Как правильно заточить сверло по сплаву
Каждое сверло в процессе работы тупится, но не надо торопиться его выкидывать. Нередко возвратить сверлу его рабочее состояние можно с помощью заточки инструмента. В этом тексте мы объясним, каким образом это создать.

Прочитав эту статью, Вы узнаете:
В которой момент необходимо сверло необходимо затачивать
По сопоставлению со сверлами по древесной породе, сверла по сплаву стачиваются существенно резвее. Если у Вас уже есть некий опыт сверления сплава, то найти состояние сверла будет просто по контакту с материалом либо даже на глаз. В случае, если такового опыта нет, узреть выявить состояние сверла можно, если происходит что-то из этого:
- Вы сверлите и слышите, как сверло свистит и поскрипывает;
- резвое нагревание инструмента;
- получающиеся отверстия смотрятся плохо – с зазубринами и заусенцами;
- лишь одна спиральная канавка выдает стружку, это так же может означать, что заточка — некорректная;

При работе сверлом с тупым наконечником, мы ставим свое здоровье под опасность, потому что такое сверло просто ломается. На большенный скорости это угрожает осколками, которые летят в неопределенном направлении. Этого допускать ни при каких обстоятельствах недозволено, потому не тяните с подменой либо подтачиванием инструмента. Как лишь увидели перечисленные признаки – принимайте меры.
Как устроено сверло
Для того, чтоб обновить рабочую часть правильно, нужно разбираться, какие у сверла есть составные элементы:
- рабочая часть, создается за счет сведения канавки и задних частей;
- передний элемент под рабочей частью;
- свод меж частями сзаду;
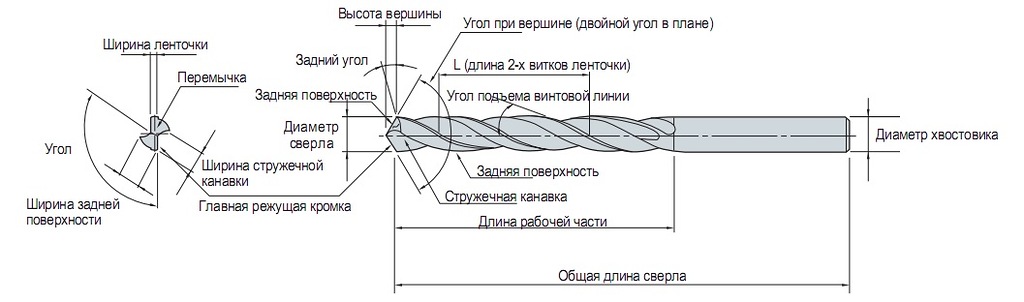
Во время использования сверла посильнее портится острие сверла, свод и граней сзаду. В связи с сиим, ремонт сверла происходит за счет выправления граней сзаду, примыкающих к острию и своду сверла.
Но здесь есть свои тонкости: чтоб обновить поверхность сверла и вывести точный свод, углы затачивания нужно ровнять по углы заточки должны соответствовать характеристикам самого сверла.
Выполнение этих норм даст рабочей части сверла первой совмещаться с заготовкой, это и дает нам самую большую отдачу от инструмента. Угол верхушки сверла описывает длину рабочей части инструмента. Если он выведен правильно, то стружка будет без заморочек ложиться в желоб и удаляться из него. Ну а если угол будет острым, то вырастет площадь снимаемой полосы, желоб забьется стружкой, она не будет выноситься из отверстия. Ну, а очень тупой угол снимает пользу от инструмента.
Сверла различаются по применяемому для их сырью и поперечнику. Характеристики сверл различаются от направленности материала. Сверла из сплава идеальнее всего обрабатываются дома.
Хоть какой сверлящий агрегат имеет две плоскости сзаду, формирующие конус на конце инструмента и пару режущих кромок. Если Вы поставите сверло на плоскость, то кромки будут ее касаться, часть, расположенная за ними, будет размещена в стороне от их. Она размещена под определенным углом, который и именуют «задним». Сбег приблизительно должен составлять на любой заворот 0,2 мм.
Верный угол заточки, методы работы
Для различных материалов угол заточки употребляется собственный угол заточки.
- Твердая сталь – 140°;
- Нержавеющая сталь – 135°-140°;
- Глубочайшее сверление – 130°;
- Чугун – двойной угол. Главный – 118°, вспомогательный – 90°;
- Алюминий, латунь, бронза – 118°;
- Медь и сплавы на ее базе – 100°.

