Ручная дуговая сварка; базы, технологии, индивидуальности
Ручная дуговая сварка – базы, технологии, индивидуальности
Ручная дуговая сварка применяется на почти всех предприятиях и производствах. Она различается простотой технологического процесса, экономностью расходных материалов, и компактностью неких видов оборудования, что комфортно для маневренности. Вести работу аппаратами для ручной дуговой сварки покрытыми электродами можно в настоящем режиме по 10 часов в денек. Так как почти все учебные заведения преподают данный способ и технологию сваривания железных частей, отыскать не плохих профессионалов для работы легко. Начинающим сварщикам принципиально отлично знать что такое ручная дуговая сварка, каковы ее технологии, режимы и способности.

Сварка MMA — что же все-таки это такое?
MMA сварка — это метод соединения 2-ух железных частей с помощью электронной дуги и плавящегося покрытого электрода. Перевод аббревиатуры предполагает ручное управление сиим действием. Сущность способа заключается в замыкании электронной цепи, в итоге которой появляется сварочная дуга. Высочайшая температура производит расплавление кромок сплава и стержня электрода. Появляется сварочная ванна.
В качестве источника тока употребляются разные трансформаторы, генераторы, и преобразователи, выдающие переменное и неизменное напряжение. Для работы употребляется два кабеля (+ и -), один из которых крепится на изделие, а 2-ой снабжается держателем электрода и находится в руках сварщика. Зависимо от того, какой вид кабеля крепится к массе, определяется полярность сварки. Этого просит режим сваривания разных металлов.
Ручная электродуговая сварка предугадывает защиту сварочной ванны от действия газов атмосферы. За этот процесс отвечает покрытие электродов. Его действие можно узреть на бессчетных видео. Снабженное особым составом, плавясь от температуры дуги, покрытие выделяет собственные газы, защищающие сварочную ванну и предотвращающие попадание кислорода в зону горения дуги. Без специальной обмазки ручная дуговая сварка была бы невозможна. Расплавленный сплав электродов вступал бы во взаимодействие с окружающей средой, и водянистые частички разлетались бы по всей поверхности свариваемого изделия. Водород, из-за легкого веса, вырывался бы наружу и создавал поры в кристаллизующемся шве.
Как демонстрируют почти все видео, в процессе ведения дуги, сварочная ванна делится на несколько цветовых и весовых зон:
- самым белоснежным смотрится расплавленный сплав кромок и присадочного электрода;
- ярко-красным обозначает себя водянистый шлак;
- железо, под действие веса, стремится ко дну ванны;
- шлак, владеющий наименьшим весом, плавает на поверхности.
Понимая эти различия, можно искусно манипулировать концом электрода для сотворения ровненького и крепкого шва. Опосля выполнения работы требуется отбивать застывший шлак, чтоб убедиться в качестве сваренного соединения и придать наиболее симпатичный вид всей конструкции.
Применение MMA сварки
Разработка ручной дуговой сварки отыскала обширное отображение в разных производственных сферах. Это:
- машиностроение
- прокладка разных трасс для теплоснабжения, перекачки газа и подачи воды;
- судостроение;
- ремонтные работы на СТО;
- коммунальные службы.
Данный способ дозволяет сваривать обыденную углеродистую сталь во всех пространственных положениях. При использовании электродов со особым омеднением покрытия вероятна сварка чугуна. Если использовать нержавеющие покрытые электроды, то свариванию поддаются легированные виды стали.
Приобретенные швы различаются высочайшей устойчивостью к сопротивлению на разрыв и излом. О этом свидетельствуют бессчетные тесты и подтверждающие видео. Способ сварки употребляется не только лишь для сваривания частей, да и для наплавки поверхностей истертых деталей и следующей механической обработки.
Достоинства электросварки
Ручная сварка покрытыми электродами включает ряд прибыльных преимуществ:
- ценовая доступность аппаратов и расходных материалов;
- эксплуатация оборудования в течении всего рабочего денька;
- простота выполнения работ и высочайшая скорость при опытном воззвании;
- легкая обучаемость, включая разные пособия и видео;
- крепкость швов;
- возможность сваривания частей в любом пространственном положении;
- легкость оборудования и возможность резвого перемещения по рабочему объекту.
