Инвертор Foxweld Master 202 – характеристики и индивидуальности эксплуатации
Государством производства сварочного инвертора модели Foxweld Мастер 202 является Китай. Данное устройство можно употреблять для выполнения работ как на открытых площадках, защищенных лишь навесом, так и в помещениях, в каких соблюдаются требования пожарной сохранности.

Инвертор сварочный Foxweld Мастер 202 в полной комплектации
В базу преобразования и регулирования электронного тока, который получают на выходе данного устройства, положен инверторный принцип. В итоге таковой аппарат сформировывает неизменный ток с требуемыми параметрами, который дозволяет создавать высококачественные, надежные и осторожные сварные соединения.
Инвертор может работать в довольно широком интервале величины питающего напряжения – от 187 до 253 В (220 В±15%). Это весьма принципиально, беря во внимание нередкие скачки напряжения в российских электросетях. Сварочный ток, получаемый на выходе инвертора, может регулироваться в границах 20–200 А, что дает возможность употреблять электроды, поперечник которых составляет 1,6–5 мм.
Величина напряжения холостого хода у инвертора Master 202 составляет 62 В, а создаваемое им номинальное рабочее напряжение соответствует значению 28 В. При наивысшем значении сварочного тока, равном 200 А, и при температуре окружающей среды +25 градусов Цельсия длительность непрерывной работы аппарата составляет 60%.
Производитель обеспечил данному инвертору довольно высочайший КПД, который составляет 80%. Сварочный инвертор Мастер модели 202 имеет степень защиты IP23, различается довольно легким весом (8 кг) и малогабаритными габаритами (370х150х230 мм).
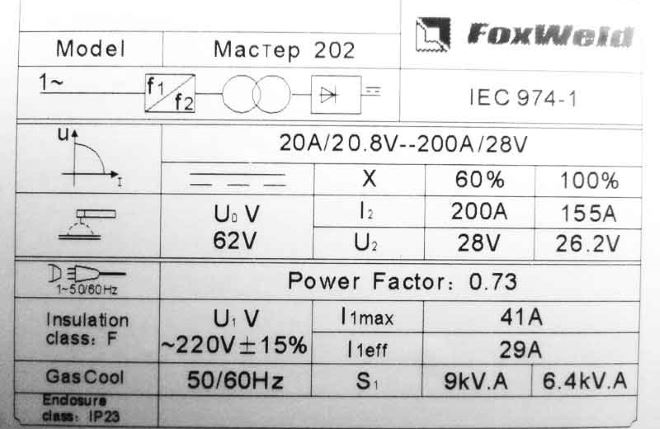
Фото таблички с техническими параметрами аппарата
- Функция «Антиприлипание» предугадывает прекращение подачи тока на сварочную дугу в тот момент, когда электрод приваривается (прилипает) к поверхности соединяемых деталей. Опосля того как электрод рассоединяется с обрабатываемыми заготовками, подача сварочного тока автоматом возобновляется.
- Функция «Жаркий старт» обеспечивает автоматическое повышение силы тока в момент зажигания сварочной дуги, существенно облегчая этот процесс.
- Функция «Форсирование дуги» отвечает за автоматическое повышение силы сварочного тока в момент очень мощного уменьшения длины сварочной дуги, что фактически стопроцентно исключает риск залипания электрода. содержит внутри себя элементы автоматической термозащиты.
- Сварочный инвертор Foxweld модели Мастер 202 может подключаться к автономным источникам электронного тока – бензиновым и дизельным генераторам.
- Схема аппарата включает устройство, автоматом отключающее инвертор в тот момент, когда скачок напряжения в сети добивается критичного значения. При таковых скачках напряжения оборудование начинает очень нагреваться и может даже перегореть, потому производитель и предугадал его автоматическое отключение. В тот момент, когда происходит такое отключение, на лицевой части аппарата зажигается сигнальная лампа желтоватого цвета. Вентилятор при всем этом продолжает работать, охлаждая внутреннюю часть инвертора. Опосля того как напряжение в сети достигнет собственного обычного значения, сигнальная лампа погаснет и оборудование опять будет готово к работе.

