Как паять нержавейку и разработка пайки жестким припоем

Но необходимо направить внимание на то, что некие никелированные сплавы при нагреве до температуры 500-700 градусов. Могут создавать карбиды, их уровень выделения зависит от длительности пайки, потому время процедуры необходимо сокращать.
Образующиеся карбиды существенно понижают коррозийную устойчивость нержавеющей стали. Для того чтоб минимизировать выделение карбидов добавляют титан либо по окончании пайки проводят доп термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, потому пайка происходит опосля отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки стопроцентно зависит от таковых черт: состава стали, критерий пайки. Необходимо увидеть, что изделия, которые изготовлены в коррозийных условиях, необходимо паять при помощи серебряных тинолей, где в составе находится в маленьком количестве никель. Медь, серебряно марганцовые, также хромоникелевые припои употребляются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сейчас почаще всего употребляют буру. Она наносится на соединение в форме порошка либо пасты. Когда бура расплавляется, остальной сплав равномерно греется до образования ярко-красного каления (850 градусов). При достижении данной для нас температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по окончании пайки делают при помощи промывки спаянного изделия в воде, либо при помощи песочной обдувки. Соляная либо азотная кислота, которые можно применять при очистке, весьма нежелательны на этом шаге работы с нержавеющей сталью, потому что они совместно с припоем разъедают главный сплав.
- 1 Пайка нержавейки в домашних условиях
- 2 Пайка при помощи газовой горелки
- 3 Работа с жесткими припоями
- 4 Как избрать флюс для пайки
- 5 Советы экспертов
- 6 Главные ошибки во время пайки
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер повсевременно сталкивается с бытовыми сложностями, которые ему нужно устранять без помощи других. Но часто случается и так, что необходимо создать работу, связанную с обработкой нержавеющей стали своими руками. Потому для этого потребуются определенные способности, умения и познания. Также необходимо будет обзавестись некими материалами и инструментами. Вот список всего нужного:
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Ратфиль либо наждачка;
- Трубка;
- Железный трос.
Сейчас, когда с инвентарем для пайки обусловились, необходимо выяснить этапы выполнения действий:
- Для обработки нержавейки, необходимо вначале позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Необходимо знать, что мощней выбирать паяльничек для обработки нержавеющей стали нет смысла. Флюсом служит рядовая паяльная кислота. Также не запамятовывайте про то, чтоб под рукою постоянно был оловянно-свинцовый припой.
- Когда все нужные инструменты и материалы готовы для пайки, можно начинать работу. Сначала нужно зачистить пространство соединения нержавеющей стали: выполнить это можно с помощью наждачные бумаги либо ратфиля. По окончании чистки рабочих участков нужно нанести паяльную кислоту с следующей обработкой. Если обработка не выходит (припой не прилипает к поверхности нержавейки), то необходимо повторно произвести манипуляции с паяльной кислотой кропотливо разогретую поверхность, потом выполнить обработку поновой.
- В случае, когда вы сделали вторую попытку, и она не закончилась фуррором, и припой снова отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно создать своими: будет нужно кусочек трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из железного троса. Сейчас, нанесите на пространство пайки кислоту, а опосля подведите сразу сюда щетку и паяльничек. Потом начните работать 2-мя инструментами. Необходимо отметить, что этот процесс весьма отлично помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали вышло отлудить, начинайте пайку нержавеющей стали, используя в работе паяльничек и флюс.
