Пошаговая {инструкция} по пайке пластиковых труб с помощью разных устройств: 3 секрета процесса
Для подмены старенькой либо монтажа новейшей разводки водопровода либо системы отопления, подключения новейшей бытовой техники независимо от того, бойлер это либо парокапельный нагреватель, лучше применять трубы из пластика. Достоинства и аспекты выбора таковых труб – тема для отдельного разговора. Тут же рассмотрена пайка (сварка) пластиковых труб своими руками. Процесс этот несложен, хотя {инструкция} по пайке пластиковых труб обязана быть строго соблюдена.

Если все есть составляющие (пластмассовая труба для пайки, требуемые фитинги, инструмент для пайки труб ПВХ), то можно без помощи других произвести разводку труб по всему помещению. А спустя час опосля крайнего соединения трубопровод готов работать.
Потому что стоимость на пайку пластиковых труб (средняя) превосходит 4 $ за 1 стык, а стоимость монтажа одной точки превосходит 20 $, самостоятельное выполнение этих работ дозволит сберечь огромную сумму.
Пайка экопластиковых труб предполагает внедрение муфтовой (раструбной) сварки, при которой соединение происходит не встык, а при помощи фитинга – муфты. Труба помещается в муфту и с ней спаивается.
Инструменты и фурнитура для пайки пластиковых труб
Не следует рассчитывать на средства находящиеся под рукой, потому что для заслуги высочайшего свойства выполняемых соединений пайка металлопластиковых труб просит внедрения особых инструментов. Для вас пригодится:
- устройство для пайки пластиковых труб;
- насадки;
- трубные ножницы (резак для пластиковых труб);
- фаскосниматель;
- измерительная рулетка;
- шейвер;
- строительный уровень.
Насадки

Приобрести перечисленное выше можно в магазинах строй инструментов, лучше не весьма дёшево. Высококачественный паяльничек для пайки труб будет работать долгое время, не портя тефлонового слоя насадок либо нагревательного элемента. Насадки продаются в наборе с паяльничком и специальной подставкой, ведь в большей степени работа проходит не на весу.
Технические характеристики паяльничков последующие:
- Мощность. Наиболее массивные устройства рассчитаны на сваривание большего поперечника. Для систем личного отопления, в каких поперечник не превосходит 50 мм довольно мощности 600-800 Вт.
- Размер насадок, которые идут в комплекте с паяльничком. Послужат ориентиром при выбирании пригодной модели. Непременно тефлоновое покрытие для лёгкого снятия нагретых частей. Насадки обязаны иметь высшую механическую крепкость, высшую теплопроводимость, не поменять размера при нагревании. Состоят из 2-ух частей – гильзы для внешнего разогрева и штуцера для внутреннего.
- Терморегулятор. От точности его калибровки зависит свойство шва. Лучше избрать электрический регулятор температуры на терморезисторах с плавной установкой. Капиллярные и биметаллические терморегуляторы имеют очень огромное расхождение меж установленной и фактической температурой.
Выбирая аппарат для пайки труб учитывать их поперечник и удостовериться в наличии насадок нужного размера. Направить внимание на мощность устройства и тип терморегулятора. Для монтажа водопровода либо отопления подойдет паяльничек средней ценовой группы.
Стоимость паяльничка для пайки труб (средняя) составляет 50 $.
Сварочный аппарат — наилучший устройство
Труборез разрезает без деформации. Подменять пилой либо ножовкой не рекомендуется, потому что наличие заусениц повредит качеству соединения.
Трубные ножницы
Шейвер удаляет армирующий слой алюминия, размещенного близко к поверхности под узким слоем пластика, что обеспечивает крепкое соединение частей трубопровода.
До начала проведения работ составляется план разводки для определения раздельно собираемых участков, позднее соединяемых в одно целое. Цель плана – минимизация числа свариваний «на весу».