Для заточки сверла употребляется точильный станок, применять точильный гранит либо шлифовальный лист для этого никчемно. Для выполнения работы пригодится абразивный круг, крутящийся не наименее 1400 за минуту. Абразив подбирают с маленьким зерном.
При перегревании сверла, сплав теряет свои свойства, потому принципиально прислонять сверло к точильному станку на маленькое время, не наиболее 4 секунд. Чтоб не попортить сверла, временами остужайте их в воде.
До этого всего выберете метод заточки рабочей части инструмента. Вот какими они бывают:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтообразной.
В данной статье мы разглядим такие всераспространенные методы заточки сверла как одноплоскостной и конический.
Сначала обтачивают кромку сзаду. Снимают маленький слой таковым образом, чтоб на поверхности не было приметно никаких неровностей. При наличии выщерблин до 3 мм необходимо укорачивать сверло на такую же величину.
В течение работы смотрите на симметрию рабочей кромки, ровность перемычки. В норме она размещается верно меж рабочими кромками.
Сверло до 3,5 мм затачивают способом 1. Когда задней части задана верная конфигурация, его подводят к абразиву под углом от 20 5 до 30 градусов.
Не вращайте сверло и не изменяйте угол его обработки. По другому кромка не будет совершенно ровненькой. Не считая того, при разворачивании сверла, из него может выкрошиться часть материала кромки.
Так как затачиваемое сверло имеет маленький поперечник, его точат за один подход, и оно не перегревается.
Посмотрите на самый конец сверла – сходящиеся плоскости должны быть соразмерными с схожим углом обработки.
Соответствие углу сверяйте по шаблону. Выправлять кромку, если работа не удалась с первой пробы – недозволено, придется затачивать опять.
Конический способ обработки совсем отличен от вышеперечисленного одноплоскостного. Инструмент задерживают обеими руками и при соприкосновении с плоскостью абразива рабочей кромкой, сверло начинают поворачивать по задней стороне и сформировывают конус.
При всем этом способе отрывать инструмент от наждака недозволено. Любой подход стартует с рабочей кромки и заканчивается с полным поворотом до окончания задней поверхности.
Опосля всякого шага обработки, сверяйте углы сверла с шаблоном.
Огромные сверла недозволено обрабатывать плоскостным способом, потому что при всем этом сверло перегревается, а стружка не отводится из отверстия.
Незначительно о ремонте сверл по бетону
Перечисленные методы заточки сверл можно отнести и к сверлам по дереву и по сплаву. Но победитовые сверла тоже просто могут придти в негодность. Признаки негодности победитового сверла те же, что у железного – оно начинает свистит, сверлит ужаснее, дико греется, возникает страшный свистящий звук. Принципы заточки победитового сверла такие же, как для сверл по сплаву, но есть свои индивидуальности, которые нужно разглядеть.
Начинается всё с измерения высоты режущей поверхности сверла. Затачивайте сверло, лишь когда по высоте оно не наименее 8-10 мм. При наименьшей высоте рабочей части, получить неплохой итог не выйдет – приобретите новейший инструмент. Для выполнения последующего деяния приобрести диск с алмазным абразивом. При всем этом, особый наконечник победитового сверла не выдерживает критичных огромных температур. Чтоб не попортить сверло – правьте его на маленьких оборотах.

