Верная сварка полуавтоматом; видео: исходная настройка полуавтомата и работа
Верная сварка полуавтоматом — видео: исходная настройка полуавтомата и работа
Сварочные полуавтоматы популярны посреди не только лишь посреди экспертов, но также посреди любителей, исповедующих обычное правило: хочешь создать отлично – сделай сам. Конкретно для их последующий материал «Сварка полуавтоматом». Видео прилагается.
Работа сварочным полуавтоматом различаются от операций с бытовыми инверторами, с чем управится не любой сварщик-любитель. Тем наиболее, таковым юзерам будет увлекательна настройка сварочного полуавтомата.
Индивидуальности работы полуавтомата
Существенное отличие сварки полуавтоматом от обыкновенной дуговой заключается в том, что процесс ведется не при помощи электродов, а с применением специальной проволоки, которая подается автоматом (с катушки). При всем этом сама сварка проводится вручную.
Сварочный полуавтомат проф дозволяет повысить как скорость процесса, так и эффективность. Не считая этого, данный вид сварки дозволяет сваривать самые разные сплавы – под различным углом, в различных плоскостях. Кроме темной стали можно варить нержавейку, алюминий, остальные сплавы.

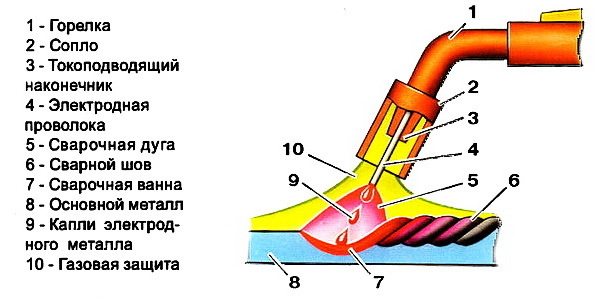
Как работает сварочный полуавтомат? Видео ясно показывает, что сварка полуавтоматом делается с помощью горелки – в среде защитных газов. Ток подается на горелку через выпрямитель; при всем этом масса традиционно идет на свариваемую деталь.
Функция защитных газов – аргона, углекислого газа либо консистенции инертных – состоит в том, чтоб вытеснить воздух и находящиеся в нем азот и водяной пар из зоны сварки, исключая, таковым образом, загрязнение сварочного шва.
Также сварка полуавтоматом, видео которого вы отыщите понизу, может осуществляться без защитного газа — порошковой либо флюсовой проволокой, т.н. прямым током, когда плюс подается на проволоку.

Полуавтомат дает юзеру последующие достоинства перед ручной дуговой сваркой:
возможность работать с тонкими – от 0,5 мм;
наружное покрытие либо коррозия не являются препятствием для сварки;
наиболее низкая стоимость по сопоставлению с остальным сварочным оборудованием.
При всем этом полуавтомат имеет и свои недочеты. Во-1-х, это излучение дуги, степень которого выше, чем при обыкновенной сварке. Не считая того, при сварке без защитного газа капли сплава могут разбрызгиваться на большей площади. Минимизировать такие недочеты поможет настройка сварочного полуавтомата.
Настройка полуавтомата
- свойства и толщина свариваемых материалов;
- нрав шва (горизонтальный, вертикальный);
- индивидуальности конструкции;
- интенсивность использования аппарата;
- перегрузка сети.
Настройка полуавтомата проводится в четком соблюдении всех характеристик, обозначенных в особых таблицах. Так, нужно учесть силу тока, поэтому что очень низкая может значительно воздействовать на свойство шва либо сделает сварку неосуществимой.

В неких моделях регулируется лишь напряжение. Принцип опции последующий: толще сплав – выше рабочее напряжение (и сила тока).
Последующий шаг – настройка подачи проволоки; она также обязана соответствовать показателям в таблице. Проволока поступает в мундштук с катушки по специальному шлангу. Есть модели, снаряженные коробками переключения передач.
Для данной же цели употребляются сменные шестерни (они идут в комплекте с аппаратом).
Настройка скорости подачи учитывает толщину сплава, также поперечника проволоки. При очень резвой подаче велика опасность того, что электрод будет не успевать расплавляться. Очень низкая подача значит резвое сгорание проволоки; сплав при всем этом плавиться не будет.
В любом случае свой опыт будет просто неоценим. Вот так в общих чертах настраивается сварочный полуавтомат, видео ниже.
Сварка полуавтоматом
Строго соблюдайте все советы в соответствие с инструкциями. Тут много различных аспектов, которые необходимо учесть.
Если употребляется защитный газ, нужно проверить баллон и настроить на редукторе необходимое рабочее давление. Выбор самого газа зависит от типа сплава и задачки. Ну и закрепите баллон подабающим образом.
Чтоб начать сварку, выставляем рычаг в положение «Вперед». Опосля того, как воронка наполнится флюсом, устанавливаем держатель таковым образом, чтоб наконечник мундштука был в зоне сварки.

