Правила сварки проводов
Таковая популярная электротехническая процедура, как сварка проводов в распределительной коробке вероятна только при наличии малогабаритного аппарата, обеспечивающего удобство проведения работ в границах ограниченных пространств.
Данной нам индивидуальностью она различается от остальных сварочных операций (от обустройства электрощитов, в частности), при монтаже которых может применяться обычное оборудование.
Режимы и индивидуальности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совершенно маленькие размеры.

Обширно распространённая посреди профессионалов термитная сварка проводов, организуемая с внедрением специальной пылеобразной консистенции, дозволяет ещё наиболее упростить сварочную функцию. В этом случае удаётся значительно понизить габариты используемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и дюралевых проводов) применяется особое оборудование, для формирования дуги в котором употребляется неизменный ток прямой полярности.
К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято именовать «массой», подсоединяется её минус.
 При сварке отдельными типами электродов с медным покрытием употребляется оборотная полярность.
При сварке отдельными типами электродов с медным покрытием употребляется оборотная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электронных проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется при помощи вынесенного на управляющую панель регулятора.
В разных моделях компактных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё наиболее делают лучше систему собственных моделей, устанавливая в их особые ограничители тока.
С данными по выходным характеристикам таковых устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.


Подготовка соединения
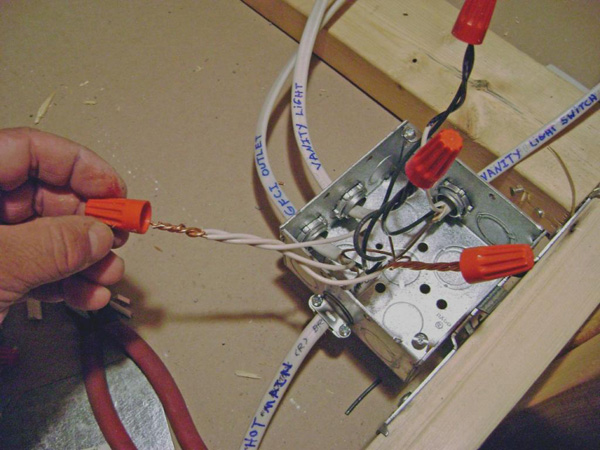
В отличие от обычных способов сваривания заготовок, предполагающих формирование шовного соединения, сварка проводников снутри распредкоробки вероятна только опосля их скручивания.
Перед свариванием скрутки концы всякого провода должны быть кропотливо зачищены. Снимать внешнюю изоляцию с проводов следует на 7-10 см, что обеспечивает комфортную для работы длину создаваемой скрутки.
Получаемая опосля зачистки длина оголённых частей согласно требованиям ПУЭ обязана составлять около 5-ти см, что исключает лишний нагрев и плавление проводов в процессе сварка.
Для наилучшего осознания особенностей сварки проводов своими руками лучше ознакомиться с правилами выбора применяемого оборудования. Для этого, нужно разглядеть два принципиальных вопросца: какие типы сварочного оборудования применимы в данных критериях, также какие электроды для сварки нормально подступают для заявленных целей.
Выбор типа сварочного аппарата
 Уже отмечалось, что для высококачественного выполнения работ в распределительном устройстве подойдёт не хоть какой аппарат. При всем этом большая часть экспертов отдаёт предпочтение инверторным сварочным устройствам, отличающимся маленькими габаритами и лёгкостью.
Уже отмечалось, что для высококачественного выполнения работ в распределительном устройстве подойдёт не хоть какой аппарат. При всем этом большая часть экспертов отдаёт предпочтение инверторным сварочным устройствам, отличающимся маленькими габаритами и лёгкостью.
Кроме этого почти все из промышленных образцов инверторов оснащаются особым ремнём для переноски, что также обеспечивает удобство работы в данных критериях.
К обозначенным преимуществам следует добавить, что при работе с инвертором энергопотребление мало (не наиболее 1 киловатта), также исключаются перебои в работе из-за непостоянства сети.
Отдельные мастера употребляют для этих целей обыденные понижающие трансформаторы, средством которых им удаётся сваривать провода переменным током неизменной амплитуды (без регулировки).
За счёт огромного личного опыта им удаётся адаптироваться к режиму работы понижающего трансформатора и повсевременно надзирать сварочный процесс.
Для неспециалистов таковой устройство для сварки буквально не подступает, так как экспериментировать по ходу работ и повсевременно надзирать дугу способен не любой.
Совершенно говоря, работа на переменном токе (с обыденным трансформатором) не обеспечивает требуемое свойство сплавления проводов, так что для заслуги подходящего результата требуется большое мастерство. По данной нам причине начинающим сварщикам следует побеспокоиться о приобретении пригодного устройства.
Выбор электродов
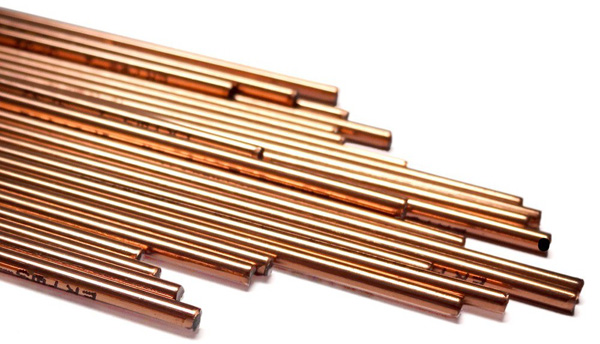
