Узнаем как варить тонкий металл электродом верно? Советы сварщикам и процесс
Узнаем как варить тонкий металл электродом верно? Советы сварщикам и процесс
Узкую сталь употребляют для производства самых разных конструкций. На предприятиях сварочные работы осуществляются при помощи особых аппаратов, которые обеспечивают изделия хорошим соединением. Как варить тонкий металл электродом дома? Каким оборудованием работать лучше? Конкретно такие вопросцы задают неопытные сварщики, обязанные работать дома. Информацию о том, как верно варить тонкий металл электродом, вы отыщите в данной статье.
В чем заключаются трудности?
Значимость вопросца, какими электродами лучше варить тонкий металл, обоснована тем, что в случае их неверного выбора либо несоблюдения правил работ у мастера могут появиться задачи. К ним можно отнести последующее:
- Ввиду того, что работать приходится с довольно узким материалом, принципиально верно высчитать силу тока. В неприятном случае в сплаве могут образоваться несколько сквозных дыр. Также они являются следствием неспешного ведения шва.

- Стремясь не допустить прожогов, почти все сварщики очень спешат, проходя стык. Как итог, на обрабатываемой поверхности остается непроваренное пространство. Спецы такие участки именуют непроварами. В итоге соединение выходит с нехороший плотностью, а изделие считается непригодным для работы с жидкостью. Не считая того, металл владеет низким показателем сопротивления на разрыв и излом.
- Часто те, кто не понимает, как варить тонкий металл электродом, допускают еще одну ошибку, а конкретно оставляют с оборотной стороны соединяемых изделий наплывы. Если с лицевой стороны поверхность смотрится нормально, то с оборотной оставляет желать наилучшего. Предупредить это можно при помощи особых подложек. Также лучше понизить силу тока либо поменять технику сварки.
- Бывает, что система деформируется. Причина – перегрев листовой стали. Так как у самых краев железная система остается прохладной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают создаваться волны, что приводит к общему извиву. Как говорят бывалые сварщики, неувязка решается средством прохладной правки – с помощью резиновых молотков лист выпрямляется. Если же таковая возможность отсутствует, то придется во время сварки верно чередовать наложение швов.
Чтоб не допустить этих недостатков, необходимо знать, как варить тонкий металл электродом.
О источниках тока
Для сварки таковыми источниками могут быть трансформаторы и инверторы. Как говорят спецы, 1-ый вариант сейчас считается издавна устаревшим и скоро от него откажутся. Невзирая на наличие неопровержимых плюсов (высочайшая надежность и выносливость), трансформаторы очень просаживают электросеть, что нередко тянет за собой порчу проводки и электронной аппаратуры. Инверторы же напротив сеть не садят и, по воззрению профессионалов, станут безупречным вариантом для начинающего сварщика. Если ранее при работе с трансформаторным источником электрод прилипал к поверхности и сжигал сеть, то с инверторным просто происходит выключение сварочного тока. В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что не нужно. Другая ситуация обстоит с инверторами – в этих устройствах благодаря наличию особых накопительных конденсаторов употребляется энергия, закачанная ранее.

О дуговой сварке
Как говорят бывалые мастера, фуррор дуговой сварки зависит от свойства прокалки расходных материалов. Хорошей температурой считается 170 градусов. В таком термическом режиме происходит равномерное плавление покрытия. При всем этом комфортно манипулировать дугой, формируя шов. Сварочные электроды для тонких железных листов непременно должны быть с высококачественным покрытием. В согласовании с технологией прерывающаяся дуга появляется методом краткосрочных отделений от электродов от сварочных ванн. Если изделие имеет тугоплавкую обмазку, то на его конце непременно будет создаваться типичный «козырек», который будет мешать контакту и созданию дуги.
О сечении электродов
Как говорят спецы, мощность выдаваемого тока впрямую зависит от того, какой поперечник имеет электрод. Для толстого будет нужно источник, который способен обеспечить огромным количеством тока. Таковым образом, для определенного поперечника предусмотрен определенный показатель мощности, за границы которого выходить недозволено.