Сохранность при MMA сварке
Разработка дуговой сварки просит соблюдения правил сохранности. Без этого можно существенно навредить собственному здоровью либо окружающим. Во-1-х, при расплавлении обмазки электрода, выделяется много томных газов, вредных для дыхания. Потому сварочные работы ведутся на открытом воздухе, либо в отлично проветриваемом помещении. В закрытых местах (комнаты, емкости) нужно предугадать искусственную вентиляцию.
Во-2-х, разработка ручной дуговой сварки предполагает работу с большенными показателями силы тока (А) и малым напряжением (V). Это просит бережного воззвания с аппаратом, не допускающего его падения либо перегрева, что может привести к нарушению изоляции и проведению тока на корпус устройства. Хотя применяемое напряжение неопасно для жизни (обычно до 48 V), держатель должен быть отлично заизолирован, а при работе в железных емкостях под ноги сварщика нужно подкладывать резиновый коврик.
При горении дуги происходит выделение высочайшей температуры и ультрафиолетового излучения, потому руки сварщика должны быть защищены рукавицами из крепкого материала. Не обязано быть открытых участков кожи, потому что это может привести к световым ожогам. Еще часты брызги расплавленного шлака, которые летят достаточно высоко, потому головной убор для сварщика обязателен.
Для защиты зрения рабочего употребляются особые маски со светофильтрами, защищающие от вредного излучения. Эти элементы имеют различные номера маркировки для работы в критериях разной освещенности.
Разработка выполнения и характеристики
Техника ручной дуговой сварки доступна на почти всех обучающих видео. Все начинается с правильной разделки кромок под 45 градусов. Для пластинок толще 6 мм предусматривается выставление зазора в 2-3 мм. Это способствует отличному проплавлению. Розжиг дуги делается постукиванием электрода по массе. Лучше это создать на отдельной пластинке и уже разогретый электрод поднести к стыку. Ставится несколько прихваток длинноватой в 5 мм для фиксации свариваемых частей.
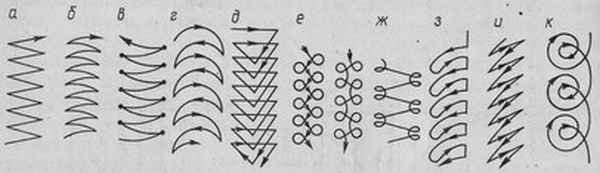
Электрод держится под углом в 45 градусов относительно плоскости. 1-ый шов является корневым, потому накладывается ровненьким ведением из одной стороны в другую. Следующие слои производятся поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка. Эти движения могут иметь спиралевидный нрав. При ведении сварки следует сохранять дистанцию в 5 мм меж концом электрода и сплавом. Лучше обеспечить маленькой наклон поверхности для стекания шлака. Если нет таковой способности, то сварщик должен концом электрода временами отгонять красноватый расплавленный шлак в сторону. Все его застывшие части просто удаляются. Заканчивать шов нужно внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Электросварка дозволяет соединять части деталей и в вертикальном положении. Тут применяется разработка прерывающейся дуги. Так как водянистый сплав тяжкий, беспрерывное горение приведет к падению расплавленного сплава вниз. Потому шов накладывается в виде «полочек» друг на друга слоями. Это просит больше времени, но не влияет на свойство соединения. Потолочный стык производится по похожей технологии. Для удобной работы и высококачественного результата требуется подбор правильных режимов сварки:
Процессы ручной дуговой сварки: индивидуальности
Более всераспространенный вид сваривания на нынешний денек – это ручная дуговая сварка. Являясь одним из самых старенькых видов, ручное сваривание по популярности не уступает современным автоматическим и механизированным способам сварки. Процессы ручной дуговой сварки совершенно подступают для большинства работ благодаря тому, что разрешают получить соединение высочайшего свойства.
Рассказывая про процессы ручной дуговой сварки, остановимся на процессе поджигания дуги, методах сваривания, видах швах и иных особенностях сваривания электродугой.

Дуговое сваривание ручным методом: зажигание дуги.
Сварочная дуга – это достаточно мощнейший устойчивый разряд электронного тока, который появляется в ионизированной среде, состоящей из газов и паров сплава. Процесс поджигания дуги связан с тем, что просвет, в каком появляется дуга, становится ионизированным.