При затачивании победитового инструмента по правилам, поначалу выведите боковые кромки режущего инструмента. Они до этого всего стираются, когда работаешь по бетону. Учтите, что напайки нужно править под девяносто градусов. Во-2-х, принимайтесь за задние грани, прямо до напайки. В случае, если напайка уже сносилась до стали, то нужно подтачивать передную часть сверла.
При заточке сверла из победита, чтобы не перегреть инструмент – охлаждайте его водой иди машинным маслом.
В заточке сверл из победита принципиально соблюдать симметрию кромок. Принципиально, чтоб режущие стороны были схожего размера. При смещении центра оси может снизиться эффективность сверла, не говоря уже о том, что отверстия будут рваными. Принципиально держать в голове: острота угла при верхушке тем больше, чем тверже материал наконечника. Рекомендованный угол заточки для напаек из победита – 170 градусов.
Для работы со сверлами необходимо уметь обрабатывать перемычку. На шлифовальном станке подходящего уровня обработки достигнуть трудно. Потому созодать это необходимо последующим образом: перемычку и задние грани выводят на крае круга, используя неспешную скорость. Инструмент соприкасается с точилом в течение недлинного промежутка времени. Позже его относят в сторону, переворачивают на 180 градусов и опять придавливают к абразиву. По нагревании сплава, сверло следует обмакнуть в воду, по другому инструмент растеряет свои характеристики.
По окончании заточки, проверьте как симметричной она вышла. Для этого можно провести таковой тест. В дрель вставляют обработанное сверло, при всем этом к обработанной кромке подносят фломастер. Дрель включают на маленьких оборотах, сверло покрывается маркерной линией. Если с одной из сторон черта от фломастера больше, чем с иной, то её нужно подточить.
Как правильно заточить сверло в домашних критериях
Заточить сверло в домашних критериях нетрудно, если знать как. Основная трудность в этом деле – выдерживать правильные углы. Ведь дома, обычно, нет особых оправок и кондукторов. Есть лишь точильный станочек. По последней мере, будем исходить из таковых критерий.

Требования к оснастке
Из оснастки у нас лишь электронный точильный станок. Но то, что он есть, еще не значит, что на нем можно точить сверла. Необходимо, чтоб точильный диск имел правильную форму – другими словами, форму цилиндра с ровненьким, не скругленным краем. Выпуклый край со сточенными ребрами может отдать некорректную заточку
Если диск очень сточен, его лучше поменять на новейший либо поправить особым эльборовым «карандашом», если он есть в хозяйстве. Весьма отлично, если диск сбалансирован, не дает биений и вибраций (вообще-то, это неотклонимая норма). В работе участвует лишь периферийная, поверхность диска, не его торцы.
Есть соблазн пользоваться ровненькой боковой поверхностью диска. Но она опосля нескольких заточек растеряет форму и поправить гранит опосля этого будет намного сложнее.
Заточка бура для бетона
Бур для перфоратора в качестве режущей части имеет пластинку из твердого сплава, вставленную в прорезь на рабочем конце и закрепленную припоем. Нормально заточенный бур имеет точные режущие кромки с углом заточки около 90 0 и углом меж кромками при верхушке – 130–140 0 .
При обычной заточке передняя грань режущей кромки (направленная в сторону вращения) наклонена к оси бура под углом 30 0 , а задняя – под углом 60 0 . При ручной заточке, не имея особых приспособлений, можно ориентироваться на целую, неизношенную часть граней и воспроизводить их углы наклона.
Процесс затачивания
Заточку начинаем с фронтальных граней. Выставляем бур около периферийной поверхности камня так, чтоб режущая кромка была параллельна оси точила и ориентирована ввысь, а грань параллельна поверхности, и на куцее время несильно прижимаем бур к точилу. На сплаве остается ясно различимый след, который указывает, правильно ли было выбрано его положение. Плоскость пробного шлифа обязана совпадать с плоскостью грани, а пятно шлифа размещаться по центру его неизношенной части, без существенного смещения. Обнаружив опытным методом правильное положение, запоминаем его и приступаем к заточке.
Параллельности достигнуть несложно, если поднести режущую кромку к поверхности камня и ориентироваться по зазору, оставшемуся до контакта.
Не следует сходу добиваться остроты кромки. Помните, что еще предстоит сточить заднюю грань, тогда и кромка «станет на пространство».
Поначалу одна за иной затачиваются фронтальные грани. Потом необходимо проверить их симметричность. Это делается зрительно, на просвет, поместив головку бура около края какого-нибудь предмета. Край должен быть ровненьким либо вогнутым, но симметричным. Можно сделать особый шаблон для проверки. При несимметричности добавочно стачивается наиболее маленькая грань.
Опосля этого, так же, попеременно, стачиваются задние грани кромок, с следующей проверкой симметричности. Симметричность расположения кромок проверяется и при взоре с торца, вдоль оси бура. При правильной заточке они параллельны, а меж ними остается перемычка длиной около 0,2–3 мм зависимо от поперечника.
Если в итоге обработки режущие кромки не стали наточенными, на их остались видимые скругления либо каверны, весь цикл заточки необходимо повторить.

