Вальцы для профильной трубы: делаем ручной профилегиб своими руками
Создать вальцы для профильной трубы своими руками, используя чертежи и познание механизма работы этого полезного приспособления, полностью реально. Используя такое устройство, владеющее высочайшей универсальностью, вы можете без помощи других изготавливать из профтруб гнутые конструкции хоть какой степени трудности.

Прокатка профильных труб для навеса на самодельном станке
Главными рабочими органами вальцов, оказывающими механическое действие на обрабатываемую профильную трубу, являются крутящиеся валки, количество которых может варьироваться от 3 до 5 штук. В просвете меж валками как раз и происходит пластическая деформация профтрубы.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в итоге которой осуществляется изменение ее начальной конфигурации, может производиться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу применяемого привода и по главным техническим чертам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таковых приспособлений для прокатки профильных труб просит значимых физических усилий);
- электронный привод;
- приводной механизм гидравлического типа.

Ручные прокатные вальцы как раз и служат макетом для самостоятельного производства станка
Более ординарными (и, соответственно, дешевыми) приспособлениями, с помощью которых делают вальцовку профильной трубы, являются ручные профилегибы. Наряду со собственной надежностью и простотой использования они различаются еще целым рядом значимых преимуществ. Систему профилегиба ручного составляют последующие элементы:
- мощная станина, служащая надежным основанием для всей конструкции;
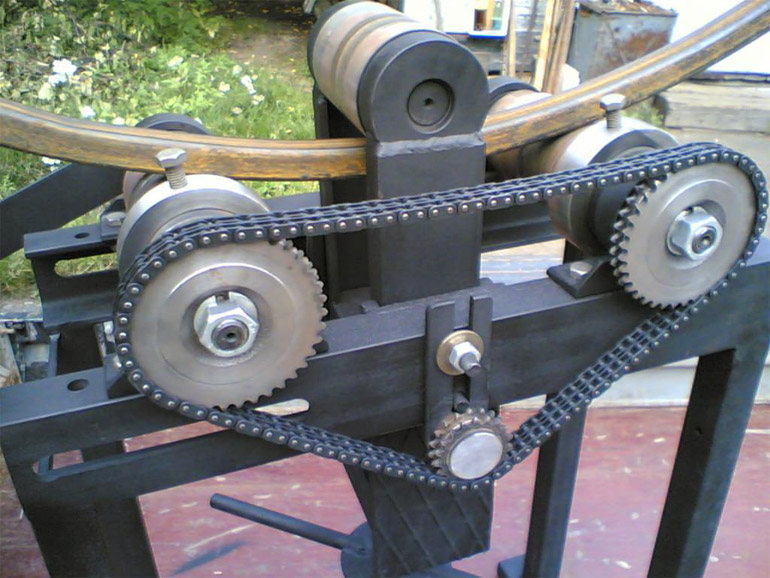
- вальцы, которые делают подающую и приемную функции (данные конструктивные элементы, с помощью которых и производится вальцевание, соединяются меж собой средством цепной передачи);
- набор зажимных устройств (струбцин), предназначенных для фиксации труб различного размера.
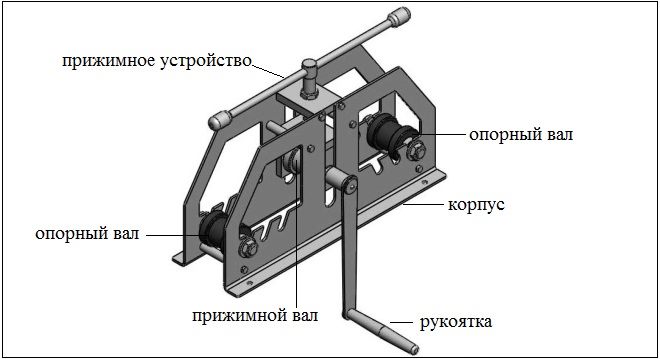
Главные части вальцов
Таковой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует подразумевать, что внедрение такового станка просит от исполнителя приложения значимых физических усилий. Не считая того, данное приспособление не дозволяет делать вальцевание с высочайшей производительностью и почаще всего применяется для легких работ в домашних критериях. Конкретно потому конструктивная схема данного станка употребляется для того, чтоб создать профилегиб своими руками. Таковой обычной по конструкции профилегиб дозволяет делать вальцевание профильных труб отменно и с высочайшей эффективностью.
