Как анодировать сплав в домашних условиях
Как анодировать сплав в домашних условиях?

В современном мире имеется огромное количество способов обработки металлов и железных изделий. Они используются и в промышленных масштабах, и в домашних условиях.
Свойства анодирования
Анодирование представляет собой функцию образования на поверхности разных металлов оксидной пленки методом анодного окисления. Наращивание оксидной пленки осуществляется в проводящей среде. На поверхности металла таковая пленка держится довольно отлично.
Наращивание оксидной пленки может производить и благодаря способу увеличения температурного режима. Но при всем этом она выходит низкой по прочности и не держится долгое время. Благодаря химическому способу образования оксидной пленки она выходит хорошей толщины и непревзойденно держится на поверхности материала.
Анодированию можно подвергать различные виды металлов. Главным требованием будет то, что они обязаны иметь возможность создавать лишь один оксид. Он должен владеть наибольшим уровнем стойкости. Если сплав владеет способностью создавать сходу несколько оксидов, это может привести к тому, что пленка просто начнет лопаться и не покажется защитного эффекта. Конкретно по данной причине лишь на редчайших промышленных объектах встречаются случаи анодирования железа либо меди.
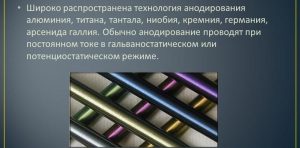
Не считая того оксидная пленка на поверхности металлов обязана владеть пористой структурой. Это нужно для того, чтоб электролиты лучше в нее проникали. В итоге выходит, что только маленькая часть всех имеющихся на земле металлов способны удовлетворять данным характеристикам. К ним относятся алюминий, тантал, титан. В промышленной и бытовой сфере почаще всего встречается обработка с помощью анодирования дюралевого материала.
Что представляет собой анодированная железная поверхность
Под анодированием металла предполагают процесс его обработки, для воплощения которого употребляют электролит и электронный ток определенной величины. В итоге на поверхности изделий получают прочную оксидную пленку. Она значительно увеличивает срок службы изделий, устойчивость к коррозии, обеспечивает отсутствие полос и царапин.
Прочностные и механические характеристики материала также значительно меняются, что зависит от состава металла и остальных черт:
- особенностей используемого электролита;
- параметров катода;
- черт анода.

Индивидуальностью анодного окисления считается то, что в итоге его выполнения на поверхность металла не наносится никаких веществ. Защитная пленка появляется в итоге преобразования самого материала при протекании соответственных реакций.
Индивидуальности анодированных
Данная процедура обширно применяется в промышленных масштабах, не считая того, выполнить самостоятельное оксидирование стали, алюминия либо меди можно и в домашних условиях. Крайний вариант будет различаться от проф процесса, но он комфортен для обработки маленьких деталей.

Изделия, которые на собственной поверхности имеют образовавшуюся опосля анодирования пленку, владеют последующими чертами:
- завышенная устойчивость к коррозии;
- возрастает крепкость таковых материалов как сталь и алюминий;
- изделие становится нетоксичным;
- отсутствие способности проведения тока;
- приготовленная поверхность подступает под последующую обработку при помощи гальванического покрытия.
Процедура анодирования металла применяется для производства посуды – обработанные таковым способом изделия не пригорают на плите и неопасны для изготовления еды. Материалы с оксидной пленкой употребляют при изготовлении неких инструментов, строй материалов, светотехнических устройств, предметов домашнего обихода. Не считая того, обработке подвергаются изделия из серебра.
Обширно всераспространено цветное анодирование, которое дозволяет придать деталям различный декор. Окрашенные таковым методом изделия имеют наиболее ровненький и глубочайший цвет.