Пайка при помощи газовой горелки
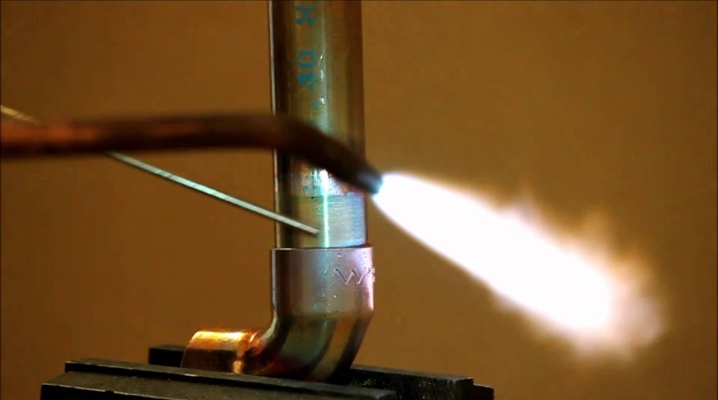
 Детали нагревают при помощи газовой горелки либо облуженного наконечника паяльничка. Во время работы с горелкой нужно смотреть, чтоб в пламени находилось не очень много кислорода, поэтому что это принуждает окисляться нержавейку. Это можно найти по цвету огня (он должен быть голубым), если цвет бледноватый и огнь слабенький, то это показывает на переизбыток кислорода. Чтоб прогреть соединение, горелку необходимо плавненько перемещать.
Детали нагревают при помощи газовой горелки либо облуженного наконечника паяльничка. Во время работы с горелкой нужно смотреть, чтоб в пламени находилось не очень много кислорода, поэтому что это принуждает окисляться нержавейку. Это можно найти по цвету огня (он должен быть голубым), если цвет бледноватый и огнь слабенький, то это показывает на переизбыток кислорода. Чтоб прогреть соединение, горелку необходимо плавненько перемещать.
Касаясь сплава временами припоем, определяют, свойство достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к сплаву.
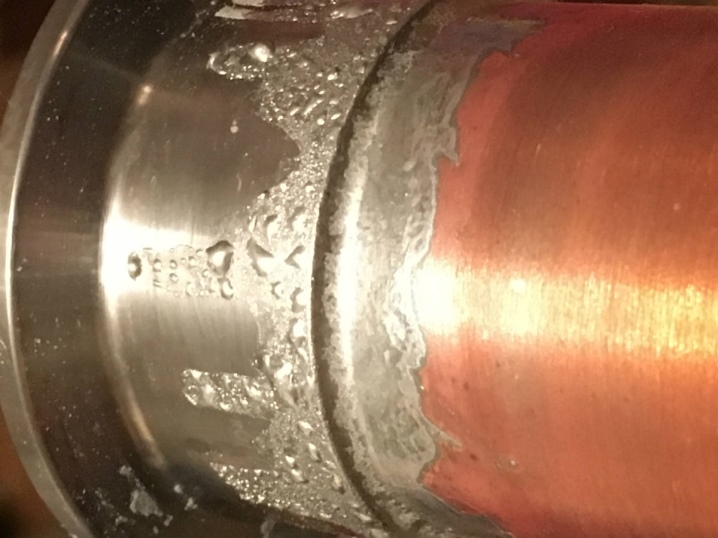
Потом припой здесь же накладывается в ту часть, где необходимо создать стык, при всем этом детали продолжают нагревать, чтоб припой, плавясь, потихоньку заполнил собой стопроцентно стык. В случае, когда на каком-то участке водянистого припоя не хватает, его нагревают посильнее, чем остальные места, и припой сам стекает в него. Очевидным признаком высококачественной пайки считается вытекание из соединения избытка припоя.
Работа с жесткими припоями
Пайка нержавейки непревзойденно происходит при помощи текучего, водянистого, флюсованного припоя с пониженной температурой плавления и высочайшими капиллярными чертами. Этот припой достаточно эластичен, имеет прекрасные раскислительные характеристики, которые весьма полезны при работе с нержавеющей сталью.
Также сумеет совладать с латунью, медью и некими другими материалами. Пайка таковыми жесткими припоями весьма отлично подступает для нержавейки. Нержавеющая сталь не содержит в для себя кадмия, а процентное количество серебра тут составляет 30 %. Обработка материала жесткими припоями дает отличные результаты, давая возможность получить долговременное и высококачественное крепление металлов.
Припой HTS528 сумеет совладать с медью, латунью, никелем, бронзой, нержавейкой, также другими сплавами. Вместе с остальными жесткими припоями сейчас, этот тиноль является более нужным. Смотрится припой, как пруток, обработанный красноватым флюсом. Размер прутка около 45 см., а масса 20 гр. Температура плавления составляет 760 градусов.
Как избрать флюс для пайки
 Маленькие элементы паяют регулируемыми бензо-воздушными горелками (этот способ адаптирован больше для ювелирных изделий). Наиболее большие части идеальнее всего паять ацетиленом. Это касается и при выбирании флюса для нержавеющей стали, потому что данный сплав весьма требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры.
Маленькие элементы паяют регулируемыми бензо-воздушными горелками (этот способ адаптирован больше для ювелирных изделий). Наиболее большие части идеальнее всего паять ацетиленом. Это касается и при выбирании флюса для нержавеющей стали, потому что данный сплав весьма требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры.
Для маленьких деталей из нержавейки сможете приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс необходимо развести в воде, потом нанести на деталь, когда он засохнет, то припой будет непревзойденно прилипать к поверхности сплава.
