Изготовка вытяжки из жести
наиболее подробная информация и полные прайс-листы продукции.
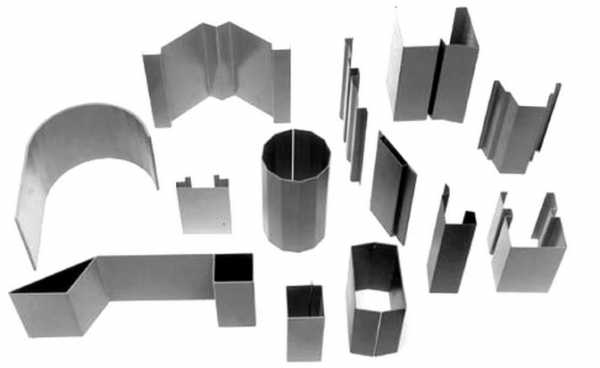
Жестяная мастерская дает всё для установки и монтажа вентиляции. Жестяные короба прямоугольные, круглые воздуховоды. Переходники, шиберы, отводы и почти все другое для систем вентиляции.
Комплектуем объекты под установку вентиляции.
Доставка на объекты.
- Короба для вентиляции (короба для вентиляции покрытые цинком)
- Круглые воздуховоды (воздуховоды из покрытой цинком стали)
- Отводы (горизонтальные)
- Отводы (вертикальные)
- Отводы (круглые)
- Заглушки (круг)
- Заглушки (квадрат)
- Переходники (круглые)
- Переходники (с квадрата на круг)
- Эластичная вставка (круглая)
- Эластичная вставка (квадрат)
- Фланец (круг)
- Фланец (квадрат)
- Дефлектор
- Дроссель-клапан
- Шибер
Производим, продаём, изготавливаем под заказ фасонные элементы:
- Водосточные трубы
- Колена для водосточных труб
- Крепление для водосточного жёлоба
- Крепление для водосточных труб
- Элементы систем вентиляции (воздуховоды, фасонные элементы)
- Накрывные элементы на огораживания
- Зонтики на дымоходные трубы и вентиляционные шахты
- Трубы для вентиляции покрытые цинком
- Короба для вентиляции покрытые цинком
- Дополнительные элементы вентиляции
- Вентиляционные короба
- Неординарные элементы (по размерам Заказчика)
- Оконные отливы
- Флюгарки на дымоходные трубы и вентиляционные шахты
- Колпаки на столбы и парапеты на забор
- Водосточные жёлоба
- Вентиляционные трубы (воздуховоды)
- Короба для вентиляции покрытые цинком
Труба покрытыя цинком вентиляционная, круглые воздуховоды из покрытой цинком стали.
Установка систем вентиляции. Сжатые сроки, свойство и гарантия.

Наши работы: зонтик вытяжной для кухни + система вентиляции с выходом в вентканал
Домашние строители стараются подбирать для решения заморочек более экономные варианты. Потому вопросец, как создать трубу из жести своими руками, является животрепещущим для почти всех мастеров-любителей. Ведь самодельное трубное изделие из жести может полностью сравниваться с водостоками либо кожухами, которые лежат на полках в специализированных магазинах.

Как следует, необходимо подробнее выяснить процесс производства жестяной трубы, имеющей свойства, как у промышленных изделий.
Индивидуальности начального материала
Перед тем, как приступать к изготовлению трубы из листа сплава, следует ближе познакомиться с материалом, из которого будет сделана труба, и его чертами. Для начала стоит сказать, что это продукция прокатного типа, иными словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Кроме прокатных операций разработка производства жести предполагает обработку готового проката от образования коррозийных действий. Для этого на сталь опосля проката наносят слой материала, который не подвержен действию коррозии.