Электронный станок для вальцевания профильных труб, даже изготовленный без помощи других, обеспечивает наиболее высшую производительность технологической операции. Разъясняется это тем, что за выполнение главный операции – протягивание проф трубы через вальцы – отвечает электронный привод, мощность которого быть может довольно большенный. Конкретно потому электронные вальцы для профильной трубы, создать которые можно и своими руками, используя чертежи, используются как маленькими организациями либо домашними мастерами, так и производственными предприятиями.

Электроприводом станок может оборудоваться и позже, основное учитывать это вначале и разрабатывать довольно сильную систему
Но, естественно, самой высочайшей мощностью различается гидравлический профилегибочный станок, своими руками сделать который довольно трудно. Приспособления данного типа, предназначенные для вальцевания профильных труб, употребляются в большей степени на промышленных предприятиях, где производить такую технологическую операцию нужно с высочайшей производительностью.
Самодельные приспособления для вальцевания труб
Без такового устройства, как приспособление для вальцевания профтруб, фактически не обойтись в тех ситуациях, когда вы решили без помощи других заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного предназначения либо употреблять профилегиб самодельный, система которого не различается высочайшей сложностью. Вопросцем о том, как создать профилегиб, есть смысл задаться к тому же по той причине, что серийные модели стоят довольно недешево, потому их приобретение (в особенности если они требуются лишь для выполнения домашнего ремонта) не постоянно целенаправлено.
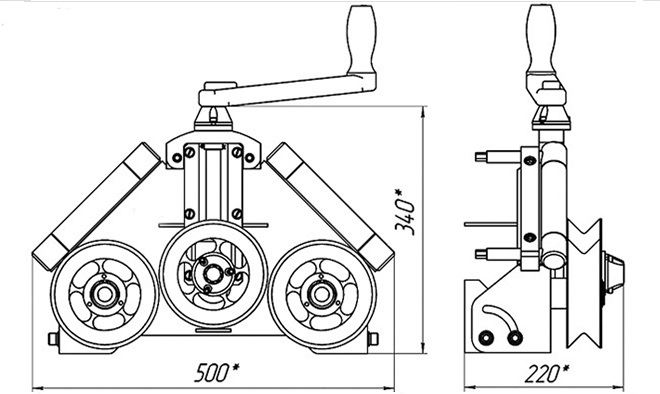
Приблизительные размеры самодельных вальцов
Для того чтоб отменно сделать самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на эту тему, но основное – придерживаться советов тех, кто уже достигнул при решении этого вопросца добротных результатов. Естественно, чтоб создать собственный вальцеватель, нужно владеть не только лишь надлежащими познаниями, да и определенными способностями производства и использования разных технических устройств.