Другими словами, участок пайки не протравливается, а только зачищается с помощью наждачные бумаги. Медь плохо разливается по поверхности стали, потому лучше применять латунь Л 63. Для наиболее высококачественной пайки можно также применять серебро и латунь, изготовив из их припой.
Советы экспертов
Есть много людей, которые, так сказать, в работе с пайкой «собаку съели». И они делятся личным опытом, приобретенным на практике, давая полезные советы:
- Паяльничек идеальнее всего выбирать с необгораемым жалом.
- Электронный паяльничек нужен мощностью 60-100 Ватт. Самый лучший паяльничек 100 Ватт. Наименее мощнейший паяльничек не сумеет прогреть сплав.
- Ортофосфорная кислота идеальнее всего служит в роли флюса.
- В качестве пропоя лучше использовать оловянно-свинцовые прутки. Также можно применять олово в чистом виде. Необходимо сказать, что оловом лучше паять предметы посуды, потому что незапятнанное олово в для себя не содержит свинца.
- При работе с пайкой нужно применять средства личные защиты.
- Пайка должна происходить в отлично проветриваемом и открытом помещении.
Главные ошибки во время пайки
 Если во время подготовки, выбора материалов либо в процессе пайки изготовлена ошибка, то припой может не разливаться по поверхности и не скреплять детали. Случается так, что детали перед пайкой были недостаточно отменно зачищены либо плохо разогрелись. Часто это происходит с изделиями огромного размера. Наконечник паяльничка опосля хоть какого сеанса нужно отлично очищать, а чтоб была возможность ювелирных работ, его нажимало временами нужно затачивать.
Если во время подготовки, выбора материалов либо в процессе пайки изготовлена ошибка, то припой может не разливаться по поверхности и не скреплять детали. Случается так, что детали перед пайкой были недостаточно отменно зачищены либо плохо разогрелись. Часто это происходит с изделиями огромного размера. Наконечник паяльничка опосля хоть какого сеанса нужно отлично очищать, а чтоб была возможность ювелирных работ, его нажимало временами нужно затачивать.
Чтоб получить высококачественное соединение, не стоит паять нержавеющую сталь незапятнанным свинцом или применять канифоль. Если припой из олова, то работать с ним бывает достаточно трудно из-за его слабенькой смеси. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, повсевременно ломаясь и крошась. Наилучшее состояние олова для крепления – если оно похоже на жидкость.
Высококачественный припой, который уложен по всем правилам, можно только поцарапать, но не отделить от участка спаивания нержавеющей стали. Чтоб не попортить соединение в предстоящем, опосля пайки изделию нужно отдать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по бокам, и потом кропотливо промывают с мылом.
Как паять нержавейку: разработка пайки нержавейки жестким припоем
Пайка нержавейки оловом в домашних условиях паяльничком своими руками. Разработка пайки оловом нержавейки. Выбор припоев для пайки труб из нержавеющей стали.
Как выполнить пайку в домашних условиях
С таковыми задачками, как соединение деталей из нержавейки с помощью пайки и пайка нержавейки с медью, часто сталкиваются и в домашних условиях. Изделия, сделанные из нержавеющей стали, интенсивно употребляются в быту уже в протяжении почти всех лет, потому, когда они по любым причинам приходят в негодность, у хоть какого домашнего мастера возникает естественное желание отремонтировать их без помощи других. Следует сходу сказать, что спаять детали из нержавейки не так и трудно, основное – строго придерживаться технологии, также запастись надлежащими инструментами и расходными материалами.