Разработка пайки: {инструкция} по правильному соединению
За ранее пригодится {инструкция} по эксплуатации паяльничка для пластиковых труб, с которой необходимо пристально ознакомиться. В ней перечислены требования пожарной и техники сохранности, описаны технические свойства паяльничка, техкарта пайки, подготовка, порядок работы и разработка сварки пластиковых труб.
Техника сохранности при работе с трубами малого и огромного поперечника
Паяльничек должен эксплуатироваться при положительной температуре воздуха в критериях защиты от осадков. Нужно убедиться в исправности аппарата, шнура питания и вилки до включения в розетку.
Проветривайте пространство проведения работ.
Эксплуатацию устройства закончить при нечёткой работе выключателей, при дымлении, запахе подгоревшей изоляции и поломке, трещинках в корпусе, рукояти, повреждении крепления насадок.
Не допускать попадание капель, брызг, грязищи.
Прикосновение шнура питания к жарким предметами неприемлимо.
Подготовительные изготовления: не забудьте про фитинги
Перед пайкой помещение проветрить, очистить от пыли, сыпучих составов в зоне выполнения работ. Предугадать принудительную вентиляцию.
Вымерять и порезать трубу на отрезки требуемой длины. Конец срезают ровно, под прямым углом, при помощи резака. В конце трубы необходимо фаскоснимателем создать фаску, чтоб облегчить присоединение к муфте. Перед началом пайки конец трубы и внутреннюю сторону муфты очищают от грязищи смоченными техническим спиртом либо бензином бумагой либо салфеткой.
Разогрев паяльничка либо пистолета: индивидуальности оборудования
Аппарат для пайки пластиковых труб ставится на подставку-держатель. Температура пайки пластиковых труб – 260 °C. Этого довольно, чтоб произошла спайка пластиковых труб и не повредилось покрытие насадок.
Перед разогревом паяльничка рекомендуется ознакомиться с информацией, предоставленной изготовителями труб и фитинга, также скорректировать температуру нагрева. Не считая того, лучше надзирать температуру штуцеров и гильз поверхностным электронным указателем температуры. Также кропотливо удалить остатки пластика со сменных насадок паяльничка. Принципиально не попортить покрытие из тефлона. При всем этом запрещено воспользоваться предметами из сплава, наждачкой, пастой с абразивными материалами.
Нагревательный элемент готов к работе через 10 мин опосля заслуги нужной температуры.
Паяльничек с насадками

Нагревание особым аппаратом, утюгом с определенной температурой
Для нагрева деталей требуется насадить муфту и трубу на надёжно закреплённые насадки на обозначенное производителем время. Оно зависит от размера деталей. При перегреве материал утратит крепкость и деформируется. В итоге, как и при недостающем нагреве, спайка получится плохой, что приведёт к утечкам.
Площадь нагрева тоже принципиальна.
При насаживании частей трубопровода на насадки будет нужно усилие. Насадка имеет конусообразную форму под углом 5°, и только посреди радиус рабочей поверхности равен радиусу трубопровода. Трубу вводят в гильзу до упора, но давить недозволено. При сильном сдавливании появляется утолщение, которое понизит её проводимость. Лучше измерить глубину насадки и от края трубы отмерить равное расстояние. Так можно наглядно проконтролировать корректность собственных манипуляций. С течением времени момент упора ощутим руками.
Глубина спайки водопроводных и отопительный магистралей
Соединение деталей. Опосля разогрева муфта с трубой скачком снимаются и без поворота до конца сдвигаются и фиксируются на время, обозначенное в техкарте. Если период меж съёмом и спайкой превзойдет времени соединения, обозначенное в техкарте, то температура соединяемых поверхностей окажется ниже достаточной для сотворения крепкого соединения.
Прокручивание деталей на насадках ведёт к деформации материала и ослаблению спаянного шва.
Оказывать нагрузку на спаянное соединение можно лишь опосля истечения расчётного времени остывания, обозначенного производителем.
Для чего нужен калибратор для труб и как его применять
В процессе монтажа металлопластиковых труб и, а именно, при их соединении обязательно будет нужно внедрение особых инструментов. Одним из таких является калибратор для труб. Для чего же служит данный инструмент, как его верно избрать и применить на практике, поведаем дальше по тексту.