Сигнализатор включения защиты от перепадов напряжения
Правила подключения и использования устройства
До этого чем начать работу с инвертором Foxweld модели Master 202, требуется проверить его на исправность и отсутствие суровых механических повреждений корпуса. Устанавливать оборудование нужно на ровненькую поверхность. При всем этом нужно смотреть, чтоб никакие предметы не ограничивали доступ к нему свежайшего воздуха, нужного для обеспечения действенной вентиляции. По данной же причине недозволено накрывать инвертор никаким материалом.
Обычный кабель электропитания, идущий в комплекте с инвертором Foxweld модели Master 202, имеет сечение 16 мм2. Если для вас нужно поменять его на провод длиной наиболее 5 метров, то сечение такового провода обязано быть не наименее 25 мм2. Пренебрежение данной рекомендацией ведет к значимым потерям напряжения.

Удлинитель сварочного кабеля для инвертора
Чтоб приготовить Master 202 к сварке по данной технологии, делают последующие деяния.
- Подсоедините силовой кабель и кабель массы к подходящим разъемам на корпусе устройства. советуют подключать силовой кабель к плюсовому разъему, а кабель массы – к минусовому. Смотрите за тем, чтоб кабели не контактировали меж собой.
- Кабель массы, который обязан иметь мало вероятную длину, нужно накрепко соединить со свариваемыми деталями, для что употребляется особый зажим.
- Удостоверьтесь, что напряжение в питающей электронной сети находится в границах, обсужденных производителем Master 202. Нужно также проверить, что сетевые автоматы рассчитаны на ток, который будет потреблять сварочный аппарат.
- Опосля выполнения всех предварительных действий можно подключить Master 202 к электронной сети и включить переключатель на задней панели. Если все выполнено верно, то на лицевой панели зажгется индикатор сети.
- Опосля включения инвертора нужно избрать тип сварки (MMA), для что употребляется особый переключатель, также установить требуемую величину сварочного тока, ориентируясь на поперечник электрода и индивидуальности сварного соединения.
- Опосля окончания сварки устройство выключается в оборотной последовательности.
Советы по использованию инвертора для сварки в среде защитного газа
Производитель инвертора Foxweld модели Master 202 предугадал возможность его использования для сварки, выполняемой в среде защитного газа (TIG). Таковая сварка производится на неизменном токе, а для сотворения сварочной дуги употребляется неплавящийся электрод. Схема данного аппарата не содержит внутри себя осциллятор, потому сварочная дуга загорается способом касания. Подключать наружный осциллятор к устройству данной модели недозволено, потому что это может привести к выходу инвертора из строя.
Нужно подразумевать, что инвертор Foxweld модели Master 202 предназначен для сварки, выполняемой по технологии MMA, потому следует приготовиться к тому, что неплавящийся электрод будет очень нагреваться (это разъясняется завышенным напряжением дуги).
Характеристики сварки TIG
Подготовка устройства к сварке по технологии TIG и ее выполнение осуществляются в последующей последовательности.
- Кабель, по которому электронный ток поступает к сварочной горелке, подключается к минусовому разъему, а кабель массы – к плюсовому.
- Кабель массы с помощью специального зажима накрепко соединяется со свариваемыми деталями.
- Для подачи защитного газа в зону сварки употребляется особый шланг, которым соединяют сварочную горелку и редуктор на газовом баллоне. Опосля надежной фиксации обоих концов шланга следует открыть вентиль на газовом баллоне и отрегулировать давление газа с помощью редуктора. Для подачи газа конкретно в зону сварки употребляется вентиль, расположенный на сварочной горелке.
