Станок для заточки сверл – как на нем и без него заточить сверло
Станок для заточки сверл – как на нем и без него заточить сверло?
Для резвого и высококачественного просверливания отверстий необходимы острые сверла, которым характерно с течением времени притупляться. Идеальнее всего этот инструмент оттачивает станок для заточки сверл. В домашних критериях можно также применять особые приспособления.
1 Виды заточных станков для сверл
Станок для заточки сверл – это автоматическое оборудование узенькой специализации, предназначенное лишь для оттачивания сверл. По сфере использования различают последующие виды этих устройств:

- Промышленные – имеют огромную мощность, на их затачивают разные сверла с поперечником от 20 мм и больше. Основное предназначение такового оборудования – насыщенная работа на больших предприятиях с высочайшей степенью профильной специализации. В промышленном оборудовании сверло затачивается в на сто процентов либо отчасти автоматическом режиме под необходимым углом при помощи узла закрепления (специального зажима).
- Бытовые – употребляются только на маленьком производстве либо в домашних критериях. Устройство этих станков различается маленький мощностью, компактностью и мобильностью. На их может быть затачивать сверла среднего и малеханького размера, которые употребляются в быту почаще всего.

Бытовой станок для заточки сверл перед всеми иными устройствами и приспособлениями, применяемыми для восстановления остроты инструмента, владеет массой принципиальных преимуществ, посреди которых сначала необходимо отметить последующие:
- работает от электронной сети со обычным напряжением;
- высочайшая степень производительности;
- простота эксплуатации;
- высочайший уровень точности заточки и функциональности;
- доступная стоимость, находящаяся в допустимых границах способностей хоть какого домашнего мастера;
- имеет маленький вес и малогабаритный размер;
- комфортная эргономичная система управления обеспечивает регулирование скорости и интенсивности заточки.
2 Виды бытовых станков для заточки сверл
Все бытовые станки рассчитаны на заточку спиральных сверл по металлу из быстрорежущей стали определенного, конструктивно заложенного в устройство оборудования, спектра поперечников. На почти всех станках можно затачивать инструмент, снаряженный твердосплавными пластинами – для этого в комплекте поставляется либо добавочно докупается алмазный круг. Обычно их способности предугадывают заточку сверл с углом конуса при верхушке в спектре 90–140 о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также спец модификации для сверл по металлу:
- левых;
- с двухплоскостной затыловкой;
- высокопроизводительных;
- трехзубых;
- остальных.

Более комфортны в домашней эксплуатации станки с всепригодным патроном для зажимания сверл различного поперечника в границах на техническом уровне допустимого спектра размеров, также устройства, комплектующиеся набором съемных патронов, которые крепятся на корпусе самого станка и постоянно под рукою.
Такое оборудование обычно обустроено окном, через которое можно следить за центрированием сверла в рабочей зоне станка. В комплекте со станком идут обычные принадлежности: эльборовые круги, набор цанг, ключи, запасные детали. Также могут поставляться доп принадлежности: алмазные круги, доп набор цанг, осветительный прибор для рабочей зоны и остальные. Более известные типы схожих станков: Drill Doctor, GS и их китайские аналоги.

По спектру размеров обрабатываемых сверл эти станки выпускают 2-ух главных видов (с разными последними значениями поперечников): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недочеты: нехорошая заточка тонких сверл (точность станков не рассчитана на это) и невозможность оттачивания весьма тонких. Для инструмента малых поперечников будет нужно особый станок для заточки сверл – к примеру, ВЗ-389СП, созданный для заточки инструмента размером 0,4–4 мм и снаряженный для контроля за действием оттачивания 30-кратным оптическим устройством.
3 Как верно избрать бытовой станок?
До этого чем подбирать станок для заточки сверл нужно найти для него будущий фронт работ, поэтому что при покупке требуется управляться определенными эксплуатационными параметрами. Если устройство предполагается применять в домашних критериях (например, на даче либо в гараже), то можно приобрести маломощную, недорогую модель – беря во внимание, что станок не будет эксплуатироваться повсевременно, оборудование большенный мощности будет совсем ни к чему. Не считая того, промышленные устройства предусмотрены для затачивания сверл огромных поперечников и потребляют еще большее, чем бытовые модели, количество электроэнергии.

