверлению. В продаже можно отыскать забугорные инструменты, выпускаемые по эталону DIN-338 и имеющие маркировку HSS-CO. По ней становится понятным, что в составе имеется не наименее 5% кобальта, как в старенькых русских сверлах. Распознать изделие для нержавеющей стали можно по тупому углу заточки, который упрощает центровку сначала работы. Таковой инструмент просто достать в хоть какой спец магазине по применимой цены.
Что касается твердосплавного инструмента, то он подступает для обработки нержавеющей поверхности и изделий из этого материала. Вот лишь могут появиться задачи с его приобретением, так как подобные сверла имеются не в любом строительном магазине, плюс стоят еще дороже.
При выбирании инструментов следует получать лишь прочные изделия. Можно выискать старенькые кобальтовые сверла, которые до сего времени числятся наилучшими. Если поймет беда, тогда стоит тормознуть на продукции компании Ruko, Bosch, Gross, Hilti, которые есть в большинстве магазинов. Стоимость зависит от поперечника, например, инструмент 3 мм можно приобрести приблизительно от 100 рублей. Чем больше поперечник, тем выше стоимость. Реальным умельцам не составит труда подогнать угол обыденного сверла при наличии дома алмазного круга.
Как просверлить нержавейку в домашних критериях: видео, фото, советы
Вопросец о том, как просверлить всякую нержавейку в домашних критериях, обычно не возникает, если применять для этих целей особые сверла для нержавеющих сталей. Вместе с таковыми сверлами, которые разрешают стремительно и отменно сформировать отверстие требуемого поперечника, нужно применять особые охлаждающие составы, также строго выдерживать технологические характеристики.

На производстве для сверления нержавейки употребляют промышленные станки с подачей охлаждающей воды. В домашней мастерской приходится осваивать некие хитрые приемы
Смазочные материалы
Сверление отверстий в изделиях из нержавеющей стали, выполняемое обыденным сверлом, может окончиться неудачей. Разъясняется это тем, что стали, относящиеся к группы нержавеющих, различаются завышенной вязкостью, потому их сверление, в особенности выполняемое в домашних критериях, сопровождается значимым нагревом режущего инструмента и, как следствие, его выходом из строя.

По мере необходимости нередко сверления нержавейки есть смысл оборудовать станок самодельной системой подачи водянистой смазки (в качестве насоса подойдет авто помпа)
Более всераспространенным составом, используемым в качестве охлаждающей и смазывающей воды при сверлении отверстий в нержавеющей стали, является раствор, состоящий из машинного масла и серы. Для изготовления такового раствора быть может применена как коллоидная сера, так и сера для окуривания, которую нередко именуют «серный цвет».
В этом случае, если сера, имеющаяся в вашем распоряжении, представляет собой маленький порошок, ее можно сходу соединять с машинным маслом без специальной подготовки. Если же вы заполучили кусковую серу, ее нужно за ранее перетереть.
Можно создать сверление железных нержавеющих изделий наиболее действенным, если применять для выполнения таковой операции смазывающе-охлаждающую смесь, состоящую из серы и жирных кислот, которые можно получить без помощи других в домашних критериях. Для этого нужно создать последующее:
- измельчить кусочек хозяйственного мыла (можно применять самое доступное);
- смешать размельченное мыло с жаркой водой и кропотливо размешать полученную смесь;
- в приобретенный раствор добавить техно соляную кислоту;
- дождаться, пока на поверхность приобретенного раствора начнут подниматься жирные кислоты;
- опосля этого добавить огромное количество прохладной воды;
- с поверхности раствора снять затвердевший ствол жирных кислот, которые в предстоящем и употребляются для изготовления смазывающе-охлаждающего раствора.
Приобретенные при изготовлении воды для сверления жирные кислоты смешиваются с сероватой в соотношении 6:1. Используя раствор, изготовленный по такому рецепту, можно просто просверлить изделие из нержавейки, отличающееся даже значимой шириной. Естественно, что при выполнении таковой процедуры следует придерживаться определенных технологических советов.
Полезные приемы при сверлении
Есть несколько легких приемов, позволяющих отменно и стремительно просверлить отверстие в нержавеющей стали. Перечислим более всераспространенные из их.
- Сверление горизонтальных поверхностей из нержавейки лучше делать, за ранее пропуская сверло через смазывающую и охлаждающую жидкость, налитую в резиновую шайбу либо пластиковую пробку, установленную конкретно над местом расположения грядущего отверстия.
- Если нужно просверлить отверстие в металлической нержавеющей поверхности, расположенной вертикально, то в месте сверления можно закрепить шарик, сделанный из парафина, который и обеспечит смазку режущего инструмента.
- Вне зависимости от того, будете вы сверлить нержавейку с помощью бытовой электронной дрели либо промышленного оборудования, производить такую технологическую операцию лучше на маленьких оборотах режущего инструмента (100–600 о/мин). Внедрение даже весьма высококачественной воды для смазки и остывания не сумеет обеспечить высококачественный итог сверления нержавеющей стали, осуществляемого на огромных оборотах.