Результатом выполненных действий становится металлической лист, ширина которого может варьироваться в границах от 512 до 1000 мм, с хромовым либо цинковым покрытием. Готовый продукт различается пластичностью, потому жесть просто поддается ручной обработке. При всем этом накатанные ребра жесткости могут сравниваться по прочности со железными изделиями. Это дозволяет употреблять жесть при изготовлении изделий сложной конструкции.
Нужные инструменты
Список инструментов и приспособлений, нужных для производства своими руками трубы для дымохода из оцинковки , обоснован качествами жести, а именно мягкостью и пластичностью. Обработка материала такового типа не просит приложения особенных усилий, которые нужны для работы с листовыми материалами.
Потому при производстве жестяных труб для дымохода нужен последующий набор инструментов:
- Ножницы для резки сплава. Этот инструмент помогает без особенного труда порезать листовой материал на нужные кусочки, потому что наибольшая толщина жести добивается 0,7 мм.
- Молот с мягеньким бойком. Можно также пользоваться древесным молотком, киянкой, либо железным инвентарем с мягенькой резиновой накладкой. Но крайний вариант употребляют весьма аккуратненько либо совершенно не берут, потому что он может стать предпосылкой деформации узкого листа жести и попортить всю работу.
- Плоскогубцы. При помощи этого инструмента решают вопросец, как согнуть трубу из жести, поэтому что это сталь, хотя и узкая, как следует, согнуть руками ее нереально.
- Верстак. Это приспособление нужно при резке материала и при нанесении разметки.
- Калибрующий элемент. Это быть может трубное изделие поперечником наиболее 10 см, также уголок, имеющий грани 7,5 см. Эти элементы нужно отлично закрепить, потому что на их поверхности будет производиться заклепывание стыковочного шва.
Кроме этих инструментов, следует приготовить линейку либо рулетку и разметчик, представляющий из себя металлической стержень с острой заточкой.
{Инструкция} по изготовлению жестяной трубы своими руками
Изготовка изделий из жести, включая трубы, проходит в три шага:
- Предварительные работы подразумевают разметку заготовки и ее вырезание из жестяного листа.
- Формовка предполагает формирование профиля трубы либо другого изделия.
- В конце соединяются обратные края заготовки.
А сейчас наиболее подробное описание всякого шага производства жестяных труб своими руками.
Предварительный шаг
Сначала на лист жести наносится разметка, по которой будет вырезан полуфабрикат. Иными словами от определенного жестяного листа отрезают нужную часть, из которой будет формироваться контур будущей трубы. Процесс разметки производится последующим образом: жесть раскладывают на верстаке и от верхнего края отмеряют отрезок, равный длине трубы. Тут ставится отметка разметчиком.

Потом при помощи угольника по данной для нас метке проводят линию перпендикулярно боковому краю. Сейчас по данной для нас полосы длину окружности трубы, то же самое делают по верхнему краю. При всем этом по обоим краям добавляют около 1,5 см для формирования стыковочных кромок. Верхнюю и нижнюю отметку соединяют и вырезают заготовку.
Для определения длины окружности можно пользоваться рулеткой, а можно вспомянуть школьный курс геометрии.
Как создать корпус трубы из жести
Целью этого шага является формирование профиля трубы. По длине заготовки понизу и вверху проводится линия, по которой будут загибаться фальцы. При всем этом с одной стороны отмеряют 5 мм, с иной – 10 мм. Фальцы нужно загнуть под углом 90 0 . Для этого заготовку укладывают на металлической уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.
Сгибать изделие рекомендуется равномерно, проходя молотком вдоль всей длины. При всем этом начинать сгибание можно при помощи плоскогубцев.

Сейчас на сгибе, величина которого равна 10 мм, делают очередной загиб фальца, чтоб вышла типичная буковка Г. В процессе сгибания фальца необходимо смотреть, чтоб верхний загиб размещался параллельно заготовке, а его длина составляла 5 мм. Потому при нанесении полосы загиба фальца с одной стороны отмеряют 0,5 см один раз, а с иной стороны – дважды по 0,5 см.
Выполнив формовку фальцев, можно перебегать к формированию корпуса трубы. Для этого лист заготовки укладывают на калибрующий элемент и начинают простукивать киянкой либо иным пригодным инвентарем, чтоб получить профиль определенной формы. Поначалу заготовка воспринимает U-образную форму, а потом становится круглой. В этом случае фальцы должны объединиться вкупе.
Обработка места соединения фальцев
Оканчивающий шаг предполагает обработку стыковочного шва, другими словами его обжим. Для этого высшую часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В итоге должен получиться типичный сэндвич, расположенный перпендикулярно трубе. Чтоб получить стыковочный шов, нужно придавить сэндвич к изделию.

Для большей надежности делают укрепление стыковочного шва при помощи заклепок. Но изготовленные своими руками трубы из жести с внедрением такового метода стыковки не нуждаются в доп укреплении.
Почетаемые покупатели!
В связи с увеличением цен заводов-поставщиков, мы обязаны произвести переоценку на продукты.
На этот момент цены корректируются, потому просим Вас уточнять стоимость по нашему телефону
42-50-85
Как согнуть жестяной лист своими руками
Железные заготовки сейчас выпускаются согласно определенным эталонам, потому вначале получить готовое изделие таковым методом не получиться. В особенности это касается листового проката, имеющего форму плоского листа определенной толщины.

