Виды сварных соединений и швов
Часто предпосылкой брака у начинающих сварщиков становится некорректно избранные сварные соединения. Что логично, потому что со денька проведения первой сварки было создано больше сотки разновидностей. В их нетрудно разобраться, так как сварные швы и соединения объединены в несколько групп по технике выполнения, положению деталей и остальным признакам.

Что такое сварочное соединение
Новенькие неверно считают, что понятия сварной шов и соединение равноценны. По сути шов ― это пространство стыковки 2-ух заготовок расплавленным сплавом с следующим остыванием. Сварное соединение ― это три участка, которые подверглись действию высочайшей температуры. К ним относят:
- Один либо несколько швов, которые образуются при плавлении лишь основного либо с добавлением присадочного сплава.
- Зону сплавления, расположенную меж сварным швом и главным сплавом деталей. Она не греется до температуры плавления, но может насыщаться элементами, которые вводят в сварочную ванну электродами либо флюсом. Потому по составу различается от основного сплава.
- Зону теплового действия. Это полоса, примыкающая к зоне сплавления, где под действием температуры поменялись характеристики сплава.

Принципиально не путать два полностью различных понятия — сварочный шов и сварное соединение!
Сварочный шов ― это пространство стыковки 2-ух заготовок расплавленным сплавом с следующим остыванием. Сварное соединение ― это три участка, которые подверглись действию высочайшей температуры.
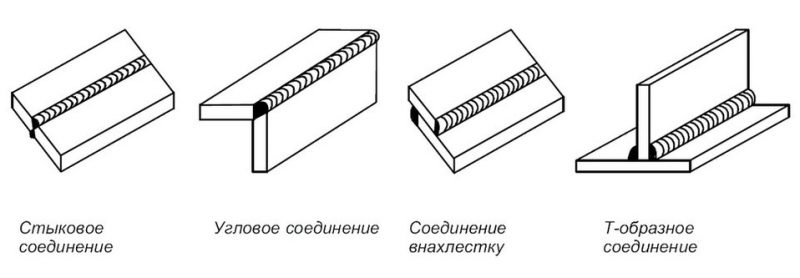
Виды сварных соединений
Зависимо от того как размещены заготовки меж собой к главным видам сварочных соединений относят:
- стыковые;
- угловые;
- нахлесточные;
- тавровые;
- торцевые.

Стыковые
Самые обыкновенные по выполнению швы даже для начинающих сварщиков. Ими соединяют заготовки, примыкающие друг к другу торцами, размещенные в одной плоскости либо на ровненькой поверхности. При сварке деталей с разной шириной допускается смещение поверхностей. Стыковым методом сваривают конструкции из листового проката, резервуары, трубы. Сравнимо с иными сварными соединениями сокращаются сроки выполнения работы и расход материалов, но необходимо кропотливо подготавливать кромки.

Угловые
Это сварные соединения 2-ух железных деталей под хоть каким углом. Если заготовки разной толщины, толстостенную располагают снизу, чтоб на узкой не возникли прожиги и подрезы, сварочную ванну делают за счет плавления сплава толстой заготовки. Для увеличения прочности соединения швы накладывают с обеих сторон. Внутренний угол сваривают малым током, чтоб снаружи не образовалось закругление.
Угловые сварные соединения комфортно делать методом «в лодочку». Заготовки прихватывают под необходимым углом, потом устанавливают так, как как будто это плывущий кораблик. Опосля расплавления сплав будет умеренно разливаться по обеим сторонам без образования изъянов.
Угловым методом сваривают каркасы маленьких строений, емкости, навесы, кузова грузовиков. Не считая этого устанавливают детали конструкций в недоступных местах.

Нахлесточные
Таковыми сварными швами соединяют параллельно расположенные железные пластинки, которые наложены одна на другую с маленьким перекрытием. Для увеличения прочности на разрыв и предотвращения проникания воды вовнутрь сварку делают с обеих сторон. Сиим методом можно соединять листы шириной до 12 мм. Для выполнения нахлесточных соединений от сварщика не требуется высочайшая квалификация, потому что нет угрозы прожога и не надо подготавливать кромки. Недочетом считают завышенный расход сплава.

