Тест сварочных аппаратов РЕСАНТА серии; К
Тест сварочных аппаратов РЕСАНТА серии "К".
Все аппараты поставляются в картонных коробках с схожей комплектацией: {инструкция} по эксплуатации, ремень для переноски, сварочные кабели.

Длина кабелей держака у всех аппаратов 190 см, кабеля массы 120см.

Пакеты кабелей не промаркированы, но приметно различаются по сечению. Так у аппарата 160К — в комплекте весьма тонкие кабели, сечением 10-12мм2, аппараты на 190 и 220 А укомплектованы кабелями сечением 14 мм2. Самое огромное сечение кабелей у аппарата с заявленным током в 250А — около 16мм2. Можно отметить, что омедненные дюралевые сварочные кабели имеют недостающее сечение и во время работы будут нагреваться.


Необходимо отметить, так же, что байонетные разъёмы сварочных аппаратов на 220 и 250А — должны быть большего сечения, для того, чтоб избежать выгорания контактов.
Что касается кабеля питания, то полутораметровый провод на младших моделях имеет недостающее сечение: 1.5мм2 на моделях 160 и 190К, странноватый кабель 3х1.8мм на аппарате 220К. К питающему кабелю аппарата на 250А — вопросцев нет.

Мировоззрение профессионала
По словам наших мастеров, посреди плюсов линейки “К” — можно отметить аккуратную машинную сборку, достаточный уровень ремонтопригодности инверторов, также применение новейшего поколения IGBT-транзисторов GT50JR22. Новейшие элементы различаются завышенным быстродействием и низким напряжением насыщения по сопоставлению с классическими FGH*40N60.
Новейшие транзисторы разрешают повысить тактовую частоту инвертора и уменьшить габариты реактивных частей: входных конденсаторов, импульсного трансформатора и т.д. Но, в погоне за малыми габаритами создатели ухудшили условия остывания: радиаторы стали меньше в сопоставлении с полноформатной версией аппаратов, а мощность вентиляторов не поменялась. Для того, чтоб предупредить нескончаемый перегрев малогабаритного источника, инженерам пришлось понизить наибольшие сварочные токи инверторов при помощи ШИМ-контроллера. Т.е. заместо 160, 190, 220 и 250А, — аппараты сумеют выдать всего 120, 130, 170 и 180А – соответственно.
Чтоб узнать, что представляют собой источники, подключим инверторы к регистратору сварочных действий AWR-224, нагрузим током при помощи балластных реостатов и снимем вольт-амперные свойства аппаратов.
Начнем с напряжения холостого хода 2-х младших инверторов в серии. Заявленные значения 85 и 80 В для 160К и 190К соответственно. Практически 82 и 65 В.

Для 220К и 250К производитель заявляет напряжения холостого хода в 80В, по ВАХ аппаратов можно сказать, что и 220К и 250К выдают 82В на холостом ходу.

Можно сказать, что напряжение холостого хода трёх аппаратов — соответствует характеристикам заявленным производителем. Ресанта 190К — выдаёт напряжение холостого хода ниже заявленного значения, но всё же в границах допустимых значений.
Сварочные токи и форма ВАХ
Разглядим вольт-амперные свойства аппаратов и создадим выводы о рабочих свойствах инверторов.

Судя по графику наибольший ток сварочного аппарата заявленного как 160-амперный составляет всего 120А. Ток КЗ источника — 160А.

Сварочный аппарат с заявленным номиналом тока в 190А на самом деле выдаёт 138А. Ток КЗ на наивысшем токе 164А.

САИ 220К заместо заявленных 220А выдаёт 162А. Ток недлинного замыкания — 235А.

Крайний участник теста также не соответствует чертам обозначенным в паспорте — наибольший сварочный ток аппарата составляет 183А заместо заявленных 250. Ток недлинного замыкания аппарата САИ 250К — составляет 233А.