Дуга содействует нагреванию и расплавлению как металлоизделия, которое сваривается, так и электрода. Процесс сваривания при расплавлении сплава предполагает образование сварочной ванны. В ней осуществляется смешивание сплава, который был наплавлен с изделия, и сплава с электрода. Заметим, что размер таковой ванны впрямую связан с положением шва, скоростью сваривания, видом соединения частей и пр. Шлак, который безизбежно находится в электродах и в самом сплаве, во время плавления и смешивания поднимается на поверхность и при застывании покрывает сварной шов.
Возбуждение электродуги возникает опосля того, как конец электрода прикоснется к изделию, которое подлежит сварке. Этот процесс сопровождается маленьким замыканием, из-за что происходит зажигание дуги. При всем этом электрод достаточно стремительно греется и начинает расплавляться.
Когда электрод отводится от металлоизделия, просвет меж ними ионизируется, возникает сварочная дуга. Бывалые сварщики знают: для появления размеренной электродуги электрод убирают от металлоизделия на расстояние, не превышающее 4-5 мм. Если просвет будет очень огромным, дуга не возбудится.
Зажигание дуги может выполняться 2-мя методами:
- Электрод прямо отрывают от металлоизделия, подлежащего сварке.
- Сварка получается благодаря скольжению электрода по металлоизделию.

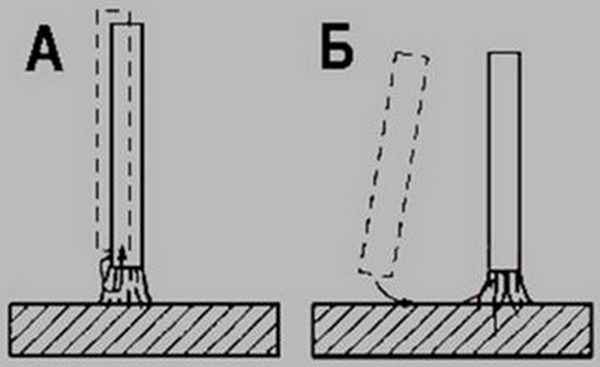
Чтоб обеспечить нужное свойство шва и достаточное проплавление сплава, сварщик весьма пристально смотрит за длиной дуги, которая быть может недлинной либо длинноватой. Но основное, дуга в процессе сваривания обязана быть размеренной, а это зависит от правильной скорости перемещения электрода и поддержании нужной длины дуги.
Как надо перемещать электрод в процессе сварки?
В процессе сваривания электрод может передвигаться в 3-х направлениях:
- Продвижение, совпадающее с осью электрода. Так длина дуги остается неизменной. При всем этом электрод нужно перемещать со скоростью, которая бы не превосходила скорость его плавления. Естественно, это значение впрямую зависит от критерий сваривания, оно не обязано быть наименьшим либо огромным 0,5–1,2dэл. Свойство сварки может снизиться из-за очень малеханького значения, очень огромное может спровоцировать огромное количество брызг сплава, возникновение непроваров, уменьшение свойства сварного соединения.
- Передвижение электрода вдоль оси валика для сотворения шва. Это движение осуществляется со скоростью, которая связана с силой тока, поперечником избранного электрода и скоростью плавления, видом шва и пр. Если не совершать поперечных движений электродом, то шов выйдет достаточно узеньким, его ширина будет равна примерно 1,5 поперечника самого электрода. Такие соединения нужны при сваривании листов сплава маленькой толщины для сотворения первого слоя, если планируется, что шов будет мультислойным.
- Электрод может двигаться поперек шва, чтоб вышли нужная ширина и глубина проплавления. Таковыми поперечными движениями пользуются лишь бывалые спецы по свариванию, если это разрешают размещение шва, его размеры, характеристики сплава, форма кромок и остальные характеристики. При таковых поступательных колебательных движениях можно получить достаточно широкие швы –1,5–5 значений поперечника электрода.

Ручное сваривание в различных положениях: техника.