При покупке станка следует направить особенное внимание на наличие специального регулятора, созданного для опции вращения шпинделя. Таковая функция дозволит создать работу очень действенной и неопасной.
Очередной важный параметр – размер сверл, который должен определяться диапазоном предполагаемых работ. Избираемый бытовой станок обязан иметь довольно маленький уровень производимого шума, в особенности когда оборудование планируется применять не в каком-то отдельном помещении, а конкретно в жилой зоне.

Нужно также направить внимание на систему приглянувшейся модели – идеальнее всего, если она будет очень обычной. В этом случае какая-либо поломка не доставит огромных морок – не составит труда подыскать и приобрести подходящую новейшую деталь и поставить ее заместо вышедшей из строя. Недозволено не отметить, что большая часть забугорных моделей в плане их технического обслуживания достаточно дорогие, а отыскать подходящую деталь на подмену иногда бывает тяжело. И крайняя рекомендация: выбирать станок для заточки сверл следует лишь в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.
4 Заводские станки и приспособления для заточки сверл
На предприятиях в неких вариантах сверловщик затачивает сверла сам вручную на обыденных заточных станках, которые оборудованы для данной нам цели особым приспособлением. Для этого он за ранее должен изучить правила затачивания сверл и пройти особые предварительные курсы. Применяемое приспособление для заточки сверл представляет из себя железную систему, снаряженную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.
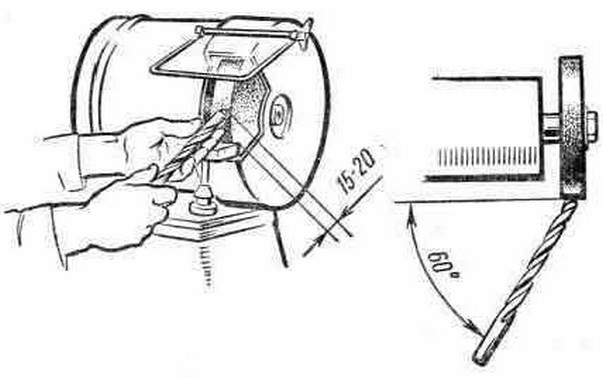
Также нередки случаи, когда на предприятии при затачивании вручную на обыкновенном заточном станке совсем не употребляют никаких приспособлений. При всем этом сверло правой рукою держат за хвостовик, а левой – как может быть поближе к режущей части. Режущую кромку инструмента придавливают к боковой поверхности абразивного круга и сразу правой рукою плавненько покачивают сверло, стремясь достигнуть, чтоб задняя его поверхность приняла подходящую форму и заполучила верный наклон. Снимать сплав необходимо маленькими слоями, слабо прижимая инструмент к кругу. Нужно смотреть, чтоб у сверла режущие кромки были схожей длины и имели схожие углы заточки.

Ошибки, допущенные во время ручной заточки, могут привести к последующим недочетам сверла:
- режущие кромки неравной длины;
- углы, образуемые режущими кромками с осью инструмента, различные;
- у поперечного лезвия односторонняя выточка.
В итоге этих изъянов сверло будет:
- лупить;
- некорректно, односторонне нагружаться на режущих кромках – может сломаться;
- просверливать отверстия большего поперечника, чем само сверло.
Опосля заточки у инструмента следует инспектировать для поперечной кромки ее ширину и корректность положения относительно режущих кромок, длину крайних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при верхушке 2φ. Для проверки всех этих характеристик на предприятиях употребляют особые шаблоны. Корректность расположения перемычки узнают при помощи оптического устройства. На предприятиях в ряде всевозможных случаев инспектируют биение сверла – употребляют для этого особое приспособление.

Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белоснежного и обычного на глиняной связке зернистостью 16–40, твердостью СМ, также на кругах из эльбора. При заточке инструмента, который обустроен твердосплавными пластинами, используют круги для шлифования из синтетических алмазов, также из зеленоватого карбида кремния зернистостью 16–40.
5 Приспособления для домашней заточки сверл
Не имея специального станка, в домашних критериях можно применять для заточки сверл последующее оборудование:
- обыденный заточной станок;
- электродрель;
- самодельные аппараты для заточки.
Для использования обычного заточного станка лучше приобрести особое приспособление, поэтому что до этого, чем без помощи других научиться верно оттачивать инструмент без него, можно попортить не один десяток сверл. Это приспособление для заточки сверл имеет приблизительно такое же устройство, как и описанное выше промышленное. Есть варианты не с креплением на корпус станка, а с отдельной установкой на горизонтальную поверхность поблизости вращающегося шлифовального круга. Схожее приспособление быть может самодельным. Оно быть может выполнено из дерева: на его основании укрепляют брус с несколькими отверстиями под поперечник подходящих сверл, просверленными под наклоном, обеспечивающем подходящий угол заточки. Можно предугадать изменение наклона – угла заточки.

В случае с электродрелью употребляется особая насадка для заточки сверл. К огорчению, в продаже попадаются лишь для заточки под углом 118 о и лишь для размеров инструмента 3,5–10 мм (российские) и 2,5–10 мм (завезенные из других стран). При этом и те, и остальные лишь для дрелей с шеей шпинделя поперечником 43 мм. В корпусе этих насадок есть 15 отверстий под сверла различных поперечников. Насадки комплектуются камнем, затачивающая поверхность которого размещена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадку настраивают для работы с одной определенной дрелью. Работают с ней последующим образом: поводок с камнем на конце вставляют в патрон дрели; насадку одевают на шпиндель и фиксируют винтом; запускают дрель и вставляют сверла в отверстие корпуса насадки соответственного поперечника. Схожее приспособление тоже можно создать без помощи других. В самодельной насадке можно будет предугадать нужные углы заточки и поперечникы инструмента.