Подводя результат, можно сказать, что ни один из участников теста не выдержал проверки. Обман по номинальному току для всякого из аппаратов составляет 40(160), 52(190), 58(220) и 67А(250) — соответственно. Другими словами в стоимость инверторов включён незапятнанный китайский воздух, который составляет от 25 до 30% цены аппарата.
Что касается формы ВАХ, то в целом можно представить, что процесс поджига и стабильность горения дуги должны быть на применимом уровне.
Так как токовые свойства всех 4 аппаратов завышены, ПН обозначенный на шильдах инверторов, также не соответствует реальности. Чтоб представить какой длительностью перегрузки владеют источники — рассчитаем их ориентировочный режим работы. Для этого, все аппараты, будут нагружены их настоящим наибольшим током и помещены в термокамеру. Исходя из времени, которое любой источник сумеет провести в термическом контуре не отключаясь, можно будет создать выводы о настоящем ПН аппаратов и проверим наши догадки током долговременной перегрузки.
Приходя в магазин за новеньким аппаратом, сварщик-профессионал, сначала, направляет внимание на ток долговременной перегрузки инвертора, который указан на шильде. Данные числа, обозначают пороговые значения тока, которое сварщик может выставить на источнике, не боясь отключений аппарата по перегреву, вне зависимости от времени работы. Неправильные данные обозначенные в графе «ПН100%» — могут ввести сварщика в заблуждение и привести к принужденным простоям в работе.
Первым в термокамеру отчаливает ИСА 160К. Его нагружают наибольшим током в 120А и засекают время. Индикатор перегрева срабатывает на отметке 02 мин 36сек., либо 2.6 мин. Это означает, что ПН ИСА 160К составляет 26%. Проверим приобретенные данные, рассчитаем ток долговременной перегрузки инвертора: (Iдл=Iном Х √ПН, 120Аx√0.26=61А). Контролируя ток регистратором выставляем на источнике 61А и устанавливаем аппарат в термокамеру. Ждём, когда температура в контуре установится на уровне 40С и нагружаем ИСА 160К — расчётным током. Видите ли на токе в 61А, аппарат сумел простоять в термокамере час, и не уйти в защиту по перегреву. Это означает ПН аппарата в 26% — можно считать подтвержденным. Заместо 100А тока долговременной перегрузки, обозначенной на шильде инвертора, реальное значение тока, которое не будет приводить к отключению источника по перегреву, составляет всего 61А.
Повторяем манипуляции с ИСА 190К. На наивысшем токе в 140А аппарат сумел провести в термокамере 2 минутки 14 сек, либо 2.2 мин. Это означает, что ПН аппарата составляет 22% заместо заявленных 70. Рассчитаем ток долговременной перегрузки и проверим наши догадки относительно фактического ПН аппарата: (Iдл=Iном Х √ПН,140x√0.22=65А). Нагрузим инвертор током в 65А и поместим аппарат в термокамеру на час. Через 60 минут — защита не сработала, а означает ПН в 22% можно считать подтверждённым. Настоящий ток долговременной перегрузки меньше заявленного практически в 2 раза: 65А заместо 120.
На наивысшем токе в 160А ИСА 220К провёл в термокамере 1 минутку 56 сек., либо 1,9мин. Это означает, что ПН аппарата заместо 70% составляет всего 19%. Проверим нашу догадку. Нагрузим источник током долговременной перегрузки в 70А, который мы высчитали делая упор на приобретенные данные (Iдл=Iном х √ПН, 160x√0.19=70А). Термозащита не сработала в течение часа, а означает 19% ПН можно считать подтверждённым. ИСА 220К может «похвастать» двукратным завышением тока долговременной перегрузки: 70А заместо 140.
ИСА 250К, на наивысшем токе провёл в термокамере до отключения 3 минутки 13 сек. либо 3.2 мин. Проверим приобретенный нами ПН в 32%, током долговременной перегрузки(Iдл=Iном х √ПН,180x√0.32=101А). Отправим ИСА 250К в теромкамеру на час, нагрузив источник плодами наших вычислений — током в 101А. По прошествии часа, отключения по перегреву не случилось, а означает, ПН в 32% можно считать подтвержденным. Ток долговременной перегрузки аппарата завышен на 60А – 101 заместо 160А
Итоги: расчёты фактического ПН аппарата – являются весьма ориентировочными. Они дают примерное представление какой ток выставленный на источнике может привести к защитному отключению аппарата. Высчитать настоящий ПН инвертора – могут лишь инженеры-разработчики на шаге проектирования устройства и подбора его компонент.
Проверка работоспособности аппаратов при пониженном напряжении
Гаражи и дачи — более нередкое пространство работы сварочного оборудования. Загородные электронные сети и проводка боксов не постоянно могут похвастать стабильностью. Нередки ситуации, когда просадки в сети могут достигать 160В и ниже. Для того, чтоб проверить как оборудование ведёт себя в критериях низкого напряжения мы моделируем просадку при помощи ЛАТРа: понижаем напряжение питающей сети со 190 до 160В с шагом в 10 вольт.
Во время теста, мы будем употреблять электроды поперечником 2.5 мм ОК 46.00 — с рутиловым покрытием.
Тест показал, что сварка всеми аппаратами линейки, кроме модели 160К — вероятна, при падении напряжения в питающей сети до160В. Что касается младшего аппарата серии “К”, то при 160В в розетке поджиг становится неудовлетворительным, а сварочная дуга нередко рвётся.
Доп функции
В инструкциях к аппаратам сказано, что все инверторы обустроены функциями антистик, хотстарт и форсаж дуги. Проверим так ли это.
Начнем с функции антистик. Как вы сможете созидать, отделение электродов от свариваемых деталей происходит без каких-то сложностей на всех инверторах. Электрод не прокаливается. Наличие функции антистик доказано.
Хот Старт. Для проверки наличия на аппаратах функции жаркого старта употребляется осциллограф и токовый шунт. Судя по графикам хот старта нет ни на одном из 4 инверторах. Наброса тока, и понижения его до рабочих характеристик не происходит.