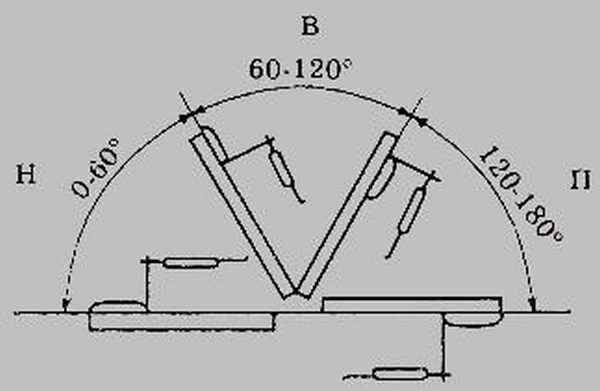
Техника дугового сваривания ручным методом зависит, сначала, от положения шва в пространстве. Спецы выделяют три таковых положения:
- нижнее (до 60 градусов );
- вертикальное (от 60 до 120 градусов);
- потолочное (от 120 до 180 градусов).

Ручная дуговая сварка в нижнем положении.
Каждое положение при сваривании соединено с определенными трудностями. Так, к примеру, сваривание в нижнем положении соединено с риском получить прожоги.
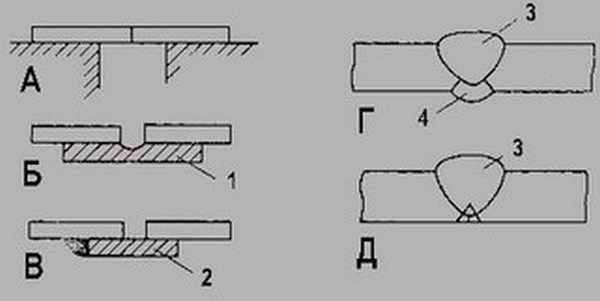
На рисунке можно узреть различные варианты выполнения швов в таком положении. Труднее всего даются однобокие швы, выполняемые на весу. В таковых вариантах нередки непровары либо, напротив, прожиги. Чтоб этих противных явлений можно было избежать, бывалые спецы употребляют несколько способов сварки. Посреди их:
- Сваривание осуществляется на специальной подкладке из меди;
- Внедрение в процессе сваривания подкладки из стали;
- Наложение специального подварочного шва;
- Вырубка образовавшегося непровара и заваривание корня шва.

Ручное дуговое сваривание в вертикальном положении.
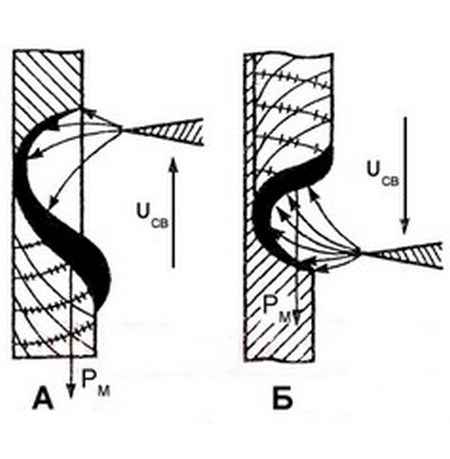
Одной из основных заморочек, возникающей при вертикальном сваривании, является истекающий расплавленный сплав, который в значимой степени влияет на свойство шва, глубину проплавления. При сваривании в вертикальном положении швы должны делаться при движении руки ввысь. Этот прием дозволяет созодать швы с нужным проваром и поддержать расплавленный сплав на кромках.
Труднее всего даже спецам даются швы, расположенные горизонтально, на вертикальной плоскости. В этом случает сплав, который плавится в процессе сварки, попадает на нижнюю деталь.
Ручная дуговая сварка: потолочное положение.
Наверняка, самым сложным приемом сваривания изделий является сваривание в потолочном положении. Тут весьма принципиально смотреть за силой поверхностного натяжения, которая нужна для того, чтоб сдерживать сплав в ванной. Принципиально, чтоб данная сила была больше, чем вес расплавленного сплава. Достигнуть этого можно, если уменьшить сварочную ванну, также, если в процессе сваривания давать сплаву возможность слегка закристаллизоваться (другими словами мало подостыть). Не считая того, при таком сваривании употребляют электроды с маленьким поперечником, наименьшую силу тока и пр.
