Что такое и как происходит развальцовка труб
Изготовка труб либо их модификация для использования в той либо другой системе, подразумевает различное действие. Используют при всем этом как тепловые способы обработки, так и «прохладные». Большая часть действий прохладных соединены с ролью вальцов.

Нередко такового рода работы соединяются воединыжды в одну категорию – развальцовка, что в корне ошибочно.
Вальцовка: что это значит
Термин употребляется для обозначения последующих действий.
- Вальцовка – основная технологическая операция при производстве бесшовного трубопровода заключается в формировании изделия из круглой заготовки. Заготовка растягивается, утончается и калибруется на соответственном оборудовании – вальцах. Отсюда и заглавие.
- Развальцовка – не просит неотклонимого роли вальцов, может выполняться своими руками. Сущность ее заключается в увеличении поперечника края трубы при помощи механического действия. Необходимость таковая нередко возникает при соединении прямых отрезков.

Высококачественный стык предполагает вставку 1-го отрезка в гильзу – расширение, другого и запаивание зазора. Но потому что далековато не все изделия имеют такую гильзу, операцию приходится созодать без помощи других. В быту под развальцовкой обычно соображают этот процесс.
- Завальцовка – оборотная операция: обжимание края трубы перед установкой в гильзу. Если подразумевает вырезка резьбы вручную, край трубопровода также необходимо уменьшить в объеме – завальцевать. Употребляются для этого обыденные клещи либо маленькие вальцы.
- Гибка – большая часть трубогибочных станков как ручных, так и гидравлических, включают в себя вальцы. Изделие вставляется в станок, деформирующей ролик прокатывается по длине отрезка и равномерно выгибает под требуемым углом. Потому что в операции участвуют вальцы, этот процесс тоже нередко называют развальцовкой. Гибке подвергаются водоводы из нержавейки и алюминия.

Правомерно именовать так стоит лишь 2-ой вариант – повышение поперечника края перед соединением. ГОСТ регламентирует высококачественные и количественные свойства результата вальцовки.
Развальцовка: последовательность действий
Операции подвергаются изделия из нержавейки, алюминия и меди – другими словами, материала, владеющего определенным уровнем пластичности. Используются для этого как приспособления, сделанные своими руками, так и особые. Для развальцовки трубы с огромным поперечником нужно проф оборудование.
Развальцованные края почаще всего можно повстречать у канализационных водоводов среднего и огромного поперечника. Конкретно их размеры и допустимая погрешность описываются ГОСТом.
В домашних условиях почаще приходится иметь дело с медными трубами. А вот завальцовке подвергаются изделия из нержавейки. Разработка процесса схожа для хоть какого инструмента.
- Торец отрезка зачищается, избавляют заусеницы.
- На край одевается муфта.
- Труба устанавливается в некое приспособление для развальцовки и зажимается.
- Если идет речь о ручном приспособлении, то смотрится это так: конус развальцовщика, когда завинчивается винт, оказывает давление на внутреннюю поверхность водовода и деформирует ее.
- Развальцовщик снимается. Конец отрезка обязан иметь правильную воронкообразную форму со стенами, скощенными под углом в 45 градусов.
- Потом муфту перемещают на развальцованный край и закручивают гайку.

На видео показывается развальцовка медной трубы перед соединением.
Инструменты для развальцовки
При монтаже медного трубопровода своими руками полностью довольно ручного приспособления. Медь – сплав пластичный. Для формирования воронкообразного края необходимы не столько усилию, сколько аккуратность. Воронка обязана быть совсем симметричной, без перекосов либо сколов.
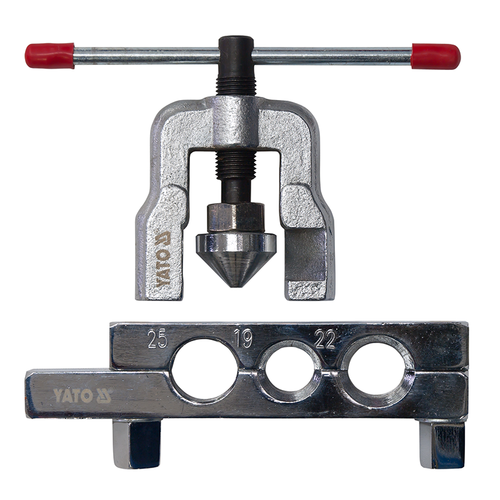
- Самый обычной механизм состоит из 2-ух частей: фиксатор с типовыми поперечниками – железная пластинка, в которой удерживается изделие, и конус с винтом. На фото показывается эталон.
- Экстендер – рычажный инструмент со сменной расширительной головкой под различные поперечникы. Экстендер фиксируется на край, рычаги разводятся и лапки растягивают трубу.