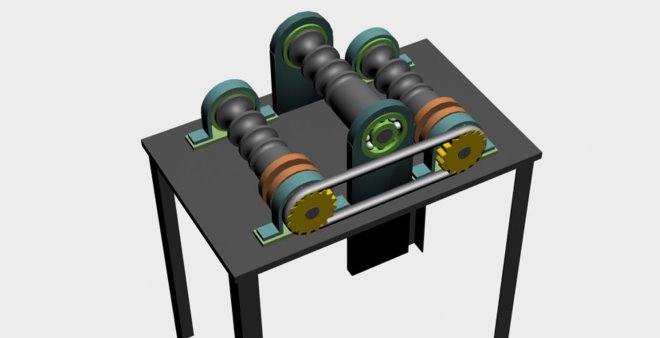
Кинематическая схема станка
Самодельные вальцы могут быть изготовлены даже из подручных материалов, которые фактически постоянно есть в любом гараже либо домашней мастерской. При всем этом эффективность таковых вальцов, если они сделаны с учетом всех советов, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Чертежи валов станка:
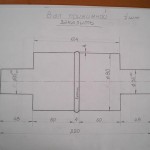 Вал прижимающей
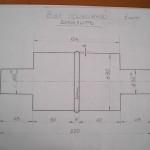
Вал прижимающей 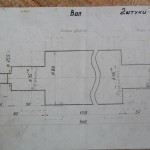 Валы нижние
Валы нижние  Опора для 307-го подшипника
Опора для 307-го подшипника
Как без помощи других сделать профилегиб
Чтоб создать профилегибочный станок своими руками, нужно придерживаться последующей последовательности действий.
- Сначала делается основание либо станина, для чего же можно употреблять трубы огромного поперечника либо железные швеллеры.
- Суровое внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Конкретно в высшей части таковой опоры, которая обязана различаться высочайшей надежностью, устанавливается деформирующий трубу узел – вальцовый механизм. Для монтажа вертикальной опоры, нижняя часть которой накрепко фиксируется под станиной, для вас будет нужно струбцина соответственного размера. При таком методе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет умеренно распределяться по двум подающим вальцам.
- Чтоб привести во вращение подающие вальцы, употребляют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старенького велика. Звездочки, которые по своим геометрическим характеристикам должны строго соответствовать чертам применяемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить не плохое натяжение цепи и лишь опосля этого приступать к фиксации ручки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
- Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем принимать основную нагрузку при работе станка, идеальнее всего сделать из стали, прошедшей функцию закалки.
 Подбираем звездочки и вытачиваем валы
Подбираем звездочки и вытачиваем валы  Свариваем каретку и крепим полумесяцы для подшипников
Свариваем каретку и крепим полумесяцы для подшипников  Размечаем и вырезаем стены корпуса
Размечаем и вырезаем стены корпуса  Привариваем опоры подшипниковавляющие каретки
Привариваем опоры подшипниковавляющие каретки  Вот так каретка обязана «ездить»
Вот так каретка обязана «ездить»  Пробуем собрать корпус
Пробуем собрать корпус  Подбираем винт с инструментальной резьбой
Подбираем винт с инструментальной резьбой  Делаем крепление винта сверху каретки
Делаем крепление винта сверху каретки  Так этот узел смотрится снизу
Так этот узел смотрится снизу  Навариваем усилители
Навариваем усилители  Фиксируем ушки для сборки корпуса
Фиксируем ушки для сборки корпуса  Используем шплинты для резвой разборки
Используем шплинты для резвой разборки  Собираем цепную передачу
Собираем цепную передачу  Мастерим ручку их накидного ключа
Мастерим ручку их накидного ключа  Красим готовый профилегиб
Красим готовый профилегиб
Для того чтоб прокатный станок для профильных труб, изготовленный своими руками, владел высочайшей универсальностью и мог употребляться для обработки изделий различного размера, в его конструкции нужно предугадать возможность выполнения круговой регулировки. Таковая принципиальная функция дозволяет изменять величину зазора меж рабочими валками. Чтоб создать свои самодельные вальцы еще наиболее многофункциональными, можно предугадать в их конструкции возможность выполнения и угловой либо, как ее еще именуют, осевой регулировки.
Самодельные устройства для гибки профильного трубного проката, сделанные по всепригодным схемам, можно в предстоящем подвергать модернизации, если в этом возникает необходимость. К примеру, их можно оснастить электронным приводом либо установить на их большее количество рабочих валков.
Как сделать станок для прокатки железной профильной трубы своими руками
Существует масса кустарных методов искривить профтрубу, но высококачественный итог можно получить лишь при прокатке металлопрофиля. Самым же действенным методом прокатки является внедрение профилегибочного станка. Если требуется не серийное, а штучное создание арок, дуг либо волн, то с задачей поможет совладать даже самодельный аппарат.