Если его специально занизить, то сварочный шов просто не появляется. Заместо него на обрабатываемой поверхности останутся лишь железные прожилки с шлаками и электродной обмазкой. К примеру, если работать 2,5-миллиметровым электродом, малый показатель тока должен составить 80 ампер. До 110 ампер его завышают, когда работают электродом шириной 3 мм. Судя по бессчетным отзывам, мысль делать сварочные работы электродами с сечением 3 мм при показателе тока 70 ампер вначале является провальной, потому что никакого шва не получится.
С что следует начать?
Перед тем как варить тонкий металл электродом, его необходимо верно избрать. Ввиду того, что варить придется с пониженным напряжением тока, употреблять 4-5-миллиметровые электроды нецелесообразно. По другому электронная дуга будет «глохнуть» и горение будет осуществляться не полностью. Какими электродами варить тонкий металл инвертором? Судя по бессчетным отзывам, хорошим вариантом станут электроды шириной 2-3 мм.
Что порекомендуют спецы?
Тому, кто не понимает, как варить тонкий металл 2 мм электродом, следует пользоваться специальной таблицей расчетов. Для материала, толщина которого не превосходит 1 мм, используют силу тока 10 А и 1-миллиметровые электроды. Судя по бессчетным отзывам, они прогорают довольно стремительно. Если работать приходится с сплавом 1 мм, показатель силы тока должен варьироваться в границах от 25 до 35 А. Для таковой сварки пригодятся электроды с сечением 1,6 мм. 2-миллиметровые рекомендованы для листов с шириной 1,5 мм. Показатель силы тока в этом случае выше и составляет 45-55 А. Для сплава шириной 2 мм предусмотрены электроды с сечением 2 мм. При всем этом употребляется сила тока 65 А. Как варить тонкий металл электродом 3 мм? Как советуют спецы, изделием с таковым сечением производятся работы с сплавом шириной 2,5 мм при силе тока 75 А.

О стыковом соединении
Ввиду того, что соединяют тонколистные железные листы в стык, часто прожигают материал. Чтоб это предупредить, необходимо хорошо подвести края пластинок. Большая часть сварщиков предпочитают располагать пластинки внахлест. Таковым образом будет формироваться основание для наплавляемого сплава, предотвращающее его прожигание. Тем не наименее почти всех новичков интересует, как варить тонкий металл электродом 3 мм в стык? Как советуют бывалые сварщики, при размещении пластинок делать разделку их кромок не непременно. Также не имеется потребности в наличии меж ними зазора. Довольно лишь поплотнее приблизить друг к другу торцы свариваемых листов и выполнить их прихватку. Работать будет легче в режиме низкой силы тока и при помощи относительно тонких электродов.

О методах сваривания в стык
Сваривание в стык осуществляется несколькими методами:
- Поначалу агрегат выставляется на слабенький режим. Формирование шва производится стремительно и верно по полосы стыка. Создавать при всем этом колебательные движения не надо.
- В данном методе употребляется мало увеличенная сила тока. Для формирования шва советуют употреблять прерывающуюся дугу. Данная мера обоснована тем, чтоб отдать материалу время на остывание, до этого чем к нему будет использована новенькая «порция» присадки.
- 3-ий метод фактически не различается от предшествующего. Но в этом случае сварщики употребляют особые подложки, задачка которых состоит в том, чтоб поддерживать разогретый участок и предотвращать его проваливание. Судя по отзывам, воспользоваться в качестве таковой подложки железным столом не нужно. В неприятном случае он просто приварится к самому изделию. Хорошим вариантом станет подкладка из графита.
- Некие мастера практикуют шахматный порядок расположения сварных швов. Данный метод предутверждает деформирование конструкции. Также можно располагать швы малеханькими участками. Для этого новейший шов начинают сформировывать из той точки, в какой завершается предшествующий. Средством такового метода происходит равномерное нагревание изделия, предотвращающее его деформирование.
Ход работы
Перед сваркой соединяемые детали кропотливо чистятся от ржавчины. Агрегаты, обеспечивающие неизменным током, неплохи тем, что для сварки можно употреблять оборотную полярность.