Форсаж дуги. Функция усиления дуги, которая внедряется в функционал инвертора, для предотвращения залипания электрода и помощи в отделении капли электродного сплава в процессе сварки, судя по ВАХ аппаратов эта функция на аппаратах Ресанта “К” — отсутствует.

VRD. Данная функция не заявлена в функционале аппаратов. По факту она также отсутствует.
Аппараты в работе
Дальше сварим контрольные швы на за ранее приготовленном сплаве шириной 4мм, электродами OK 46.00 (рутиловое покрытие, поперечник 2,5мм), УОНИИ 13/55 (основное покрытие, 4 мм) и создадим выводы о том как инверторы ведут себя в процессе настоящей сварки.
При испытаниях выяснилось, что все аппараты отлично управляются со сваркой электродами 2,5 мм. Поджиг уверенный, дуга размеренная и гибкая.
Что касается электродов поперечником 4 мм, то на моделях 160К и 190К осязаема нехватка тока. Регуляторы аппаратов приходится выставлять на наибольшие значения.
Два остальных инвертора со сваркой электродом 4 мм — управляются нормально: дуга не рвется, процесс довольно удобен.
Итоги
Большая часть черт аппаратов Ресанта, серии “К” — не соответствуют заявленным. Расхождение обещанного и настоящего функционала касается как наибольших сварочных токов и ПН инвертора, так и отсутствия доп функций форсажа дуги и жаркого старта.

Около 3х годов назад, уже тестировали аппарат РЕСАНТА САИ 160, тогда и расхождения настоящего и заявленного сварочного токов найдено не было. Быстрее всего, производитель на волне кризиса крайних лет — решил не терять в прибыли, а встать на путь обмана.
На этом сопоставление аппаратов РЕСАНТА серии компакт можно считать завершенным. Выбор оборудования постоянно за Вами.
ВД-200 ИЖ (200А, 220В), Сварочный аппарат инверторного типа