 Кроме сварочного агрегата для проведения электротехнических работ потребуются особые электроды, пригодные к избранному режиму обработки проводов. Почаще всего для этих целей используются медные стержни особенной конструкции с добавками из графита либо угля.
Кроме сварочного агрегата для проведения электротехнических работ потребуются особые электроды, пригодные к избранному режиму обработки проводов. Почаще всего для этих целей используются медные стержни особенной конструкции с добавками из графита либо угля.
Для получения высококачественного и надёжного соединения в процессе его формирования способом электросварки непременно употребляются особые присадочные и активирующие добавки (флюсы, в частности). Не считая того, для этого потребуются последующие вспомогательные и расходные материалы:
- изоляционная лента;
- отлично отточенный монтажный ножик;
- бокорезы либо пассатижи.
Опосля подготовки полного набора инструментов можно смело приступать к сварочным мероприятиям.
Самостоятельное изготовка сварного устройства
При подготовке материала для самодельного сварочного агрегата, которым будут варить провода, нужно исходить из последующих суждений:
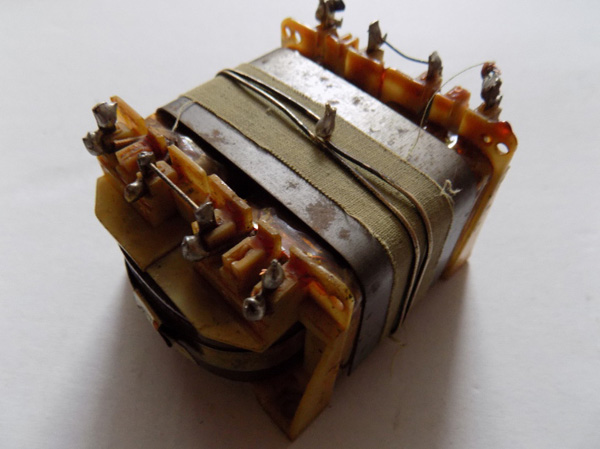
- сам аппарат проще всего создать из старенького понижающего трансформатора от СВЧ (Микроволновое излучение, сверхвысокочастотное излучение — электромагнитное излучение, включающее в себя дециметровый, сантиметровый и миллиметровый диапазон радиоволн) печи;
- соединительные кабели обязаны иметь по способности наибольшее сечение, рассчитанное на рабочую величину тока;
- их длина обязана выбираться с таковым расчетом, чтоб её хватало для протягивания до каждой распределительной коробки с проводами;
- при выбирании конструкции держателя основное внимание обязано быть уделено надёжности фиксации электрода;
- для производства «массы» лучше применять подпружиненную клемму типа «крокодил» либо обыденные плоскогубцы с жёстко закреплённым на их заземляющим проводом.
Клеммное приспособление в виде плоскогубцев употребляется лишь на время сварки проводов.
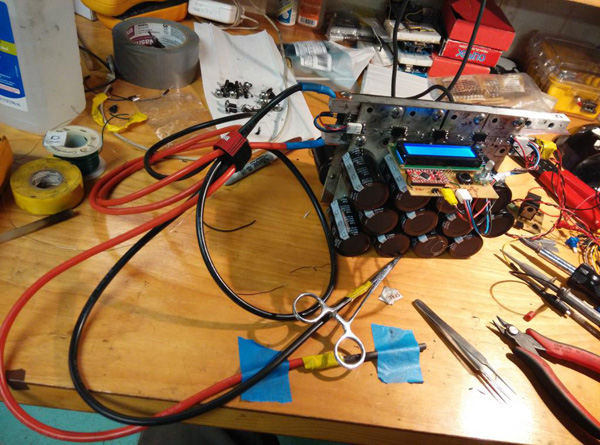
 При условии соблюдения всех приведённых замечаний сделать аппарат для сварки проводов в распредкоробке сумеет хоть какой желающий. Сваренные средством самодельного аппарата провода имеют полностью осторожный вид.
При условии соблюдения всех приведённых замечаний сделать аппарат для сварки проводов в распредкоробке сумеет хоть какой желающий. Сваренные средством самодельного аппарата провода имеют полностью осторожный вид.
При проведении сварочных работ недозволено забывать о сохранности. При любом варианте сварочного агрегата для предохранения лица от ожогов нужно применять особые защитные очки.
Необыкновенную значимость таковая защита приобретает в случае, когда для увеличения эффективности сварки употребляются упоминавшиеся термитные добавки.
Сварка проводов в распределительной коробке инвертором
 Более нередко пожары появляются из-за неисправности проводки. Возгорание может произойти в случае нарушения изоляции, также нагревания проводников в местах их соединения. Почаще всего при монтаже проводки применяется скрутка проводов.
Более нередко пожары появляются из-за неисправности проводки. Возгорание может произойти в случае нарушения изоляции, также нагревания проводников в местах их соединения. Почаще всего при монтаже проводки применяется скрутка проводов.
При скручивании проводов контактная площадка имеет маленькой размер, что приводит к нагреванию жилы при увеличении перегрузки. Конкретно этот фактор и приводит к резкому увеличению температуры в месте соединения и, как следствие, к возгоранию изоляции. Сварка проводов в распределительной коробке является самым надежным соединением 2-ух проводов проводки. Потому, до этого чем приступить к монтажу электронной сети, нужно пристально изучить правила проведения таковых работ. Нелишним будет ознакомиться с пошаговой аннотацией сварочного процесса, также с советами и советами опытнейших монтажников.
Индивидуальности сварки проводов
Проводка в современных домах производится медным проводом, ранее применялся и алюминий. Потому в основном будем знакомиться со сварочным действием медных жил. Изюминка медных проводников в том, что при температуре 300 ℃ материал приобретает хрупкость, а при 1080 ℃ происходит плавление. Потому весьма принципиально в процессе сварки проводов в распределительной коробке строго соблюдать температурный режим, чтоб избежать повреждения изоляции и проводов. Устранение перегрева осуществляется подсоединением к месту скрутки охлаждающего радиатора. Лучше если радиатор будет из медного материала и плотно прижат к скрутке. Скрутку во время сварки нужно располагать вертикально, чтоб расплавленный метал приобретал форму сферической капли и обхватывал весь пучок проводов. Сварка многожильных проводников делается опосля подготовительной установки специальной обжимной гильзы.