Тавровые
Это сварное соединение торца одной детали с боковой поверхностью иной под прямым либо маленьким углом. Если толщина заготовки больше 4 мм сварка проводится с обеих сторон с кропотливой подготовкой кромок вертикальной пластинки. Тавровые соединения используют в большей степени при сборке несущих конструкций. Потому, если есть возможность конфигурации положения, сварку ответственных узлов лучше делать «в лодочку».

Торцевые
При выполнении таковых соединений сваривают торцы заготовок, которые плотно примыкают одна к иной либо расползаются от места стыка под углом не больше 30⁰. Метод используют при производстве кожухов, вентиляционных коробов, контейнеров, железных шифанеров и пр. К плюсам торцевого типа сварочных соединений относят низкую возможность образования прожогов и внутренних напряжений, вызывающих деформацию. Недочетами считают завышенный расход материала и возникновение коррозии при проникновении воды меж листами через недостатки шва.
Выбор сварного соединения зависит от расположения заготовок относительно друга друга.
Систематизация сварных швов
Даже в одном типе соединения сварочные швы могут различаться по конфигурации, протяженности, технологии и т. д. Потому в нормативных документах они сгруппированы по характеристикам.
По положению в пространстве
По пространственному положению сварные швы могут быть:
- Нижними, когда стык находится понизу относительно сварщика. Расплавленный сплав не вытекает из сварочной ванны, а шлак и газы беспрепятственно поднимаются на поверхность. При сварке электрод либо пламя горелки ведут вдоль стыка с маленькими поперечными движениями.
- Горизонтальными, если сваривают вертикально установленные детали справа влево либо напротив. Для предотвращения стекания сплава нижнюю заготовку сдвигают на 1 мм, чтоб вышел уступ. Опосля окончания работы разница будет неприметна. Принципиально не ошибиться со скоростью сварки, так как при неспешном перемещении дуги либо пламени горелки покажутся потеки, а при резвом ― непровары.
- Вертикальными, когда вертикально установленные детали соединяют сверху вниз либо в оборотном направлении. Для удержания расплава в сварочной ванне сварку ведут снизу ввысь прерывающейся дугой на малом токе.
- Потолочными, если стык размещен над головой мастера. Расплавленный сплав удерживается поверхностным натяжением.

По конфигурации
В эту группу занесены три вида сварочных швов, которые зависят от формы соединений. Они бывают прямолинейными, криволинейными, кольцевыми (спиральными). Конфигурация швов не зависит от пространственного положения заготовок.

По степени неровности
По форме поперечного сечения сварные швы квалифицируют как:
- Выпуклые (усиленные). Употребляют для сборки узлов эксплуатируемых с большенный статической перегрузкой.
- Вогнутые (ослабленные). Употребляют при сварке узкого сплава.
- Обычные (плоские). Отлично противостоят динамическим и разнонаправленным действиям.
- Особые в виде неравнобедренных треугольников используют в угловых и тавровых соединениях, на которые действуют переменные перегрузки.

По протяженности
В эту систематизацию входят сплошные и прерывающиеся сварные швы, которые делают отрезками по 10 — 30 см, но учитывается суммарная протяженность соединения. По расположению отрезков сварки прерывающиеся типы именуют:
- цепными одно либо обоесторонними, если разрывы умеренно размещены по обе стороны заготовки;
- шахматными обоесторонними, когда отрезки сварки на одной стороне смещены относительно участков на иной;
- точечными при контактной сварке.

Зависимо от длины сварные швы относят к трем категориям:
- недлинные ― до 25 см;
- средние ― 25 — 100 см;
- длинноватые ― больше 1 м.
По количеству проходов
Независимо от типа сварочные швы делают одним либо несколькими проходами. Выбор варианта определяется шириной сплава и нужной прочностью. При любом проходе наплавляется один валик. Если их расположить на этом же уровне появляется слой сварного шва.
Детали шириной до 5 мм соединяют однопроходными швами. Угловые соединения из заготовок со стенами 6 — 8 мм сваривают одним слоем, а стыковые 2-мя. Мультислойные швы употребляют при работе с толстостенными элементами и для предотвращения тепловых деформаций.

По направлению работающего усилия и вектору деяния наружных сил
По сиим аспектам соединения и швы разделяются на 4 вида:
- продольный (фланговый) ― усилие параллельно стыку;
- поперечный (лобовой) ― вектор ориентирован под углом 90⁰;
- комбинированный ― соединяет признаки прошлых;
- косой ― направление усилия меньше 90⁰.