Не отыскали подходящий продукт? Свяжитесь с нами — мы привезем оборудование под заказ либо предложим другое решение.
Спасибо, что обратились к нам! Менеджер непременно свяжется с Вами в наиблежайшее время.
Подробное описание продукта
ВНИМАНИЕ! С 07.09.2020 обновился дизайн корпуса ИЖ ВД-200. При заказе вы имеете возможность избрать цвет корпуса (жёлтый либо чёрный). Наличие того либо другого цвета корпуса сварочного аппарата на складе в Екатеринбурге уточняйте у наших менеджеров по телефону (343) 222-1-999.
ОСОБЕННОСТИ ВД 200 ИЖ:
КОМПЛЕКТАЦИЯ:
Сертификат НАКС предоставляется за доп плату. Стоимость аттестованного сварочного аппарата +3000 рублей. В комплектации сварочного аппарата ВД-200ИЖ с НАКС нет сварочного кабеля, есть лишь вставки. Аппарат с НАКСом нужно доукомплектовывать! Аппараты, аттестованные НАКС, комплектуются лишь вставками СКР-31 (2 шт.).
Приобрести сварочный выпрямитель инверторго типа ВД-200 ИЖ по прибыльной стоимости вы сможете, добавив продукт в корзину на веб-сайте, позвонив по телефону (343) 222-1-999 либо послав запрос на почту с картой вашего компании.
Покупайте сварочное оборудование и сварочные материалы в супермаркетах «В свете сварки» и получайте бесплатную доставку по Екатеринбургу и городам-спутникам.
Бесплатная доставка действует при заказе хоть какой сварочной техники, сварочных материалов, расходников, запчастей для сварочных аппаратов на сумму от 15 000 рублей. Доставка осуществляется безвозмездно в течение 3 рабочих дней по городкам: Екатеринбург, п. Исток, п. Арамиль, Сысерть, Верхняя Пышма, Среднеуральск, Березовский.
Акция пожизненная. Проводится в магазинах «В свете сварки» по адресам:
Доставка заказов до терминала транспортной компании в Екатеринбурге также осуществляется безвозмездно.
Если и опосля этого останутся вопросцы, вы сможете испытать оборудование в работе на производственном участке «ИТС-Урал» (услуга предоставляется на продукт, который есть в наличии на складе в Екатеринбурге).
Подробности о услуге Тест-драйв оборудования по телефону
+7 (343) 222-1-999.
Собственное создание
ООО «ИТС-Урал» заходит в группу заводов сварочного оборудования «ИТС». АО «Научно-производственная компания «ИТС» — ведущий русский производитель и поставщик сварочного оборудования и расходных материалов. Эта большая спец Финансово-промышленная группа соединяет воединыжды разрабов, промышленные компании и центры по продаже и сервисному обслуживанию сварочного оборудования.
Компания «ИТС» была базирована в 1991 году и сейчас представляет собой крупную промышленно-финансовую группу, в состав которой входят АО «Электромашиностроительный завод «ФИРМА СЭЛМА» (г. Симферополь), АО «ЭЛЕКТРОСВАРКА» (АО «ЭСВА») (г. Калининград).
Базовое направление деятельности ООО «ИТС-Урал» — это всеохватывающее решение задач для обеспечения сварочного производства в Уральском федеральном окружении. Головной кабинет, розничные магазины, создание и склад компании базируются в Екатеринбурге.
Свой сервисный центр
Официальный сервисный центр компании «ИТС-Урал» размещен на местности производственно-складского комплекса компании. Обслуживает и чинит оборудование для сварки, резки и наплавки заводов СЭЛМА и ЭСВА, марок BIMArc, Сварог, Ресанта, Кедр, Aurora и пр.
ТОП-6 бытовых моделей инверторных полуавтоматов
Современный сварочный полуавтомат инверторного типа – это устройства, которые предусмотрены для электродуговой сварки. Наилучшие модели и эталоны, применяемые в истинное время, по чертам и качеству выполнения работы значительно затмили ранее использовавшиеся выпрямители и разные, морально устаревшие модели трансформаторов.
Принцип деяния – просто и отлично
Механизм работы, заложенный в полуавтомат инвертор, предугадывает преобразование входного напряжения. Сначала переменный ток, поступающий к полуавтомату сварочному, преобразуется в неизменный ток. Дальше создается частотное напряжение (достигающее уровня в 100Гц). Итог – существенное увеличение КПД, также улучшение черт оборудования.
Сможете поглядеть увлекательное видео по компановке и внутреннем устройстве данного вида устройств
Категория юзеров
С развитием промышленного производства возможность приобрести инверторный сварочный полуавтомат получили фактически все желающие. Устройство оказалось неподменно для организации работы разных  автомастерских, сервисных центров, оснащения ремонтных бригад сферы ЖКХ и т.д. Почти все обладатели пригородных домов, дачных участков, домашние умельцы и личные мастера стремятся приобрести инверторные сварочные полуавтоматы, чтоб обеспечить возможность выполнения самого широкого диапазона разных работ.