Освойте технику пайки на обычных соединениях, а потом пробуйте работать с наиболее ответственными деталями
Перед тем как приступать к пайке нержавейки, весьма лучше не только лишь изучить теоретический материал по данному вопросцу, да и наиболее тщательно познакомиться с правилами его выполнения с помощью обучающих видео.
Чтоб паять изделия из нержавейки, для вас потребуются последующие инструменты и расходные материалы:
- паяльничек, работающий от электро энергии, мощность которого составляет не наименее 100 Вт;
- особая паяльная кислота, которая будет применена в качестве флюса;
- ратфиль либо наждачка;
- припой, специально созданный для соединения железных деталей, базу которого составляют олово и свинец;
- трос, сделанный из стали;
- железная трубка.

Материалы и инструменты для пайки
Подбирая паяльничек для работы с нержавейкой, следует приостановить собственный выбор конкретно на инструменте с мощностью 100 Вт. Внедрение наиболее массивного устройства для выполнения таковых работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки производится по последующему методу.
- Сначала нужно кропотливо зачистить пространство грядущего соединения, для что употребляется наждачка либо ратфиль.
- Опосля подготовки поверхностей соединяемых деталей на их нужно нанести флюс, в качестве которого, как уже говорилось выше, употребляется паяльная кислота. Основная задачка флюса состоит в том, чтоб обеспечить высококачественное лужение соединяемых деталей.
- Опосля того как поверхности соединяемых деталей обработаны флюсом, нужно выполнить их лужение, которое заключается в нанесении на их узкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то нужно повторить такую функцию, за ранее разогрев соединяемые детали.
- Даже опосля нагрева изделий и их повторной обработки флюсом лужение может не увенчаться фуррором – припой будет просто скатываться с поверхности деталей, а не ложиться на их узкой пленкой. В таком случае нужно пользоваться кисточкой с металлическими жилами, которую нетрудно сделать из трубки и железного троса. Перед внедрением таковой щетки на поверхность деталей также нужно нанести флюс (паяльную кислоту) и лишь потом, нагревая пространство грядущего соединения паяльничком, зачищать его с помощью железной кисточки. Таковая легкая методика дозволяет отлично очистить поверхность нержавейки от окисной пленки, которая, обычно, и является главным препятствием для воплощения высококачественного лужения.
- Опосля того как на соединяемые изделия удалось нанести узкий слой олова, можно начинать их паять. Производится таковая процедура с помощью паяльничка и припоя, которым заполняют стык меж деталями.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягенькими припоями, сделанными на базе олова и свинца, так и жесткими типами присадочного материала, в состав которого входят наиболее тугоплавкие сплавы.
Мягенький припой за счет того, что его базу составляет олово, является легкоплавким материалом, отличающимся высочайшей пластичностью и жидкотекучестью в расплавленном состоянии. Что в особенности принципиально при выполнении пайки изделий из нержавейки, он владеет неплохой раскислительной способностью.

Характеристики мягеньких припоев
Наиболее надежные соединения как в производственных, так и в домашних условиях дозволяет получить пайка, выполняемая с внедрением жестких припоев. Сплавы, из которых их изготавливают, плавятся при наиболее высочайшей температуре, чем олово, что и дозволяет получать с помощью их надежные и долговременные соединения. Весьма нередко материалы данного типа создают на базе технического серебра, которого в их составе может содержаться до 30%.
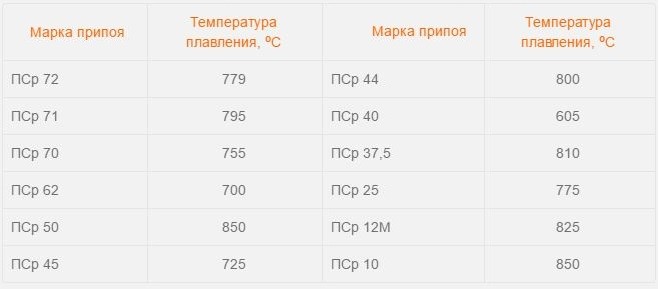
Главные марки серебряных припоев
Одним из фаворитных типов твердого припоя является материал марки HTS-528, который удачно употребляется для пайки не только лишь нержавейки, да и меди, латуни, бронзы, никеля и остальных металлов. Комфортно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таковым припоем в производственных условиях либо дома, следует иметь в виду, что температура его плавления составляет 760°.