Развальцовка металлопластиковой трубы своими руками
Что такое калибратор и как его применять
Итак, калибратор – это инструмент, служащий для корректировки среза трубы с целью придания торцу формы, готовой к следующему соединению с фитингами – обжимными либо прессовыми. Не считая того, некие модели также владеют функцией снятия фаски с торца, для способности наиболее удобного внедрения в трубу соединительного элемента.
Нужен калибратор, сначала, для сглаживания торца трубы опосля резки, так как часто в процессе резки происходит сплющивание конца трубы. Данное приспособление работает как расширитель и дозволяет возвратить сечению правильную круглую форму, также выровнять маленькие вмятины и удалить внутренние заусенцы, которые могут образоваться в процессе порезки.
Принцип деяния
Разглядим, как конкретно работает инструмент:
- До этого чем применять калибратор, нужно удостовериться в корректности формы подготавливаемого торца. Он должен быть срезан строго под углом в 90 градусов.

Калибровка трубы делается, обычно, сходу опосля ее порезки
- Следует также убедиться в согласовании размера калибратора поперечнику трубы.
- Штуцер инструмента нужно ввести в трубу ровно и без перекосов. Если он обустроен фаскоснимателем, будет нужно удостовериться, что ножики инструмента попадают ровно на уровень внутренней фаски.
- Дальше следует выполнить несколько крутящих движений вокруг оси инструмента и извлечь его из трубы.
Виды и выбор калибратора
Систематизация
В продаже существует последующие виды калибраторов для пластиковых и металлопластиковых труб:
- Обычный пластмассовый. Такового типа приспособление обычно имеет несколько штуцеров различного поперечника, что обеспечивает сопоставимость фактически с хоть какими трубами, применяемых в бытовых коммуникациях – отоплении и водопроводе.

Пример пластмассового многоштуцерного калибратора
- Калибраторы с фаскоснимателем. Бывают как металлическими, так и пластмассовыми, одно- и многоштуцерными. При всем этом постоянно обустроены ножиком для снятия внутренней фаски, если это нужно вместе с развальцовкой.

Пример железного калибратора с фаскоснимателем и одним штуцером
- Инструмент в виде насадки на шуруповерт. Такие модели употребляются пореже, но вальцевать трубу при помощи данной насадки еще проще и резвее.