автомастерских, сервисных центров, оснащения ремонтных бригад сферы ЖКХ и т.д. Почти все обладатели пригородных домов, дачных участков, домашние умельцы и личные мастера стремятся приобрести инверторные сварочные полуавтоматы, чтоб обеспечить возможность выполнения самого широкого диапазона разных работ.
Вкупе с тем, избрать высококачественный и доступный по стоимости наилучший сварочный полуавтомат довольно тяжело. Рынок дает широкий выбор российских и привезенных из других стран моделей, которые различаются не только лишь по цены, да и по чертам, предназначению, габаритным размерам и целому ряду остальных характеристик.
Разумеется, что до этого чем принять решение на покупку автоматической станции, нужно провести подготовительную теоретическую подготовку, которая дозволит провести сопоставление различных моделей и подобрать наилучший экземпляр.
Главные аспекты
Чтоб создать лучший выбор и приобрести сварочный полуавтомат инверторного типа в самом удачном варианте, нужно направить внимание на последующие характеристики:
- очень допустимый ток,
- ПВ – коэффициент неизменного включения,
- мощность, которую имеет инвентор,
- допустимый спектр напряжений при работе той либо другой модели,
- напряжение холостого хода сварочного аппарата,
- наличие доп режимов работы
- остальные свойства.
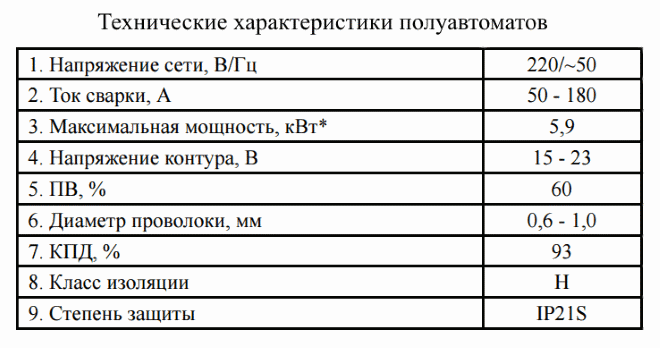
Технические свойства на разные модели сварочных аппаратов указываются в паспорте на изделие и оформляются, обычно, в виде таблицы.
Не считая того, выбирая сварочный инвертор полуавтомат нужно учитывать личные условия его использования, такие как:
- предельные способности имеющейся электросети,
- тип металлов, с которым предстоит работать,
- наибольшая толщина свариваемого сплава,
- требуемое от сварочных полуавтоматов свойство сварки,
- интенсивность внедрения сварочного инверторного аппарата.
Наилучшие модели
Значительно облегчит выбор юзерам информация, предоставленная ниже. Рейтинг инверторных полуавтоматов, основанный на технических свойствах и отзывах юзеров, дозволяет найти наилучшие эталоны и посоветовать их всем заинтересованным юзерам.
По данным, приобретенным из компетентных источников, составлена таблица более фаворитных, пользующихся завышенным и устойчивым спросом образцов.
| № пп. | Наименование | Тип изделия | Тип сварки | Макс. ток сварки, А | Мощность, кВт | Стоимость , руб. |
| 1 | Aurora OVERMAN 180 | сварочный инвертор | автоматическая | 175 | 4.70 | 28 000 – 34 000 |
| 2 | Сварог EASY MIG 160 (N219) | сварочный инвертор | ручная, дуговая, автоматическая | 160 | 7,1 | 22 000 – 35 000 |
| 3 | FUBAG IRMIG 180 | сварочный инвертор | автоматическая | 180 | 6,6 | 18 000 – 25 000 |
| 4 | Ресанта САИПА-165 | сварочный инвертор | автоматическая | 165 | 5,5 | 27 000 – 44 000 |
| 5 | Сварог PRO MIG 200 SYNERGY (N229) | сварочный инвертор | ручная, дуговая, автоматическая | 200 | 6,2 | 48 000 – 55 000 |
| 6 | Кедр MIG-175GD | сварочный инвертор | автоматическая | 175 | 7,6 | 33 000 – 42 000 |
Главные плюсы образцов
Невзирая на то, что модель Сварог PRO MIG 200 SYNERGY (N229) находится всего только на 5-ом месте нашего рейтинга, короткое описание образцов и их бесспорные достоинства хотелось бы начать обрисовывать конкретно с данного эталона. Какие же достоинства оценены юзерами в устройствах подобного типа? До этого всего, это:
- возможность использования в работе хоть какого типа проволоки, при всем этом смена полярности делается просто и просто, всего в два деяния;
- внедрение в работе штучных электродов,
- выбор режима газовой горелки.
Полуавтомат 3 в 1 – это, пожалуй, наилучшее решение для более полного использования многофункциональных способностей и внедрения аппарата фактически во всех «вариантах жизни». Применяя более доступный вариант использования сварки полуавтомат без газа, юзер оставляет возможность по мере необходимости включить газовую горелку. При всем этом розжиг осуществляется с применением специального режима касания.
Прибыльными преимуществами данного эталона являются:
- многофункциональность,
- доступная стоимость,
- простота в использовании,
высочайшая степень надежности и сохранности.
Сварочные полуавтоматы инверторного типа производства «Сварог» – это один из наилучших выборов имеющихся на российском рынке марок. Устройства имеют приемлемую стоимость, работают в различных режимах, в том числе и без газа, отлично работают как на промышленных объектах, так и в бытовых критериях, и по достоинству входят в топ наилучший образцов.