Обработанные анодированием поверхности инструментов и приспособлений не растрескиваются при эксплуатации, сохраняя первозданный вид на длинный срок. Не считая того, плоскость становится наиболее крепкой, что дозволяет ей выдерживать завышенные перегрузки и механическое действие.
Используемые устройства и оборудование
В промышленных масштабах для анодирования стали используют раствор серной кислоты, который обеспечивает высшую скорость процесса и самую большую глубину проникания. Современные установки представляют собой на сто процентов автоматические полосы с наименьшим количеством персонала, роль которого сводится к контролю над рабочим действием.
Все оборудование можно поделить на три вида:
- Основное. К нему относят ванну и катод. Емкость обязана быть сделана из инертного материала, владеющего высочайшими теплоизоляционными качествами – в этом случае электролит не будет очень стремительно греться и прослужит намного подольше. Материал катода зависит от типа обрабатываемого металла. К примеру, для анодирования алюминия употребляют свинцовый лист, размер которого должен быть в два раза больше габаритов заготовки.
- Обслуживающее. Сюда относят узлы, которые отвечают за обеспечение работоспособности установки: приводные механизмы и устройства для передачи тока.
- Вспомогательное. Идет речь о оборудовании, на котором осуществляются работы по подготовке заготовок к анодированию. Сюда же относят механизмы для перемещения деталей и их складирования.
В процессе выбора пригодной установки нужно принимать во внимание последующие индивидуальности:
- Более трудозатратными операциями являются погружение и выгрузка заготовки. Обращайте внимание на надежность и энергопотребление данных узлов.
- Производительность зависит от мощности энергетической установки. Как указывает практика, лучшая мощность выпрямителя – 2,5 кВт. Наличие бесступенчатой регулировки уровня напряжения будет доп преимуществом, облегчающим процесс анодирования стали.
Бесступенчатая регулировка будет опосля формирования защитного слоя средней толщины, когда для сохранения уровня тока будет нужно плавненько наращивать напряжение.
- По кольцам емкости должны быть уставлены контактные площадки из гибкого материала. Идеальнее всего с данной задачей управятся элементы из меди.
Как происходит процесс анодирования?
Вся процедура состоит из 3-х шагов работы: подготовки металла, его хим обработки и закреплении покрытия на поверхности. Предлагаем подробнее разглядеть каждую из обозначенных фаз на примере обработки такового материала как алюминий:
- Предварительный шаг. Профиль из металла очищается механическим методом, опосля что шлифуется и обезжиривается. Создать это нужно для того, чтобы покрытие прочно зафиксировалось на базе. Дальше в действие вступает применение щелочей. Деталь помещают в раствор на некое время для травления, опосля что перекладывают в кислотную жидкость, где алюминий осветляется. Оканчивающей стадией анодной подготовки является полная промывка деталей от остатков щелочи и кислоты.
- Хим реакция. Заготовленное изделие кладут в электролит. Он представляет собой раствор из кислоты, к которому подключено действие тока. Анодируемый материал почаще всего обрабатывают при помощи серной кислоты, а для заслуги раскраски используют щавелевый ее аналог. Удачный итог достигается при правильных показателях температуры и плотности тока. Жесткое анодирование подразумевает внедрение низких температур, если же цель – получить мягенькую и пористую пленку – характеристики увеличивают.
- Шаг фиксирования покрытия. Приобретенные дюралевые детали с образовавшейся на их пленкой имеют пористый вид, потому их нужно упрочнить. Для этого применяется несколько способов: окунание изделия в жаркую воду, обработка паром либо прохладным веществом.

При предстоящей цветной расцветке изделия нет необходимости создавать закрепление анодирования. Имеющиеся лакокрасочные материалы непревзойденно ложатся на пористую поверхность, образуя красивое сцепление с ней.