По виду сварки
Систематизацию по этому аспекту проводят по типу сварочного аппарата, который делает условия для выполнения сварки. Из длинноватого перечня технологий можно выделить главные виды;
- ручная электродуговая;
- автоматическая;
- в среде инертных газов;
- плазменная;
- лазерная;
- газопламенная.
Требования к сварным швам
Требования к швам зависят от критерий эксплуатации, видов перегрузки, параметров сплава, технологии сварки и пр. Для их систематизации по определенным условиям были разработаны ГОСТы. К примеру, требования к соединениям ручной сварки приведены в ГОСТ 5264-80.
К общим для всех швов независимо от критерий относят:
- крепкость;
- надежность;
- долговечность;
- стойкость к коррозии и брутальным субстанциям.
Чтоб шов был высококачественным, нужно соблюдать технологию подготовки сплава и выполнения сварки.
О длине и толщине швов зависимо от особенностей конструкции и марки сплава, способах проверки свойства и т. д. можно выяснить из направленных на определенную тематику СНиПов, которые несложно отыскать в вольном доступе. Приобретенные сведения можно применять как шпаргалку при выполнении сложной работы.
Что влияет на свойство сварного соединения
Свойство соединения сваркой зависит не только лишь от соблюдения технологии, но и от подготовки деталей. Даже форма кромок влияет на свойство соединения. Независимо от вида соединения подготовку проводят в последующем порядке:
- зону шириной не меньше 20 мм от полосы стыка очищают от грязищи и коррозии;
- на кромках, если толщина сплава больше 3 мм, снимают фаски, оставляя притупление;
- устанавливают зазор меж деталями.
Зависимость угла разделки, величины притупления и зазора от толщины сплава показана в таблице:

Познание главных видов соединений и принципов их внедрения поможет верно выбирать сварочный шов подходящего типа для всякого определенного варианта. Для увеличения квалификации полезно смотреть за технологическими новостями, чтоб не пропустить возникновение новейших сплавов и способов сварки.
Имеющиеся виды сварных соединений

Швы и соединения
В процессе современной сварки употребляются инноваторские технологии, улучшающие свойство работ. Итоговым продуктом являются швы. На их надежность влияют виды сварных соединений, которые имеют свои индивидуальности и аспекты выполнения. Итог работы зависит от толщины материалов, формы изделий, протяженности шва.

Что такое сварное соединение
Сварочный шов – это участок, где 2 либо больше деталей соединяются меж собой в процессе кристаллизации (деформации) вещества. Другими словами, это неразъемное соединение сваркой. Точное описание данного процесса, также конструктивных частей, размеров, методов наложения швов имеется в ГОСТ 5264-80 от 1981 г.
Разновидности швов
Рассматриваемые конструкции классифицируются по нескольким аспектам.
Посреди их бытуют последующие:
- варианты скрепления частей;
- положение элемента в процессе сварки;
- шовная протяженность;
- отношение к силе, направленной на обрабатываемый участок.
Встык
Этот метод считается самым пользующимся популярностью, надежным и экономным (в особенности при сварке заготовки с обеих сторон). Он употребляется для обработки сплава листового, труб по торцам. Основное требование – размеренная фиксация скрепляемых частей с оставлением зазора до 2 мм: в процессе сварки он заполняется расплавленным сплавом.
.jpg)
Обработка краев деталей, которые будут плавиться и сопрягаться, обязана быть выполнена верно. Это база высококачественного шва.
Тавровые соединения
Схема этого способа в разрезе похожа на русскую буковку «Т». Один элемент приваривается к боковой части другого. Заготовки размещаются перпендикулярно по отношению друг к другу. ГОСТ 5264-80 содержит в себе описание 9 разновидностей тавровых соединений (Т1-Т9). Для высококачественного крепления требуется глубочайшая наплавка, выполняемая с помощью автоматической сварки. При ручной обработке кропотливая подготовка кромок неотклонима.
Тавровые швы прочнее основного сплава. При выполнении работ необходимо создавать надлежащие расчеты. Варианты, как это создать, описаны в разделе технической механики.
Угловые конструкции
Некие источники, давая определения тому, что такое угловой метод в систематизации сварных швов, относят его к разновидности тавровых соединений. Снаружи обрисовать шов не так просто. Его профиль похож на русскую буковку «Г», при всем этом в ГОСТ 5264-80 угловые конструкции обозначены от У1 до У10. Кажущаяся простота рассматриваемого способа чревата некими сложностями. Сплав может стекать с вертикального угла на горизонталь. Потому нужно повсевременно надзирать электродами верный угол наклона, стараться ровно вести инструмент.
.jpg)
Неплохой итог высококачественной обработки обозначенным способом дает «сварка в лодочку». Угол относительно обрабатываемых деталей является прямым, длина швов составляет 8 мм и больше. Если свариваются железные листы разной толщины, электрод задерживают поближе к утолщенному элементу под 60°.
Внахлест друг на друга
Есть швы внахлест, которые параллельны меж собой и отчасти перекрывают друг дружку. Обработка угловым методом – самый обычный способ, который отлично подступает для обучения начинающих работников. Все типы обозначенных конструкций владеют ограничением по толщине листовой стали (не наиболее 8 мм). Обозначение в ГОСТ – Н1 и Н2, Верный угол при удержании электрода – 15-45°.
При обработке 2 деталей нередко используют одностороннюю точечную сварку. Она имеет значимый недочет: меж связывающими деталями образуются зазоры. Главными неуввязками в этом случае стают влага и коррозия, в итоге сокращается срок службы изделия.
Швы внахлест употребляются для:
- монтажа легких конструкций;
- установки маркетинговых щитов и схожих агрегатов;
- сборки навесов, тентов.
Как еще можно систематизировать сварные соединения
Швы делятся еще по нескольким категориям. К ним относится размещение заготовок в пространстве. Если деталь нереально снять и перенести, а находится она выше уровня пола, используют различные технологии.