Открываем заслонку флюсовой воронки и жмем клавишу «Запуск». Чтоб загорелась дуга, довольно просто чиркнуть держателем по сплаву. Не запамятовывайте про защитную маску и остальные меры сохранности.
Необходимо учесть, что полуавтомат недозволено перегружать и варить длительное время в непрерывном режиме. Перед тем, как начать работу, поглядите, что такое сварка полуавтоматом — видео прилагается.
Еще по данной теме на нашем веб-сайте:
Схема обычного сварочного инвертора делится на силовую, другими словами как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор на самом деле собственной –.
Исходя из критерий работы и прямого предназначения, к трубам предъявляют целый перечень критерий, установленных ГОСТом (особый технические условия). Так, к примеру, сварочные трубы, которые используются во.
Сварочный аппарат инверторного типа работает на базе принципной схемы, сделанной специально для увеличения производительности и экономии. При помощи такового аппарата делается целый диапазон сварочных работ.
Самодельный сварочный аппарат может отлично подойти для выполнения бытовых задач средней трудности. Естественно, с всеполноценным сварочным инвертором его тяжело сравнить, но маленькие домашние работы таковой.
Как проводить правильную самостоятельную настройку сварочного полуавтомата

Эксплуатация сварочного аппарата подразумевает осваивание широких познаний и практик. Табличные схемы с пропорциональностью силы тока и сплава — это всего только база.
Лишь практикой может быть достигнуть высококачественного результата, используя различные опции, а именно — характеристики самого полуавтомата и заготовок.
Ниже изложены всепригодные советы по самостоятельной настройке автоматического сварочного аппарата, включая аспекты, с учетом которых может быть достигнуть оптимального режима сварки.
Они будут в особенности полезны для новичков, но сведущие мастера тоже могут почерпнуть что-то новое.
Короткие сведения
До этого чем начать рассчитывать лучший режим сварки, необходимо принять во внимание последующие факты. Настроить режим сварки для личного варианта может быть, но он не будет всепригодным.
Чтоб получить лучший итог, необходимо просчитать тип, толщину сплава, тип шва, пространственное положение при сварке. Делая упор на эти данные, подбирать нужные опции полуавтомата.
Для этого, совершенно точно, требуется правильно отрегулировать аппарат. Принцип его работы заключается в корректировании величины тепла, используемого к плавлению присадочной проволоки.
Разумно, что количество тепла для сплава разной толщины, будет нужно различное. Игнорируя этот фактор, узкий сплав быть может прожжен, а толстый — непроварен.
Сейчас перейдем к конкретике. Полуавтомат имеет две базисные установки: напряжение дуги и сила сварочного тока. Сила тока пропорциональна скорости, с которой проволока подается в зону сварки.
С возрастанием силы тока возрастает скорость подачи проволоки.
При самостоятельной настройке сварочного автоматического аппарата стоит держать в голове о том, что значения напряжения дуги и силы тока — взаимосвязанные величины. Неприемлемо устанавливать регулировки бездумно.
Более пригодный режим сварки будет достигнут лишь при четких показателях, пропорциональных друг дружке, силы тока и напряжения дуги. На иллюстрации показан принцип данной связи. Сила тока обозначается «скоростью подачи».
Аспекты регулировки
Чтоб без помощи других отрегулировать опции сварочного полуавтомата, необходимо опираться на определенные аспекты. Совершенно точно, при работе будет нужно созодать постоянную регулировку аппарата и корректировать режим сварки. О причинах обязательности таковых действий расписано ниже.
Завод-производитель выпускает схожие модели автоматических аппаратов, но в силу несущественных различий деталей возникает специфика позиции всякого полуавтомата по сопоставлению с иными, таковой же модели.
Потому любые сведения о настройке определенной модели, неактуальны для непосредственно вашего полуавтомата. Таковая информация поможет приблизиться к необходимым для вас настройкам, но в случае слепого следования, навряд ли они подходят на 100%.
Чтоб предупредить сгорание устройства, или его выход из строя, необходимо учесть несколько причин. Особенное воздействие имеет напряжение электросети.
Его перепад, проседание могут спровоцировать различные предпосылки — от беспомощной проводки до электроприбора, параллельно включенного в общую сеть.
Также на характеристики влияет температура при сварочных работах, поперечник и марка присадочной проволоки. Не считая того, нужно повсевременно перенастраивать устройство, если был дозаправлен газовый баллон.
Свойства и характеристики состава защитной консистенции либо газа могут различаться, что тоже влияет на наладку.
Кроме обозначенных критериев, необходимо брать в расчет потребность корректировки установок аппарата при смене катушки проволоки, либо при изменении положения в пространстве самого сварочного аппарата.
Эти свойства базисные. Описанные ситуации могут не появиться, к тому же далековато не постоянно пригодится перенастройка устройства. Но есть происшествия, которые делают надстройку неотклонимой.
К примеру, при смене типа, марки сварочной проволоки, либо же подмене модели аппарата. Либо при смене газа, а именно, если поменяли углекислоту аргоном.
Или газовой консистенцией поменяли аргон. Есть разные аспекты, которые необходимо учесть, поднастраивая аппарат.
Наладка сварочного полуавтомата