Самодельные аппараты могут быть выполнены в виде обыденных заточных станков. На их лучше сходу предугадать метод крепления и заточки сверл, чтоб не выдумывать доп приспособления для этого.
КАК ПРАВИЛЬНО ЗАТОЧИТЬ СВЕРЛО ПО (то есть программное обеспечение — комплект программ для компьютеров и вычислительных устройств) МЕТАЛЛУ
Разные манипуляции с изделиями из сплава, в том числе сверление, выполняются не только лишь на производстве, да и в бытовых критериях. Инструмент для работы с сплавом вначале делается из материалов завышенной износостойкости, но с течением времени даже такие спец изделия требуют той либо другой корректировки. В связи с сиим возникает довольно огромное количество вопросцев, посреди которых одними из самых животрепещущих являются: как точить сверла по металлу, как верно точить сверла по металлу и под каким конкретно углом лучше точить сверла по металлу.
Создавать затачивание такового вида сверл нужно соблюдая все технологические правила. В неприятном случае даже самый высококачественный инструмент быть может невозвратно испорчен. Тщательно о том, как верно заточить сверло по металлу, мы поведаем в нашей статье.
СОДЕРЖАНИЕ СТАТЬИ
ПРИЗНАКИ ЗАТУПЛЕНИЯ СВЕРЛА ПО (то есть программное обеспечение — комплект программ для компьютеров и вычислительных устройств) МЕТАЛЛУ
- Увеличение шумовых проявлений;
- Значимый неожиданный разогрев работающей части и тела;
- Выпуклость и «рваность»краев разрабатываемого отверстия;
- Необходимость роста физических усилий;
- Изменение состояния стружки со спиралеобразной, до крошащейся и малоразмерной;
- Увеличение температуры поверхности изделия;
- Возникновение не соответствующего ранее скрежетания и треска в момент работы.
СТЕПЕНЬ И ВИДЫ ПОВРЕЖДЕНИЯ СВЕРЛА ПО (то есть программное обеспечение — комплект программ для компьютеров и вычислительных устройств) МЕТАЛЛУ ИЗНОСОМ
- Изнашивание задних поверхностей.
- Изнашивание фронтальных поверхностей.
- Изнашивание уголков.
- Изнашивание фаски.
Для наиболее приятного представления грядущих манипуляций, нужно наиболее тщательно разглядеть устройство сверла.
АНАТОМИЯ СВЕРЛА
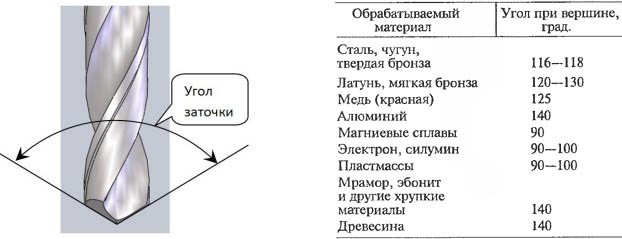
- Вершинный угол. Размещается в центре режущих кромок и является верхушкой сверла. Характеристики такового угла разнятся зависимо от того, какой сплав предстоит сверлить. Более всепригодным принято считать угол 118 градусов. Он целесообразен при работе с мягенькими материалами, в том числе с мягеньким сплавом. Для металлов плотных и крепких, угол составляет выше 135 градусов.
- Задние верхушки. Проходят за режущими кромками, изгибаясь и образовывая просвет, составляющий от 8 до 15 градусов для всепригодных вариантов.
- Перемычка. На самом деле это перешеек, соединяющий две режущие части. Главный функцией перемычки является центрование сверла в момент входа в сплав.
- Спиралеобразные ленты. Нужны для понижения трения, выступают как теплоотвод и направляющая.
- Спиральные лощины. Являются отводящими каналами для отработанного содержимого просверливаемого отверстия.
- Хвостовик. Пространство соединения сверла с дрелью.
Отдельными параметрами можно считать спиральный и задний углы:
- Угол спирали является величиной переменной т меняется зависимо от того, для какого типа сплава подбирается сверло. Огромные витки угла подступают для наиболее мягеньких металлов, дающих длинноватую стружку. Малоугловые спирали целесообразны при работе с жесткими сплавами и маленькой стружкой;
- Задний угол. Его размеры варьируют от 7 до 17 градусов и зависят от того, какой сплав предстоит просверлить.
ОСНОВНЫЕ ТИПЫ СВЕРЛ И ОСОБЕННОСТИ ИХ ЗАТОЧКИ
- Одноплоскостные. Данный вид сверл имеет одну плоскость на задней перьевой стене. Угол плоскостного наклона составляет 28-30 градусов. Заточке подлежит одна рабочая плоскость. Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению.
- Двухплоскостные. Различием от одноплоскостных является лишь наличие доборной плоскости.
- Конические сверла. Главным аспектом заточки является необходимость сохранения точного конуса. Заточка делается колебательными движениями без отрыва от точильного приспособления.
КАК ПРАВИЛЬНО ТОЧИТЬ СВЕРЛО ПО (то есть программное обеспечение — комплект программ для компьютеров и вычислительных устройств) МЕТАЛЛУ: ПОДРОБНАЯ ИНСТРУКЦИЯ
- Вращения абразивного элемента выполняются по встречному направлению относительно затачиваемой плоскости.
- Принципиально выдерживать верный угол, не допуская смещения. Выбор, под каким углом точить сверла по металлу, является наиважнейшей частью всего процесса.
Стоит учесть, что для всякого сплава, угол имеет свои характеристики:
- Чугун и сталь. Для этих металлов нормально допустимым считается угол в спектре 116-118 градусов;
- Латунь и бронза. Угол заточки должен соответствовать 120-130 градусам;
- Медь. Выдерживаемый угол имеет точные границы и равен 125 градусам;
- Алюминий. Данный сплав, так же как и медь подразумевает выдержанный угол в 140 градусов.
Сохранение нужно верного угла является главным требованием, нарушение которого в процессе заточки сверла по металлу способно привести к порче изделия.
- Восстановительные манипуляции при обработке кромок выполняются за один рабочий подход.
- Разогретая часть хвостовика подлежит остыванию в момент конфигурации положения.
- При работе с одноплоскостными сверлами с поперечником не наиболее 3мм, обеспечивается параллельное положение режущей кромки и плоскости точильного круга. Прижим осуществляется с сохранением заднего угла в 26-30 градусов.
- При работе с коническими изделиями, превосходящими поперечник в 4 мм, принципиально свершать плавные движения, сохраняющие конусность формы. Категорически запрещено прекращать контакт затачиваемой поверхности сверла и точильной поверхности. Все повороты осуществляются плавненько, по форме конуса и в одно касание. Новейший цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением нужных углов.
- Нужным условием является сохранение фронтального угла, находящегося в промежутке рабочей части инструмента и основанием режущей кромки. Застыл делается особым приспособлением в главный плоскости.
- Принципиально так же уделять свое внимание на угол, расположенный в задней плоскости.
- Угол режущих кромок должен размещаться на верхушке меж кромками.
Замеры углов выполняются шаблонами, имеющими особые вырезы, либо устройством Слепнина.