Дополнения
При затачивании принципиально не перегреть инструмент. Для остывания его временами макают в воду. Емкость с водой необходимо держать у станка. Не следует прижимать бур к точилу долгое время. Лучше работать маленькими касаниями, около 2–4 с, с перерывами на такое же время. В этом случае избыточное тепло успевает отводиться телом бура и понижается риск перекаливания кромки.
Для работы по мягеньким материалам без удара, к примеру по кирпичу либо кафельной плитке, режущие кромки сводят «в ноль», без перемычки, а угол их заточки уменьшают до 30–35 0 .
Как держать сверло при обработке
Так как у нас по условиям задачки нет приспособлений для точного позиционирования сверл, вся надежда на собственные руки. Есть несколько обычных приемов, как достигнуть «жесткой руки».
Идеальнее всего, если при заточке сверла его можно опереть на подручник – особый «столик» закрепленный перед точилом. Если при конкретной опоре на подручник не удается достигнуть подходящего положения, его можно держать обрабатываемую деталь в руках, но непременно опираться:
- пальцами на подручник;
- запястьем либо кистью на верстак, на колено, на хоть какой размеренный и комфортно расположенный предмет;
- локтем либо предплечьем на верстак либо на колено.
В самом последнем случае можно просто локти придавить к бокам, образуя треугольник руками и туловищем. Но в любом случае необходимо отыскать возможность для очень твердого удержания инструмента с минимальными усилиями.
При фиксации сверла во время работы следует запоминать его положение не только лишь зрительно, да и по ощущениям в руках. Мышечная, кинестетическая память может оказаться поточнее, чем зрительный контроль.
Чтоб сохранить симметричность заточки, полезно перебегать ко 2-ой кромке поворотом сверла вокруг продольной оси, без смены положения рук и тела. Если не нужен перерыв на остывание.
Заточка сверла по сплаву
При заточке сверл по сплаву стачиваются лишь задние поверхности режущих кромок. Эти поверхности имеют скругленную форму (при поперечнике сверла меньше 3 мм – плоскую) с снижением относительно кромки около 10 0 . Режущие кромки сходятся к верхушке сверла под углом 116 – 120 0 (угол заточки). Для латуни, меди, мягенькой бронзы этот угол наращивают до 125–130 0 , для алюминия – до 140 0 .
Затачивание
При заточке сверло удерживается 2-мя руками. Одной около точила, иной – за хвостовик. Пальцы ближней к точилу (ведущей) руки опираются на подручник. Если его нет, необходимо отыскать всякую опору, как описано выше.
Сверло размещается под углом к рабочей поверхности точильного камня: 60 0 по горизонтали (половина угла при верхушке) и около 10 0 по вертикали. Затачиваемая режущая кромка ориентирована ввысь и размещена горизонтально, параллельно оси камня. Подбор положения можно создать при выключенном станке, по форме зазоров меж кромкой и точилом при взоре сверху, и меж точилом и тыльной поверхностью при взоре сбоку. Для наиболее четкой установки угла заточки, на подручнике можно нанести верно видимую линию под необходимым углом.
При заточке сверло прижимается к точилу режущей кромкой, а потом, без конфигурации прижима и горизонтального угла, наклоняется хвостовиком вниз до полной обработки тыльной поверхности. При всем этом положение ведущей руки не изменяется. Опосля 1 – 3 таковых проходов сверло поворачивается вокруг продольной оси на 180 0 , и операция повторяется для 2-ой кромки. Поворот инструмента делается лишь пальцами, без конфигурации положения рук.
Опосля заточки необходимо проверить симметричность кромок – равенство их длин и углов наклона к оси сверла. Если одна из кромок оказалась короче, ее необходимо проточить снова. Равенство углов проверяется зрительно – на просвет либо с помощью обычного шаблона, длину кромок можно замерить штангенциркулем.
Доборная обработка
При правильной заточке режущие кромки не сходятся на верхушке, меж ними остается маленькая перемычка. Для уменьшения сопротивления входу в материал, перемычка стачивается углом точильного камня либо алмазным надфилем. Стачивание делается с 2-ух сторон, симметрично, под острым углом к оси сверла, а край образующейся при всем этом канавки размещается под углом 30 0 к режущей кромке. Цель данной операции – укоротить перемычку, но не сточить ее вполне! Без нее сверло не будет центрироваться при входе.
Стачивание перемычки делается на сверлах поперечником наиболее 3 мм. Но на практике, для обычных работ без больших нагрузок перемычку, обычно, не стачивают даже при поперечнике 10 мм и наиболее.