Конкретизируем, какие конкретно самостоятельные опции полуавтомата пригодятся для подбора пригодного режима сварки. В статье не будет затрагиваться тема заправки присадочной проволоки либо регулировки подачи защитного газа.
С чертами этих шагов советуем ознакомиться заблаговременно. На данный момент же создадим упор конкретно на подбор силы тока и напряжения.
Конкретно эти две величины играют огромную роль при регулировке для более пригодного режима сварки, как показано на схеме выше.
Шаг подготовки

Сначало пригодится лист сплава маленький величины, шириной около 5 мм. Его нужно приготовить к сварке. Почистить все загрязнения, удалить коррозию, также вероятные остатки краски.
Опосля этого следует зачистить поверхность. Можно применять наждачку, железную щётку либо шлифовальную машинку.
Этот кусочек сплава нужен для того, чтоб на нем можно было пробовать установленный режим, при всем этом обучаясь.
Не стоит сходу брать детали и заготовки. Чтоб их не разрушить, для таковых случаев лучше применять кусочки сплава, попортить которые не жалко.
Подбор хороших опций : 1 шаг
Сначала советуем отрегулировать напряжение дуги. Вначале лучше выставить маленький показатель, приблизительно 15-20В, справедливо будет также выставить низкий показатель силы тока, не наиболее 100А.
Весьма комфортно, что в работе свободна одна рука, потому что вы держите горелку одной рукою. Используйте вторую для подстройки. Так вы можете корректировать режим, не отвлекаясь от процесса.
Пробуем сформировать сварной валик, акцентируем внимание на дугу и звук, параллельно надстраивая сварочный аппарат.
Показателями правильно отрегулированных опций сварочного полуавтомата является незапятнанный, равномерный звук и относительно неизменное горение дуги с наименьшим разбрызгиванием.
Не следует озадачиваться глубиной проплава и формой валика, на данный момент необходимо найти при каких показателях можно достигнуть правильного горения дуги. При всем этом принципиально созодать регулировку практически на 1-2 значения, чтоб очень буквально подстроить аппарат.
Подбор хороших опций : 2 шаг