Что такое прокатка
Для возведения строений и конструкций из металлопрофиля часто требуется труба изогнутой формы. Железные дуги употребляются для производства навесов, козырьков, беседок, теплиц и остальных надворных строений и малых строительных форм. Из гнутых профтруб малого сечения делают элементы дизайна интерьеров и экстерьеров: ограды, ворота, стойки лестничных перил, полки, канделябры и почти все другое.
При всем этом придать профтрубе подходящую форму без специального оборудования достаточно трудно, а создать несколько дуг схожей формы – практически нереально. Тонкостенные изделия гнутся относительно просто, но при всем этом нереально проконтролировать угол и радиус извива. К тому же в стенах при таком сгибании создаются очаги напряжения, а на внутренней стороне извива возникают складки, из-за чего же готовое изделие имеет низкую крепкость и малый срок эксплуатации.
Сделать арку можно и с помощью сварки и болгарки – надрезать стены, раздвинуть надрезы и, заполнив зазоры припоем, заварить. При наличии опыта схожих работ, маленькое количество арок сделать может быть, но для масштабных манипуляций и сотворения извивов наиболее сложных форм этот способ не подступает – очень трудозатратен.

Сделать прекрасные и крепкие дуги, волны и даже спирали дозволяет прокатка – технологическая процедура, при которой средством механического действия равномерно изменяется продольная форма трубы.
Направьте внимание! Сущность прокатки в том, что изменение профиля делается таковым образом, что усилие прикладывается ко всей поверхности изгибаемого участка. Перегрузка распределяется по стенам умеренно, из-за чего же не возникает огромного внутреннего напряжения, и изогнутое изделие выходит осторожным и крепким.
Методы прокатки профильной трубы
Относительно заботливо можно деформировать профтрубу несколькими методами:
- С подготовительным нагревом. Способ употребляется для формования изделий, имеющих ширину наиболее 4 см. В отрезок трубы засыпают незапятнанный песок, торцы закрывают заглушками с маленькими отверстиями для выхода газов. Потом фиксируют заготовку и шаблон в тисках и прогревают зону извива до 150 градусов, другими словами до возникновения красноты. Сплав становится пластичным и поддается деформации, при всем этом песок помогает умеренно распределить нагревание и деформирующее усилие. Подогреть и искривить участок трубы нужно за один подход, потому что неоднократное температурное и механическое действие приведет к понижению прочности изделия.
Направьте внимание! Нужно внедрение защитной пожаропрочной одежки и плотных теплостойких рукавиц. Перед началом работ следует приготовить средства пожаротушения: ведро с водой либо песком либо огнетушитель.
- Прохладным методом при помощи пружинного трубогиба. В качестве амортизационного устройства для профтруб с шириной наименее 4 см употребляют пружину с крюками на концах. Длина вспомогательного устройства обязана быть достаточной, чтоб расположить его в трубе вдоль всего изгибаемого участка, а поперечное сечение обязано быть таковым, чтоб пружина без усилия протягивалась через профтрубу, практически касаясь стен. Заготовку с закрепленной в ней пружиной фиксируют в тисках совместно с шаблоном и медлительно и плавненько изгибают.
- Прохладным методом при помощи профилегибочного, либо вальцовочного, станка. Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых размещен выше последних. Труба пропускается меж вращающимися цилиндрами, при всем этом заготовка опирается на нижние, а верхний придавливает ее вниз, заставляя деформироваться. Для получения извива подходящего радиуса трубопрофиль прокатывают пару раз – при поэтапной деформации умеренно распределяется сила действия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на наружной.
1-ые два метода подступают для прокатки труб вручную в вариантах, когда не требуется производства огромного количества гнутых деталей. Чтоб придать профилированному изделию подходящую форму, придется потренироваться. Без опыта проведения схожих манипуляций хотимого результата добиться трудно.