Кроме сохранения корректности углов, принципиальным нюансом в вопросце «как правильно заточить сверло по металлу» является выдерживание корректности самой кромки. В особенности животрепещущим данный момент является для сверл огромных поперечников, превосходящих 10мм. Не считая неотклонимых к протачиванию поверхностей, у сверл с огромным поперечником, подточке подвергается передняя поверхность. Связана таковая необходимость с тем, что уменьшение угла наклона фронтальной плоскости, приводит к расширению угла режущего ребра и уменьшению длины поперечной кромки. В связи с таковыми переменами характеристик, сверло не прорезает сплав, а выскабливает, образуя выпуклости и недостатки.

ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ СВЕРЛА ПО (то есть программное обеспечение — комплект программ для компьютеров и вычислительных устройств) МЕТАЛЛУ
Процесс правильной заточки сверла по металлу начинается с подбора нужного оборудования:
- Шлифовочная машина.
- Точильный, либо наждачный станок.
- Электронная дрель.
- Ратфиль.
-
Набор точильных кругов. Подбирается зависимо от материала из которого сделано сверло.
Определение типа материала сверла:
- Быстрорежущая сталь. Таковой тип сверл имеет обозначение HSS. Такие сверла делаются из легированной углеродистой стали и имеют добавки вольфрама, хрома и молибдена. Быстрорежущие сверла употребляются для работ на больших высокоскоростных режимах;
- Кобальтовая сталь. Такие сверла обозначаются пометкой CO(кобальт)и обозначением, информирующем о процентном содержании кобальта. Следует учесть, что кобальтовые сверла хоть и способны долгое время сохранять остроту даже при огромных отягощениях и температурах, но различаются хрупкостью по сопоставлению с быстрорежущей сталью. Заточка таковых сверл просит большей осторожности;
- Карбид-вольфрамовые сверла. Владеют очень высочайшей жесткостью и значимой хрупкостью.
Кроме материала производства, производители указывают какую обработку проходит сверло и каким покрытием защищено. Все эти аспекты имеют значение при подборе нужного для затачивания инструмента. Не считая перечисленного выше, нужно знать под каким углом нужно точить сверла по металлу. Для заслуги более высококачественного результата, будет не излишним акцентировать внимание на анатомии сверла.
Для наиболее приятного представления грядущих манипуляций, нужно наиболее тщательно разглядеть устройство сверла.
ЧЕМ МОЖНО ЗАТОЧИТЬ СВЕРЛО ПО (то есть программное обеспечение — комплект программ для компьютеров и вычислительных устройств) МЕТАЛЛУ
Процесс затачивания сверл устроен последующим образом:
Шлифовочной машиной (болгаркой)
Процесс затачивания проводится в несколько шагов.
- Сверло фиксируется в тисках с соблюдением угла наклона;
- На машинку устанавливается абразивный диск, подобранный в согласовании с типом сверла и его назначением;
- Включенная машина подносится к сверлу.
Другим вариантом работы является способ, когда крепится не сверло, а фактически болгарка.
В процессе работы нужно соблюдать меры персональной защиты, потому что имеется довольно высочайший риск соскальзывания сверла с точильной поверхности.
Наждачным станком
Данное устройство считается одним из самых комфортных и оправданных при работе в домашних критериях. Одно из принципиальных критерий при работе с наждачным станком-верное касание кромки и точильной поверхности. Кромка обязана размещаться строго параллельно.
Электронной дрелью
Дрель является кандидатурой болгарки и точильного станка. Для манипуляции затачивания на нее устанавливается точильный круг. Сущность действий подобна работе с болгаркой и предполагает два варианта фиксации: фиксируется сверло, либо фиксируется сама дрель.
Аспекты работы с дрелью:
- Инструмент фиксируется в вертикальном положении;
- Точильным кругом обрабатывается задняя кромка с целью удаления последствий изнашивания;
- Делается затачивание с выведением нужного угла, который почаще всего равен 120 градусам.
На всем протяжении затачивания кромки, которое в среднем продолжается около 2-х секунд за один сеанс, нужен контроль за степенью нагревания. Для упрощения процесса, можно приобрести специальную насадку, устанавливающуюся конкретно на дрель и выступающую в роли фиксатора сверла и направляющей.
На что стоит направить внимание во время заточки сверла по металлу:
- Подобные насадки целесообразны лишь при работе со сверлами не превосходящими 4-10мм в поперечнике;
- Сверла с суровыми повреждениями и значимым износам затачиванию таковым способом не подлежат;
- Подобрать личный угол при использовании насадки не может быть. В связи с сиим, если идет речь не о обычных углах, будет нужно доработка, позволяющая соблюсти нужные угловые характеристики.
Ратфилем (надфилем)
Затачивание ратфилем, либо надфилем, почаще всего делается, когда идет речь о сверлах, которые нереально заточить другими методами ввиду их малого поперечника, составляющего 4мм и наименее. При обработке тонких сверл допускается стачивание слоя не превосходящего 1мм. Углы придется выдерживать в обычном развороте. В процессе работы будет нужно не плохое освещение и наличие увеличивающих приспособлений.
Заточка сверла по металлу своими руками
Простейшее и довольно комфортное приспособление для затачивания сверл по металлу можно создать без помощи других своими руками.
Состоит данное устройство из:
- Вала;
- Сверлящего патрона;
- Транспортира-угломера;
- Направляющих роликов.
База, с закрепленным на ней транспортиром делается из хоть какого подручного материала, который должен быть довольно крепким и широким.
КАК ЗАТОЧИТЬ СВЕРЛО ПО (то есть программное обеспечение — комплект программ для компьютеров и вычислительных устройств) МЕТАЛЛУ: ВИДЕО
КАК ПРАВИЛЬНО ЗАТОЧИТЬ СВЕРЛО ПО (то есть программное обеспечение — комплект программ для компьютеров и вычислительных устройств) МЕТАЛЛУ: ВЫВОД
Вне зависимости от того, каким инвентарем выполнялась заточка сверла по металлу, нелишним будет проведение доводочных манипуляций. Большей популярностью пользуются камешки из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Кандидатурой может стать эльбор с зернистостью 6-8. Неотклонима бакелитовая связка для обоих вариантов.
Соблюдение всех перечисленных аспектов и правил, дозволит свести риск порчи сверла к минимуму и существенно упростит предстоящую работу, сохраняя при всем этом довольно высочайшее свойство. Стоит учесть, что немаловажную роль играет личный опыт мастера и свойство применяемых приспособлений.
Как заточить сверло по металлу различными инструментами
Заточка железных инструментов дозволяет на сто процентов вернуть их работоспособность. Операцию можно выполнить с применением разных вспомогательных приспособлений.
Как верно заточить сверло по металлу и не попортить режущую поверхность изделия, будет поведано в публикации.
Признаки затупления свёрл по металлу
К заточке следует приступать лишь при обнаружения очевидных признаков затупления режущей кромки.

