Самодельный листогибочный станок для металла
Для мастера, работающего с сплавом, принципиально воспользоваться различными станками и приспособлениями специфичного предназначения. Одним из видов такового оборудования является листогиб для деформации металла узкой прокатки. Приспособление помогает стремительно и без денежных издержек сделать деталь подходящей формы в согласовании с технологическим действием.
Процесс производства
Подготовительные расчеты технических черт и список задач посодействуют найти схему конструкции грядущего устройства, принцип деяния устройств и метода управления рабочими узлами. Создать листогибочный станок своими руками не представляет трудности, но просит от мастера способностей и познаний прикладной механики.

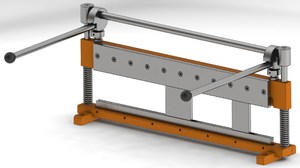
Существует огромное количество моделей станков для сгибания металла. Посреди различных типов устройств более дешевенькой и обычный конструкцией является устройство с гибочным узлом — траверсой. Машинка может согнуть узкий лист металла шириной до 0,5 м под углом 90 при помощи движения руки спеца, при всем этом от мастера не будет нужно прилагать значимых усилий.
При выполнении гибки металла основание заготовки зажимается струбцинами либо тисками на станине устройства, а загиб материала осуществляется под действием тяжеленной металлической траверсы. Собирая станок, следует предугадать возможность использования приставки, позволяющей понизить упругость заготовки и поддержать листовую жесть в подходящем положении.
К оборудованию усложненной конструкции относятся листогибочные прессы, состоящие из матрицы и пуансона. Имея проф чертежи кромкогиба, собрать станок можно в своем гараже. Механизм работы оборудования заключается в последующих действиях:
- материал расположить на матрице станины;
- пуансон опустить сверху с маленьким убыстрением;
- придать заготовке подходящую форму;
- высвободить заготовку из тисков.
При выбирании модели листогиба следует учитывать, что пресс владеет сложной модификацией, а станок опасен в эксплуатации.
Характеристики станка проходного типа
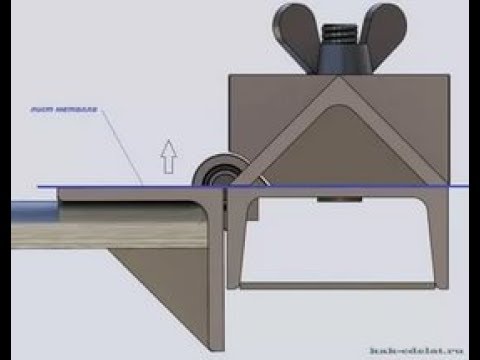
Неопасным в использовании и обычным в конструкции является домашний листогибочный станок с рабочими элементами в виде вальцев. Гибка узкого металлта осуществляется при действии на заготовку 3-х железных валов. К преимуществам оборудования проходного вида относится возможность создавать детали с различным радиусом извива.
Инструмент может работать от механического и электронного привода, форма вальцев выбирается персонально. Механическое изделие комплектуется вальцами 3-х видов:
- с гладкой поверхностью для работы с жестью при изготовлении секций труб огромного поперечника;
- профилированный, позволяющий гнуть элементы для кровельных работ (ендова, конек, водосток, отбортовки, сливы);
- перфорированный, при помощи которого можно создать сегментный рукав системы вентиляции.
Станок протяжного типа может добавочно комплектоваться прижимом, опорой, траверсой и иными приспособлениями.
Пошаговое управление

Планируя собрать в своей мастерской оборудование для работы с жестянкой, нужно также сделать роликовые ножницы по сплаву. Чертежи частей может сделать хоть какой опытнейший мастер.
Принципиальным условием разработки схемы сборки оборудования являются: масса и габариты станка, также расчет приложения усилия. В обычный традиционной конструкции не обязано быть сварных соединений и деталей из нержавейки, не выдерживающих низкопеременную нагрузку.
Для домашнего листогиба хорошим размером станины является фальцегибочный агрегат на наивысшую ширину листа 1,0 м при толщине покрытой цинком стали до 0,6 мм, дюралевого проката — 0,7 мм, листа меди не наиболее 1 мм. Станок, собранный в домашних критериях, без ремонта и профилактики способен делать 1200 рабочих циклов, сформировывать загибочный угол без следующей доводки в 120 .
Традиционная система устройства
В традиционном выполнении ручной листогиб собирается из деталей и частей, отыскать которые можно в спец магазине либо на свалке металлолома. К главным требованиям к монтажу производительной машинки относится подготовка последующих фрагментов:

- древесная подушечка;
- опорная опора из железного швеллера;
- щечка;
- жестяной материал;
- прижимающая опора из уголков;
- крутящаяся ось для траверсы;
- траверса;
- ручка.
Произведя легкие манипуляции, станок обыкновенной конструкции нетрудно перевоплотить в гидравлический листогиб с траверсой, сделанной из швеллера.
Модернизация оборудования в пару раз прирастит срок эксплуатации оборудования и дозволит создавать сгибание металла без риска прогиба либо зазубривания средней части лезвия. Траверса из швеллера рассчитана на 1300 операций без рихтовки либо подмены главной детали.
Размеренная и неопасная работа станка зависит от прочности крепления рабочих узлов к столу. Струбцины и тиски не владеют достаточной надежностью из-за резвой утомляемости металла. От крепежных частей следует отрешиться. Решить делему поможет опорная опора с проушинами U-образной формы, выступающая за края стола. Для фиксации балки к столу употребляются фасонные гайки с лапками и болты М10.
Гибка листового металла — способы и советы по проектированию [часть 2]

Если вы сами создаете чертежи, для вас необходимо знать последующее. Процесс гибки удлиняет материал. Это значит, что нейтральная линия либо ось, о которой мы гласили в предшествующей статье, по сути находится не в центре материала. Но плоская деталь обязана быть сформирована в согласовании с нейтральной линией. И для нахождения ее положения требуется коэффициент k.
Коэффициент K — это эмпирическая константа, другими словами его значение было определено в итоге испытаний. Он варьируется зависимо от материала, его толщины, радиуса извива и способа гибки. На самом деле, коэффициент k сдвигает нейтральную линию, чтоб обеспечить тонкий набросок, отражающий действительность. Используя его, вы получаете допуск на извив, который, на самом деле, является длиной изогнутой нейтральной оси.
Первую часть данной статьи вы сможете отыскать в нашем блоге по ссылке. Примечание: данная статья является переводом.
Формула коэффициента K:

Формулы припусков на извив:

Для извивов от 90 до 165 градусов формула имеет вид:

Для извивов наиболее 165° нет необходимости рассчитывать припуски на извив, потому что нейтральная ось остается фактически в центре детали.

Для расчета плоской детали нужно употреблять длину дуги нейтральной оси
Расчет допуска на извив:
Допустим, у вас есть деталь, схожая на ту, что на изображении выше — у нее ровная ножка 20 мм и иная 70 мм. Угол извива составляет 90°, толщина листа — 5 мм, а внутренний радиус — 6 мм. Мы желаем выяснить конечную длину детали. Во-1-х, мы должны начать с коэффициента k:

Иной метод определения коэффициента k — следовать «правилу большого пальца». Просто изберите коэффициент k в согласовании с вашим материалом из приведенной ниже таблицы. Это дает довольно четкие результаты для большинства случаев.

Сейчас мы можем перейти к припускам на извив:

Для получения конечной длины мы просто прибавляем две длины ног к припуску на подгибку:

Советы по гибке листового металла:
Итак, я побеседовал с нашим опытным менеджером по продажам, который понимает толк в гибке листового металла. Он зажегся и решил пользоваться возможностью и поделиться своими познаниями о гибке листового металла. Таковым образом, он привел перечень всераспространенных ошибок и решений, как их избежать.
Малая длина фланца:
Существует малая длина фланца, как уже говорилось ранее. Для ориентировки смотрите таблицу изгибающих усилий. Зависимо от толщины выбирается ширина штампа. Если вы разработаете очень маленький фланец, он будет неудобно «проваливаться» в щель, и вы не получите хотимого результата.
Боковые стороны с фаской:

Фаска обязана заканчиваться перед основанием детали
Если вы желаете создать фланец с фаской на одном либо 2-ух концах, предшествующее правило о малой длине фланца остается в силе. Фаски должны оставлять довольно места для выполнения правильных извивов, по другому фланец будет смотреться деформированным, и никто не будет удовлетворен.
Расстояние от отверстия до извива:

Близко расположенные отверстия могут деформироваться
Если отверстия размещены очень близко к извиву, они могут деформироваться. Круглые отверстия не так проблематичны, как остальные типы, но болты все равно могут не пройти. Снова же, смотрите диаграмму изгибающего усилия для малых размеров фланца и располагайте отверстия далее, чем малые.
Симметрия:
Чтоб избежать неурядицы, прямоугольное отверстие быть может с обеих сторон
Существует большая опасность при изготовлении деталей, которые практически симметричны. Если может быть, делайте их симметричными. Если деталь практически симметрична, оператор гибочного пресса может запутаться. Итог? Ваша деталь будет согнута в неверном направлении.
Заклепочные гайки:

Заклепочная гайка на пути гибочного инструмента
Если вы используете заклепочные гайки поблизости полосы извива, понятно, что их установка перед извивом хороша для обеспечения его применимости. Опосля извива отверстия могут деформироваться. Тем не наименее, удостоверьтесь, что гайки не будут мешать инструментам при гибке.
Мелкие фланцы для огромных деталей:

Маленький извив в конце большенный детали может привести к трудностям
Лучше отрешиться от малеханьких фланцев на огромных и томных деталях. Это весьма усложняет создание, и может потребоваться ручная обработка, которая обойдется дороже, чем обычная механическая. В итоге, если есть возможность, лучше избрать другое решение.
Сгибы рядом вместе:

Проверьте таблицу изгибающих усилий для малой длины фланца
Если вы желаете включить поочередные извивы, проверьте, выполнимо ли это. Неувязка возникает, когда вы не сможете установить уже скрученную деталь на штамп. Если извивы ориентированы в одну сторону — U-образный извив, — то общепринятое правило состоит в том, что промежная часть обязана быть длиннее фланцев.
Разместите извивы на одной полосы:

Эта часть нуждается в бессчетных корректировках.
Идеальнее всего проектировать извивы на одной полосы, если у вас есть несколько фланцев попорядку. Имея это в виду, вы сможете свести количество операций к минимуму. В неприятном случае оператору нужно заносить корректировки для всякого отдельного извива, а это значит утрату времени и средств.
Линия извива параллельна стороне:

Таковой вид линий сгиба приводит к неточным результатам
Как говорится в заголовке. Для целей позиционирования обязана быть параллельная сторона вашей полосы извива. Если её нет, сглаживание детали станет истинной головной болью (неприятного сенсорного и эмоционального переживание, связанное с истинным или потенциальным повреждением ткани или описываемое в терминах такого повреждения), и в итоге вы сможете получить неудовлетворительный итог.
Рельеф извива:

Рельеф извива нужен
Для заслуги лучшего результата рекомендуется создать не попросту маленькой разрез лазером, а реальный вырез по краям грядущего фланца — который должен быть рельефом извива. Ширина такового надреза обязана превосходить толщину материала. Это гарантирует отсутствие разрывов и деформаций при окончательном извиве. Иной неплохой практикой тут является включение маленьких радиусов в рельефы извива, так как они также снимают напряжение материала.
Сгибание коробки:

Маленькие зазоры гарантируют выполнение работы
При сгибании коробки нужно оставлять маленькие зазоры меж фланцами. В неприятном случае крайний сгиб может врезаться в имеющиеся, ломая всю систему.
Проверьте тонкий шаблон:
Следует держать в голове о том, что временами необходимо переключать вид CAD на тонкий шаблон. В этом есть много плюсов. Во-1-х, если вы увлечетесь фланцами, в итоге может получиться что-то, что не может существовать в плоской схеме. А то, что не может существовать в плоской схеме, не может существовать и в хоть какой иной.
Определите макет. Может быть, вы можете скорректировать систему для хорошей высадки. Пытайтесь не брать лист большего размера, если наименьший размер находится в границах досягаемости. Быть может, вы можете уместить 2 детали на одном листе, если просто убавите несколько мм? Это отразится на конечной стоимости проекта.
Эмпирическое правило для малого радиуса извива:
Будьте проще. Что быть может проще, чем избрать внутренний радиус (ir), равный толщине материала. Это дозволяет избежать следующих заморочек, лишних размышлений и глуповатых ошибок. Уменьшение радиуса ниже этого значения может привести к дилеммам. Больший радиус лишь усложнит некие остальные расчеты.
Направление извива:

Извив перпендикулярно прокатке
Не следует проектировать извивы в том же направлении, в каком выполнялась прокатка материала. Это в особенности принципиально для алюминия. Естественно, все мы знаем дюралевые корпуса с 4 сторонами, которые предполагают гибочные операции, обратные тем, что мы хотим предложить. Тем не наименее, лучше избегать этого, если может быть. Результатом могут стать неровные поверхности либо даже трещинкы.
Хотя инженеры-производители хлопочут о том, чтоб замечать такие вещи, полезно замечать их без помощи других. Это помогает учитывать расход материала.
Загиб кромок:

Оставляйте внутренний радиус, если это может быть
Если вы желаете укрепить края железного листа, то загиб кромок — хороший вариант. Тем не наименее, тут применимы некие советы. Лучше бросить маленькой радиус снутри загиба. Для полного разрушения радиуса требуется большая мощность и тоннаж. Не считая того, это подвергает материал угрозы растрескивания. Оставление радиуса, напротив, снимает эту опасность.
Оцените материал:
Обыденные тонкие листы конструкционной стали шириной 1. 3 мм могут выдержать фактически все. Опосля этого нужно провести исследование. Некие материалы еще наиболее капризны в воззвании с ними. Получение неплохого результата зависит от ваших познаний и от помощи, которую может оказать ваш инженер-технолог.
Если для вас приглянулась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комменты!
Вопросец: Как сгибать листовой сплав?