Довольно в держатель, который подключен к кабелю с обозначением «+», вставить электрод, а кабель с «-» к поверхности металлической детали. Таковой метод подключения обеспечит огромным прогревом электрод, а железная поверхность прогреется меньше. Если же мастер преследует цель подогреть соединяемые изделия слабее, то располагать их необходимо вертикально. Как говорят спецы, принципиально, чтоб они были под наклоном в границах 30-40 градусов. Варка осуществляется сверху-вниз. Кончиком электрода следует двигать в одном направлении без каких-то отклонений в стороны.
О сваривании покрытой цинком стали
Данный материал еще именуют оцинковкой. Представляет собой тонкие листы стали, на которые нанесено цинковое покрытие. До этого чем соединить кромки, в данном месте оцинковки покрытие вполне снимается. Выполнить это можно механическим методом средством абразивного круга, наждачной бумаги либо железной щетки.

Хорошо покрытие выжигается сварочным аппаратом. Ввиду того, что цинк, испаряясь при температуре 900 градусов, выделяет весьма ядовитые пары, делать эти работы необходимо на свежайшем воздухе либо в отлично проветриваемых помещениях. Опосля всякого прохода электродом необходимо сбивать флюс. Когда цинк с поверхности будет удален совсем, можно приступать конкретно к сварке. Покрытые цинком трубы в большей степени соединяют 2-мя проходами электродами различных марок. Для первого прохода употребляют изделия, содержащие рутиловое покрытие. Отлично себя зарекомендовали электроды ОЗС-4, АНО-4 и МР-3. В процессе сварки колебания ими должны осуществляться с маленький амплитудой. Для формирования верхнего облицовочного шва спецы советуют употреблять электроды ДСК-50 либо УОНИ 13/55. Площадь крайнего шва обязана быть мало обширнее.
Индивидуальности технологии: как варить тонкий металл инвертором