Особенности ручной дуговой сварки

Особенности ручной дуговой сварки
Ручная дуговая сварка — самый распространённый на нынешний денек метод соединения металлов. Он ни в чем не уступает по собственному качеству автоматическим и механизированным способам, а кое-где и превосходит их.
Процессы, протекающие при ручной дуговой сварке довольно сложные. Чтоб получить высококачественное и надежное соединение необходимо осознавать хоть малость. Лишь в таком случае шов получится ровненьким и гладким, а его крепкость будет на высоте.
В нынешней статье мы углубимся в процессы РДС сварки. Разглядим методы поджигания и перемещения электрода, учтём аспекты, касающиеся положения сварки.
Особенности ручной дуговой сварки
Ручная дуговая сварка — это сварка с внедрением дуги. Сварочная дуга характеризуется массивным потоком электронного тока, под действием которого начинают расплавляться сплавы.
Процесс горения сварочной дуги сопровождается высочайшей температурой, паром и газом, который выдувает расплавленный сплав. Вследствие этого появляется сварочная ванна, в какой происходит смешивание основного сплава с наплавленным.
Размер сварочной ванны зависит от почти всех причин, к примеру, от положения сварки, скорости ведения электрода и т. д. Шлак, который возникает в процессе сгорания электродов, опосля стремится ввысь, покрывая собой сварочный шов, и обеспечивая тем его защиту.
Возбуждение сварочной дуги происходит во время прикасания концом электрода к поверхности свариваемого сплава. Во время недлинного замыкания и появляется сварочная дуга. Данный процесс сопровождается следующим нагреванием и плавлением электрода.
Для удержания размеренной дуги расстояние меж электродом и поверхностью сплава не обязано превосходить 5 мм. Если расстояние будет больше, то дуга погаснет, а инициализировать её повторно будет проблемно.
Перемещение электрода
В то время как начала создаваться сварочная ванна, электрод необходимо начинать перемещать. Созодать это можно в 3-х направлениях. Вести электрод поперёк шва, совершая им всегда колебательные движения из стороны в сторону. При таком подходе сварочные швы получаются довольно широкими, в пару раз превосходящие поперечник электрода.
И напротив, перемещать электрод вдоль оси валика, получая при всем этом весьма узенькие швы, ширина которых приравнивается приблизительно поперечнику электрода. Таковой метод ведения электродом уместен при сварке тонкостенных заготовок выполненных из узкой стали.
Положение сварки
Спецами выделяется три положения сварки: нижнее, вертикальное и потолочное. Для всякого положения сварки есть свои индивидуальности и аспекты.
Так, к примеру, при сварке в нижнем положении сплав всегда стремится вниз, часто из-за этого создаются прожоги. Это принципиально учесть при сваривании тонких изделий и заготовок.
Вертикальное положение сварки характеризуется обильностью стекающего вниз расплавленного сплава. Это в свою очередь сказывается на степени провара и качестве сварного соединения.
Варить в потолочном положении самая непростая задачка, иногда даже для приготовленного сварщика. Тут необходимо учесть силу поверхностного натяжения и смотреть всегда за тем, чтоб она сдерживала наплавленный сплав.
Главные принципы ручной дуговой сварки
Один из видов неразъемного соединения материалов, проводимый в ручном режиме – это ручная дуговая сварка. Она базирована на действии электронной дуги, возникающей при контролируемом маленьком замыкании.
Сварщик вручную управляет электродом и по мере необходимости подает присадочный материал. Хотя производительность ручного способа не высока, его нередко употребляют в домашних критериях. Оборудование для него полностью доступно, и обучиться ручной сварке при желании может любой.
Лаконичный обзор технологии
Когда применяется ручная электродуговая сварка, происходит резвый разогрев сплава до температуры плавления действием электронной дуги, возникающей как эффект пробоя воздуха меж электродом и массой (свариваемыми деталями). В сварной шов вводится доп материал, что дозволяет заполнить зазор меж свариваемыми деталями.
В точке нагрева появляется так именуемая сварочная ванна, которая представляет собой зону смешивания расплавленного сплава детали с маериалом присадки.