Посреди главных проявлений недуга выделяют последующие:
- завышенная шумность во время работы;
- стружка сплава имеет маленькую фракцию;
- перегрев инструмента.
При сверлении сплава затупленным сверлом возникает частотный звук от трения рабочей кромки о заготовку. Потому, при возникновении завышенной шумности следует отложить работу и приступить к заточке. Если продолжать сверление сплава, то от лишнего нагрева режущее изделие разогреется до очень высочайшей температуры.
До возникновения вышеперечисленных признаков о понижении остроты сверла может свидетельствовать отсутствие спиралевидной стружки. Таковой признак не постоянно удаётся впору найти. Ели сверло при правильной подаче во время работы образует очень маленькую стружку, то рекомендуется немедленно приступить к отладки инструмента.
Чем заточить сверло по металлу
Верно подобранное приспособление дозволит значительно уменьшить временные издержки и выполнить работу очень буквально. Узнайте ниже, как заточить сверло по металлу на точиле.
Не считая основного агрегата с электродвигателем и кругом, пригодится приобрести особые приспособления удерживающие сверло в недвижном состоянии. Такие стойки разрешают надзирать угол наклона и подачу инструмента во время точения.

Почти все приспособления разрешают произвести отладку режущих изделий по металлу поперечником от 3 до 19 мм. Для точения спиральных свёрл можно применять спецстанки, которые имеют интегрированный электродвигатель и механизм для подачи.

В отличии от использования обыденного точила и держателя, проф техника может стоить 10-ки тыщ рублей. Потому если заточка свёрл не является профессией, то возможно обойтись применением вышеперечисленного тандема из точильного круга и держателя либо выполнить правку инструмента вручную.
Произвести наточку сверла ратфилем можно и без опыта. Основное, верно подобрать надфиль. Беря во внимание факт, что даже дешёвые свёрла делаются из качественной режущей стали, будет нужно подобрать надфиль с алмазным напылением. Не считая ратфиля, необходимо приготовить тиски в каких следует зафиксировать инструмент.
Чтоб не растрачивать силы и время на ручной метод, можно применить болгарку с абразивным кругом.
Заточка сверла болгаркой
Шлифовальная машина имеется практически в каждой домашней мастерской, потому способ будет одним из самых экономных.
Не считая болгарки с установленным шлифовальным кругом для работы необходимо приготовить тиски в каких будет удерживаться сверло во время заточки. В помещении где осуществляется отладка инструмента обязано быть светло, чтоб можно было надзирать процесс удаления сплава с режущей поверхности.

Отладка осуществляется в таковой последовательности:
- сверло устанавливается в тиски в вертикальном положении;
- болгаркой удаляется часть задней кромки, чтоб на сто процентов устранить следы износа;
- режущая кромка затачивается под углом 120 градусов.
Чтоб в процессе точения сверло не перенагрелось, соприкосновение наждачного круга с сплавом обязано длиться не наиболее 2 секунд. Повторяя неоднократно снятие маленького количества сплава с рабочей кромки, удаётся выполнить наладку инструмента на нужный угол.
Для измерений, рекомендуется сделать из пластмассы шаблон, который поможет надзирать величину угла заточки.
Удобнее и безопаснее выполнить работу с применением точильного круга и специального удерживающего устройства.
Заточка сверла точилом
Определять величину повреждения режущего изделия и отладку на глаз может быть опосля долголетней практики.
В других вариантах можно установить особый держатель свёрл в конкретной близости от наждачного круга. Крепление обязано быть крепким, чтоб во время выполнения работы не происходило смещение фиксатора. Если точильный станок зафиксирован на древесной базе, установка фиксатора всё равно обязана быть осуществлена при помощи болтового соединения.