Показателем правильного подбора скорости сверления нержавейки служит длинноватая стружка
Для того чтоб получить наиболее подробное представление о том, как верно просверлить детали из нержавейки, можно изучить данный процесс по видео.
Заморочек со сверлением на низких оборотах не возникает, если для этого употребляется станок либо дрель, на которых предусмотрена функция регулировки данного параметра. Если же таковой функции нет, то нержавейку просверлить можно последующим образом.
- Электронный сверлильный инструмент запускается практически на 1–2 секунды.
- Опосля краткосрочного запуска дрель сходу выключается.
Таковой нехитрый технологический прием дозволяет обеспечить низкие обороты вращения режущего инструмента, что, фактически, и требуется для высококачественного сверления нержавейки.
Выбор сверла
Если для вас требуется просверлить изделие из нержавейки, выбор сверла вместе с подбором соответственной смазывающей и охлаждающей воды, также технологии выполнения операции является важной процедурой, определяющей свойство конечного результата. До недавнешнего времени для сверления нержавеющих сталей использовались кобальтовые сверла.

Сверло кобальтовое для сверления нержавейки, чугуна и жаропрочных сталей без подготовительной центровки
Кобальтовые сверла, которые были обустроены цилиндрическими хвостовиками, выпускались из сплавов марки Р6М5К5, а в отдельных вариантах из стали Р18, в какой количество кобальта было ограничено 5%. Достоинства сверл, сделанных из сплава, содержащего в собственном хим составе кобальт, состоят в том, что данный хим элемент присваивает инструменту высшую твердость, что и дозволяет ему довольно просто просверлить хоть какое изделие из нержавейки. Нормативным документом, в согласовании с которым выпускались такие инструменты, был ГОСТ 10902-77.
На нынешний денек эти сверла уже не выполняются индустрией, и отыскать их на рынке тяжело. Меж тем современные производители выпускают огромное количество аналогов для работы с нержавейкой, свойство которых находится на высочайшем уровне. Если выбирать из таковых инструментов, можно направить внимание на сверла забугорного производства, на которых стоит маркировка HSS-Co. Они выпускаются по эталону DIN 338 и сделаны из стали, в составе которой содержится не наименее 5% кобальта. На самом деле, материал, из которого они изготовлены, является аналогом сплавов марок Р18 и Р6М5К5.

Соответствующим различием сверла с добавкой кобальта является наиболее тупой угол заточки для облегчения центровки сначала сверления
Совсем не непременно применять кобальтовый инструмент для того, чтоб просверлить в домашних критериях нержавейку. С таковой задачей хорошо управляются и сверла, сделанные из жестких сплавов. Различаются такие сверла для нержавеющей стали не только лишь материалом собственного производства, да и весьма острой заточкой режущей части (заточка производится с одной стороны). Следует, но, учесть, что стоят они довольно недешево и приобрести их в обыденных строй магазинах не постоянно реально.
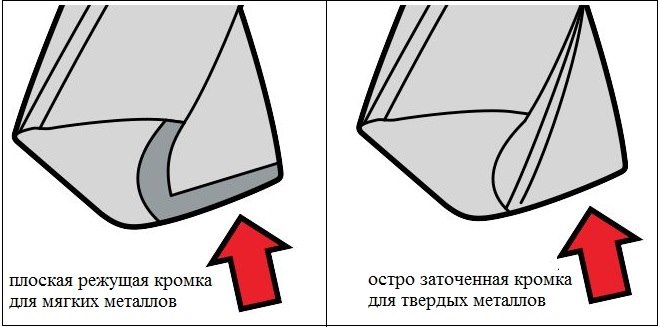
Заточка режущей кромки сверла различается для мягеньких и жестких металлов
Если для вас нужно просверлить отверстие в нержавейке, воспользуйтесь несколькими советами, которые дозволят для вас выполнить такую функцию без особенных заморочек.
Как просверлить нержавейку. Советы по выбору сверла для нержавейки
В индустрии и ежедневной жизни обширное применение отыскали детали и предметы, сделанные из нержавеющих сталей. Нержавейка всераспространена благодаря своим противокоррозионным свойствам. Стойкость к коррозии существенно продлевает срок службы машиностроительных деталей, строй металлоконструкций, сантехнических частей и бытовых предметов. Не считая того большая часть марок нержавеющих сталей различаются высочайшей твердостью, прочностью и сразу вязкостью материала. Эти характеристики благоприятно влияют на эксплуатационные свойства сделанных из их частей, но затрудняют их обработку.