Способ выполнения
По этому аспекту бывают несколько вариантов. Горизонтальный шов тянется справа влево либо в оборотном направлении по вертикально размещенной детали. Во избежание стекания сплава вниз следует верно подбирать темп подвижки электрода и силу тока.
При вертикальном способе соединение ведется сверху вниз или назад. Из-за деяния силы притяжения раскаленная масса сплава повсевременно стремится вниз, делая неприглядным наружность заготовки. Вертикальное соединение производится мастерами, имеющими соответственный опыт.
Потолочный метод сварки – это обработка детали, которая находится выше головы работника. Проведение потолочных швов просит строжайшего соблюдения технологии и мер сохранности, так как расплавленная масса может попасть на одежку либо лицо работника.
Нижний метод комфортен тем, что заготовка находится понизу от мастера: сплав не разливается, газы беспрепятственно выходят на поверхность. Электрод необходимо просто вести прямо либо извилисто.
Протяженность шва
Сварные соединения по этому параметру классифицируются на 2 вида: сплошные и прерывающиеся. 1-ый вариант разделяется на дорожки (недлинные и длинноватые). Обработка совершается продольно по всей детали.
2-ой имеет заданную длину с синхронным интервалом. Выделяют 2 способа: цепь и шахматный порядок. Такие виды соединений спаивают заготовку с обеих сторон, дистанция меж обрабатываемыми участками может называться сварочным шагом.