На данный момент, наверняка, у хоть какого имеется дача или дом за городом. Поэтому инвертор в хозяйстве незаменим. Часто возникает необходимость в том, чтоб варить тонкий металл. Но не все хорошо варят тонкий металл полуавтоматом, так как процесс имеет свои индивидуальности. О их и побеседуем дальше.
Схема сварки узкого сплава.
Индивидуальности инверторной сварки тонких металлов
Инвертор для сварки на данный момент больше нужен и имеет собственных поклонников, поэтому как удостоен неких преимуществ. Вовремя обретенный полуавтомат придет на выручку в хоть какой ситуации: благодаря ему вероятен ремонт забора, ворот или изготовка разных конструкций из сплава. Инвертор есть в продаже в любом магазине, где представлены сварочные аппараты. Домашнему мастеру, не имеющему опыта работы на схожем оборудовании, необходимо знать, как хорошо его использовать либо как варить металл инвертором либо полуавтоматом, который имеет отличия от остальных в том, что содержит в собственном составе электронный блок. За счет него его вес значительно ниже, а рабочий процесс намного эффективнее.
Система сварочного инвертора.
Полуавтомат имеет еще одну отличительную изюминка в том, что он может непревзойденно себя проявлять при малом напряжении. Что является очень ценным качеством для тех, кто работает на аппарате в личном доме за городом. Самое основное, когда требуется что-либо сварить, не запамятовать о требованиях личной сохранности.
Обязательно следует надевать плотный костюмчик и перчатки из толстого материала, предохраняющие от обжиганий капающим сплавом. Неотклонимым условием является применение маски для сварщиков или защитного щитка, так как находится опасность повреждения глаз ультрафиолетовым излучением. Почти всегда бытовые агрегаты для сваривания сплава весьма слабенькие, потому рекомендовано подбирать электроды до 2,5 мм. Тоньше электроды могут быть. А вот если их брать толще, то вряд ли с ними получится хоть как-то поработать.
Естественно, инвертором варить намного проще, нежели обычным агрегатом. Даже такую операцию, как установка тока, может быть выполнить одним движением по ручке, включающей ток. Спектр его мощности 20-100 А. Мощность тока подбирают, ориентируясь на индивидуальности грядущих работ и характеристики электродов.
Полностью понятно, что чем тоньше сварочный электрод и лист сплава, который планируют сваривать, тем значение тока следует задавать ниже и, напротив, чем толще сварочный электрод и металл, тем величина тока проставляется выше.
Методы сваривания узкого сплава полуавтоматом
Как же соединяют инвертором тонкий металл? Для этого используют различные методы: встык и внахлест, средством не удаляющейся прокладки и без такой.
Сварка узкого сплава внахлест
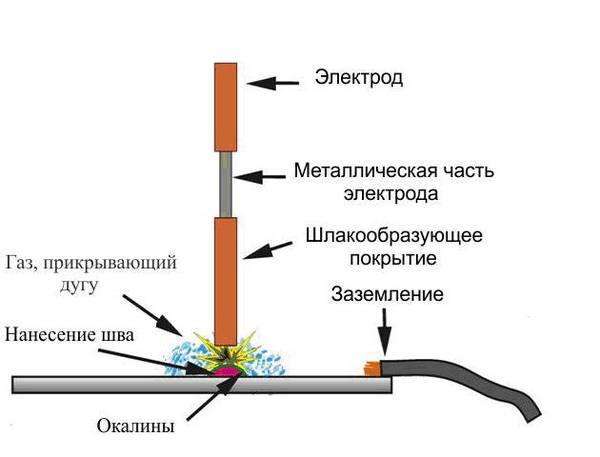
Схема сварки узкого сплава с помощью инверторной сварки.
Сперва листы укладывают друг на друга. Потом плотно соединяют края верхнего и нижнего листа меж собой за счет наложения грузов. Щелей меж сплавом быть не обязано. Опосля что настраивают таковой параметр, как величина сварочного тока. Железному листу с шириной в 1 мм соответствует размеры в спектре меж 30 и 50 А. Если толщина листов имеет отличия от обозначенной тут, то ток либо уменьшают, либо наращивают.
Последующий момент – прихватывание железных листов друг к другу. Его делают маленькими шовными перемычками по всей площади стыка. Сваривают прерывисто, отнимая электрод и, не медля, прикладывая (что именуется «гасить дугу»), при этом материал не должен успевать остывать. Опосля этого листы вполне сваривают встык прерывающимся шагом. Электрод временами помещают в прохладную область стыка, что дозволит материалу очень не покоробиться.
Сварное соединение средством подкладки