Нередко в процессе работы с деталями из нержавеющей стали возникает необходимость получения в их отверстий. Просверлить отверстия в нержавейке несколько сложнее, чем в обыденных нелегированных либо слаболегированных сталях. В статье ниже разбираем, как просверлить отверстие в нержавейке.
Верный выбор сверла для нержавейки
Для нержавейки не подходят обыденные сверла для работы по сплаву. Потому для обычного сверления необходимо разобраться, чем просверлить нержавейку.
Если сверлить необходимо материал в изделии с маленький шириной от 1 до 2 мм, то можно испытать применять обычное спиральное сверло по сплаву. Режущие кромки такового сверла обязаны иметь угол заточки 120 градусов.
Принципиально сверлить с маленький частотой вращения (около 100 оборотов за минуту).
Если же толщина сплава больше либо меньше обозначенной выше, то лучше перед началом работ заготовить особые сверла для нержавеющей стали.
Для сверления нержавеющей стали отлично подступают железные сверла, легированные кобальтом. Содержание кобальта обязано составлять минимум 5 %. Такие стали обычно имеют бледноватый желтый колер на поверхности.

Забугорные стали обычно имеют в маркировке либо торговом обозначение символ «Со», время от времени с указанием содержания кобальта в процентах. Еще одним принципиальным легирующим элементом является вольфрам, которого в составе обязано быть до 20 %. Кобальтовые сверла изготавливают по эталону DIN 338. Главные размеры данного типа сверл оговариваются в ГОСТ 10902-77.
Одной из пригодных марок стали для сверла по нержавейке является Р6М5. В ее составе содержится наиболее 5 % ванадия, молибдена и вольфрама. Буковка «Р» сначала маркировки гласит о том, что эта сталь быстрорежущая. Забугорные аналоги данной марки обычно имеют в маркировке знаки HSS – быстрорежущая сталь. Таковыми аналогами быть может сталь S600-S601 либо 1.3343 или М2. Еще отлично подступает сверло по нержавейке, сделанное из сталей Р6М5К5 и Р18. Режущие кромки затачивают под угол от 125 до 135 градусов.