Пример насадки калибратора для дрели либо шуруповерта
Индивидуальности выбора
Выбирать инструмент нужно сначала из расчета поперечника (либо поперечников) трубы. Если трубопровод с одним поперечником по всей его длине, можно избрать одноштуцерное изделие соответственного размера, если же нет – многоштуцерное. При всем этом нужно осознавать, что пластмассовый инструмент также довольно прочен, как и железный, и рассчитан на нередкое применение без понижения рабочих черт. Железное изделие обойдется несколько дороже, но модели с фаскоснимателями обычно изготавливают конкретно из сплава.
Насадки же на шуруповерт подходят тем, кто не хочет прилагать излишних усилий при работе с ручным инвентарем.
Итак, мы разобрались в том, что собой представляет калибратор труб, обрисовали, как им воспользоваться и как подобрать под определенные условия. Хотим для вас надежности коммуникаций, проложенных своими руками. Также советуем ознакомиться с предложенным видео.
Сварка труб ПНД своими руками
 Сварка труб ПНД
Сварка труб ПНД
Полиэтиленовые трубы различного поперечника нужны при сооружении газопроводов, сетей канализации, водоснабжения и дренажных систем. Популярность труб ПНД обоснована эксплуатационными качествами, техническими способностями возводимых конструкций и простотой монтажа.
Для фиксации труб из целофана употребляют сварку, которая зависимо от критерий проведения и используемо оборудования может производиться встык либо при помощи электромуфт. Применение сварки ПНД труб дозволяет получать крепкие неразъемные соединения, устойчивые к гидравлическим ударам. Они различаются плотностью и способны выдерживать гидравлические удары.
Подготовительная подготовка
Перед проведением монтажа нужно приготовить материалы и проверить сварочное оборудование. Для инженерных коммуникаций используют трубы из целофана низкого давления, поперечник которых составляет от 20 до 1200 мм. Их нарезают на отрезки подходящего размера и обрабатывают торцы. Подготовка оборудования включает:
- осмотр деталей сварочного аппарата и проверку функционирования приводов и заземления;
- удаление остатков полимера и обработку рабочих поверхностей сварочного оборудования обезжиривающими средствами;
- проверку уровня масла в гидравлической системе.
Чтоб обеспечить определенный режим сварки, инспектируют функционирование контрольно-измерительных устройств, которыми укомплектованы сварочные аппараты.
Электромуфтовая сварка
 Электромуфтовая сварка труб
Электромуфтовая сварка труб
При работе в ограниченном пространстве фиксацию ПНД труб производят методом электромуфтовой сварки. Она проводится с применением электромуфт и дозволяет сооружать разветвления у функционирующих трубопроводов. Благодаря применению способа электромуфтовой сварки получают соединения, которые рассчитаны на нагрузку до 16 атм.
Аспекты формирования соединений
 Соединительные детали для монтажа ПЭ труб
Соединительные детали для монтажа ПЭ труб
Электромуфта — фасонный элемент с корпусом из целофана, в который вставляют электронные спирали. Для фиксации труб на прямых участках магистралей нужны муфты обычной конфигурации, а для сварки угловых и разветвленных конструкций используют тройники и подобные детали. Электромуфты выпускают для труб различного поперечника с неотклонимой калибровкой, указывающей время действия инструмента при нагреве и остальные характеристики проведения сварки.
Индивидуальности способа электромуфтовой сварки заключаются в нагревании и следующем размягчении целофана под воздействием электронного тока. Он подается спирали, которые находятся в корпусе муфты, и обеспечивает расплавление материала. Концы полиэтиленовой трубы под муфтой также греются, образуя опосля остывания крепкое соединение с фасонным элементом. Давление, которое требуется для крепкой фиксации свариваемых поверхностей, возникает благодаря расширению полиэтиленовых труб под действием нагревательного инструмента.
Принципиально! Сварка ПНД труб с применением муфт проводится при температуре в границах -10…+30 °C. В остальных критериях работы должны производиться в укрытии, которое дозволяет поддерживать температуру в обозначенном интервале.