Необходимо отметить, что таковым анодированием покрывают сплавы на промышленных предприятиях. Особо крепкий тип покрытия реально получить при жестком типе процедуры. Данный материал применяется в автопроизводстве, строении самолетов и строительстве.
Методы выполнения процедуры
Анодирование меди и остальных металлов может производиться несколькими методами. Любой из их имеет свои достоинства и недочеты, индивидуальности проведения.
Теплый способ

Самый обычной способ выполнения анодирования, который можно применить даже в домашних условиях. Процесс обработки происходит при комнатной температуре. При применении органической краски, йода либо зеленки можно значительно сделать лучше эстетические свойства обрабатываемых деталей.
Жесткое анодирование металла по таковой технологии провести не получится. Если это создать, на поверхности материала появляется узкая оксидная пленка, которая не обеспечивает надежной защиты от коррозии и просто повреждается. Но если опосля выполнения схожей обработки провести окрашивание изделий, сцепление красящих составов с поверхностью будет хорошим. Конкретно таковым методом можно обеспечить доброкачественную защиту от коррозии и продлить срок службы деталей.
Прохладный способ
Для выполнения анодного окисления прохладным способом нужно обеспечить стабильность температуры. Она обязана находиться в границах -10–+10°С. Хорошей температурой считается 0°С, что соответствует характеристикам, при которых происходит безупречная химическая реакция.
Способы цветного анодирования алюминия
При достижении обозначенных характеристик анодная и катодная обработка металла будет происходить наиболее отменно, образуя на поверхности крепкую пленку. Она наилучшим образом защищает от коррозии.
При помощи прохладного способа можно выполнить гальваническое напыление меди, золота и иных металлов. Для этого нужно верно высчитать силу тока, используя особые уравнения. Приобретенные детали фактически нереально разрушить. Они различаются долгим сроком службы в в особенности брутальной среде (при контакте с морской водой).
Незначимым минусом данной технологии считается невозможность нанесения на полученную поверхность краски. Для конфигурации цвета используют способ напыления металла либо употребляют электронный ток определенной величины.
Главные плюсы анодированного металла
Анодированная сталь прибыльно различается от незащищенных изделий последующими свойствами:
- Стойкость к коррозии. Барьерная пленка препятствует контакту металла с влагой, также химически активными соединениями.
- Высочайшая крепкость. Защитный слой владеет высочайшей устойчивостью к механическим повреждениям.
- Диэлектрические характеристики. Оксидная пленка фактически не проводит ток.
- Экологичность. Обработанная посуда приобретает устойчивость к интенсивным перепадам температур. В процессе изготовления еда не подгорает.
- Декоративные характеристики. Некие сплавы подвергают обработке для конфигурации зрительных свойств. В главном, для этих целей употребляют алюминий как владеющий неплохим соединением с кислородом. Добавление определенных солей в раствор электролита дозволит поменять начальный цвет, придавая окрашенным изделиям ровненькие и глубочайшие цвета.
Оксидирование также дозволяет скрыть незначимые недостатки поверхности, такие как царапинки либо потертости.
В отличие от обыкновенной нержавеющая сталь плохо поддается обработке как условно инертный сплав. Для решения данной задачи нержавейку покрывают никелем, а лишь потом проводят оксидирование. Ученые интенсивно занимаются разработкой особых паст, которые будут уменьшать инертные характеристики внешнего слоя нержавеющей стали.
Разработка выполнения анодирования металла
Повысить эстетические свойства металла и продлить его срок службы можно с помощью особых химических реакций. Одним из таковых способов защиты изделий является анодирование. С его помощью на поверхности железных изделий формируется защитная оксидная пленка. Конкретно данный слой присваивает обыденным материалам доп и весьма полезные характеристики.
Что представляет собой анодированная железная поверхность
Под анодированием металла предполагают процесс его обработки, для воплощения которого употребляют электролит и электронный ток определенной величины. В итоге на поверхности изделий получают прочную оксидную пленку. Она значительно увеличивает срок службы изделий, устойчивость к коррозии, обеспечивает отсутствие полос и царапин.
Прочностные и механические характеристики материала также значительно меняются, что зависит от состава металла и остальных черт:
- особенностей используемого электролита;
- параметров катода;
- черт анода.
Индивидуальностью анодного окисления считается то, что в итоге его выполнения на поверхность металла не наносится никаких веществ. Защитная пленка появляется в итоге преобразования самого материала при протекании соответственных реакций.
Достоинства и индивидуальности технологии
При выполнении анодирования металла удается добиться последующего:
- применяется для деталей, которые подвержены коррозии. В итоге обработки на поверхности появляется надежная защитная пленка;
- увеличиваются прочностные свойства металла. Он наименее подвержен механическим и хим действиям;
- при анодировании посуды она приобретает возможность отлично употребляться при хоть какой температуре, еда на ней не пригорает;
- возможность выполнения гальванического напыления остальных материалов – хрома, титана, золота;
- приготовленные схожим образом изделия получают диэлектрические характеристики (неспособны проводить электронный ток).
Опосля окисления металла можно выполнить его декорирование. При соблюдении всех аспектов технологии удается сделать лучше эстетические свойства материала, придать ему наиболее ровненький и насыщенный цвет. Декорирование изделий может проводиться с доборной механической обработкой либо без нее.
Анодирование получится выполнить как в домашних, так и в промышленных условиях. Во 2-м случае получают наиболее толстую оксидную пленку, которая значительно улучшает прочностные свойства железных изделий. Но даже если провести такую функцию в домашних условиях, защитные характеристики обработанных деталей увеличиваются в разы.
Методы выполнения процедуры
Анодирование меди и остальных металлов может производиться несколькими методами. Любой из их имеет свои достоинства и недочеты, индивидуальности проведения.
Теплый способ
Самый обычной способ выполнения анодирования, который можно применить даже в домашних условиях. Процесс обработки происходит при комнатной температуре. При применении органической краски, йода либо зеленки можно значительно сделать лучше эстетические свойства обрабатываемых деталей.
Жесткое анодирование металла по таковой технологии провести не получится. Если это создать, на поверхности материала появляется узкая оксидная пленка, которая не обеспечивает надежной защиты от коррозии и просто повреждается. Но если опосля выполнения схожей обработки провести окрашивание изделий, сцепление красящих составов с поверхностью будет хорошим. Конкретно таковым методом можно обеспечить доброкачественную защиту от коррозии и продлить срок службы деталей.
Прохладный способ
Для выполнения анодного окисления прохладным способом нужно обеспечить стабильность температуры. Она обязана находиться в границах -10–+10°С. Хорошей температурой считается 0°С, что соответствует характеристикам, при которых происходит безупречная химическая реакция.
При достижении обозначенных характеристик анодная и катодная обработка металла будет происходить наиболее отменно, образуя на поверхности крепкую пленку. Она наилучшим образом защищает от коррозии.
При помощи прохладного способа можно выполнить гальваническое напыление меди, золота и иных металлов. Для этого нужно верно высчитать силу тока, используя особые уравнения. Приобретенные детали фактически нереально разрушить. Они различаются долгим сроком службы в в особенности брутальной среде (при контакте с морской водой).
Незначимым минусом данной технологии считается невозможность нанесения на полученную поверхность краски. Для конфигурации цвета используют способ напыления металла либо употребляют электронный ток определенной величины.
Анодирование разных типов металла
Анодирование металла может производиться для различных типов материалов:
- алюминия. Проводится достаточно нередко, для что деталь опускают в кислую среду, и к ней подводится положительный источник тока;
- титана. Нередко употребляется в индустрии, но просит специальной обработки для увеличения износостойкости и антикоррозийных свойств;
- сталь. Употребляется щелочная либо кислая среда, которая присваивает сплаву хорошие характеристики прочности;
- меди. Производится помещением деталей в кислую среду, через которую пропускается электронный ток.