Направление вектора
По этому параметру сварка стыковых соединений делится на несколько методов:
- Продольный вариант по флангам. Усилие ориентировано параллельно оси сварочной трассы.
- Поперечный (лобовой) способ. Ось к вектору усилия размещена под прямым углом.
- Косой тип. Звено расположено к действующему усилию диагонально.
- Комбинированная обработка. Состоит из фланговой и поперечной разновидностей.
Форма изделий
Для выпуклых заготовок подступают усиленные швы в несколько слоев. Они употребляются в сцеплениях при статических отягощениях, при всем этом увеличенный наплыв приводит к перерасходу электродов.
Для соединения узкого сплава используются ослабленные (вогнутые) методы соединения. Для средних плоских заготовок подступает обычный тип шва. Он употребляется при динамических отягощениях, потому что не наблюдается мощной различия меж сплавом и дорожкой.
Толщина материалов
При правильном выборе режима сварки в нижней позиции обеспечивается высококачественная обработка сплава шириной до 4 мм. Во избежание непровара пласта материала большей величины рекомендуется применять пригодную конфигурацию разделки кромок.
Стыковые сварные соединения с V-образным скосом краев подступают для работы с сплавом шириной до 26 мм. При показателе 60 мм употребляют скос типа Х, что приводит к понижению шовных напряжений и деформации соединений.
Изучаем типы сварных швов и соединений
База сварочного процесса – это соединение железных частей и деталей из остальных материалов с помощью расплавления их краев. Пространство стыковки частей является швом, искусство выполнения которого является основным для хоть какого сварщика. В процессе сварки используются разные виды соединений частей и сварных швов, выбор которых регламентирован критериями и требованиями, предъявляемыми к сварке.
Соединения и швы
Если вы намереваетесь освоить сварочные работы, то сначала нужно разобраться с тем, что такое швы и соединения.
Под сварочными соединениями предполагается тот метод, каким соединены детали для сварки. Различается несколько главных типов, применение которых дозволяет выполнить стыковку всех частей:
- Стыковое;
- Угловое;
- Тавровое;
- Торцевое;
- С заклепками.
Систематизация сварочных швов
Сварочные работы подразумевают огромное обилие сварочных швов и соединений. Виды сварных швов можно выделить по различным признакам. Представим некие из их:
- По наружным признакам: вогнутые, выпуклые, плоские. Вогнутые присваивают выполненному соединению некую слабость, выпуклые, напротив, числятся усиленными и используются по мере необходимости сотворения крепкого сварного шва, устойчивого к огромным перегрузкам;
- По способу выполнения: однобокие либо обоесторонние. Сварка может выполняться как с 2-ух сторон (что встречается еще почаще, потому что присваивает детали огромную крепкость), так и с одной стороны;
- По числу проходов: однопроходные и многопроходные. 2-ые различаются огромным размером и прочностью;
- По числу наваренных слоев: одно и мультислойные. 2-ые употребляются при сварочных работах с толстыми сплавами;