Ввысь всплывает легкий расплавленный шлак — это спаленная обмазка плавящегося электрода либо остатки стержня неплавящегося. Шлак защищает раскаленный сплав от вредного воздействия газов, находящихся в атмосфере.
Это воздействие может привести к окислению шва и проникновению в его структуру атомов газа, в итоге что шов не приобретет требуемой прочности.

Ручная дуговая сварка делается плавящимся или неплавящимся электродом. 1-ый сам по для себя является присадочным материалом, 2-ой просит введения в расплав присадочной проволоки.
Есть разные технологии сварки вручную. Менее непростая и накладная из их просит наличия лишь сварочного аппарата переменного либо неизменного тока и нужной амуниции для сварщика, но подступает этот метод, обычно, лишь для темных металлов, нормально переносящих контакт с кислородом. Для защиты сварочной ванны, где оплавляется сталь и железо, довольно лишь среды, выделяемой защитной обмазкой электрода.
Наиболее сложные методы, такие, как, к примеру, аргонодуговая сварка, требуют наличия специальной горелки с соплом, через которую подается аргон или иной защитный газ.
Сварочную дугу инициирует куцее замыкание при контакте электрода с массой. Температура дуги может достигать 5000 °C.
Предназначение
Применение ручной дуговой сварки весьма обширно — от бытовых работ по дому и даче до индустрии, в том числе сверхтехнологичной. Посреди главных отраслей индустрии и народного хозяйства, где она употребляется, можно выделить:
- разные сервисные и ремонтные работы, к примеру, авто техники;
- сварку труб для воды, газа, нефтепродуктов.;
- судостроение (сварка листов корпуса);
- почти все виды машиностроения.
Принцип ручной сварки нередко применяется для наплавок на поверхность детали другого сплава. В быту ручным дуговым способом сваривают беседки, лавки, мангалы, качели, проводят ремонт железных изделий.
Технические способности
Ручная сварка имеет значительные ограничения по толщине свариваемых деталей, это ее главный недочет. Обычно, листы толще 10 мм сиим методом не сваривают.
К остальным можно отнести сравнимо низкую скорость процесса и прямую зависимость результата от мастерства сварщика. Процесс ручной сварки, как и хоть какой ручной процесс, тяжело стандартизировать: итог зависит от почти всех причин. Посреди их:
- тип источника тока;
- мощь источника;
- черта и характеристики обрабатываемого сплава;
- толщина кромок;
- соответствие электродов возложенной на их задачке;
- хорошо подобранный режим сварки.
Особенности дуговой сварки состоят в том, что для ее продуцирования употребляется сравнимо маленькое напряжение — и весьма большенный ток. Напряжение дуги составляет от 30 до 90 В (почти все сварочные аппараты для бытового внедрения рассчитаны на среднее значение — 48 В), но весьма огромную силу тока — от 90 до 350 А.
Подбор сварочных характеристик
 Главные характеристики дуговой сварки — это сила тока и напряжение (но оно фиксировано). Частота имеет наименьшее значение, потому что в истинное время используются, обычно, установки для сварки неизменным током — инверторы.
Главные характеристики дуговой сварки — это сила тока и напряжение (но оно фиксировано). Частота имеет наименьшее значение, потому что в истинное время используются, обычно, установки для сварки неизменным током — инверторы.
Для сварки при помощи электро энергии, вне зависимости от метода, действует ровная пропорциональная зависимость: чем толще сплав, тем больше обязана быть сила тока при фиксированном напряжении. Для сопоставления: листы шириной 3 мм варят током 175-185 А, 5 мм — не наименее 200 А, 10 мм — 300-330 А.
Настоятельно рекомендуется, во избежание прожига и мощного разбрызгивания сплава, варить наименьшим током, какой лишь вероятен.
Но при всем этом весьма огромное значение имеет также толщина сварочного электрода, и его соответствие по хим составу тому сплаву, который предполагается обрабатывать.
Обычный электрод для дуговой сварки имеет толщину 3 мм. Он подходящ для сваривания деталей с шириной кромок 2-3 мм. Для наиболее толстого сплава можно управляться правилом, что поперечник электрода должен быть на 1-2 мм меньше толщины железных пластинок, которые с его помощью предполагается соединить.