Также высочайшей популярностью на российском рынке пользуется сварочный полуавтомат марки «КЕДР». Данное оборудование применяется как проф, может удачно работать в режиме высочайшей интенсивности. С фуррором употребляется и в быту. Наличие функции с импульсным режимом в неких образчиках, дозволяет удачно решать самые сложные задачки. Применяется также аргоновая сварка либо режим без газа.
Полуавтомат сварочный инверторный неких марок предназначен для выполнения работ в довольно огромных размерах, от чего же и стоимость устройства быть может значительно выше. До этого чем обусловиться с выбором определенного автоматического агрегата, нужно решить и найти себе, в которых все таки критериях предполагается эксплуатировать устройство. Выбор рационального варианта цены и свойства – постоянно наилучшее решение. В этом случае, еще принципиально разглядеть такие аспекты, как вход модели в топ наилучших устройств и ее многофункциональные способности.

Если, к примеру, сварочный инверторный аппарат планируется употреблять в режимах работы с высочайшим уровнем интенсивности, советуем направить внимание на модель Aurora PRO 200. Ее нет в таблице, но от этого свойство и эффективность изделия ужаснее не стали. Данная модель неподменна при выполнении долгих сварочных действий. Функция поддержки мощных катушек дозволяет снижать себестоимость работ, снижая издержки на их выполнение в целом. Вкупе с тем, следует направить внимание и на размеры моделей и на их массу. Данный вариант инвертора существенно тяжелее, массивнее, да и функциональнее, может удачно использовать режим горелки и работать без газа.
Подводя итоги всему произнесенному выше, можно прийти к выводу:
Сварка полуавтомат инверторного типа обязана выбираться с учетом размеров грядущих работ, интенсивности эксплуатации, также – в согласовании с видами металлов которые планируется употреблять в работе. Переплачивать за бренд либо полный диапазон многофункциональных способностей без особенной надобности нет смысла!



