Разработка проведения
 Сварочный электромуфтовой аппарат для труб ПНД
Сварочный электромуфтовой аппарат для труб ПНД
Для сварки ПНД труб с внедрением электромуфт нужно поначалу зачистить концы соединяемых труб, удаляя выпуклости. Последующие работы по фиксации ПНД труб электромуфтой включают:
- закрепление муфты и вставленных в нее концов труб из целофана при помощи специального оборудования;
- соединение контактов электромуфты и сварочного аппарата;
- подачу напряжения на спирали муфты.
По окончанию сварки ПНД труб электромуфтой отключают оборудование от питания, трубы с приваренной муфтой остывают и затвердевают, образуя в местах фиксации крепкий шов. Характеристики сварки описывает размер сечения ПНД труб. Если свариваемая труба имеет большенный поперечник, то следует предугадать доп нагрев частей из целофана.
Принципиально! Для крепкой фиксации участков полиэтиленовых труб при помощи электромуфтовой сварки нужно обеспечить неподвижность конструкции при ее охлаждении.
Получаемые при сварке ПНД труб электромуфтой соединения инспектируют на соответствие последующим требованиям:
- смещение частей конструкции не быть может наиболее 10 % от толщины стен труб;
- высота валика сварного шва для труб шириной до 5 мм не обязана превосходить 2,5 мм, а для труб со стенами 6-20 мм — 5 мм.
Изучить процесс сварки ПНД труб с применением муфт и ознакомиться с его аспектами поможет видео электромуфтовой сварки полиэтиленовых ПНД труб.
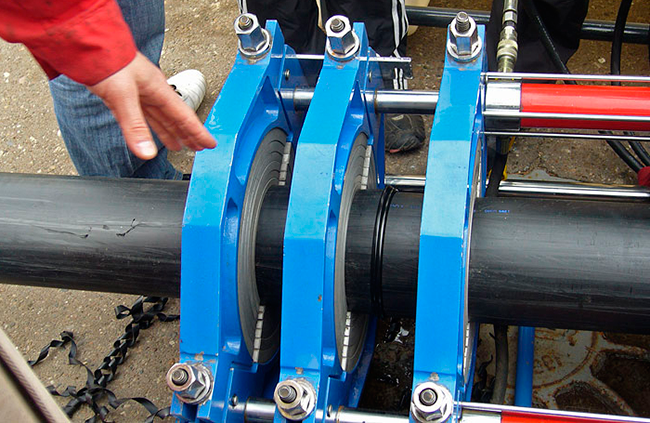
Стыковая сварка
 Стыковая сварка труб
Стыковая сварка труб
Для фиксации полиэтиленовых труб (ПНД) с поперечником наиболее 50 мм и шириной выше 4 мм употребляется стыковая сварка, которая проводится при помощи специального сварочного аппарата.
Базы технологии
При стыковой сварке фиксация торцов труб из целофана происходит опосля их размягчения под действием нагревательного элемента сварочного оборудования. В итоге таковой сварки ПНД труб появляется крепкий шов, совпадающий по техническим характеристикам с остальной поверхностью полиэтиленовых труб.
В отличие от сварки труб ПНД при помощи муфт соединение частей коммуникаций стыковой сваркой можно использовать для фиксации деталей из целофана одной марки. Для получения высококачественного шва при монтаже коммуникаций сварку ПНД труб проводят при температуре от -15 °C до +45 °C, буквально соблюдая технологию.
Индивидуальности выполнения
 Стыковое сварочное оборудование
Стыковое сварочное оборудование
Перед проведением сварки ПНД труб их очищают от мусора и инспектируют соответствие SDR соединяемых частей. Потом убирают с торцов труб сколы и остальные недостатки. Для упрощения подготовки перед сваркой можно применять торцеватель, который служит для обрезания концов труб под прямым углом. Проведение стыковой сварки полиэтиленовых труб включает:
- размещение и непременное сглаживание труб в центраторе аппарата для сварки, при этом расстояние меж ними обязано составлять около 4 мм;
- проверку параллельности концов труб;
- увеличение температуры торцов труб при помощи нагревательного элемента;
- удаление инструмента для нагревания из зоны сварки ПНД труб;
- сведение и стыковка размягченных концов, которая проводится под давлением;
- остывание конструкции и проверка характеристик шва, приобретенного при сварке ПНД труб.
При проведении сварки ПНД труб нужно надзирать нагрев, величину оплавления и давление. Усилие, прилагаемое при выполнении стыковой сварки для фиксации торцов, не обязано быть больше очень допустимого для материала значения, по другому свойство соединения существенно усугубляется. Ознакомиться с технологией сварки труб ПНД поможет видео стыковой сварки полиэтиленовых труб.
Выбор оборудования, которое применяется для сварки ПНД труб, определяется сечением изделий и чертами коммуникаций. Зеркала употребляют при выполнении стыковой сварки своими руками для монтажа безнапорной канализации. Сварочные аппараты с механическим приводом разрешают проводить сварку труб ПНД, если поперечник свариваемых труб не превосходит 1600 мм. Они нужны при выполнении стыковой сварки своими руками во время прокладки напорных сетей и на объектах ЖКХ. Для фиксации труб поперечником, который составляет наиболее 1600 мм, используют устройства, снаряженные гидравлическим приводом.
Принципиально! Стыковая сварка полиэтиленовых труб обязана проводиться на жестком основании. Неотклонимым условием получения высококачественного шва является правильное размещение труб: разница в осях при сварке ПНД труб не может превосходить 10 % от толщины стен.



