Сейчас приступаем к рутинной части. Непременно фиксируйте все значения! Самыми первыми запишем начальные характеристики исходной точки работы дуги. Потом пробуем уменьшать силу тока при неизменном значении величины напряжения.
Снижайте ток на несколько значений, пытаясь подобрать то граничащее, при котором дуга пылает размеренно, но ещё устойчива. Фиксируйте эти характеристики.
Дальше, не изменяя значение напряжения, равномерно повышайте ток, подбирая значение, при котором дуга будет пылать относительно размеренно. Зафиксируйте эти данные также.
В итоге вы сделаете 3 записи. При неизменной величине напряжения 15-20В, сила тока: наименее 100А, мало допускаемая сила тока и очень допускаемая сила тока.
Дальше пробуем снизить на 0,5В исходную величину напряжения (15-20В) и опять регулировать ток, находя характеристики, при которых дуга будет пылать размеренно. Зафиксируйте эти данные.
Продублируйте процесс снижения значения напряжения на 0,5В с целью выведения пригодных значений силы тока до той границы, пока полуавтомат не закончит варить. Снова фиксируйте все характеристики.
Опосля проведения обрисованных манипуляций, вы получите значение малой величины напряжения и значение малой, также наибольшей силы тока, при которой аппарат сумеет делать сварочные работы.
На следующем шаге возвратите начальные характеристики (15-20В, 100А) и повторите процесс самостоятельной опции сварочного полуавтомата, лишь изменяя напряжение дуги на 0,5В больше установленного значения.
Шаг за шагом, вы приблизитесь к значению точки напряжения, при которой сварка станет мистической. Запишите этот показатель.
График опций

Что дают проведенные деяния? Вы составляете рабочую схему, применимую конкретно для вашего аппарата. Для наглядности отлично начертить график с указанием ваших опций.
За эталон можно применять график самостоятельной опции сварочного полуавтомата, изображенный на иллюстрации выше.
Вы ориентируетесь в способностях вашего сварочного аппарата, ознакомлены о мало и очень допустимых величинах силы тока и напряжения для подходящего режима.
При выполнении следующих работ вы можете просто разобраться в деталях сварочного процесса и выстроить пригодные опции.
Заключение
Подведем итоги. В статье собран опыт практикующих профессионалов, которые не один раз сталкивались с самостоятельной настройкой автоматического аппарата и воплощением сварочных работ.
Учитывайте, что не бывает комплекса установок, единственно пригодного для всех видов сварочных работ.
При настройке берите в расчет тип и толщину сплава, поперечник и тип посадочной проволоки,положение аппарата в пространстве, тип газа и остальные причины, способные влиять на итог.
Не надо слепо следовать схемам настроения, представленным в вебе или в пособиях. Они дают только примерные рекомендованные значения напряжения и силы тока.
На самом деле их применение изредка оказывается вероятным. Любой аппарат нужно настраивать раздельно. В особенности принципиально смотреть за опциями при сварке узкого либо толстого сплава, и корректировать их.
Настройка характеристик сварочного полуавтомата
Сварочный полуавтомат является весьма комфортным устройством для работы дома и в малеханьких мастерских. С ним можно работать в всех критериях, не требуется особенная подготовка рабочего места, он малогабаритен практически как обыденный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высочайшая квалификация сварщика. Верная настройка сварочного полуавтомата дозволяет делать отменно работы и сварщику низкой квалификации.
Зависимо от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Далее сварщику требуется умеренно вести горелку вдоль шва, и получится высококачественный сварной шов. Вся сложность заключается в правильном подборе характеристик сварки для определенного материала.
Способности оборудования
Для высококачественной опции сварочного полуавтомата требуется осознание черт сварки, нужно также разобраться с чертами полуавтомата.