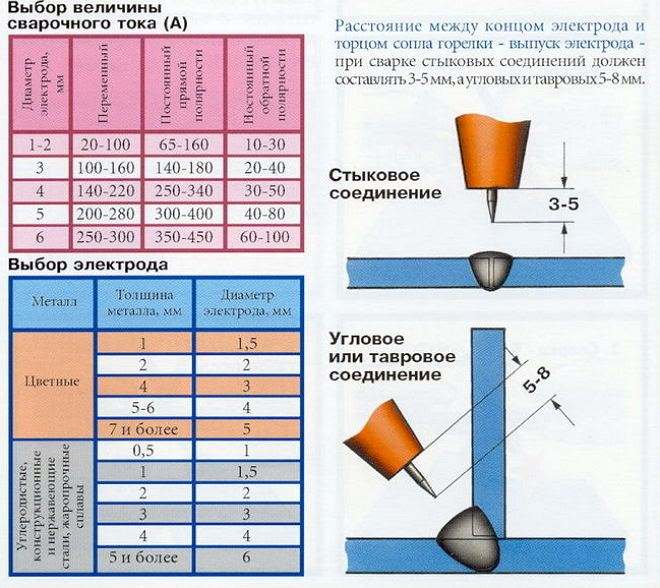
- В зажиме сварочной горелки нужно зафиксировать неплавящийся электрод (обычно употребляют стержни из торированного вольфрама), поперечник которого подбирают зависимо от величины сварочного тока: до 80 А – 1 мм; до 150 А – 1,6 мм; до 200 А – 2 мм. Величина сварочного тока описывает и угол заточки кончика электрода: до 30 А – 300; до 120 А – 60–900; до 200 А – 90–1200.
- Нужно проверить, что величина напряжения в электронной сети находится в интервале, обсужденном производителем Master 202. Требуется проверить и характеристики автомата, установленного в электронном щитке: он должен выдерживать силу тока, который будет потреблять сварочный аппарат.
- С помощью сетевого провода инвертор следует подключить к электронной сети. Сам аппарат врубается с помощью тумблера, размещенного на задней панели. При всем этом на лицевой панели должен загореться индикатор сети.
— Опосля включения инвертора нужно установить требуемую силу сварочного тока и включить подачу газа с помощью вентиля на горелке. - Сварочная дуга загорается касанием электрода поверхности соединяемых деталей и его следующим отведением.
- Опосля формирования сварного шва дугу гасят, отводя электрод от поверхности деталей. Погасив дугу, не следует сходу выключать подачу защитного газа, нужно выждать несколько секунд.
- Когда сварочные работы окончены, инвертор выключается, а подача газа перекрывается с помощью вентиля на баллоне.
- «HOТ START»: функция, которая при старте сварочного процесса в автоматическом режиме наращивает величину тока, что содействует легкости зажигания дуги;
- «ARC FORCE»: функция, регулирующая характеристики тока, ориентируясь на определенную длину сварочной дуги (данную функцию обычно именуют «антизалипанием», потому что она фактически на 100 процентов исключает риск залипания сварочного стержня);
- встроенная система тепловой защиты (автоматика);
- возможность подключения дизельных и бензиновых электронных станций для подачи напряжения на инвертор (автономное внедрение);
- механизм отключения агрегата при критичном скачке напряжений.
- Беря во внимание полярность стержней для сварки (указана в аннотации к ним), создают подключение инвертора к заземляющему зажиму (он имеет маркировку «минус») и к электродержателю («плюс»). При выполнении данной операции необходимо предупредить возможность электроконтакта меж обозначенными элементами.
- На мало вероятном отдалении от зоны выполнения сварочных работ укрепляют заземляющий зажим.
- Инспектируют величины напряжения, обозначенные на сетевом автомате аппарата и на электронной сети питания, подключают инвертор к сети, а потом включают его с помощью специального тумблера, который находится на тыльной стороне устройства. При включении тумблера агрегат на индикаторе показывает свою готовность к эксплуатации.
- Передвигают переключатель в режим дуговой ручной сварки (указатель «ММА»).
- Выбирают ток для воплощения сварочных мероприятий в согласовании с видом соединения, которое требуется получить, положения сварки и сечения электрода.
- заземляющий зажим крепится к детали для сварки на ранее обрисованных критериях, потом его подключают к плюсовой клемме инвертора;
- к минусовому контакту подсоединяют кабель горелки, а ее шланг подключают к баллону с аргоном через редуктор, имеющийся на резервуаре с газом.
- Отключение предохранительного сетевого автомата при выполнении сварочных работ. Неувязка обычно решается подменой автоматических пробок на щитке электросети на изделия с показателем 25 либо 32 ампера.