Данные материалы в предстоящем используются для получения определенных изделий, нужных для решения определенной задачки. Приобрести лист из нержавеющей стали можно в особых магазинах либо впрямую с завода.
Гибочный станок. Достоинства
Деформация сплава часто подразумевает не только лишь изменение формы, но понижение высококачественных черт. Потому гнуть листовую сталь лучше лишь при помощи особых станков.
При изготовлении схожих изделий нужно придать плоской заготовке нужную пространственную форму. Советы опытнейших мастеров, как загнуть лист сплава в домашних критериях, дозволят изготавливать конструкции неплохого свойства, которые прослужат длительное время.
Разработка гибки – главные сведения
Сгибание сплава делают без сварочных швов, что дозволяет избежать коррозии в предстоящем и получить изделие завышенной прочности. Деформация не просит значимых усилий и производится, обычно, в прохладном состоянии.
Исключение составляют твердые материалы, вроде дюрали либо углеродистых сталей. Разработка гибки листового сплава разрабатывается соответственно поставленным задачкам в таковых вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный вариант – сгибание с растяжением. Данную технологию используют при изготовлении деталей с большенными радиусами гибки, маленького поперечника. При изготовлении деталей своими руками, процесс соединяют с таковыми операциями, как резка либо пробивка.
Для обработки в домашних критериях отлично подступают мягенькие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовка изделий способом сгибания производится на вальцовочных либо роликовых станках, или вручную.
Крайняя процедура достаточно трудозатратная. Гибку создают с помощью плоскогубцев и резинового молотка. Если лист маленькой толщины, употребляют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из железного листа будет нужно набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полосы делается по схеме, с тем расчётом, что на любой загиб должен приходиться припас по 0,5 мм, плюс еще мм на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по полосы сгиба, обрабатывают молотком.
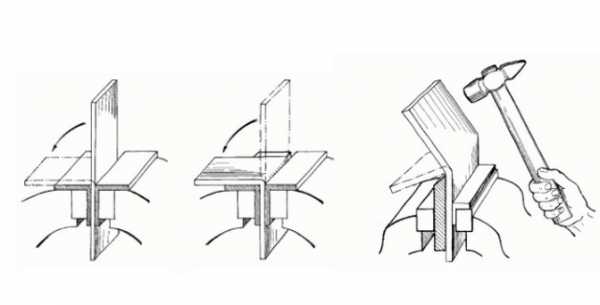
Опосля этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, сформировывают другую сторону. Заготовку вытаскивают, отмеряют нужную длину сторон, выполняя загибы по низу.
Треугольником сверяют корректность угла, подправляя молотком некорректности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до подходящего размера.
Как сделать листогибочный станок самому
Для придания сплаву подходящей конфигурации, жестянщики употребляют листогиб. Но как поступить мастеру, у которого специального оборудования под рукою нет?
На самом деле вопросец, как гнуть листовой сплав в домашних критериях, решается просто. Довольно употреблять свою находчивость и простые приспособления, чтоб сделать простой станок.
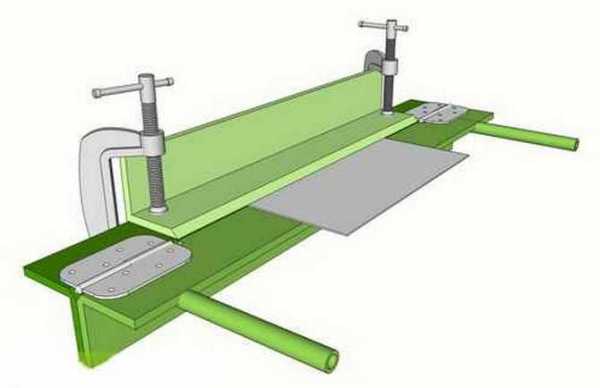
Чтоб сделать сгибатель для железного профиля, потребуются:
- двутавровая опора 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Пригодится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Базу устройства составляет двутавровая опора, к которой 2-мя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него способом сварки крепятся три дверные петли. Вторую их часть приваривают конкретно к уголку.
Чтоб станок просто поворачивался во время сгибания листового сплава, к нему с 2-ух сторон приделывают ручки. Струбцинами готовый станок укрепляют к столу. Перед укладкой заготовки уголок откручивают либо приподнимают. Лист придавливают, сглаживают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится лишь для обработки заготовок незначимой толщины.
Сгибание железного листа с помощью молотка
Для того чтоб выполнить гибку листа шириной до 1,2 мм под прямым углом, употребляют простые инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку создают на ровненьком древесном бруске. Линию сгиба прочерчивают с помощью карандаша и линейки. Потом лист зажимают плоскогубцами так, чтоб их концы пришлись буквально на линию разметки.
Край равномерно отгибают ввысь, продвигаясь вдоль сгиба. Опосля того, как угол приблизится к 90 градусам, лист помещают на брусок и с помощью молотка совсем сглаживают.