Проверка заточки
Опосля затачивания необходимо проверить инструмент в работе и по мере необходимости подправить. На ошибки заточки указывают несколько признаков.
- Нехорошая центровка при входе, при работе приметны биения – несимметричная заточка кромок либо перемычки.
- При работе слышен визг сплава, сверло очень нагревается, стружка имеет вид маленьких крупинок – большенный угол заточки кромки, недостающее снижение тыльной поверхности (тупые кромки).
- Завышенное усилие вращения, на режущих кромках стремительно образуются сколы – очень малый угол заточки кромок (чрезвычайно острые кромки).
Признаки правильной заточки:
- точная центровка при входе, размеренная работа, отсутствие биений;
- вход в материал легкий, стружка выходит в виде схожих «спиралек» из обеих канавок;
- нагрев сверла невелик.
Заточка сверла по дереву
Для сверления древесной породы и древесных материалов существует некоторое количество видов сверл. Тут разглядим самое всепригодное и распространенное – спиральное.
Индивидуальности сверления древесной породы
Спиральное сверло по дереву по конструкции не много различается от его собрата для сплава. Даже режущая часть быть может таковой же. Но древесная порода имеет волокнистую структуру. При его сверлении резцы в различных направлениях по различному ведет взаимодействие с материалом. Следствием этого могут быть забияки и сколы на поверхности обрабатываемой детали. Чтоб этого избежать и получить аккуратное ровненькое отверстие, используют специальную заточку сверла, с центровиком и подрезателями.
Первым в контакт с материалом заходит центровик – узенький шип, расположенный по оси сверла. Углубляясь, он центрует инструмент, держит его от боковых смещений. Потом в дело вступают подрезатели – боковые резцы, выступающие над режущими кромками. Они отсекают древесные волокна по контуру отверстия и предупреждают распространение отщепов за его пределы. Оконтуренный, практически изолированный материал, извлекается главными лезвиями.
Геометрия рабочей части
Углы наклона граней центровика к оси сверла составляют 10 0 , наклон внутренних кромок подрезателей – 30 0 , наружные кромки подрезателей совпадают с боковой поверхностью сверла. Угол снижения задней поверхности режущих кромок составляет 25 0 . Высота центровика и подрезателей над режущими кромками зависит от поперечника сверла, но подрезатели постоянно ниже.
К примеру, сверло поперечником 10 мм обязано иметь центровик высотой 3,5–4,5 мм, а подрезатели – 1 мм. Ширина основания центровика составляет около 1,5 мм. Рекомендованные характеристики для различных поперечников смотрите в таблицах 1 и 2 приложения 1 к ГОСТ 22053-76.
Чем затачивать
Для выполнения таковой сложной заточки нужен гранит специальной формы. Если есть «карандаш» для правки абразивных дисков, можно обычному точильному диску придать трапециевидный профиль (сточить один край на конус) и назначить этот гранит для заточки лишь сверл по дереву.
Еще можно применять диск для «болгарки», установив его на точильный станок. При различных посадочных поперечниках можно заказать переходник. Иной вариант – применять «болгарку». Но ее необходимо непременно накрепко закрепить.
Заточка – знакомая работа
Сам процесс заточки сверла по дереву в принципе не различается от заточки остальных сверл. Употребляются те же приемы выбора подходящих углов, фиксации инструмента и контроля симметричности. Если необходимо просто подточить затупившееся сверло, то огромных сложностей при неплохой оснастке появиться не обязано. Если же необходимо создать сверло по дереву из обычного, то стоит сначала потренироваться на старенькых сверлах, которые не жаль извести на обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками).
Как правильно заточить сверло по сплаву – заточка бит своими руками
Вы никогда не замечали при сверлении, что сверла стали резать материал как-то по-другому, не так, как ранее? А может, некие уже так старенькые, что визжат и дымят при использовании и с трудом проходят дерево? Тогда до этого чем отправится в скобяной магазин за новеньким набором, попытайтесь мой вариант заточки сверла по сплаву, сиим вы сэкономите для себя время и средства.