- При эксплуатации устройства осязаемо слышен запах подгоревшего, из инвертора начал двигаться дым. Без помощи других пробовать исправлять данную ситуацию недозволено. Неотклонимым является воззвание к специалистам-ремонтникам.
- Дуга не загорается, при всем этом вентилятор работает и пылает зеленоватый сигнал. Проверяется корректность позиции регулятора тока для сварки, может быть, не выставлено его значение (положение ОА).
- Отмечается «прилипание» стержня. Время от времени делему решает выбор наиболее высочайшей величины тока, разогрев электрода, удержание его под углом около 45 градусов к обрабатываемой детали, а не в вертикальном положении.
- На панели пылает желтоватый индикатор. Как уже было сказано, это гласит о включенной термозащите аппарата. Никаких действий решать не надо. Как характеристики сети придут в норму, индикатор погаснет, и вы можете начать работу.
- Количество фаз питания : 1
- Длительность включения при наивысшем токе : 70 %
- Напряжение на входе : 187-253 В
- Сварочный ток (MMA) : 20-200 А
- Сварочный ток (TIG) : 20-200 А
- Тип выходного тока : неизменный
- Типы сварки : ручная дуговая сварка (MMA), аргонодуговая сварка (TIG)
- Поперечник электрода : 1.60-5 мм
- Напряжение холостого хода : 62 В
- Макс. сварочный ток при непрерывной работе : 155 А
- 50 видео обзоров FoxWeld Мастер 202T
- полные характеристики FoxWeld Мастер 202T
- форум FoxWeld Мастер 202T
- магазины где можно приобрести FoxWeld Мастер 202T
- Foxweld master 202t №2
-
Как правильно сварить ворота из профильной трубы?
-
Какие электроды лучше для инверторного сварочного аппарата?
-
Сварка угольным электродом в домашних условиях
-
Сварочный инвертор ресанта саи 220 отзывы цена
-
Необходимость зачистки дефектов в замках сварного шва
-
Как сделать врезку в водопровод без сварки
-
Клеммы на сварочный аппарат ресанта
-
Цена на сварку труб прайс лист

Пример сварочных швов, выполненных инвертором Foxweld модели Master 202
Вероятные неисправности аппарата и методы их устранения
Может появиться ситуация, когда при включенном аппарате и работающем вентиляторе не зажигается сетевой индикатор. Это может свидетельствовать о выходе из строя частей схемы, что просит воззвания в сервисный центр. Ситуации, когда при работе на инверторе ощущаются удары электронным током, разрешаются с помощью проверки контактов вилки электропитания, свойства подключения заземляющего и силового кабелей. К остальным всераспространенным неисправностям в работе инвертора Foxweld рассматриваемой модели относятся последующие.
Foxweld Master 202 – высококачественная ММА-сварка без заморочек
Сварочный аппарат инверторного типа Foxweld Master 202 представляет собой устройство для полупрофессионального и бытового внедрения, отличающееся простотой обслуживания и эксплуатации.
1 Foxweld Master 202 – описание и общие характеристики
Данный инвертор китайского производства можно употреблять для выполнения сварочных работ под навесом в критериях открытого воздуха, также в всех помещениях, которые соответствуют требованиям пожарной сохранности. Агрегат работает по инверторной технологии контроля и преобразования тока для сварки. Он дает возможность делать электродуговую сварку неизменным током на высочайшем высококачественном уровне.
Инвертор Мастер 202 имеет массу 8 кг, малогабаритные габариты (370х150х230 мм), содержит в себе одну силовую плату со сменяемыми самостоятельными управляющими модулями.
Наличие единственной платы гарантирует отсутствие сложностей при ремонте агрегата и высочайший уровень надежности его эксплуатации при условии соблюдения всех требований производителя.