Наибольшая толщина электродов, выпускаемых индустрией, составляет 6 мм. Они подходящи для сварки десятимиллиметровых железных листов.
Любая пачка электродов имеет свою маркировку, указывающую, для каких целей они предусмотрены.
Что означает маркировка
 Нереально представить ручную дуговую сварку без электродов. Их маркировка описывает, для каких металлов они предусмотрены, какую толщину и состав покрытия имеют, в в котором положении их нужно держать при сварке (вертикально, горизонтально, под углом), для каких металлов предназначаются. Нрав маркировки — буквенно-цифровой.
Нереально представить ручную дуговую сварку без электродов. Их маркировка описывает, для каких металлов они предусмотрены, какую толщину и состав покрытия имеют, в в котором положении их нужно держать при сварке (вертикально, горизонтально, под углом), для каких металлов предназначаются. Нрав маркировки — буквенно-цифровой.
Первой опосля наименования и марки электрода идет буковка, определяющая его предназначение. У — для низколегированных и среднеуглеродистых сталей, Т — для теплоустойчивых легированных. Буковка Н — для наплавок, А — для пластичных металлов.
Дальше следует буковка, обозначающая толщину покрытия. М — тонкое покрытие, С — среднее, Д — толстое, Г — особо толстое.
Толщина покрытия определяется в процентах по отношению к самому стержню.
Последующая буковка кода значит тип электрода. Если это буковка Е, то электрод плавящийся.
Дальше следуют числа, которые охарактеризовывают предел прочности на растяжение, относительное удлинение и температуру сохранения ударной вязкости. Они имеют значение лишь для проф сварщиков, работающих на особо ответственном производстве.
За ними идут одна либо две буковкы, означающие материал обмазки электрода. А значит кислотное соединение, Б — щелочное, Ц — целлюлозное, Р — рутиловое, П — остальные виды. Вероятны смешанные типы обмазки, такие, как РЦ.
Крайние две числа кода означают одни из самых принципиальных характеристик — положение в пространстве, в каком можно создавать ручную дуговую сварку, и свойства тока для сварки.
К примеру, код «13» следует читать как 1 и 3. 1 — варить можно в любом пространственном положении, 3 — нужно употреблять ток оборотной полярности или переменный напряжением 50 В.
Разновидности оборудования
Оборудование для ручной дуговой сварки, обычно, представляет собой сварочный аппарат трансформаторного либо инверторного типа, снабженный шнуром подключения к источнику питания и 2-мя контактными шнурами с держателями для электрода и для массы.
 Разница меж аппаратами в том, что трансформатор варит лишь переменным током, а инвертор либо полуавтомат имеет функцию выпрямления тока для наилучшего свойства дуговой сварки и способности работать в прямой либо оборотной полярности.
Разница меж аппаратами в том, что трансформатор варит лишь переменным током, а инвертор либо полуавтомат имеет функцию выпрямления тока для наилучшего свойства дуговой сварки и способности работать в прямой либо оборотной полярности.
При прямой полярности проводящий стержень подключают к минусу, а деталь — к плюсу. Оборотная, соответственно, напротив. Различные виды металлов и сплавов требуют сварки или в прямом, или в оборотном режиме.
Требования ГОСТа
На ручную дуговую сварку распространяются требования ГОСТа 5264 80 и ГОСТа 11534 75. Это главные нормативы, которыми необходимо управляться при сварочных работах.
1-ый — ГОСТ 5264 80 — регламентирует технологию сотворения сварных соединений различной конфигурации из сталей, незапятнанного никеля и сплавов никеля с железом.
Он состоит из огромного числа таблиц, в каких приведены чертежи типов соединений, которым необходимо соответствовать. В ГОСТе указываются также пределы допустимых погрешностей и остальные принципиальные числовые характеристики.
ГОСТ 11534 75 обрисовывает главные типы, размеры и конструктивные индивидуальности изделий из низколегированных и углеродистых сталей, которые можно подвергать скреплению способом ручной дуговой сварки плавящимся электродом.
На методологию сварки электродом неплавящимся он не распространяется. Документ также состоит из таблиц, содержащих примеры соединений, допустимые пределы погрешностей, толщины и углы соединяемых деталей.



