Таковым образом изготавливают узенькие детали, к примеру кромки из жести.
Совет: резиновый либо древесный молоток употребляют, чтоб на сплаве не образовались вмятины. Если сгибание производится обыденным инвентарем, в качестве прокладки необходимо взять текстолитовую пластинку.
Сгибание листа шириной до 2 мм комфортно проводить на десктопе. Сплав располагают так, чтоб линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают металлической уголок.
Лист зажимают в тисках с помощью 2-ух древесных брусков. Сгибание создают с помощью молотка, простукивая сплав от 1-го конца к другому. Край листа при всем этом направляют вниз так, чтоб в итоге он на сто процентов лег на закрепленный по краю стола уголок. Сиим методом изготавливают изделия хоть какой ширины, в том числе ящики либо мангалы.
Изготовка трубы без внедрения станка
Домашние умельцы изобрели массу методов сгибания железного листа в трубу без внедрения станка.

Предлагаем разглядеть простой вариант с внедрением походящей по размерам болванки. Изготавливают её из старенькой трубы пригодного поперечника.
Лист сплава раскладывают на полу, отрезают от него кусочек подходящей длины. Чтоб найти подходящий размер, требуемый поперечник трубы множат на 3,14 и добавляют 30 мм на шов.
К болванке с 2-ух сторон приваривают перпендикулярно одна к иной по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: методом сгибания железного листа с помощью болванки комфортно изготавливать трубы не наиболее метра в длину.
Чтоб пользоваться приспособлением, потребуются усилия 3-х человек. Болванку укладывают на край листа. Один человек встает сверху, двое остальных накручивают сплав на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таковым методом, оставшийся край подбивают молотком. Шов закрепляют с помощью сварки.
Необходимо учитывать, что радиус сгиба листового сплава зависит от его толщины и метода производства. Горячекатаная сталь больше подступает для труб, из прохладного проката изготавливают профильные изделия.
Как согнуть листовой сплав своими руками

Данные материалы в предстоящем используются для получения определенных изделий, нужных для решения определенной задачки. Приобрести лист из нержавеющей стали можно в особых магазинах либо впрямую с завода.
Гибочный станок. Достоинства
Деформация сплава часто подразумевает не только лишь изменение формы, но понижение высококачественных черт. Потому гнуть листовую сталь лучше лишь при помощи особых станков.
Они имеют относительно ординарную систему и состоят из нескольких частей:
- струбцины;
- щечки и основания;
- кронштейна, сварного прижима и оси;
- уголка пуансона.
Применение таковых инструментов для гибки, имеет несколько преимуществ:
- сохранение высочайшей прочности заготовки;
- возможность сотворения цельной заготовки;
- образование угла происходит без шва и т.д.

Метод гибки
Сейчас листовые заготовки можно гнуть несколькими методами, которые различаются используемым для этого оборудованием:
- Относительно тонкие листы можно деформировать при помощи молотка, плоскогубцев либо киянки. Для этого следует организовать определенный упор, по торцу которого и будет производиться гибка. Это быть может обыденный стол, на краю которого и размещается лист.
- Для придания заготовке различной и четкой формы, также для сталей большенный толщины используются особые прессы роликового типа либо гидравлические вальцы. При помощи этих устройств можно получить разную форму и придать нужных угол.
Необходимо подчеркнуть, что принцип гибки остается один и этот же. Тут изменяется лишь физическое усилие, которое быть может, как выполняемым человеком, так и автоматическими устройствами.
В домашних критериях можно согнуть относительно тонкие листы. Чтоб придать им точную форму, их зажимают в тисках и уже на их создают другие операции. Согнуть лист в полукруг можно при помощи круглой трубы, по контуру которой следует гнуть сплав.
При выполнении всех схожих операций лучше придерживаться главных правил сохранности. Это дозволит избежать травм и получить доброкачественную и ровненькую деталь. Когда нужно получить весьма сложную форму, тогда решить данную делему следует доверять спецу с нужным оборудованием.
Как согнуть нержавейку
Посреди технологий обработки сплава гибка занимает одно из ведущих мест. Для получения деталей нужной формы листовой сплав (в том числе нержавеющую сталь) и заготовки другой формы приходится подвергать таковой деформации с внедрением разных технологий и оборудования.
станок, навык работы со сталью
Спонсор размещения P&G Статьи по теме «Как согнуть нержавейку» Как порезать шлицы Как избрать сталь для чайника Как найти нержавейку



