Следуйте моей аннотации как точить сверла, и ваши старенькые затупленные либо выщербленные сверла будут как новейшие.
В заточке есть свои индивидуальности. Когда я лишь начал работать слесарем-механиком девять годов назад, мой наставник очень скептически отнесся к идее автоматической заточки старенькых сверл. Большая часть таковых станков при высочайшей цены не сделает сверло даже примерно таковым же острым, как заводская заточка (если, естественно, вы не раскошелитесь на промышленный станок). Что я собираюсь для вас показать – собственного рода утерянное искусство, как наточить сверло по сплаву на ленточном шлифовальном станке либо на настольном шлифовальном станке.
Я не пробую уверить вас, что, прочитав мое управление, вы сходу можете заточить сверло до безупречного состояния, но управится со соей задачей вы сможете, а опосля, набравшись опыта, вы можете затачивать свои сверла до подходящей остроты. Мы с наставником до таковой степени стали в этом мастерами, что, покупая дешевенькие китайские сверла из высокоуглеродистой стали, мы затачивали их сходу опосля вскрытия упаковки, еще до первого использования.
- затупленная либо выщербленная бита
- ленточная шлифовальная машинка либо шлифовальный настольный станок
Предупреждение! Ваши пальцы будут находится в близи от рабочего полотна устройства, есть риск содрать кожу. Не одевайте перчатки, потому что их может затянуть станок, а означает, и вашу руку тоже. Кропотливо изберите пространство около станка, и лучше используйте защитные очки.
Шаг 1: Знакомимся с битами поближе
Есть много особенностей, по которым различают виды бит. Чтоб не углубляться, мы разглядим три главных элемента сверла: режущая кромка, задняя поверхность и поперечная кромка (перемычка).
Основная режущая кромка – производит срезание. Две режущих кромки на винтообразном сверле должны быть симметричны друг дружке, если необходимо просверлить ровненькое отверстие. Если во время заточки уделять больше внимания одной из кромок, она будет больше и срез будет больше с данной стороны. Это означает, что отверстие будет обширнее, чем поперечный размер.
Задняя поверхность идет опосля режущей кромки и поддерживает острую кромку сверла в процессе резания. Если угол задней поверхности будет очень огромным, это понизит крепкость режущей кромки и сверло будет обкалываться почаще, в особенности в углах.
Поперечная кромка (перемычка) – образована пересечением задних поверхностей винтообразного сверла. По сути, поперечная режущая кромка не разрезает материал, а заминает его под главные. Потому лучше созодать перемычку как можно меньше.
Шаг 2: Почему сверла крошатся и тупятся