Припой HTS-528, представляет собой пруток, покрытый флюсом красноватого цвета. Кроме нержавейки подступает для чугуна и цветных металлов
Индивидуальности проведения работ в домашних условиях
Изделия из нержавеющей стали есть в большинстве квартир и домов. При их поломке можно испытать соединить детали без помощи других. Пайка нержавейки в домашних условиях просит не только лишь подготовки инструментов и расходных материалов, да и навыка. В 1-ые разы лучше трениться на изделиях, которые не жаль выбросить.
Для проведения работ необходимо оборудовать рабочее пространство. Делать спайку необходимо на негорючей поверхности, которая не передаёт тепло. В помещении обязана быть установлена система вентиляции для вытяжки испарений флюса и припоя. На десктопе требуется расположить тиски либо струбцины, для зажатия скрепляемых деталей.
Разработка работы паяльничком:
- Пайка нержавейки электронным паяльничком начинается с зачистки рабочей поверхности и её обезжиривания.
- Дальше на пространство соединения наносится флюс.
- Припой умеренно распределяется по соединяемой поверхности при помощи паяльничка.
Бывают ситуации, когда припой не желает приставать к материалу. Чтоб поправить эту делему, требуется повторно зачистить поверхность при помощи проволочной щётки и обезжирить её.
Если работы проводятся при помощи газовой горелки, необходимо учесть некие индивидуальности. Требуется нагревать заготовку, а не пространство соединения деталей. Таковым образом припой расплавляется умеренно и не разливается в стороны. Заканчивать нагрев необходимо опосля вытекания припоя из шва.
Правила пайки нержавейки в домашних условиях
Для пайки нержавейки в домашних условиях используют паяльную либо ортофосфорную кислоту и припои на базе олова. Мощность паяльничка не обязана быть наименее 100Вт.
Делают работу в несколько поочередных шагов:
- Очищают кромки заготовок при помощи наждачные бумаги либо мелконасечного ратфиля.
- Проводят сервис кромок: обрабатывают флюсом соединяемые поверхности и паяльничком наносят разогретый припой. Если олово не прилипает, функцию следует повторить.
- Перебегают конкретно к пайке.
Опосля окончания процесса флюс смывается водой.
Изготовление флюса
При пайке нержавейки следует весьма пристально отнестись к вопросцу выбора готового флюса либо рецептуре его самостоятельного производства. Традиционный состав флюса, который можно приготовить и дома, включает последующие составляющие:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, различающихся маленькими размерами, можно приготовить флюс, который будет состоять лишь из буры и борной кислоты, смешанных в схожей пропорции. Перемешав составляющие флюса в сухом виде, его нужно развести водой и уже приобретенным веществом обрабатывать пространство грядущего соединения.
Достоинства пайки нержавейки оловом
Применение мягеньких составов на базе олова дает последующие достоинства:
- простота выполнения паяльных операций для маленьких предметов;
- маленькая подготовка;
- доступность паяльных материалов;
- достаточное свойство пайки для не самых ответственных деталей.