Для выполнения заточки: инструмент надёжно фиксируется в удерживающем устройстве, врубается движок точила и сверло соприкасается на куцее время с точильным кругом под заблаговременно избранным углом.
- Если на поверхности режущего изделия образовались зазубрины, то перед его отладкой нужно снять повреждения умеренно с обеих сторон.
- Следует проявлять меры осторожности. Изделия огромного поперечника разогреваются от соприкосновения с абразивным кругом до большенный температуры, что приводит к понижению механической прочности сплава.
Заточка при помощи насадки на дрель
Без наждачного станка, используя специальную насадку на дрель можно выполнить операцию отменно и с наименьшими временными затратами.
Приобрести насадку можно в любом спец магазине, но применять приспособление можно лишь для заточки средних по поперечнику изделий. Большая часть таковых насадок разрешают отлично выполнить точение инструмента поперечником от 4 до 10 мм.
Для новичков способ более желательный. Заточка свёрл производится последующим образом.
- установить насадку на дрель;
- сверло вставляется в отверстие пригодного поперечника;
- дрель врубается и изделие затачивается с одной стороны;
- повернув сверло на 180 градусов затачивается обратная кромка.

Чтоб воспользоваться устройством отлично, учитывайте последующие индивидуальности:
- При помощи насадки на дрель затачиваются лишь слегка затупившиеся инструменты. Если имеются глубочайшие повреждения режущей поверхности и когда сверло было перегрето, так не получиться вернуть изделие.
- Угол заточки в таковых устройствах фиксированный. Потому для восстановления свёрл для работы с цветными сплавами будет нужно приобрести оригинальное устройство, или выполнить доработку изделий ратфилем.
Невзирая на некие недочеты таковой конструкции, её внедрение дозволяет упростить и убыстрить процесс восстановления режущих кромок, а низкая стоимость разъясняет популярность.
Как заточить маленькие изделия
К огорчению, чтоб заточить тонкое сверло используя механизированные методы, в том числе насадки на дрель, навряд ли получится. Всю работу по восстановлению изделия малого поперечника будет нужно выполнить вручную.
1-ая попытка может окончиться безуспешно, потому поначалу следует избрать дешевое тонкое сверло нуждающееся в восстановлении и выполнить операцию на нём. Ещё для работы пригодится маленький алмазный надфиль и очки с 4-кратным повышением.

Процесс происходит в таковой последовательности:
- сверло стачивается приблизительно на 1 мм;
- ратфилем осуществляется поочередная заточка кромок инструмента на нужный угол.

Вся операция производится «на глаз», принципиально применять при работе увеличительные очки и мощнейший осветительный устройство.
Если 1-ая попытка оказалась неудачной, необходимо знать, что хоть какое мастерство можно развить лишь в течение определённого промежутка времени. В случае беды, не оставляйте пробы обучиться полезному навыку, как заточка тонких свёрл своими руками.
Заточка изделий иной конструкции
Не считая спиральных свёрл для обработки сплава используются инструменты остальных конструкций. В домашних критериях можно выполнить отладку последующих инструментов.
Конусные буравчики
Заточить ступенчатое сверло можно с применением обыденного ратфиля. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то делать заточку следует не выходя за границы повреждённой площади.
Корончатые
При отладке корончатых инструментов применяется особое приспособление и нужно знать под каким углом должен сниматься сплав с режущей поверхности. Беря во внимание все трудности и временные издержки на выполнение процедуры, лучше для заточки обратится к опытным мастерам.



