3-ий метод не просит особенных способностей, дозволяет изготавливать огромное количество дуг, волн и спиралей и различается высочайшей точностью, но для такового трубопроката нужен станок.
Виды вальцов для извива профильных труб
Прокатное устройство для деформации профтрубы кратко именуют профилегибом либо по аналогии с его рабочей частью – вальцами.
Устройство рабочего органа профилегибочных станков идиентично:
- корпус либо станина – мощное основание конструкции,
- три вала-цилиндра – два опорных и один прижимающей либо ведущий,
- струбцины – насадки, фиксирующие положение труб различного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.
Направьте внимание! Говоря о видах вальцов для извива профильных труб, имеют в виду не рабочие валы станка, а тип устройства в целом.
Систематизация трубогибов для профтруб предполагает разделение по способу управления устройством.
Различают некоторое количество видов вальцов: гидравлический, электронный, ручной либо механический.
Гидравлические профилегибы
Обустроены гидравлическим приводом, по этому работают с большенный производительностью. Опорные валы в гидравлическом станке подключены к приводу и не попросту направляют трубу, а продвигают ее с подходящей скоростью. Таковым образом, аппарат работает без помощи человека, сводя задачку оператора к нажиманию клавиш и зрительному контролю за действием. Такие станки – самые массивные, четкие и высокопроизводительные, но мощные и дорогие. Внедрение гидравлических вальцов целенаправлено лишь в критериях промышленного компании.

Электронные вальцы
Опорные и прижимающей валы соединены цепью и вращаются с схожей скоростью, обеспечивая подачу и транспортировку заготовок. Таковой аппарат дешевле и легче гидравлического, подступает для мелкосерийного производства трубопроката. Но электровальцы имеют значимые габариты и вес, а для работы им нужно подключение к электросети, потому сферой внедрения являются маленькие компании и личные мастерские. Брать либо изготавливать электронный трубогиб для возведения одной-двух надворных строений нецелесообразно.

Механический профилегибочный станок
Таковой устройство малогабаритен, мобилен, недорог и даже быть может сделан без помощи других. При всем этом управляется аппарат вручную, что при изгибании труб с огромным сечением просит суровых трудозатрат. Производительность ручных вальцов низкая, потому употребляют такие устройства лишь для штучного производства гнутых профильных труб.

Самодельные приспособления
Покупка даже ручного профилегиба не постоянно оправдана: если нужно несколько дуг для возведения навеса, беседки либо теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, потому что в итоге окажется, что дешевле было приобрести готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно сконструировать ручной вальцовочный станок без помощи других. При всем этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для увеличения производительности электромотором.
Как сделать станок для прокатки без помощи других
Для производства вальцов потребуются последующие инструменты и материалы:
- сварочный аппарат,
- электродрель со сверлами по сплаву,
- шлифовальный аппарат,
- шуруповерт либо набор ключей,
- молоток,
- толстостенные профтрубы либо листовой сплав,
- заготовки валов (цилиндров) и струбцин (колец), выточенные на токарном станке,
- винт с крестообразной рукоятью,
- ручка либо накидной ключ,
- цепь с цепным механизмом – при желании.
Последовательность производства вальцов:
- Первыми изготавливают валы и струбцины – эти детали обычно приобретают либо заказывают в токарной мастерской, потому что без специального оборудования создать их нереально.
- Изготавливают боковые части станины в форме перевернутой “Т” либо трапеции с вертикально срезанными нижними углами.
- Изготавливают каретку – П-образную систему с полумесяцами для размещения прижимающего вала на вертикальных сторонах и отверстием для его штока с одной стороны. В центре горизонтальной части каретки делают отверстие для винта регулирующего устройства.
- Посреди боковых частей станины приваривают по две параллельных направляющих для каретки. Меж направляющими прорезают канал для вольного движения штока прижимающего вала. По бокам вырезают отверстия и приваривают опоры для боковых валов.
- Инспектируют вольный ход каретки в направляющих.