Чтоб научиться затачивать биты, для вас необходимо осознать, почему это вообщем приходится созодать.
Сверло крошится поэтому, что крепкость режущей кромки ниже, чем сила, работающая на нее при резании. Чтоб избежать этого, задняя поверхность обязана быть конической формы. Это делает режущую кромку наиболее крепкой.
Тупятся они или в итоге того, что перемычка некорректно заминает материал под режущую кромку и ее необходимо опять сформировать, или же сглаживается режущая кромка и ее необходимо поновой заострить, чтоб она опять врезалась в материал.
Шаг 3: Подготавливаем сверло

Прогуляйтесь пилкой по хвостовику, чтоб убрать вероятные заусенцы, чтоб они не поранили для вас пальцы.
Шаг 4: Избираем инструмент для заточки


Заточить можно на точильном станке либо на шлифовальной машине. Удостоверьтесь, что меж щель меж защитным кожухом и рабочей поверхностью, не больше 3 мм, чтоб сверло не цеплялось за край защиты.
Шаг 5: Обучаемся держать сверло правильно


Встаньте поудобнее перед станком и возьмите сверло 2-мя руками. Держите под углом 60° к ленте станка. Расположите конец задней поверхности прямо вплотную к ленте. Повторяйте шаги 5-7, перемещая сверло по ленте до финальной позиции. Направьте внимание, на 2-ух фото разница меж исходной и финальной позициями практически не видна. Шаги 5-7 одновременны, но не запамятовывайте, что двигаться обязана лишь левая рука. Правая обязана оставаться недвижной, лишь пальцы поворачивают сверло.
Шаг 6: Доводим заднюю поверхность
Доводим заднюю поверхность поднимая левую руку и надавливая сверлом на ленту станка.
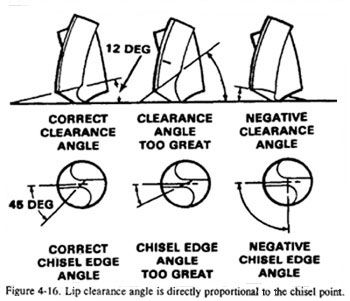
Шаг 7: Формируем поперечную кромку
Перемещая левую руку к правой, вы сформируете угол поперечной кромки (перемычки). Повторите пару раз, пока угол меж поперечной и режущей кромками не станет равен 45°.
Шаг 8: Формируем заднюю поверхность
Вращением против часовой стрелки вы придадите задней поверхности коническую форму, это даст огромную стойкость кромке.
Шаг 9: Затачиваем
Соберите прошлые три шага в одно движение, чтоб вышел безупречный срез на поверхности.
Повторите пару раз и переверните обратной режущей кромкой к ленте станка.
Предупреждение: сверло разогреется в процессе заточки. Держите неподалеку от станка пару чашек с прохладной водой, чтоб временами охлаждать его. Если оно перегреется, крепкость сплава снизится. Потому охлаждайте.
Шаг 10: Повторение

Чтоб создать кромки симметричными, может быть для вас придется повторить шаги 5-7 пару 10-ов раз. Это нормально, запаситесь терпением. Продолжайте трениться! Почаще поворачивайте, чтоб обе кромки точились умеренно. Ваши движения должны быть аккуратными, не пытайтесь создать острую кромку рваными легкими надавливаниями на ленту станка, это практически постоянно ведет к неровному краю либо затупляет его.
Попрактиковавшись в заточке и формировании кромки и перемычки, можно испытать сверлить. Если процесс резания все еще затруднен, проверьте перемычку и заднюю поверхность, чтоб убедиться, что задний угол сформирован правильно.
Если стружки выходят лишь с одной стороны, проверьте, симметричны ли режущие кромки относительно центральной полосы. Если стружки на обеих сторонах, сверло готово к использованию.
Шаг 11: Заключение

Если вы приобрели примечательные кобальтовые биты с напайками, то у меня вам нехорошая новость. Хотя сверлить ими намного легче, вручную заточить их навряд ли выйдет. Для вас нужен будет аппарат, который сумеет срезать задний угол и сформировать поперечную кромку. Если не уменьшить поперечную кромку, во время сверления будет происходить очень мощное замятие, через большая часть металлов вы просто не можете сверлить.
Рассказываю как создать какую-либо вещь с пошаговыми фото и видео инструкциями.



