- По протяженности: точечные, цепные, шахматные, прерывающиеся, цельные. Данная черта отражает, каким методом было выполнено сварное соединение вдоль всего шва. Точечные свойственны для контактных сварочных работ. Другие наименования молвят о протяженности наиболее маленьких швов, которые образуют наиболее длиннющий главный;
- По направлению действия: поперечный (действие оказывается перпендикулярно), продольный (действие идет параллельно шву), комбинированный (соединяет воединыжды поперечный и продольный), угловой (усилие прикладывается под углом);
- По функционалу: крепкие, плотные, герметичные. Данная черта связана с предстоящей эксплуатацией детали, которая диктует необходимость следования особенным требованиям;
- По ширине: ниточные (шов равен поперечнику электрода) и расширенные (создаются при колебательных движениях).
Данная систематизация представляет фактически полную энциклопедию типов сварочных способов.
Знать и уметь использовать их нужно специалисту, для любителя полностью довольно освоить главные виды сварочных швов, которых полностью довольно для проведения сварки фактически всех типов соединений.
Разновидности сварных соединений
Перейдем к типам сварных соединений, другими словами к тому, как соединены свариваемые детали. Различают несколько главных разновидностей:
- Стыковой методявляется более фаворитных и нередко применяемым типом. Он характеризуется наименьшим внутренним напряжением и имеет меньшую возможность деформироваться при проведении сварочных работ. Различается высочайшей прочностью, достаточной для эксплуатации изделия при динамических и статических отягощениях.
Стыковой метод представляет сопряжение торцов 2-ух частей. Если железные листы достаточно тонкие, то они не требуют подготовительной подготовки перед сваркой. Наиболее толстый сплав нужно приготовить, скосив его кромки для наиболее глубочайшей варки. Данное правило работает при толщине заготовки наиболее 8 мм. Если сплав наиболее 12 мм в толщине, то скосить кромки нужно с обеих сторон и выполнить обоестороннее соединение. Проведение сварочных работ идет в горизонтальной плоскости. - Соединение внахлест имеет сферой внедрения строительную промышленность, где применяется в дуговой сварке с шириной железных частей до 12 мм. Сплав не просит подготовительной подготовки, но принципиально смотреть, чтоб меж элементами не попала вода. Рекомендуется производить сварку с 2-ух сторон;
- Соединение углом дозволяет сварить элементы под любым углом друг к другу. Для большей надежности шва края соединяемых деталей обычно скашивают, что дозволяет выполнить наиболее глубокую сварку. Также крепкость изделию присваивает сварка с обеих сторон;
- Тавровый методупотребляется при разработке строй частей (ферм, балок и др.), представляющих буковку «Т». Зависимо от того, какой способ был применен, быть может однобоким либо обоесторонним, часто свариваются элементы различной толщины. Выполнение сварки по всему периметру обычно происходит в один прием. Современный рынок дает аппараты для проведения таврового монтажа в режиме автомата;