Устройство работает при напряжении в электросети от 205 до 235 В, употреблять его можно и при 180 В (конкретно эту величину малого напряжения показывает паспорт Master 202). Силовые модули аппарата работают на частоте выше 80 килогерц, при этом величина их отклика на команды составляет не наиболее 500 миллисекунд. Из-за этого сварочный агрегат характеризуется: легкостью розжига; равномерным проплавлением обрабатываемой поверхности; снаружи идеальным сварочным швом; хорошими показателями тока; каплеобразованием равномерной формы.
Сварочный ток устройства регулируется в широких интервалах (от 20 до 200 ампер), в процессе сварки холостой ход аппарата составляет 59 вольт. Безаварийная продолжительность включения Foxweld Master 202 при наивысшем значении сварочного тока (200 ампер) составляет 60 процентов.
Инвертор располагает последующими особенными функциями и способностями:

Крайнее устройство защищает инвертор Мастер от перегрева и сгорания при изменении напряжения в сети, приостанавливает работу аппарата, о чем говорит особая лампа желтоватого цвета на его лицевой стороне. Вентилятор, выполняющий функцию остывания сварочного агрегата, при всем этом продолжает вращаться. Сварщику требуется только дождаться момента, когда желтоватый свет на индикаторе погаснет, опосля что Foxweld Master 202 можно опять использовать по предназначению.
2 Подключение инвертора Мастер 202 и работа с ним
Сварочный аппарат перед началом эксплуатации должен быть проверен на целостность конструкции и отсутствие наружных повреждений. Устанавливать его следует таковым образом, чтоб никакие посторонние предметы не перекрывали отверстия для вентиляции, расположенные в корпусе устройства. При всем этом в месте проведения работ (если идет речь о закрытых помещениях) нужно обеспечить неизменный доступ незапятнанного воздуха.
При эксплуатации запрещено накрывать инвертор плотными материалами, которые не дозволят воздуху попадать в его охлаждающую систему. Поперечник провода для подключения агрегата к электронной сети должен быть не наименее 25 квадратных мм при длине кабеля наиболее 5 метров и не наименее 16 квадратных мм для кабеля протяженностью до 5 метров.

Мастер 202 в главном применяется для сварки по ММА-технологии, предполагающей внедрение стержней с хоть какими покрытиями (в том числе и электроды по алюминию). Он работает и на переменном, и на неизменном токе. Для начала эксплуатации устройства следует:

Инвертор можно употреблять по предназначению! По окончании работ не забудьте отключить оборудование и убрать из держателя использованный сварочный стержень.
3 Индивидуальности выполнения ТИГ-сварки
Foxweld Master 202 можно использовать и для производства аргонодуговой сварки на неизменном токе средством электродов неплавящегося типа. В этом случае разрешено сваривать медные изделия и железные конструкции, зажигая дугу контактным методом. Подготовка аппарата к работе при ТИГ-процессе смотрится последующим образом:

Опосля этого нужно открыть баллон (открутить вентиль) и настроить на выходе редуктора величину рабочего давления. Остановка подачи газа на свариваемый участок осуществляется с помощью крана на горелке.
ТИГ-сварка делается электродами из вольфрама, которые разрешают делать работы на неизменном токе. Краешек сварочных стержней при всем этом необходимо непременно затачивать на 90–120 градусов при силе тока от 120 до 250 ампер, на 60–90 градусов (от 30 до 120 ампер), на 30 градусов (ток не наиболее 30 ампер). Принципиально, не считая того, верно подобрать стержень из вольфрама. Его поперечник должен быть: при токе от 100 до 200 А – 2 мм; при токе от 60 до 150 А – 1,6 мм; ток до 80 А – 1 мм.

Дуга при ТИГ-процессе загорается контактно – сварочным стержнем касаются детали, приготовленной для обработки, а потом отводят его от поверхности. Завершать рабочий процесс следует средством роста дистанции меж заготовкой и горелкой («разрыв» дуги). Подачу газа при всем этом останавливают не сходу, а через 5–6 секунд опосля окончания сварки.
Обратите особенное внимание на то, что описываемый инвертор настроен на ММА-сварку. Будьте готовы к тому, что внедрение Мастера 202 по ТИГ-технологии будет постоянно сопровождаться чрезмерным нагревом вольфрамового сварочного стержня.
4 Кратко о вероятных проблемах инвертора и методах их устранения
В тех вариантах, когда инвертор находится во включенном состоянии, охлаждающее устройство нормально работает, а зеленоватый сигнал готовности аппарата к работе не зажигается, нужно сходу же обращаться в ремонтную службу. Если во время использования агрегата вы ощущаете удары током, необходимо кропотливо проверить свойство контактов разъема вилки и заземляющего провода, розетки и кабеля.
Остальные виды поломок инвертора Мастер:


Сварочный аппарат foxweld мастер 202 характеристики
Сварочные инверторные аппараты Мастер 202 разработаны и изготовлены для экспертов, предусмотрены для ручной дуговой сварки штучным покрытым электродом.
Главные индивидуальности – мощность, надежность, компактность.
Усовершенствованная схема стабилизации сварочного процесса дает неплохой поджиг и «мягенькую» сварочную дугу с наименьшим разбрызгиванием.
Данное устройство дозволяет проводить сварку неизменным током, используя инверторную технологию преобразования и управления сварочным током.
Для облегчения процесса сварки в режиме ММА и получения наиболее высококачественного сварного соединения, аппарат имеет интегрированные
функции: Anti-Sticking, Arc-Force и Hot-Start.
Аппараты серии «Мастер» – различаются обычный панелью управления и возможностью работать при пониженном напряжении.
На панели управления имеется светодиод "термозащита".

Тут вы сможете поглядеть видео обзор FoxWeld Мастер 202T. Выяснить характеристики, прочесть отзывы о FoxWeld Мастер 202T.
Магазины, в каких можно приобрести этот продукт и его аналоги
Видео обзоры
Характеристики
* Четкие характеристики уточняйте у торговца.
| Количество фаз питания | 1 |
| Длительность включения при наивысшем токе | 70 % |
| Напряжение на входе | 187-253 В |
| Сварочный ток (MMA) | 20-200 А |
| Сварочный ток (TIG) | 20-200 А |
| Тип выходного тока | неизменный |
| Типы сварки | ручная дуговая сварка (MMA), аргонодуговая сварка (TIG) |
| Поперечник электрода | 1.60-5 мм |
| Напряжение холостого хода | 62 В |
| Макс. сварочный ток при непрерывной работе | 155 А |
| Тип устройства | сварочный инвертор |
| Мощность | 7.40 кВт |
| Рабочее напряжение | 28 В |
| Класс изоляции | F |
| Комплектация | оборотный кабель с зажимом, электрододержатель для ручной дуговой сварки |
| Масса | 8 кг |
| Форсаж дуги | есть |
| Степень защиты | IP23 |
| Жаркий старт | есть |
| КПД | 80 % |
| Габариты, ДхШхВ | 370х150х230 мм |
| Антиприлипание | есть |
* Четкие характеристики уточняйте у торговца.
Плюсы и минусы FoxWeld Мастер 202T
Отзывы о FoxWeld Мастер 202T
Спасибо, ваш отзыв скоро покажется на веб-сайте.
Аннотации и файлы
| Файл | Страничек | Формат | Размер | Действие |
Чтоб ознакомиться с аннотацией изберите файл в перечне, который вы желаете скачать, нажмите на клавишу "Загрузить" и вы перейдете на страничку, где нужно будет ввести код с рисунки. При правильном ответе на месте рисунки покажется клавиша для получения файла.
Если в поле с файлом есть клавиша "Просмотр", это означает, что можно просмотреть аннотацию онлайн, без необходимости закачивать ее на комп.
В случае если материал по вашему не полный либо нужна доборная информация по этому устройству, к примеру драйвер, доп файлы к примеру, прошивка либо микропрограмма, то вы сможете задать вопросец модераторм и участникам нашего общества, которые постараются оперативно отреагировать на ваш вопросец.









detector

АО «Машиностроительный завод «Штамп»

АО «НПО «СПЛАВ»

Корпорация ВСМПО-АВИСМА

ТСО АО «Арконик СМЗ»

АО «Судостроительный завод

АО «АТОМПРОЕКТ»

Компания «Прибор сервис»

ПАО «Тульский оружейный завод»

ФГУП «ВНИИА»

ОАО Стройкомплекс НПО ПМ

OOO «Воротынский энергоремонтный
завод»

АО СУДОХОДНАЯ КОМПАНИЯ
«АЛРОСА-ЛЕНА»

Компания «Металлоинвест»

НПП «Аэросила»

Холдинг «Вертолеты России»

Завод электротехнического
оборудования

Компания BRIDGESTONE

ПАО «РУСПОЛИМЕТ»