Плюсы соединения проводов сваркой
Сварка проводов в распределительной коробке своими руками имеет бесспорное достоинство перед всеми видами соединения проводников тем, что дозволяет достигнуть полного отсутствия переходного сопротивления, которое существует при болтовой стыковке и скрутке. Это достоинство в особенной мере проявляется при соединении проводки для массивных силовых устройств.
Достоинства сварки проводов в электронной распределительной коробке легче разглядеть в сопоставлении с действием пайки:
- не требуется создавать лужение обнаженных жил;
- не употребляется присадочный материал (олово);
- скорость выполнения работы намного выше, потому растет эффективность при большенном объеме соединений;
- возможность проводить сварку проводов хоть какого сечения.
Главным недочетом считается стоимость требуемого оборудования для выполнения высококачественного соединения.
Разработка выполнения сварки
Сварка медных проводов в распределительной коробке заключается в разработке электронной дуги, при помощи которой происходит оплавление концов жил и создается крепкое соединение.
Разработка соединения проводов последующая:
- Сначала нужно приготовить провода к соединению. Для этого производим зачистку жил от изоляции на 60-70 мм, чтоб исключить ее оплавление в процессе сварки.
- Дальше необходимо соединить провода скруткой. Вид скрутки значения не имеет, потому что плотный контакт появляется сваркой.
- Скрутка обязана иметь длину 50 мм. Распушенную часть проводников аккуратненько откусывают кусачками.
- На расстоянии 25-30 мм от конца стыковки зажимаем жилы прижимающим приспособлением, которое является минусовым контактом кабеля от сварочного аппарата. Конкретно за это устройство делается удержание соединяемых проводов.
- Свободно рукою держатель с электродом подносится к месту соединения.
- Краткосрочным прикосновением конца специального электрода к торцевой части скрутки загорается электронная дуга.
- Зависимо от сечения проводов и силы тока выбирается время удержания дуги (1-2 секунды).
- Опосля стыковки проводов, которая определяется появившимся расплавленным шариком на конце скрутки, относим в сторону электрод, прерывая тем электронную дугу.
- Даем соединению остыть.
- Дальше сваренные провода изолируются термоусадочной трубкой и располагаются в распределительной коробке.
Электроды для сварки медных проводов
Для сварки проводов в распределительной коробке требуются особые графитные либо угольные электроды с омеднением. Такие электроды имеют температуру плавления, превосходящую в пару раз плавление меди. Они просто поддаются процессу резки, что дозволяет созодать стержни комфортной для работы длины.
При использовании самодельного аппарата для сварки проводов в распределительной коробке лучше использовать угольные электроды, имеющие огромную температуру электронной дуги, нежели графитовые. Это свойство дозволяет проводить сварочные работы на малых токах. Графитовые электроды обширно используются при сварке инвертором, потому что таковой аппарат имеет регулировку силы тока. Сварка инвертором выходит наиболее высочайшего свойства. При отсутствии промышленных стержней можно применять стержни от батареек либо щетки от электронного мотора.
Аппараты для сварки проводов
Для проведения электромонтажных работ на промышленных предприятиях используются последующие виды сварки: точечная, дуговая, плазменная, ультразвуковая, также время от времени сварка проводов в распределительной коробке полуавтоматом. В бытовых критериях почаще всего употребляется сварка точечного либо дугового типа. В домашних критериях для обеспечения сварочного процесса используются разные трансформаторы, инверторы, также особые приборы для сварки проводов в распределительной коробке.
Трансформаторы для сварки
Чтоб оплавление концов скрутки происходило отменно, аппарат для сварки должен выдавать нужную силу тока. Трансформатор сварочного аппарата обеспечивает регулируемую силу тока до 400 А, при всем этом сварка осуществляется особыми угольными электродами, покрытыми медью. Применение сварочного трансформатора более обусловлено в распределительных щитах с огромным количеством соединений, потому что не требуется перенос томного трансформатора.