Сварочные полуавтоматы разрешают работать фактически с хоть какими сплавами и их сплавами. Они могут сваривать цветные и темные сплавы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие сплавы шириной до 0,5 мм, могут варить даже покрытую цинком сталь без повреждения покрытия.
Это получается из-за того, что в область сварки может подаваться флюс, порошковая проволока либо защитный газ, также сварочная проволока, при этом подача происходит автоматом, все другое делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются различных классов, но они все состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Не считая этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон либо их консистенции), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих либо тянущих роликов.
Советы в аннотации
 Перед созданием работ нужно накрепко заземлить аппарат для сварки и лишь позже начинать настройку. Сварочный полуавтомат необходимо подключить к газобаллонной системе с защитным газом.
Перед созданием работ нужно накрепко заземлить аппарат для сварки и лишь позже начинать настройку. Сварочный полуавтомат необходимо подключить к газобаллонной системе с защитным газом.
Нужно проверить наличие сварочной проволоки в катушке, если необходимо перезарядить ее и протянуть до ручки горелки. Скорость подачи газа имеет огромное значение в процессе сваривания.
Потому ее тоже необходимо установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это весьма комфортно, нужно просто выставить требуемый расход в границах 6-16 л..
В аннотации по эксплуатации на устройство даются советы, как правильно настроить сварочный полуавтомат, каким током варить определенный сплав, с какой скоростью подавать проволоку.
В аннотации должны быть особые таблицы, в каких все расписано. Если выставить все характеристики в согласовании с ними, то обязано все получиться.
На практике могут быть трудности. На свойство сварки полуавтомата влияют весьма много характеристик. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что необходимо, характеристики будут нестабильны.
Температура среды, толщина сплава, его вид, состояние свариваемых поверхностей, вид шва, поперечник проволоки, размер подачи газа и много остальных причин влияют на свойство сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных критерий, которые не постоянно можно обеспечить. Потому при сварке полуавтоматом почти все регулировки осуществляются опытным методом.
Естественно, сначало выставляются рекомендованные значения, позже идет четкая подстройка характеристик сварки.
Настройка тока и скорости подачи проволоки
 Сначала выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно узнать по аннотации на полуавтомат либо отыскать в соответственной литературе.
Сначала выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно узнать по аннотации на полуавтомат либо отыскать в соответственной литературе.
Потом устанавливается скорость подачи проволоки. Она может регулироваться ступенчато либо плавненько. При ступенчатой регулировке не постоянно удается подобрать лучший режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/вспять. Когда все опции в согласовании с аннотацией по эксплуатации на полуавтомат произведены, необходимо испытать работу на предварительном образчике с таковыми же параметрами. Это нужно созодать поэтому, что советы усредненные, а в каждом отдельно взятом случае условия неповторимы.
При большенный скорости подачи провода электрод просто не будет успевать плавиться, сверху будут огромные наплавления либо сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый сплав, валик шва будет проседать, покажутся углубления либо разрывы.
Регулировка характеристик
Регулировка величины тока либо напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В обычных устройствах автоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В проф полуавтоматах регулировки раздельные. Корректность опции можно найти лишь опытным методом, сделав экспериментальный шов на пробной заготовке. Валик должен быть обычной формы, дуга устойчивой, без брызг.
В неких моделях полуавтоматов имеется регулировка индуктивности (опции дуги). При малеханькой индуктивности температура дуги падает, глубина проплавления сплава миниатюризируется, шов становится выпуклым.
Это употребляется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большенный индуктивности температура плавления вырастает, сварочная ванна становится наиболее водянистой и глубочайшей. Валик шва становится плоским. Сварку в этом режиме употребляют для толстых заготовок.
 Переключатель скорости подачи сварочной проволоки в моделях способных работать с различными поперечниками просит доборной регулировки с учетом определенной толщины проволоки.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с различными поперечниками просит доборной регулировки с учетом определенной толщины проволоки.
Даже исследовав на сто процентов советы производителя не постоянно можно получить подходящий режим работы полуавтомата.
Выставив рациональные регулировки для сварки заготовки сейчас, может получиться, что на последующий денек они станут неоптимальными поэтому, что поменялось свойство сети либо поменялось положение изделия на десктопе.
Другими словами настройка режимов процесс неизменный и личный поэтому еще, что он зависит и от манеры работы самого сварщика.
Обычные ошибки
На ошибку в настройках сварочного полуавтомата показывает ясный треск. Звучные щелчки докладывают о том, что скорость подачи припоя малая. Нужно прирастить скорость подачи до пропадания треска.
Нередко наблюдается мощное разбрызгивание сплава. Это соединено с недостающим количеством изолирующего газа в районе сварочной ванны. Необходимо прирастить подачу газа, отрегулировать редуктор полуавтомата.
Находятся непровары либо прожиги шва. Это соединено со очень низким либо очень высочайшим напряжением дуги, регулируется настройкой вольтажа либо индуктивности.
Неравномерная ширина валика шва соединены со скоростью перемещения горелки и ее положением относительно шва, другими словами, связана с техникой работы сварщика.
При соблюдении советов производителя и осознании действий происходящих в сварочной ванне, методах их регулировки можно делать достаточно сложные виды сварочных работ в домашних критериях.



