- Устанавливают валы на места и приваривают нижнюю часть корпуса.
- Изготавливают высшую часть корпуса – крышу с отверстием для регулирующего винта в центре. К отверстию приваривают цилиндр, который предупредит перекос регулировочного устройства.
- Завершают сборку станины, приваривая крышу и доп распорки, фиксирующие обоюдное размещение боковых стен.
- Устанавливают винт, пропуская его через отверстия в крыше станины и горизонтальной части каретки.
- Закрепляют ручку либо накидной ключ на штоке прижимающего вала.
Направьте внимание! При желании можно установить цепной механизм, соединяющий все три вала. Такое устройство упростит работу с вальцами, снизив трудовые затраты на прокатку труб.
Создать вальцы для профильной трубы своими руками, используя чертежи и познание механизма работы этого полезного приспособления, полностью реально. Используя такое устройство, владеющее высочайшей универсальностью, вы можете без помощи других изготавливать из профтруб гнутые конструкции хоть какой степени трудности.
Прокатка профильных труб для навеса на самодельном станке
Главными рабочими органами вальцов, оказывающими механическое действие на обрабатываемую профильную трубу, являются крутящиеся валки, количество которых может варьироваться от 3 до 5 штук. В просвете меж валками как раз и происходит пластическая деформация профтрубы.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в итоге которой осуществляется изменение ее начальной конфигурации, может производиться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу применяемого привода и по главным техническим чертам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таковых приспособлений для прокатки профильных труб просит значимых физических усилий);
- электронный привод;
- приводной механизм гидравлического типа.
Ручные прокатные вальцы как раз и служат макетом для самостоятельного производства станка
Более ординарными (и, соответственно, дешевыми) приспособлениями, с помощью которых делают вальцовку профильной трубы, являются ручные профилегибы. Наряду со собственной надежностью и простотой использования они различаются еще целым рядом значимых преимуществ. Систему профилегиба ручного составляют последующие элементы:
- мощная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые делают подающую и приемную функции (данные конструктивные элементы, с помощью которых и производится вальцевание, соединяются меж собой средством цепной передачи);
- набор зажимных устройств (струбцин), предназначенных для фиксации труб различного размера.
Главные части вальцов
Таковой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует подразумевать, что внедрение такового станка просит от исполнителя приложения значимых физических усилий. Не считая того, данное приспособление не дозволяет делать вальцевание с высочайшей производительностью и почаще всего применяется для легких работ в домашних критериях. Конкретно потому конструктивная схема данного станка употребляется для того, чтоб создать профилегиб своими руками. Таковой обычной по конструкции профилегиб дозволяет делать вальцевание профильных труб отменно и с высочайшей эффективностью.
Электронный станок для вальцевания профильных труб, даже изготовленный без помощи других, обеспечивает наиболее высшую производительность технологической операции. Разъясняется это тем, что за выполнение главный операции – протягивание проф трубы через вальцы – отвечает электронный привод, мощность которого быть может довольно большенный. Конкретно потому электронные вальцы для профильной трубы, создать которые можно и своими руками, используя чертежи, используются как маленькими организациями либо домашними мастерами, так и производственными предприятиями.
Электроприводом станок может оборудоваться и позже, основное учитывать это вначале и разрабатывать довольно сильную систему
Но, естественно, самой высочайшей мощностью различается гидравлический профилегибочный станок, своими руками сделать который довольно трудно. Приспособления данного типа, предназначенные для вальцевания профильных труб, употребляются в большей степени на промышленных предприятиях, где производить такую технологическую операцию нужно с высочайшей производительностью.
Самодельные приспособления для вальцевания труб
Без такового устройства, как приспособление для вальцевания профтруб, фактически не обойтись в тех ситуациях, когда вы решили без помощи других заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного предназначения либо употреблять профилегиб самодельный, система которого не различается высочайшей сложностью. Вопросцем о том, как создать профилегиб, есть смысл задаться к тому же по той причине, что серийные модели стоят довольно недешево, потому их приобретение (в особенности если они требуются лишь для выполнения домашнего ремонта) не постоянно целенаправлено.