Если же вы желаете получить отверстие в тонколистовой стали (до 1 мм), то идеальнее всего применять коническое ступенчатое сверло по нержавеющей стали. Отверстие, приобретенное таковым сверлом, будет иметь четкие размеры, также высочайшее свойство обрабатываемых поверхностей. Оно также обязано быть сделано из легированной кобальтом стали и иметь желтый колер.
Разработка сверления нержавейки
Если вы верно подобрали соответственное сверло и уже имеете, чем сверлить нержавейку, нужно разобраться в правильной технологии металлорежущих операций. Так как нержавеющая сталь является жестким материалом с завышенной вязкостью, сверление принципиально создавать с применением смазочно-охлаждающих жидкостей. Это дозволяет понизить нагрев рабочих частей режущего инструмента, повысить производительность процесса и понизить износ сверла.
Для выполнения высококачественных отверстий следует соблюдать несколько главных правил:
- Если нужно получить отверстие в материале с шириной от 5 мм, то целенаправлено создавать процесс в два шага – поначалу сверлится подготовительное отверстие поперечником 2- 4 мм, а потом делается окончательное рассверливание на данный поперечник.
- Частота вращения шпинделя металлообрабатывающего станка либо патрона ручного инструмента обязана быть сниженной по отношению к работе с нелегированными сталями (для дрели это 100-400 оборотов за минуту, для станков – зависимо от технологического процесса).
- Подвод охлаждающе-смазочной воды необходимо создавать в протяжении всего процесса сверления, подвод необходимо делать к режущим кромкам сверла.
- Если применять сверло для нержавейки со шлифованной поверхностью рабочей части, процесс отвода стружки будет наиболее действенным, а внутренние поверхности будут наиболее гладкими.
- Работать следует в режиме малой подачи сверла, соблюдать равномерность давления на ручной инструмент.
- Соблюдайте технику сохранности при работе, используйте средства персональной защиты.
Как сверлить нержавейку в домашних критериях?
При выполнении слесарных работ по сверлению нержавеющего сплава не постоянно под рукою имеются проф сверлильные станки. Не любой домашний мастер может повытрепываться наличием специализированных аппаратов. Потому дальше будет представлена короткая информация о том, как просверлить нержавейку в домашних критериях.
Главным недочетом работы в таковых критериях является невозможность бесперебойной подачи смазочной воды в рабочую область. Потому по мере необходимости получения отверстия на горизонтальной поверхности используют последующий способ. Заготовка выравнивается строго по горизонтали и закрепляется. Пространство грядущего отверстия размечается и накерняется для облегчения центровки. На отверстие устанавливается отрезок полимерной или металлической трубки. Внутренний поперечник таковой трубки должен незначительно превосходить поперечник сверла. Потом в трубку наливают смазывающую жидкость. Если вы не имеете специальную СОЖ, то можно налить в трубку машинное масло либо даже оливковое масло. Создавать сверление нужно в данной ванне. При разбрызгивании либо выливании воды следует пополнять ванну.
Если же отверстие необходимо выполнить на вертикальной поверхности, то водянистая смазка не подойдет. В этом случае можно пользоваться маленьким куском свиного жира либо парафина, которые закрепляю в месте сверления. При нагреве сверла и заготовки смазывающий материал будет равномерно таять и попадать в рабочую зону сверления.
Сверление мойки

Нередко возникает вопросец о том, как просверлить отверстие в мойке из нержавейки. Здесь принципиально осознавать, что поначалу мойку следует демонтировать, чтоб не разрушить сантехнические элементы и тумбочку. Потом мойку необходимо установить на ровненькую горизонтальную поверхность. Дальше размечается пространство грядущего отверстия и делается его кернение. Если отверстие создано для установки смесителя и имеет большенный поперечник, то лучше применять конусное ступенчатое сверло, так как сплав корпуса мойки тонкостенный.
Если же вы сомневаетесь в том, как просверлить нержавейку дрелью, то огромных особенностей от изложенной выше технологии нет. Основное применять подходящее сверло и обеспечить его неплохую центровку. Используйте дрель с регулировкой оборотов, вращающий момент установите на положение, близкое к наибольшему. Ручная дрель может посодействовать в получении отверстия поперечником до 10 – 12 мм.
Правильные смазочные материалы
Если процесс сверления делается в промышленных критериях на спец металлорежущем оборудовании, то в качестве смазочно-охлаждающей воды (СОЖ) используются особые составы.
Внедрение в таком случае без помощи других сделанных консистенций не обусловлено и может привести к повреждениям оборудования и инструмента.
Если же работы выполняются в домашней мастерской, то покупка дорогостоящих расходных материалов не обусловлена. Они могут быть изменены самодельными вариациями СОЖ.
Приготовить смазывающий материал можно на базе обыденного машинного масла, в которое добавляется определенное количества коллоидной серы. При этом серу нужно размолоть в маленький порошок.
Остальным вариантом изготовления СОЖ в домашних критериях является состав на базе серы и жирной кислоты. Для его изготовления берут кусковое хозяйственное мыло и размельчают его на терке. Потом эти кусочки растворяют в жаркой воде до состояния густого мыльного раствора. Дальше в емкость медлительно наливают технический раствор серной кислоты. В итоге жирные кислоты поднимутся в верхний слой емкости. В конце наливают в емкость прохладную воду и дожидаются, когда жирные кислоты затвердеют. Загустевшие кислоты отделяют от остального состава и соединяют с сероватой в пропорции 6 к 1.
Хитрости при сверлении нержавейки
Как видно из статьи, процесс сверления нержавеющей стали является достаточно трудозатратным и просит определенных способностей и подготовки.
Мы подготовили несколько нужных советов о том, как просверлить нержавейку:



