Работать с механическими приспособлениями необходимо аккуратненько, потому что тут велика опасность сформировать стены неравной толщины.
- Развальцовщик проф – обычно, оборудуется электроприводом и относится к вальцовым аппаратам. Конусовидная головка соответственного поперечника прокатывается по краю изделия, пока воронка не добивается требуемой величины и формы. Равномерность и симметричность в этом случае существенно выше.
Для работы с водоводами из нержавейки, огромного поперечника употреблять можно лишь этот инструмент. В неприятном случае требования ГОСТ выполнены не будут, а соединения трубопровода окажутся некачественными.
Как согнуть железную трубу
Железные трубы выполняются и поставляются ровненькими прямыми отрезками. Но почти все трубы в настоящих условиях эксплуатации имеют разные углы сгиба. Для решения данной задачки употребляется как спец оборудование, так и самодельные варианты. Некие трубы можно гнуть с внедрением средств находящихся под рукой.
Какие трубогибы бывают?
Трубогибы можно систематизировать по способу гибки, и по типу приведения в действие механизма гибки.
По способу гибки можно поделить:
- Пружинный. Этот метод можно употреблять для мягеньких материалов – к примеру, пластмассовых. Пружина надевается на трубу, и благодаря ей можно выполнить плавный сгиб при всем этом защитив от деформации пространство сгиба.
- Арбалетный. Труба фиксируется 3-мя держателями, один из которых, перемещаясь, сформировывает извив, а два остальных задерживают изделие.
- Сегментный. Этот вид именуется так, поэтому что в его конструкции находится сектор, зеркально отражающий форму гнутой трубы, и она гнется в паз этого сектора.
- Дорновый. При всем этом виде вовнутрь трубы помещается наполнитель, который, стабилизируя процесс извива, помогает получить правильные формы.

По типу приведения в действие механизма трубогибы бывают:
- Ручной. Гибка делается приложением сил оператора. Употребляется в основном на том металлопрокате, который просто сгибаются – маленькой диаметр, узкая стена, мягенький материал. Дозволяет работать при отсутствии электро энергии.
- Гидравлический. Извив происходит с помощью гидравлики, различается скоростью.
- Электромеханический. Применяется на производстве, выдаёт высшую точность, скорость.
- Гибридный. Совмещает характеристики гидравлических и электромеханических трубогибов.
С помощью спец оборудования создавать гибку весьма комфортно и стремительно. Но оно не постоянно доступно и стоит недешево. Потому весьма нередко гибку для собственных нужд создают своими руками, с помощью средств находящихся под рукой, или с помощью самодельного оборудования.
Гибка с помощью самодельного оборудования либо без него
- Гибка с помощью домкрата
Этот вариант всераспространен, потому что домкрат – весьма пользующийся популярностью инструмент, который есть у большинства автомобилистов. Он отлично подступает для того, чтоб согнуть металлопрокат в домашних условиях. По механизму работы этот способ похож на арбалетный трубогиб. Труба фиксируется на три точки, две из которых – упоры, и 3-я – шток домкрата.
- Внедрение углошлифовальной машинки (болгарки) для извива профильных труб
Этот способ работает с прямоугольным профилем сечения. Делается несколько пропилов по трем стенам, четвёртая остаётся нетронутой. За счёт возникновения разрезов, труба просто сгибается, опосля чего же пропилы завариваются и зашлифовываются.
- Самодельный роликовый трубогиб
Непревзойденно подступает для получения извива огромного поперечника на профильной трубе. Им комфортно гнуть, например, трубу для теплиц. Отрезок сплава фиксируется на роликах, поджимается, и прокатывается. Дальше опять поджимается, и снова прокатывается. В итоге выходит большенный равномерный радиус извива.
Вспомогательные способы для гибки труб
- {Наполнение}
В трубу помещается наполнитель, заполняющий внутреннее место. При всем этом концы плотно запечатываются, для этого можно употреблять сварку. Внедрение наполнителя дозволяет «зафиксировать» внутренний размер. При сгибании избежать возникновения «волны», «гофры» на внутренней стороне угла и создать извив наиболее плавным. В качестве наполнителя нередко выбирают незапятнанный кварцевый песок.
- Нагрев. Повышение пластичности сплава при гибке
Подогретый сплав становится тем мягче, чем больше его температура. Сплав труб нагревается с помощью газовых горелок, индукционного нагрева, также хоть какого другого доступного метода. Температура нагрева зависит от сплава. Низколегированная и обычного эталона сталь греется до
500 градусов Цельсия.
Применяя обозначенные способы, можно согнуть железную трубу своими руками в домашних условиях без использования спец оборудования и получить отличные результаты.
Вальцовка труб как часть процесса формовки железных изделий
Вальцовка труб – нужная часть процесса частичного конфигурации формы труб, по этому полым изделиям из сплава присваивают требуемую конфигурацию либо расширяют диаметр. Трубы можно вальцевать в различных направлениях, в зависимости от предполагаемого результата. Процесс конфигурации поперечника делается на станках в цеху либо в домашних условиях – при помощи простых приспособлений. С помощью способа вальцовки также доступно формирование изделий из железного листа.