Принципиально учесть то, что при наиболее маленьком непрерывном шве металл скоробливается меньше. Дальше стараются достигнуть того, чтоб меж торцами стали зазор был более малый. Лучше, естественно, если его не будет. Для сваривания узкого сплава требуется подкладка, укладываемая под стык. Без нее практически не представляется вероятным сварить встык очень узкую сталь.
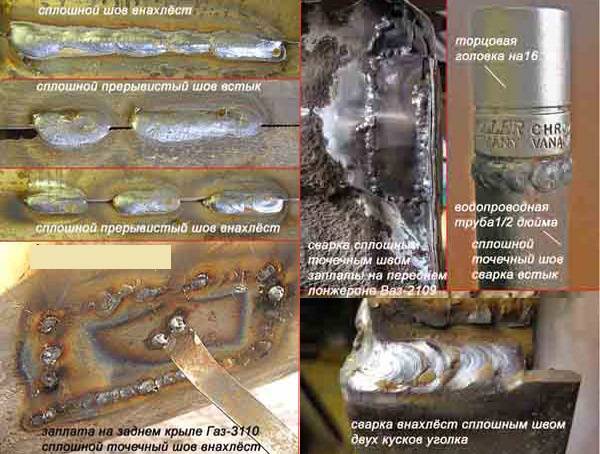
Схема сварки узкого сплава встык.
Разработка подобна способу внахлест: устанавливают значение тока, применяя прихваты, и делают соединение прерывающимися шагами. Быть может использован таковой вариант, как вовлечение металлической не убирающейся подкладки. В этом случае в межстальной стык подкладывают полоску стали по толщине равной этому параметру у листа.
Принципиально проконтролировать, чтоб прилегание данной для нас полосы к листу было очень плотным. Тогда подкладка приварится к заготовкам, даже если меж ними есть маленький зазор. Бывают ситуации, когда подкладывание не удаляющейся полосы нереально выполнить. Тогда под стык подкладывают толстую медную полоску, предотвращающую прожигание листов за счет отведения тепла. Такую полоску опосля процесса сварки вытаскивают. Когда требуется сваривание 2-ух горизонтально расположенных совмещенных труб, тогда работы начинают с нижней части. И процедура сваривания будет протекать снизу ввысь. Подъем наверх делают плавненько и равномерно, не спеша. В неприятном случаев шовное соединение окажется некрепким либо произойдет прожигание трубы.
В процессе работы следует уделять свое внимание на свойство шва и плавление сплава. Когда металл прожигает, как следует превышен сварочный ток. Тогда его просто уменьшают. При плохом проплавлении стыка есть возможность того, что напряжение тока не много и его необходимо добавить. Инверторные аппараты для сваривания деталей разрешают при работе на их плавненько изменять величину тока.
Конкретно по данной для нас причине отмечают удобство в их использовании и простоту воззвания с ними.
При сварке следует соблюдать предельную аккуратность и делать все требования, тогда о какой неуверенности в работе на схожем аппарате может идти речь. А процесс сумеет осилить даже малоопытный человек, который ранее в руках не держал ничего подобного. Успешного освоения процесса сваривания!
Сварка инвертором узкого сплава
Невзирая на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с маленьким опытом, сварка узкого сплава инвертором может оказаться сложный задачей. Сложность заключается в том, чтоб верно подобрать силу тока и действия на металл таковым образом, чтоб он не оказался прожженным насквозь.
Сварка узкого сплава инвертором: видео, индивидуальности
В отличие от сварки толстого сплава, железный лист шириной 1 мм недозволено подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
2-ой индивидуальностью сварки тонколистового сплава инвертором будет то, что нужно употреблять маленькую дугу, поэтому что работа делается на малых токах. Сложность при всем этом заключается в том, что при отрыве от сплава она может погаснуть, а недостающая сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть кропотливо зачищены и обработаны, поэтому что загрязнения сделают процесс сварки еще наиболее проблематическим.
Беря во внимание эти индивидуальности, также делая упор на подробную аннотацию, сварка инвертором для начинающих узкого сплава 1 мм окажется не сложным действием с высококачественным результатом работы.
Электроды для сварки узкого сплава инвертором
Важное значение при сварочном процессе имеет электропроводник. Для сварки сплава 1 мм нужно употреблять электроды с маленьким поперечником. Сварка толстого сплава инвертором делается с внедрением электродов шириной 3-4 мм, а чтоб варить металл 1 мм необходимо употреблять поперечник 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, употребляется электрод поперечником 2-2,5 мм.