- Заклёпочное соединение предполагает получение довольно крепкого составного элемента. В верхнем элементе делается сверлом либо другим методом отверстия и через их верхний элемент приваривается к нижнему. Есть разные виды заклёпочных швов, посреди их более всераспространены те варианты, в которые используются заклёпки – особые элементы для скрепления 2-ух деталей;
- Торцевой метод предполагает сварку 2-ух частей, которые совмещаются торцами. При всем этом один элемент находится под углом к другому и приваривается к одной из его боковых плоскостей.
Перечисленные виды сварных соединений и швов имеют подробное описание и схемы выполнения, которые даны в ГОСТах по сварочным работам.
Подведем итоги
Познания о типах соединений и швов в сварочной работе являются базисными и представляют базу для внедрения сварочных способностей на практике. Данный теоретический опыт дозволяет правильно выбирать нужный вид стыковки частей и метод их сварки, который будет гарантировать приобретенной детали те прочностные свойства, какие планируются при ее разработке.
Методика расчета сварных соединений
Расчет прочности швов соединений, нагружаемых осевыми силами
L — общая длина рассчитываемого шва;
δ— толщина соединяемых деталей;
k — катет углового шва;
d, i — поперечник пробок и их количество в пробочном соединении;
а — ширина шва при роликовой сварке.
Сварной шов при соединении встык (рис. 1) работает на растяжение и сжатие, при этом все виды подготовок кромок принимаются эквивалентными.
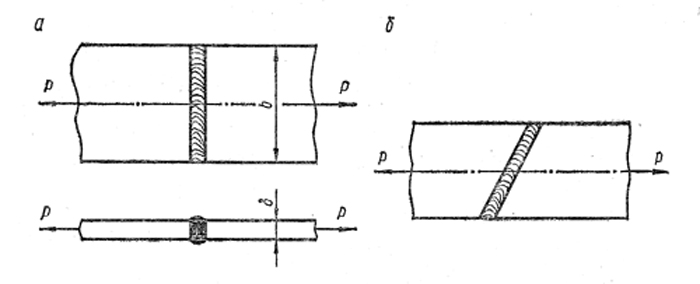
рис.1 Стыковые швы; а — прямой; б — косой
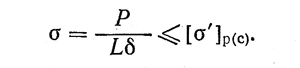
Условие прочности шва (формула 1)
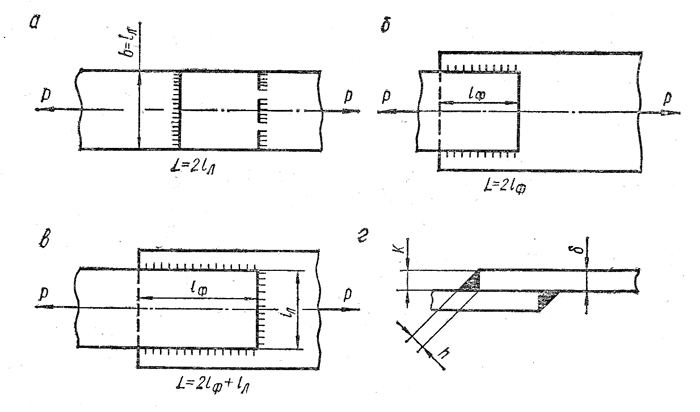
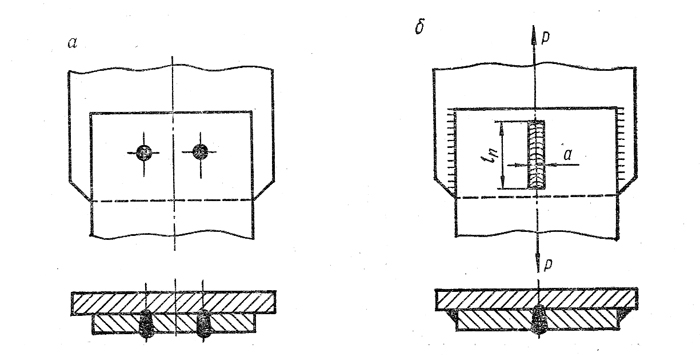
рис. 2 Соединения внахлестку валиковыми швами: а — лобовыми; б — фланговыми; г — сечение углового (валикового) шва
Угловые швы (рис. 2) рассчитывают на срез по сечению, проходящему через биссектрису прямого угла; расчетная высота шва h = k cos 45°
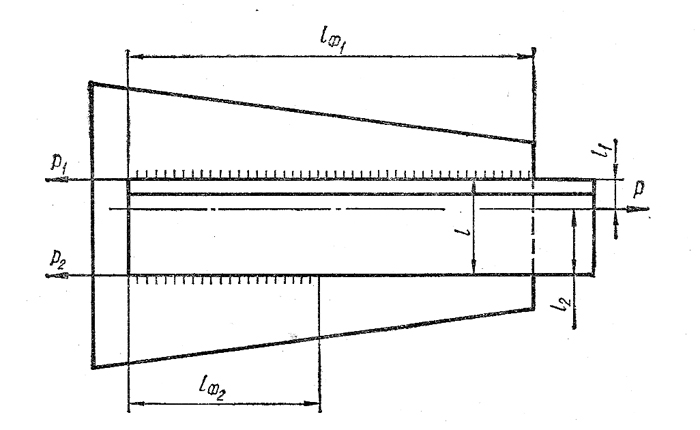
При несимметричном расположении швов относительно полосы деяния силы Р (рис. 3) усилия, возникающие в их, находятся из уравнений статики:
Сварные швы при соединении втавр рассчитываются различно зависимо от типа швов (рис. 4)
по рис. 4, типы б, в
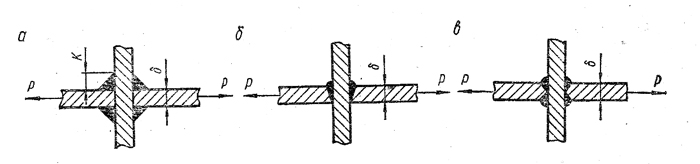
Пробочные соединения (рис. 5, а) рассчитывают на срез по формуле
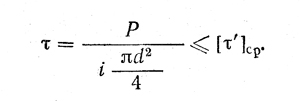
При соединении деталей точечной сваркой сварной шов работает на срез, тогда
либо на отрыв, тогда
Шов, получаемый роликовой сваркой, рассчитывается на срез:
Расчет прочности швов, нагруженных перпендикулярно стыку свариваемых деталей
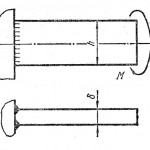
рис. 6 Соединение нагружено силой и моментом (швы стыковые)
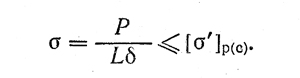
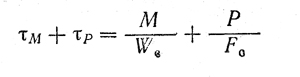
Расчет прочности шва соединения, нагруженного силами и моментом (рис. 6), ведется по обычным напряжениям (воздействием поперечной силы, как и при расчете балок на извив, третируют):