Для сотворения соединения нужно включить трансформатор в сеть, подсоединить минусовой контакт к зажиму, а плюсовой — к держателю электрода. Выставить на аппарате подходящую силу тока, в зависимости от сечения проводов.
Сварка инвертором
Для роста мобильности проведения сварочных работ комфортно воспользоваться инверторным аппаратом с наименьшим весом. Часто такие устройства комплектуются особыми ремнями, позволяющими вешать аппарат на плечо и создавать соединение проводов даже на высоте.
Сварка проводов в распределительной коробке инвертором может осуществляться переменным либо неизменным током с маленьким напряжением 12-36 вольт. Регулировка силы тока находится практически во всех инверторных аппаратах.

Процесс сварки инвертором аналогичен работе с трансформатором. Плюсовой контакт подключается к держателю электрода, а минус соединяется с зажимом. Сварку инвертором проводить намного комфортнее и эффективнее, потому что отсутствует шум агрегата, ну и нет мерцания электро энергии в помещении из-за маленькой потребляемой мощности аппарата.
В истинное время производители дают особые сварочные аппараты для электромонтажников. Такие приборы имеют спектр регулировки сварочного тока 30-120 А, также мощность 1-1,5 кВт. Но в отличие от обычных инверторов масса и габариты его значительно меньше. Также компактные устройства оборудуются особым держателем угольных электродов и зажимом с широкой площадкой.