Пайка нержавейки оловом
Пайка оловянными мягенькими составами быть может стремительно освоена домашним мастером.
Пайка нержавейки с иными сплавами
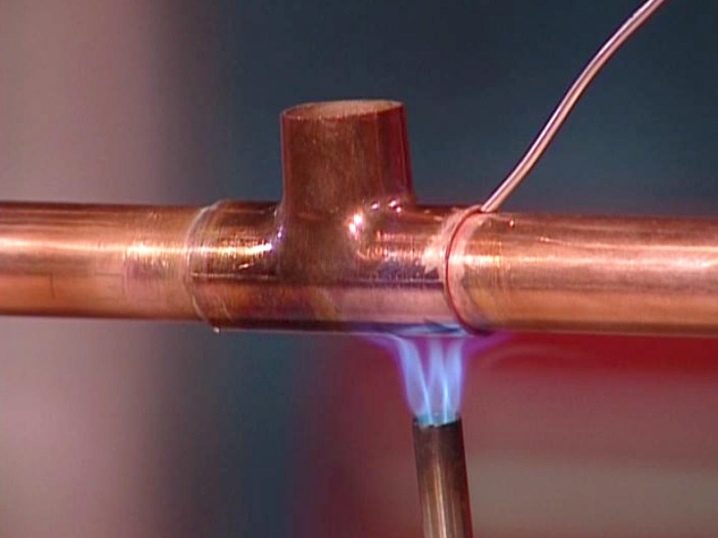
Спаивание нержавеющей стали с иными сплавами — процедура непростая, что обосновано разными температурными режимами плавления. Почаще всего требуется соединить конструкции из нержавейки и медные либо латунные заготовки.
Порядок пайки фактически не различается от обычного, но применять в таком случае лучше горелку, потому что слабомощный паяльничек не управится с твёрдыми медно-фосфорными либо серебряными припоями.
Недочеты пайки нержавейки оловом
Не считая плюсов, пайка нержавейки оловом имеет и недочеты
- низкая крепкость соединения;
- снижение наибольшей температуры эксплуатации запаянных предметов до температуры пластичности олова;
- затруднения при пайке, вызванные высочайшей жидкотекучестью олова.
Из-за высочайшей текучести трудно запаивать швы на вертикальных и наклонных поверхностях.
Полезные советы
Чтоб выполнить пайку нержавейки отменно, следует пользоваться советами опытнейших профессионалов.
- Мощность паяльничка, который должен отлично прогревать соединяемый сплав, находится в интервале 60–100 Вт, но лучше приостановить собственный выбор конкретно на стоваттном устройстве. Для пайки габаритных деталей, к примеру труб из нержавейки, будет нужно не электронный паяльничек, а газовая горелка.
- Выбирая электронный паяльничек, лучше приостановить собственный выбор на моделях, снаряженных наконечниками, которые не обгорают.
- Более экономным и всепригодным типом припоя, позволяющим получать высококачественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В этом случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами либо жидкостями, в качестве припоя лучше применять незапятнанное олово, которое не содержит в собственном составе вредных примесей.
- Помещение, в котором производятся работы по пайке, обязано отлично проветриваться.
- Выполняя пайку, следует непременно применять личные средства защиты, чтоб не навредить собственному здоровью.
Главные ошибки
Если с учетом советов все равно не вышло создать высококачественное соединение, означает, таковая беда может произойти из-за:
нехороший зачистки сплава и слабенького обезжиривания;недостающего прогрева нержавейки;ошибочно подобранного припоя либо флюса;того, что спаянная деталь была предана механическому действию очень рано, так как изделие не успело застыть.
Можно ли спаять нержавейку с медью?
Пайка меди с нержавейкой хоть и является довольно сложным действием, да и это все таки может быть. Дело в том, что соединение нержавейки с нержавейкой и меди с медью происходит намного почаще, потому что итоговое свойство соединение выходит существенно лучше. Но в разных ситуациях, когда требуется создать такое соединение, то приходится уступать качеством. Специально для схожих случаев выпускают особенные припои, которые разрешают создать надежное соединение, отвечающее эксплуатационным требованиям. Если для остальных типов пайки внедрение флюса далековато не постоянно непременно, то тут требуется провести полный диапазон процедур, включая лужение, также применять все доп материалы.
Пайка нержавеющей стали оловом
Нержавеющая сталь — это один из сложных материалов для пайки. Для высококачественного соединения нужно верно подобрать тип припоя, необходимое оборудование, также выполнить поочередный процесс. Почти всегда мастера для данной для нас цели выбирают припои из олова.

Индивидуальности
Чтоб спаять нержавейку, быть может применен припой различных составов. Изюминка заключается в том, что в таком материале в большей степени обязано находиться олово. Мягенький припой обычно относится к маркам ПОС. В нем преобладает содержание олова, что присваивает ему плавкости и тягучести.
Таковой состав дозволяет припою просачиваться во все обрабатываемые участки, значимым образом улучшая адгезию.

Преимущество олова заключается к тому же в том, что этот материал является потрясающим раскислителем. Недочет мягеньких припоев заключается в низкой прочности получаемого соединения. В жестком припое тоже содержится достаточное количество олова. Для твердости в припой такового типа добавляется серебро. Припои с таковым составом обозначаются ПСр.

Работа с припоем из олова имеет огромное количество преимуществ.
- Доступность применяемых материалов. Приобрести таковой припой можно в большинстве магазинов по незначимой стоимости.
- Отменная плавкость состава.
- Легкое проникновение материала в недоступные участки. Это обеспечивается неплохой текучестью состава.