Тут We = δh 2 /6 — момент сопротивления сварного шва; Fe = δh — площадь сечения шва
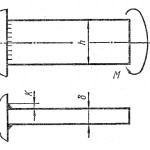
рис. 7 Соединение нагружено силой и моментом (швы угловые)
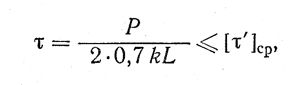
В случае выполнения соединения угловыми швами (рис. 7) расчет ведут по условной методике, геометрически суммируя
напряжения от извива и растяжения с напряжениями, надлежащими поперечной силе:
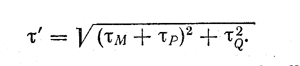
Величина τQ учитывается только в вариантах, когда поперечная сила сравнимо велика, а плечо наружного момента маленькое; в формуле учтены
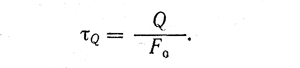
Wc = 2×0,7kh 2 /6 — момент сопротивления биссекторного сечения швов; Fc = 2×0,7kh — площадь сечения швов
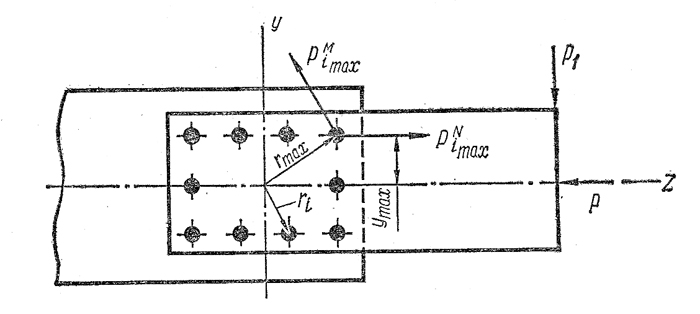
Расчет прочности швов, нагруженных в плоскости стыка свариваемых деталей
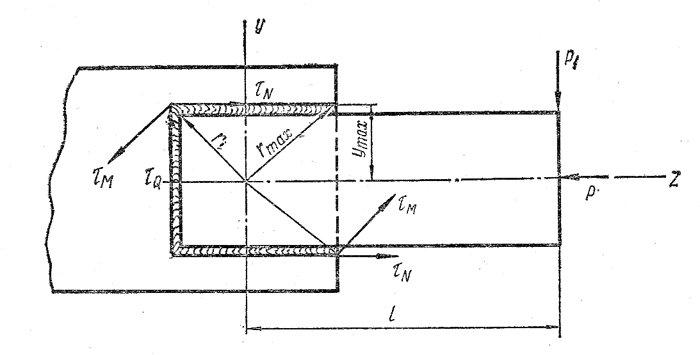
рис. 8 Швы нагружены в плоскости стыка свариваемых деталей
Угловые швы соединения рассчитывают обычно по одной из 2-ух условных методик: по способу полярного момента инерции либо по способу осевого момента инерции. В первом случае касательное напряжение от деяния момента
где М — расчетный момент; rmax — расстояние от центра масс швов до более удаленной точки шва; Ipc — полярный момент инерции швов
Касательное напряжение тм в хоть какой точке считается направленным перпендикулярно к радиус-вектору, соединяющему эту точку с центром масс периметра швов. Моменты инерции рассчитываются для биссекторного сечения швов.
По второму способу
где ymax — расстояние от оси элемента до более удаленной точки шва;
Напряжение от растяжения (либо сжатия)
При учете воздействия поперечной силы соответственное напряжение рассчитывается только для вертикального шва, т. е.
Суммарные касательные напряжения в небезопасной точке шва находятся геометрическим сложением.
Расчет швов точечного соединения (рис. 9) проводится по одному из 2-ух перечисленных выше методов.
Усилие в более нагруженной точке от наружного момента  либо
либо 
геометрически суммируется с усилием, равным 
обусловленным действие силы Р, т.е. 
Условием прочности служит выражение 
При расчете швов на переменную нагрузку вводят коэффициент у понижения допускаемого напряжения:
а) для стыковых швов при перегрузке, переменной по величине, γ = 1; при перегрузке, меняющейся по величине и по направлению
б) для угловых швов при перегрузке, как переменной по величине, так и переменной по величине и направлению
Pmin и Pmax — меньшее и наибольшее по абсолютной величине усилия, которые следует подставлять в формулы со своими знаками
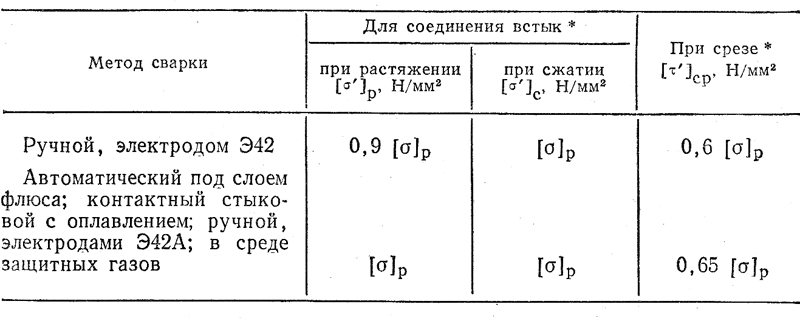
Допускаемые напряжения при расчете сварных швов
* [σ]р — допускаемое напряжение для основного сплава на растяжение



