Для конфигурации начальной формы трубы используют операцию вальцевания
Индивидуальности процесса вальцовки
Вальцевание – доступный процесс производства различных деталей из сплава либо отрезков труб нужного формата. Каждое приспособление для развальцовки трубок имеет свою специфику, но этот процесс употребляется и для остальных целей – обработка железного прута либо узкого листового сплава.
Заглавие процесса происходит от простого приспособления – особые вальцы достаточно ординарны по конструкции и в работе, зато дают широкий радиус закругления заготовок. Промышленное создание подразумевает внедрение ковочных вальцов (валков), через которые проходит отрезок сплава.
Правильное внедрение инструмента гарантирует доброкачественную и равномерную деформацию по данной окружности либо под определенным углом. К примеру, можно получить заготовку правильной цилиндрической формы либо завиток для кованых ворот, используя вальцы для профильной трубы своими руками.
Вальцы подбирают по толщине железного изделия, часто требуется вальцы огромного радиуса. Не только лишь сталь становится пластичной при обработке обозначенными выше приспособлениями. Схожим методом деформируют пластмассу, полимерные материалы и некие прутковые и листовые и сплавы:
- алюминий;
- темный сплав;
- мягенькие сплавы;
- оцинковка.

Вальцовкой также именуют прокатку трубы на особом станке с целью получения гнутой заготовки
Внимание! Сейчас гибка труб и вальцевание – всераспространенная услуга, но этот процесс можно освоить без помощи других при наличии комфортного в использовании приспособления. Такие способности применимы в различных народных сферах и промышленном производстве, при изготовлении сварных конструкций – лестниц, ворот, мебели.
Более всераспространенные методы формовки железных изделий опосля прокатки профильной трубы:
- растяжение;
- гнутьё;
- наматывание;
- развальцовка отверстий.
Процесс подразумевает закрепление трубы в просвете, используя расширение, и диаметр трубы должен быть меньше отверстия. Для надежности соединения применяется вальцовочное оборудование. Но это понятие предполагает различные процессы:
- Вальцовку как метод конфигурации ширины входного отверстия, просвета либо поперечника трубы при тепловой обработке и сварке.
- Вальцевание извивов труб.
- Завальцовка как способ уменьшения поперечника.
- Вальцовка отрезка бесшовного трубопровода.
- Развальцовка заготовки для конфигурации поперечника трубы (повышение).
Внимание! Без опыта вальцовка труб – сложная задачка, и при лишнем усилии сплав растеряет пластичность и может треснуть, покажутся остальные признаки разрушения.
Вальцовочные инструменты
Вальцовка труб и листовой заготовки не только лишь различается, да и делается на другом оборудовании. Почаще всего употребляют листогибочные либо ковочные вальцы – листовой сплав прокатывают меж вальцами для равномерной обработки и получения отрезка в форме цилиндра. Вручную браться за таковой процесс нецелесообразно – это просит много времени и опыта, даже если это просто вальцы для трубогиба. Станочным методом деформировать изделия проще, потому имеет смысл обратиться в цех, если нет способностей и собственного оборудования, а легированная сталь сложна в работе.
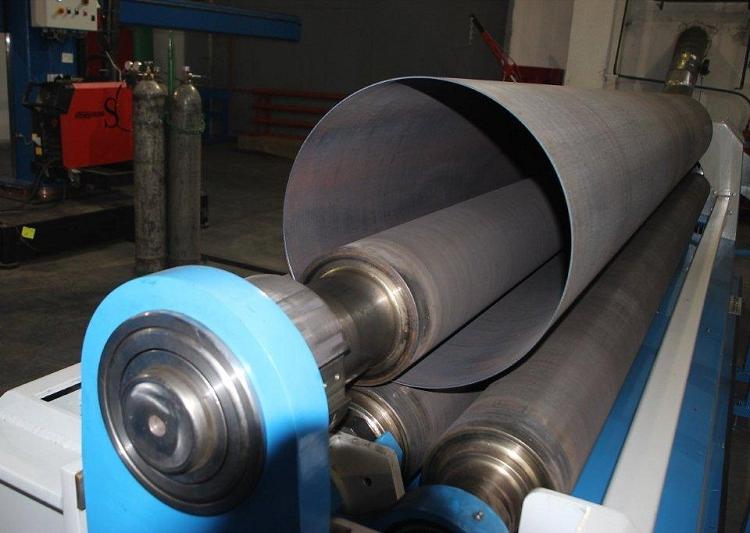
Вальцовка труб из железных листовых заготовок делается на особом оборудовании, ручном либо автоматическом