Недочеты тоже имеются, но они не такие значительные. К ним можно отнести: высшую текучесть состава, незначимую крепкость соединения (снова же из-за мягкости припоя). Не считая того, запаянные изделия недозволено нагревать до температуры, при которой припой начнет расплавляться.
К примеру, если запаять чайник и поставить его на огнь, то в некий момент припой может просто потечь. В итоге появляется дырка на месте даже самого высококачественного шва.
Еще из-за высочайшей текучести таковым припоем трудно обрабатывать наклонные и вертикальные поверхности.
Оборудование
Основное устройство, которое нужно приготовить для проведения работ — это паяльничек с мощностью не ниже 80, да и не наиболее 100 ватт. Если мощность паяльничка будет меньше, то обрабатываемые поверхности прогреются недостаточно. Если устройство будет наиболее массивным, то поверхности разогреются чрезвычайно, и припой будет в буквальном смысле течь.

Если предпочтение было выбрано жесткому припою, будет нужно добавочно запастись газовой горелкой. Для спаивания нержавейки безупречным составом будет оловянно свинцовый. А в качестве флюса можно применять или хлористый цинк, или паяльную кислоту.
Для того чтоб не успела повторно формироваться оксидная пленка, наносить флюс следует конкретно перед пайкой. Принципиально заблаговременно приготовить свое рабочее пространство. Недозволено допускать, чтоб в помещение, где будут проводиться работы, могли попасть малыши и домашние питомцы.

Разработка
Как уже говорилось, пайка нержавеющей стали — это трудозатратный процесс, выполняя который, нужно прилагать определенные усилия. Пока разогревается паяльничек, нужно кропотливо приготовить обрабатываемую поверхность:
- зачистить с помощью шкурки (принципиально не переусердствовать и не разрушить изделие, так как от интенсивных действий возникают видимые царапинки);
- провести обезжиривание особым веществом, уайт-спиритом либо ацетоном;
- обработать поверхность имеющимся флюсовым составом.

К тому времени, как эти процедуры будут завершены, паяльничек уже будет разогрет. Это означает, что можно смело перебегать к процессу пайки. Если припой мягенький, то разогреть поверхность можно жалом паяльничка. При твердом припое лучше применять газовую горелку. Тут весьма принципиально надзирать уровень кислорода, так как его излишек может попортить итог работ.
Найти просто: если пламя горелки получило синий колер, то кислород находится в излишке.
Когда поверхность будет прогрета до той температуры, при которой начнется плавление припоя, можно приступать к процессу. Осуществляя регулярную подачу припоя, принципиально кропотливо проходить любой участок поверхности. Цель таковых действий – сформировать очень ровненький, а основное — высококачественный шов.
В домашних условиях часто приходится паять предметы домашней утвари. Следует держать в голове, что даже при проведении незначимых работ необходимо позаботиться о рабочем месте. Оно не обязано быть загромождено сторонними предметами. Если по некий причине шов вышел плохим, лучше опять зачистить и обезжирить этот участок, а позже повторить функцию пайки.

Всераспространенные ошибки
Начинающие мастера довольно нередко в работе допускают ошибки, приводящие к плохой пайке. К более всераспространенным ошибкам относятся такие.
- Плохая зачистка. Если мастер во время выполнения работ недостаточно отлично поработает шкуркой либо упустит этот момент, материал не схватится с обрабатываемой поверхностью.
- Недостающее обезжиривание поверхности. Необходимо кропотливо обработать веществом любой участок.
- Недостающий прогрев деталей, из-за которого происходит недостающее проникновение припоя во все участки обрабатываемой поверхности.

Чтоб получить вправду неплохой итог, нужно временами очищать наконечник нажимала паяльничка. Свойство приобретенного соединения можно проверить, если поколупать его отверткой либо каким-то остальным схожим предметом. Надежный шов отслоить таковым методом не получится.

Если весь процесс был проведен отменно и с соблюдением всех критерий, то шов будет крепким. Весьма принципиально трепетно подступать к выбору припоя, покупая его лишь в испытанных магазинах. Плохой материал может попортить итог даже у самого опытнейшего мастера.

О том, как паять сплавы в домашний условиях, смотрите в последующем видео.
