Методика процедуры в домашних условиях
Все почаще в быту возникает потребность в доборной защите железных изделий от губительного действия окружающей среды. Для этого может производиться анодирование. Оно обеспечивает материалу наилучшие технические свойства.
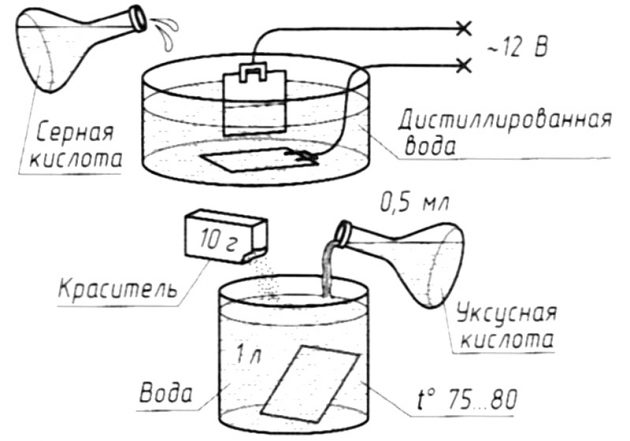
Анодирование меди либо остальных металлов начинается с подготовки раствора. Для этого дистиллированную воду соединяют с избранной кислотой в определенных пропорциях. Материалы перед обработкой непременно очищают, что улучшает эффективность процедуры. Лишь опосля этого железные изделия погружают в раствор кислоты и подключают электронный ток.
Меры предосторожности и советы по технике выполнения
Чтоб анодирование металла прошло отлично и неопасно, нужно придерживаться таковых обычных советов:

- во время работы лучше употреблять особые перчатки, очки, маску, что защитит организм от вредных испарений;
- в качестве емкости для проведения хим реакции подойдет неважно какая пластмассовая тара либо древняя эмалированная ванна без сколов;
- толщина кабеля обязана подбираться с учетом силы производимого тока;
- чтоб придать стали насыщенный темный цвет, применяется нитрат натрия. Рабочая температура раствора – +100–140°С.
Видео по теме: Анодирование алюминия своими руками

Процесс хромирования железных изделий в домашних условиях

Разработка выполнения цинкования в домашних условиях

Вопросец №17 — Как происходит процесс твердого анодирования алюминия?
Анодирование алюминия в домашних условиях
Алюминий – сплав легкоплавкий, пластичный и мягенький конкретно потому нередко употребляется мастерами для производства разных деталей в домашних условиях. Но есть у алюминия недочет. Он владеет очень непривлекательным видом из-за образовывающейся на его поверхности защитной пленки. Другими словами, алюминий на воздухе темнеет, а при использовании марает руки, т.к. пленка неуравновешенная. Чтоб поправить ситуацию, алюминий анодируют. Как это создать в домашних условиях, побеседуем в нашей статье.
Содержание:
Анодирование алюминия: это что
Как уже говорилось в самом начале, алюминий при содействии с кислородом воздуха, окисляется. На его поверхности появляется оксидная пленка, очень неуравновешенная к механическим повреждениям. Чтоб закрепить эту пленку и защитить ее от истирания алюминий анодируют.

Как меняется свойство дюралевых деталей опосля анодирования? А ах так:

- происходит укрепление верхнего слоя металла;
- происходит зрительное и тактильное сглаживание маленьких погрешностей поверхности металла (царапин, точечных повреждений и т.д.);
- улучшается процесс нанесения красящего вещества на дюралевую заготовку;
- деталь приобретает наиболее представительный вид;
- возникает возможность имитации разных металлов (серебра, платины, золота и даже жемчуга).
Жесткое анодирование алюминия: плюсы и недочеты

Анодирование алюминия в домашних условиях можно создавать 2-мя методами: жестким (прохладным) и теплым. Крайний, ввиду собственной трудности, в домашних условиях фактически не применяется, зато жесткое анодирование получило обширное распространение посреди умельцев.
Это процесс владеет своими плюсами и недочетами. К первым относятся такие как, получение толстого защитного слоя, который владеет неплохими прочностными чертами, также образование прочной противокоррозионной пленки на поверхности металла.
Посреди недочетов отмечают один: неспособность задерживать на собственной поверхности равномерный слой красителя на органической базе. Краситель ложится неравномерно и не является стойким. Но при всем этом, в процессе твердого анодирования заготовка сама окрашивается в естественные цвета от зеленого, через желтовато-бурый до насыщенно сероватого.
Что нужно для твердого анодирования
Из материалов и устройств для вас пригодятся:

Анодирование до конфигурации цвета
Весь процесс анодирования в домашних условиях можно подразделить на несколько шагов. Но до этого хотелось бы тормознуть на процессе промышленного прохладного анодирования, который протекает с внедрением раствора серной кислоты. В итоге данного процесса происходит активное газовыделение, при этом летучие газы владеют взрывоопасностью. Конкретно потому не советуют в домашних условиях проводить схожий процесс.