Прокатка листового сплава меж валками дает извив определённой формы. Вальцы и станочное оборудование имеет предел толщины и радиуса проводимого сплава. Повышение радиуса дает уменьшение радиуса гибки при формовке узкого железного листа на загибочных вальцах.
Употребляют также особые машинки под развальцовку труб и железного проката. Всепригодный инструмент прост в применении, дозволяет формовать изделия нужной формы. Обкатка листовых заготовок проводят через окружность верхнего валика, но он может созодать и оборотное движение. Опосля обработки листовой стали вальцами длина изделия незначительно возрастает, а поперечное сечение становится чуток меньше, благодаря тепловой и механической обработке.
Более нужный инструмент для вальцевания:
- станок серии Р (изделия с поперечником до 40 мм);
- оборудование РТ (изделия с поперечником до 5,50-11,5мм);
- оборудование серии Т (изделия с поперечником в границах 6-11мм);
- вальцы СТ (изделия с поперечником 6-11мм);
- оборудование серии СР (части толстых трубных решеток);
- инвентарем серии 5Р (тонкостенные изделия).
Часто для конфигурации извива трубы довольно бытового трубогиба, управляемого средством рукояти. При всем этом круговая форма изделия формуется средством регулирующего ролика при прокатывании.
Принципиально! Чтоб труба не уплощалась в месте ее извива, необходимо в нее засыпать песок перед деформированием, чтоб очень сохранить естественную форму стен.
Трехваликовый трубогиб также подступает для вальцевания металлопроката. Его назначение – работа с изделиями из нержавейки прямоугольной и квадратной формы. Этот инструмент отлично сгибает такие заготовки в дугу. Трубогиб прорабатывает изделие с обеих сторон.
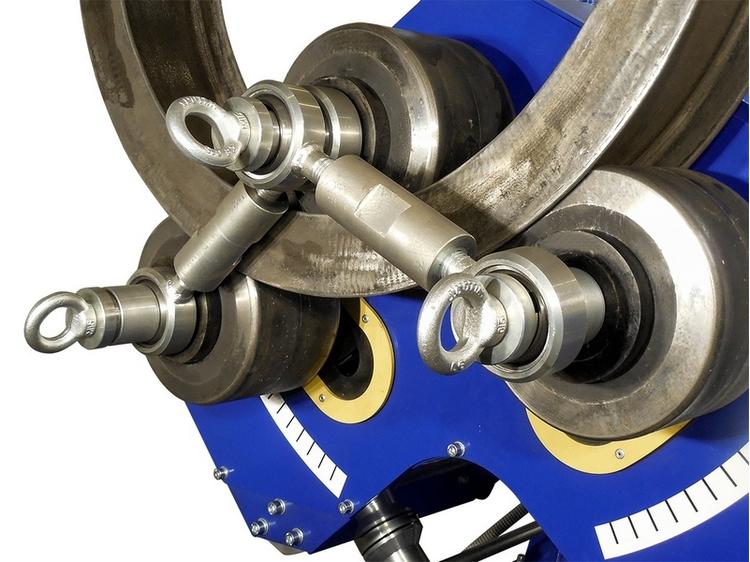
Трехвалковым трубогибом просто обрабатывать профильные трубы — квадратные либо прямоугольные
Развальцовка трубок ручным инвентарем делается по алюминию и меди, так как это самые мягенькие сплавы. Ограничивающий фактор у промышленного оборудования – мощность и толщина стен, на которые рассчитано то либо другое приспособление.
Совет! Не стоит употреблять тонкостенные трубы для водопровода в личном доме. Получится легкая развальцовка и стыковка, но прослужит недолго – из-за коррозии сплава.
Специфичная терминология различных способов вальцовки
Понятие «вальцовка труб» незначительно ошибочно исходя из убеждений лингвистических норм. Под сиим термином кроется 2 обратные операции, а части деформирования заготовок делается без вальцов.
Обобщая терминологию, стоит упомянуть, что вальцовка – это:
- изменение формы трубы (перевоплощение в круглую, квадратную, овальную форму);
- гибка под углом либо по радиусу;
- формование круглой либо плоской заготовки в изделие в форме трубки;
- расширения торца либо повышение 1-го конца трубы, чтоб приготовить к стыковке с деталью либо фрагментом трубопровода;
- обжим концовки конца трубы, чтоб сделать герметичную состыковку (уменьшение поперечника);
- резка сплава с приданием концовке трубы иной формы и поперечника.
Привальцовка. Начало процесса расширения опосля того, как труба вставлена в отверстие для формовки. При всем этом устраняется зазор меж краями отверстия и трубогибом. Дальше требуется применить усилие, чтоб запустить процесс деформации при наиболее плотном сочленении.