Кроме малеханького поперечника, электроды для тонколистового сплава имеют особое покрытие, которое обеспечивает обычное горение дуги и образует жидкотекучий металл, так как электрод расплавляется весьма медлительно. В итоге выходит осторожный, неглубокий сварочный шов. Примером пригодного электрода является «ОМА-2», состав которого включает титановый экстракт, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Не считая «ОМА-2» нередко употребляется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали употребляются углеродистые электроды. Таковой же принцип работает для легированной стали.
Зависимо от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева сплава:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в недоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом вспять под углом 110-120 градусов.
Краешек электрода двигают строго в одном направлении без отклонений.
Сварка сплава 1мм инвертором: имеющиеся способы
Методов, при помощи которых осуществляется сварка сплава инвертором листов шириной 1 мм, существует несколько:
- Способ отбортовки.
Этот метод применяется тогда, когда нужно сварить листы узкого сплава 1 мм под углом. При всем этом отгибаются кромки листов под нужным углом, скрепляются поперечными маленькими швами с промежутком 5-10 см. Потом шов проваривается непрерывным движением сверху вниз.

- Прерывающийся метод.
При использовании этого метода изделие из сплава успевает несколько остыть, что дозволяет избегать перегрева. Прерывающийся метод заключается в отрыве на несколько секунд электродуги от поверхности листа, опосля что электрод опять опускается в то же пространство и продвигается на несколько мм. Основное при всем этом, чтоб железный лист не остывал очень очень.
- С теплоотводящими прокладками.
Этот метод применяется с внедрение термоотводящей проволоки либо медных пластинок. Обычно этот способ применяется при сварке деталей тонколистового сплава встык. В первом случае, меж листами прокладывается проволока маленького поперечника (2,5- 3,0 мм) таковым образом, чтоб с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной мало выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную тепловую нагрузку. Края свариваемых деталей при всем этом прогреваются периферийным током. В итоге шов выходит ровненький, металл не перегревается и не деформируется. Опосля сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластинки под стыком в качестве теплоотводящей прокладки, она конфискует огромную часть тепла, не допуская перегрева сплава.
Бывают последующие типы сварных швов:
- Более нередко сварной шов делается на стыковке листов внахлест, т.к. это наиболее обычной способ, при котором один лист перекрывается иным на 1-3 см.
- Точечный шов выходит, когда не требуется сваривание деталей непрерывным швом. При всем этом осуществляется точечная прерывающаяся сварка на неком расстоянии швов друг от друга.
- Шов встык. Наиболее непростой тип, при котором два листа свариваются вместе стык в стык без нахлеста. Как правило, он выходит при способе сварки с теплоотводящими прокладками.
Технологический процесс

Пошаговая {инструкция} сварочного процесса дозволит совладать с работой без особенных сложностей. Для начала, нужно обеспечить меры сохранности при проведении работы, которые заключаются в использовании защитной одежки – сварочной маски, рукавиц, одежки из плотной грубой ткани (Строение тканей живых организмов изучает наука гистология). Недозволено употреблять резиновые перчатки.
Дальше можно управляться последующей аннотацией:
- Поначалу осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из свойства железных деталей. Подбирается подходящий поперечник электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует очень резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под маленьким уклоном места полосы сварки. Держать электрод следует до возникновения на поверхности маленького красноватого пятнышка – это значит, что под ним размещается капля раскаленного сплава, которая будет содействовать предстоящему свариванию по всей длине шва.
Электрод держат от места сварки на расстоянии, соответственном его поперечнику.
- Следуя сиим шагам, выбрав определенный метод сварки, имеется большенный шанс получить высококачественный и ровненький шов. Образовавшиеся на месте сварки окалины и накипь удаляются маленьким молотком.
Практические советы
Во время работы нужно поддерживать постоянное расстояние меж электродом и железной поверхностью. Дуговой зазор должен соответствовать поперечнику электрода. В случае, если расстояние будет очень небольшим, шовное соединение будет с выпуклыми образованиями. Если оно будет очень огромным, возникает риск непровара.
При получении шва внахлест нужно прижать грузом один лист на иной, чтоб меж ними не было пустого места.
Следует держать в голове, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом очень стремительно, в итоге шов может получиться неровным. Чтоб избежать возникновения дефектного шва, нужно представлять для себя, что такое сварочная ванна: это водянистый металл, образующийся в процессе варочного процесса, в который попадает присадочный материал. Если появляется сварочная ванна, означает, процесс варки проходит удачно. Ванна находится под поверхностью железного изделия. Если электродуга ровно и на огромную глубину просачивается вовнутрь изделия, сварочной ванной появляется ровненький шов. При всем этом необходимо смотреть, чтоб шов находился на уровне поверхности сплава. Высококачественное соединение появляется при осуществлении радиальных движений электродом. Ванна в этом случае распределяется по кругу.
Самым хорошим углом наклона электрода является спектр от 45 до 90 градусов.
Подключение электродов следует создавать к положительной клемме. Это дозволит избежать лишней тепловой перегрузки на поверхность изделия, и получить ровненький шов с неглубокой проплавкой.
Электронная сварка для различных металлов
Для того чтоб разобраться как верно сварить металл электросваркой, нужно осознать, что идет речь о сварке, а не о металлургическом процессе выплавки и для что нужны такие познания. Освоить сварочное создание с сегодняшним количеством обучающих материалов можно и в домашних критериях, да и лишь для собственных бытовых нужд. Если идет речь о оказании услуг, то это тянет за собой определенную ответственность за свойство работ и поэтому познания и опыт лучше получать в специализированных учебных заведениях.
Сварка предметов, находящихся в жестком состоянии, методом нагрева и расплавления с применением эклектической энергии именуется электросваркой.
Процесс происходит под конкретным действием электронной дуги, температура которой превосходит температуру плавления хоть какого из узнаваемых металлов и их сплавов и составляет 7000 0 С.