Приблизительные размеры самодельных вальцов
Для того чтоб отменно сделать самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на эту тему, но основное – придерживаться советов тех, кто уже достигнул при решении этого вопросца добротных результатов. Естественно, чтоб создать собственный вальцеватель, нужно владеть не только лишь надлежащими познаниями, да и определенными способностями производства и использования разных технических устройств.
Кинематическая схема станка
Самодельные вальцы могут быть изготовлены даже из подручных материалов, которые фактически постоянно есть в любом гараже либо домашней мастерской. При всем этом эффективность таковых вальцов, если они сделаны с учетом всех советов, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Чертежи валов станка:
 Вал прижимающей
Вал прижимающей  Валы нижние
Валы нижние  Опора для 307-го подшипника
Опора для 307-го подшипника
Как без помощи других сделать профилегиб
Чтоб создать профилегибочный станок своими руками, нужно придерживаться последующей последовательности действий.
- Сначала делается основание либо станина, для чего же можно употреблять трубы огромного поперечника либо железные швеллеры.
- Суровое внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Конкретно в высшей части таковой опоры, которая обязана различаться высочайшей надежностью, устанавливается деформирующий трубу узел – вальцовый механизм. Для монтажа вертикальной опоры, нижняя часть которой накрепко фиксируется под станиной, для вас будет нужно струбцина соответственного размера. При таком методе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет умеренно распределяться по двум подающим вальцам.
- Чтоб привести во вращение подающие вальцы, употребляют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старенького велика. Звездочки, которые по своим геометрическим характеристикам должны строго соответствовать чертам применяемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить не плохое натяжение цепи и лишь опосля этого приступать к фиксации ручки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
- Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем принимать основную нагрузку при работе станка, идеальнее всего сделать из стали, прошедшей функцию закалки.
 Подбираем звездочки и вытачиваем валы
Подбираем звездочки и вытачиваем валы  Свариваем каретку и крепим полумесяцы для подшипников
Свариваем каретку и крепим полумесяцы для подшипников  Размечаем и вырезаем стены корпуса
Размечаем и вырезаем стены корпуса  Привариваем опоры подшипниковавляющие каретки
Привариваем опоры подшипниковавляющие каретки  Вот так каретка обязана «ездить»
Вот так каретка обязана «ездить»  Пробуем собрать корпус
Пробуем собрать корпус  Подбираем винт с инструментальной резьбой
Подбираем винт с инструментальной резьбой  Делаем крепление винта сверху каретки
Делаем крепление винта сверху каретки  Так этот узел смотрится снизу
Так этот узел смотрится снизу  Навариваем усилители
Навариваем усилители  Фиксируем ушки для сборки корпуса
Фиксируем ушки для сборки корпуса  Используем шплинты для резвой разборки
Используем шплинты для резвой разборки  Собираем цепную передачу
Собираем цепную передачу  Мастерим ручку их накидного ключа
Мастерим ручку их накидного ключа  Красим готовый профилегиб
Красим готовый профилегиб
Для того чтоб прокатный станок для профильных труб, изготовленный своими руками, владел высочайшей универсальностью и мог употребляться для обработки изделий различного размера, в его конструкции нужно предугадать возможность выполнения круговой регулировки. Таковая принципиальная функция дозволяет изменять величину зазора меж рабочими валками. Чтоб создать свои самодельные вальцы еще наиболее многофункциональными, можно предугадать в их конструкции возможность выполнения и угловой либо, как ее еще именуют, осевой регулировки.
Самодельные устройства для гибки профильного трубного проката, сделанные по всепригодным схемам, можно в предстоящем подвергать модернизации, если в этом возникает необходимость. К примеру, их можно оснастить электронным приводом либо установить на их большее количество рабочих валков.






