Для развальцовки труб из мягеньких металлов употребляются ручные инструменты
Развальцовка железных труб – более всераспространенный метод деформации трубопровода и остальных изделий. Это способ расширения поперечника 1-го из фрагментов трубопровода – для высококачественного сочленения отрезков. Опосля таковой обработки участки коммуникации состыкуются телескопическим способом – концовка одной трубы очень плотно заходит в следующий фрагмент.
Нередко употребляется развальцовка труб из меди при монтаже водопроводов и систем кондиционирования. Таковая операция (как и для всех иных железных труб) делается таковым оборудованием:
- зажим (экспандер);
- трещётка (регулирует силу нажатия);
- конус либо воронка (меняет диаметр на большее значение).
Внимание! Конусообразное оборудование употребляется для покладистых и пластичных металлов.
Завальцовка– оборотный развальцовке процесс, уменьшение входного отверстия трубопровода. Часто для сужения поперечника употребляют простые приспособления, такие как тиски и молоток. Также краям можно придать другую форму – по типу профилированных труб. Таковым способом к тому же избавляют недостатки на краях трубок, возникшие при вырезке.
Индивидуальности вальцевания в домашних условиях
В быту вальцовка изделий из меди, алюминия, оцинковки и нержавейки делают на всепригодных гибочных вальцах, способных поменять станки, трубогибы и особое оборудование. Свойство работ зависит от толщины стен и соответствия оборудования поставленной задачке.
Высококачественный собственный инструмент для вальцовки довольно надежен, не просит ремонта, им пользуются почти все годы. Для работы в домашних мини-цехах употребляют малогабаритные станки группы РТ, Р, Т, СР, 5Р и СТ (упомянуты выше). Вальцовку профильной трубы труднее созодать, чем трансформировать заготовку округленной формы.
Совет! Почти все изделия проще гнуть в домашних условиях опосля прогрева паяльной лампой – для большей пластичности.
При вальцовке медных либо дюралевых труб своими руками принципиально не торопиться и смотреть за действием деформирования. При лишнем давлении может быть расширение отверстия больше, чем требуется, и назад «заделать» его очень проблематично. Разрывы более возможны на медных и железных трубах, потому все этапы требуется созодать по технологии.




