Сваривание нержавейки электросваркой просит особых электродов
Дуга появляется от подачи электронной энергии неизменного либо переменного напряжения от сварочного трансформатора к электроду и свариваемому предмету. Под действием возникающей высочайшей температуры сплавы плавятся и образуют сварочную ванну, в какой перемешиваются, а входящие в их примеси в виде шлаков всплывают на поверхность и делают защитную пленку. Сплавы остывают, затвердевают и образуют сварное соединение либо шов. Застывший шлак убирают. Для сварки используют плавящиеся и неплавящиеся электроды, также присадочные проволоки и защитные газы и консистенции.
По степени механизации сварку делят на:
- ручную;
- автоматическую;
- автоматическую.
Электронная дуга может создаваться с помощью неизменного тока прямой полярности, когда отрицательный полюс подводиться на электрод, и оборотной полярности – на электроде положительный полюс. Также она может создаваться переменным током. Дуга может создаваться не только лишь меж изделием и электродом, да и меж электродами. Таковая дуга именуется косвенного деяния либо независящая. Дуга при сварке быть может открытой для наблюдения, закрытой и полуоткрытой. Это различие в особенности принципиально учесть при соблюдении правил техники сохранности и защите органов зрения особыми светофильтрами от ожогов ультрафиолетовым излучением.
Уделять внимание защите от окружающего воздуха нужно и зоне сварки. Защитой быть может шлак, выделяющийся при плавлении, газ и флюс.
Флюс – это особое вещество либо смесь из разных материалов, которым защищают от атмосферного действия, для стабилизации горения дуги и придаче сварочному шву доп параметров. Как правило, эту смесь наносят на электрод.
Разработка и обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками)

Спецодежда для сварщиков
Процесс варки сплава как электросваркой, так и иными методами, начинается с подбора рабочей одежки и оборудования. Для электросварки нужны:
- маска либо очки для защиты глаз со особым светофильтром;
- перчатки, лучше из замши;
- одежка с длинноватыми рукавами;
- закрытая обувь.
- сварочный аппарат;
- трансформатор для преобразования переменного тока в неизменный;
- электроды в комплекте;
- молоток и иной инструмент для сбивания шлака и зачистки шва.
Научиться и верно сваривать металл электросваркой как раз зависит от подбора оборудования, и, сначала, электродов. От их покрытия либо обмазки зависит свойство сваривания. Под действием температуры, обмазка преобразуется в газовую зону над ванной расплавленных металлов основания и электрода, которая предутверждает действие воздуха на процесс их сплавления.
Опыт сварочных работ лучше получать под управлением проф наставника, поэтому что нередко выбор оборудования, режима его работы, расходных материалов, размещение соединяемых частей, скорость перемещения дуги и так дальше происходит эмпирическим, другими словами пробным методом. С опытом придут способности, равномерность движения, свойство кромки и шва.
Индивидуальности работы с узким сплавом

Сварка узкого сплава просит опыта работы
Металл шириной до 3 мм. либо тонкий весьма нередко применяется для производства изделий, применяемых в ежедневной жизни. Поэтому их ремонт, в том числе и сварка, — вопросец, который нередко возникает и, по общему воззрению, не просит воззвания к спецам, а быть может выполнен в «домашних» критериях. Но это не так просто, как кажется на 1-ый взор.
Если необходимо сварить электросваркой тонкий металл, то к выбору оборудования, его мощности, вида электрода и сварного шва требуется подход со познанием дела и опытом.
Особенностей его сварки несколько. Основная, что совсем разумеется, его толщина. При любом неосмотрительном движении и в изделии может показаться новое и совсем ненадобное прожженное отверстие. С иной стороны, излишняя «деликатность» не создаст нужного сварного шва и соединение распадется.
 Лист нержавеющей стали шириной до 3 мм
Лист нержавеющей стали шириной до 3 мм
Для работы с узким сплавом используют «малые» токи, поэтому электрод нужно держать очень близко к изделию, по другому пропадет сварная дуга и плавка закончиться. Не считая того, для всякого сплава нужно специально подготавливать свариваемые кромки, использовать различного вида и расположения сварные швы и так дальше.
Перед началом работ нужно верно подобрать электрод. Его поперечник впрямую зависит от толщины свариваемого сплава. Чем тоньше металл, тем меньше поперечник. Используемый для сварочных работ ток должен соответствовать характеристикам сплава и электрода. К примеру, толщина листа 3 мм., поперечник электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и поперечник, тем наименьшей силы ток. Применение «низких» токов не дает возможность употреблять электроды с хоть какими видами покрытия. Нужно подбирать только те, которые дадут легкое возбуждение и устойчивое горение дуги, также будут иметь замедленное плавление жидкотекучим сплавом.