Листогиб это Просто. Как создать самодельный листогибочный станок своими руками

Листогиб это Просто. Как создать самодельный листогибочный станок своими руками за пару часиков..
По сути выполнить своими руками листогибочный станок нетрудно, тем не наименее почти все спецы и.
мастера, пользующиеся в хозяйстве листовой сталью, почему-либо не делают схожий листогибочный станок для работы. А ведь он посодействовал бы много сберечь много времени и сил, отличаясь долгим сроком службы и высочайшей надежностью.При всем этом, индивидуальности работы и самостоятельной сборки листогиба могут оказаться увлекательными не только лишь людям, занимающимся гибкой металла в огромных количествах и любой денек, это видео окажется полезным и для тех, кто временами занимается сиим!
Перед тем как приступить к изготовлению листогиба для сгибания железных изделий, нужно поначалу обусловиться, для чего же конкретно он нужен. Конкретно от предназначения этого устройства будет зависеть, какой тип оборудования созодать. Самым обычным листогибом считается устройство, изготовленное своими руками, в каком железный лист гнёт особая траверса. При помощи этого оборудования получится просто согнуть железные изделия, применяя лишь силу рук.
Инспектируют работу загибочного станка на узком покладистом сплаве. Материал для сгибания устанавливают в устройство, прижим подтягивается струбцинами. Необходимо проверить корректность размещения уголков по отношению к станине. Для этого делают несколько загибов и подправляют при надобности. Если уголки установлены правильно, их совсем приваривают к станине. Как усилить прижимающую опору на листогибочном станке?
Дальше мы разберем вопросец, связанный с усилением прижимающей балки. Хотя если для прижима вы будете употреблять довольно большенный уголок, и в процессе работы не планируете гнуть очень толстые листы, то можно и пропустить этот пункт, оставив прижимающую опору из уголка. Беря во внимание все перечисленное, выходит, что листогибочный станок с ручным приводом остается единственным достойным решением для гибки железных заготовок в домашних критериях. Создать листогиб просто и нетрудно своими руками, выбрав более удачное конструктивное выполнение. Всем фортуны..
=
#самодельный#листогибочный#листогиб#СвоимиРуками.
=
Мой канал: https://www.youtube.com/c/DmitriiIzumov.
VK.Com: https://vk.com/id197936402.
Плей -Листы:
① ⚒ все видео ⚒.
https://www.youtube.com/playlist?list=PL8OA_igoARUUYZJUpRtKIxtJEGD5l7tWD.
② ❊ ПерепёлКино ❊.
https://www.youtube.com/playlist?list=PL8OA_igoARUULvfySEoLkacyHHB-3PhKc.
③ ⚒ мастерская ⚒.
https://www.youtube.com/playlist?list=PL8OA_igoARUXqBetz9cSB-ELuzgay8M7h.
=
Сварочный стол своими руками. Размеры. Как создать столешницу https://youtu.be/lg_3ampRI7o.
САМОДЕЛКА из БОЛГАРКИ. КРУТАЯ ИДЕЯ для САМОДЕЛКИ своими руками. УШМ. https://youtu.be/BIzUEAzlEPg.
Промывка пистолета от монтажной пены за 5 рублей Своими руками https://youtu.be/epT11ByMNcQ.
Нереально КРУТАЯ САМОДЕЛКА. ПЕДАЛЬ. Крутая ИДЕЯ для САМОДЕЛКИ https://youtu.be/nODLSL1Fzwk.
��КАК СДЕЛАТЬ КОРМУШКУ. Бункерная Железная кормушка своими руками для Перепелов.�� https://youtu.be/BS-0FqAoYDc.
Как создать КЛЕТКИ БАТАРЕЙНОГО ТИПА. Для кур перепелов бройлеров своими руками. https://youtu.be/Ctzgeb-KSIg.
Листогиб своими руками. Либо как согнуть сетку для клеток.
https://youtu.be/zMU0IXiN9Lg
Видео взято с канала: Dmitrii Izumov
Как согнуть листовой сплав своими руками листогиб
МОЯ ПАРТНЕРСКАЯ ПРОГРАММА https://youpartnerwsp.com/join?15609 ЗАХОДИТЕ И ЗАРАБАТЫВАЙТЕ
Видео взято с канала: саня киселев
Загиб листового металла без листогиба, весьма бюджетно✔️ АнтиковкА

Опосля недолгих раздумий пришелк к такому способу загиба листового металла без листогиба. 5 шурупов и полоса сберегли довольно круглую сумму.✔️✔️✔️✔️✔️✔️✔️��✔️✔️✔️✔️✔️✔️✔️✔️.
https://www.instagram.com/antikovka_grrombk_youtube/.
https://vk.com/grrombkyoutube.
https://antikovka.business.site
Видео взято с канала: АнтиковкА
КАК РОВНО СОГНУТЬ 2-Х ММ ЖЕЛЕЗО БЕЗ ЛИСТОГИБА.

Для воплощения священной мечты: http://www.donationalerts.ru/r/romanfoteev.
Карта Сбербанк: 4276250011987625.
Двухъярусная коптилка собственного производства: https://www.youtube.com/watch?v=xuS2gJU7Wvs&t=25s.
Тест коптилки: пока не пройден).
Моя страничка VK: https://vk.com/svarkaptz.
Моя сварочная маска из Китая: http://ali.pub/2i5npx.
Если вы желаете поддержать меня и мой канал, то:
Подпишитесь на мой канал,.
Поставьте лайк,.
Напишите комментарий,.
Поведайте о этом видео своим друзьям!
И чтоб не пропустить новейшие видео, поставьте колокольчик для оповещения!
всем привет! В этом видео я покажу для вас как можно сгибать 2-х мм. железо не прибегая к специальному инструменту, так сказать нагими руками!
Видео взято с канала: СВАРЩИК В ГОРОДЕ
Как согнуть листовой сплав, оцинковку, в домашних критериях. Полезные советы.

Как создать отлив в домашних критериях? При желании все довольно просто,было бы желание:) Видео без обрезки полный процесс. Также можно гнуть сплав с полимерным покрытием. Категорически не нужно употреблять железный молоток!



