Разработка домашнего анодирования наиболее неопасная. Побеседуем о главных ее шагах подробнее.
- Готовим нужные смеси
Для твердого анодирования готовится два вида раствора в различных емкостях: один солевой, 2-ой – содовый, основой для которых служит питьевая дистиллированная вода средней температуры (40-50 градусов). Содового раствора необходимо будет в девять раз больше, чем солевого, а поэтому емкость под него выбирается соответственная. В теплую воду при неизменном помешивании добавляется соль (в другую сода). Готовятся насыщенные смеси, т.е. соль и сода добавляются до того времени, пока не начнет выпадать осадок. Опосля этого смеси нужно процедить пару раз. Помните, что от свойства смесей (их прозрачности и чистоты) зависит свойство анодирования.Перед самим действием твердого анодирования смеси смешиваются в соотношении 1 часть солевого и 9 частей содового.
В теплую воду при неизменном помешивании добавляется соль (в другую сода). Готовятся насыщенные смеси, т.е. соль и сода добавляются до того времени, пока не начнет выпадать осадок. Опосля этого смеси нужно процедить пару раз. Помните, что от свойства смесей (их прозрачности и чистоты) зависит свойство анодирования.Перед самим действием твердого анодирования смеси смешиваются в соотношении 1 часть солевого и 9 частей содового. - Готовим к анодированию заготовку.
Ну тут все просто. Нужно заготовку кропотливо отшлифовать и обезжирить. - Анодируем.
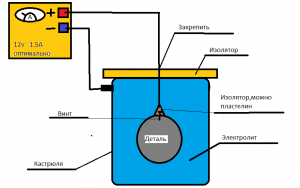
Итак, приступаем к анодированию. Детали нужно расположить в ванночке так, чтоб они были на сто процентов погружены в раствор, также не касались дна либо стен ванночки.Потом подается электронный ток: на ванночку «минус», на заготовку «плюс». Под действием напряжения в ванночке заготовки находятся до того времени, пока не изменят собственный цвет. Потом ток отключается, заготовки вынимаются и кропотливо промываются в проточной воде. Опосля деталь помещают в раствор марганца, где происходит окончательное удаление следов соляно-содового раствора с поверхности детали. Потом опять промываем.Вы не видите пятен и разводов на заготовке? Означает все прошло удачно. - Фиксируем поверхностный слой.
В итоге анодирования образовалась пленка с огромным количеством пор, которые необходимо закрыть. Осуществляется это методом обыденного кипячения в дист.воде в течение получаса. - Лакируем либо окрашиваем.
Для этого анодированную заготовку помещаем в емкость с лаком либо краской анилиновой (10%). Все, деталь готова.
 В теплую воду при неизменном помешивании добавляется соль (в другую сода). Готовятся насыщенные смеси, т.е. соль и сода добавляются до того времени, пока не начнет выпадать осадок. Опосля этого смеси нужно процедить пару раз. Помните, что от свойства смесей (их прозрачности и чистоты) зависит свойство анодирования.Перед самим действием твердого анодирования смеси смешиваются в соотношении 1 часть солевого и 9 частей содового.
В теплую воду при неизменном помешивании добавляется соль (в другую сода). Готовятся насыщенные смеси, т.е. соль и сода добавляются до того времени, пока не начнет выпадать осадок. Опосля этого смеси нужно процедить пару раз. Помните, что от свойства смесей (их прозрачности и чистоты) зависит свойство анодирования.Перед самим действием твердого анодирования смеси смешиваются в соотношении 1 часть солевого и 9 частей содового.




Видите ли, процесс анодирования в домашних условиях несложен и доступен любому.



