Самостоятельное изготовка сварочного аппарата
Обычно в домашних критериях проще всего создать агрегат для сварки проводов в распределительной коробке трансформаторного типа. Для этих целей могут пригодиться последующие материалы:
- трансформатор мощностью не наименее 600 Вт, который имеет напряжение на вторичной обмотке около 30 В;
- для фиксации электрода необходимы зажимы «крокодил»;
- дюралевые соединительные кабели;
- для конфигурации напряжения пригодится регулятор;
- отвертки, плоскогубцы для выполнения соединительных операций.
Процесс самостоятельной сборки сварочного устройства лучше проводить людям, которые знакомы с электротехникой, чтоб верно собрать схему устройства.
Главные этапы производства последующие:
- Сначала необходимо подобрать корпус устройства, при всем этом нужно уделить внимание его весу, чтоб аппарат в предстоящем было легче перемещать.
- Меж трансформатором и питающим проводом необходимо установить выключатель, который будет производить подачу тока и отключение агрегата.
- Подключить питающий провод к трансформатору.
- От вторичной обмотки трансформатора проводом огромного сечения необходимо подключить зажимное устройство и держатель электрода.
Советы и советы опытнейших монтажников
Для выполнения высококачественной сварки проводов в распределительной коробке не излишним будет прислушаться к советам опытнейших монтажников: Чистку проводов от изоляции необходимо создавать с особенной аккуратностью, чтоб избежать повреждения жилы, которая в предстоящем может сломаться. В процессе сварки скрутку нужно располагать в вертикальном положении, чтоб сплав расплавлялся умеренно. Непременно нужно использовать средства защиты при сварочных работах (защитную маску, термоустойчивые перчатки, специальную одежку). Новеньким лучше мало потренироваться на отдельных кусочках проводов в разных режимах сварочного процесса.
Помните, что соединение проводов в электронной распределительной коробке способом сварки гарантирует более высококачественный итог и в предстоящей эксплуатации не создаст заморочек с системой электропитания дома. Применение аппарата, изготовленного своими руками, дозволит достигнуть прочности соединительного контакта не ужаснее промышленных моделей.
Сварка проводов в распределительной коробке своими руками — пошаговая {инструкция}
Для соединения электронных проводов может быть применение 1-го из 3-х способов: механическая скрутка, пайка либо сварка. Более надежными числятся крайние два, потому что они минимизируют возможность окисления жил, предупреждают их случайную раскрутку. Если сечение жил довольно огромное – рекомендуется сварка проводов, в том числе и в распределительной коробке.
Индивидуальности сварки проводов
Поначалу необходимо создать корректный установка проводки – избрать ее лучший поперечник, верно расположить в стенках помещения. Для распределения линий обустраивают особые коробки. Там возникает возможность перенаправить подачу электроэнергии от центрального провода вспомогательным.

Сварка проводов в коробке имеет последующие аспекты:
- Применение инверторных сварочных аппаратов мощностью до 1 кВт. Это могут быть заводские модели либо самоделки.
- Электроды — графитовые либо угольные. Не рекомендуется применять стержни с омеднением, потому что это может отразиться на качестве соединения.
- В отличие от спайки во время сварки не будет нужно флюс либо остальные типы присадок.
- Контроль температуры нагрева проводов. В неприятном случае велика возможность частичного разрушения либо конфигурации параметров изоляции.
Пошаговая {инструкция}
По правилам монтажа длина рабочих концов проводки обязана быть не наименее 10 см. Это нужно для способности сотворения повторного соединения в случае возникновения изъянов во время сварки. Расчетный размер распределительной коробки должен быть на 20-30% больше суммарного показателя всех проводов в ней.

Порядок выполнения работ:
- Зачистка изоляции на 5-6 см.
- Формирование скрутки.
- Подключение к нижней части конструкции электрода от сварочного аппарата. Для данной нам работы рекомендовано адаптировать плоскогубцы.
- Выполнение сварки скрутки. Жилы на конце обязана сформировать шарик правильной формы.
- Дождаться остывания проводов и проверить отсутствие изъянов – каверн, плохого соединения.
- Изоляция скрутки и помещение ее в распределительную коробку.
Невзирая на кажущуюся трудозатратность, схожий способ гарантирует высококачественное соединение нескольких проводов. Потом не придется проводить ревизии для проверки скрутки на целостность.
Индивидуальности сварки дюралевых проводов
Внедрение жил из алюминия запрещено работающим ПУЭ. Но в неких старенькых домах все еще можно повстречать этот тип проводки. Полная подмена тянет за собой валютные издержки и может занять много времени. Но для сварки дюралевых проводов нужно учесть ряд специфичных моментов.

Они заключаются в последующем:
- чистка контактных частей от оксидной пленки;
- применение специального флюса для сварки алюминия;
- обработка места сварки опосля остывания быстросохнущим лаком.
Другие методы соединения
Не постоянно есть возможность созодать сварку токопроводящих жил. Затруднения обоснованы отсутствием инвертора (сварочного аппарата) либо недостающим опытом в выполнении работ этого типа. В этом случае рекомендуется разглядеть другие варианты соединения проводов.

Способы формирования надежного контакта нескольких жил:
- Скрутка (опрессовка). Различается от вышеперечисленного процесса отсутствием сварного соединения. Не рекомендуется созодать, потому что высока возможность отсутствия прямого контакта меж несколькими проводами, что может привести к резистивному эффекту – нагреву.
- Пайка. В отличие от сварки употребляется припой и флюс. Они должны заполнить место меж проводами скрутки. Комфортно для соединения жил маленького сечения.
- Контактные зажимы. Они могут быть винтообразными либо с механической фиксацией. 1-ые используются для коммутации огромного количества проводов. Механическая фиксация рекомендуется для соединения жил огромного поперечника для сетей с высочайшим показателем перегрузки.
Для каждой методики принят личный порядок выполнения работ. Но в любом случае соблюдаются принятые правила сохранности.



