Сварочный аппарат полуавтомат
При наличии познаний, восполнить недостающий опыт либо его отсутствие, можно при помощи применяемого оборудования. Автоматическим сварочным аппаратом работать еще легче и продуктивнее, чем ручным. До этого всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими методами, от что он выходит сплошной, точечный либо внахлест. Для сплошного шва нужно верно избрать силу тока. Начать рекомендуется с 40 – 60 А. Потом подобрать скорость ведения сварки. Если она будет очень резвой, то шов не провариться и не будет соединения, а если медлительно, то может быть появление прожигов и дырок.
- К примеру, для сварки листа шириной 0,5 мм используются электроды поперечником 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм необходимы электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется прирастить на 15%, а для сплошных при тавровом соединении на 20%.
Покрытие может значительно различаться по составу входящих в него частей. Базу его, обычно, составляет титановый экстракт. В остальном составы значительно различаются. В их быть может:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении комфортном для работника или исходя из расположения свариваемых поверхностей.
 Автоматической сваркой еще легче работать с тонкими сплавами
Автоматической сваркой еще легче работать с тонкими сплавами
Но практика показала, что сварка в направлении «сверху вниз» дает очень наилучший итог.
Сварочные работы проводят при помощи плавящихся и не плавящихся – графитовых электродов. Соединение с помощью графитовых делается способом оплавления кромок деталей или с внедрением присадочной проволоки.
Проведение сварочных работ зависит от воздействия бессчетных причин и событий. Любой определенный вариант просит собственного подхода, способа, оборудования и расходных материалов. Подбор всего нужного делается экспериментальным методом. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а свойство и равномерность шва – улучшится.
Нержавеющая сталь

Легированная сталь просит особых электродов для дуговой сварки
Свои индивидуальности есть и при сварке легированных видов стали. Если в ее состав заходит от 12 до 20% хрома, то такую сталь именуют нержавеющей. Вместе с колченогом в состав данной для нас стали входят остальные вещества, которые сформировывают ее специальные физико-химические характеристики. Конкретно от их зависит ее способность к свариванию и метод, которым можно соединить элементы, из нее сделанные.
 Сварка аргоном один из наилучших методов соединить нержавеющую сталь
Сварка аргоном один из наилучших методов соединить нержавеющую сталь
У «нержавейки» теплопроводимость снижена в 1,5 – 2 раза. Отчего она легче плавится, а означает, при сварке нужно употреблять токи наименьшей силы. С данной для нас же целью, чтоб электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинноватой не наиболее 350 см. Эта сталь, в силу высочайшего коэффициента линейного расширения, может лопаться опосля сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Нужно подразумевать, что опосля тепловой обработки хромсодержащие стали могут терять свое противокоррозионное свойство. Для того чтоб такового «противного» эффекта избежать, пространство нагрева нужно стремительно охладить.
Электросваркой «нержавейку» сварить можно несколькими методами. Существует три метода:
- покрытыми электродами;
- в газово-аргонной среде;
- с внедрением нержавеющей проволоки.
В любом случае перед проведением сварочных работ, кромки поверхностей, планируемых к соединению, нужно обработать: зачистить и помыть растворителем.
Метод сварки выбирают зависимо от толщины сплава, требований к качеству шва и имеющегося в наличии оборудования, также с неотклонимым учетом особенностей легированных сталей.
Сварка нержавеющих сталей и «темного» сплава вероятна при условии внедрения специальной присадочной проволоки и электродов.



























