Журнальчик сварочных работ эталон наполнения СП
Журнальчик сварочных работ эталон наполнения СП 70.13330.2012

Журнальчик сварочных работ по СП 70.13330.2012 употребляется в производстве сварочных работ при изготовлении железных конструкций в промышленном и штатском строительстве. В журнальчик вносится информация о объекте строительства, указываются ответственные лица с их квалификационными данными, наименование соединяемых частей и иная информация. Журнальчик сварочных работ ведется мастером или прорабом сварочно-монтажного участка и пишется от руки раз в день.
Сварочные работы –это работы направленные на соединения железных частей средством высочайшего нагрева и плавления их поверхностей с помощью специального оборудования и сварочных материалов, зависимо от метода действия на свариваемые детали (Виды сварки: тепловая, электродуговая, газопламенная, электрошлаковая, плазменная).
Пример дизайна журнальчика сварочных работ, приложение Б, СП 70.13330.2012 (Актуализированная редакция СНиП 3.03.01-87)
Пояснение к оформлению журнальчика сварочных работ
Титульный лист 2
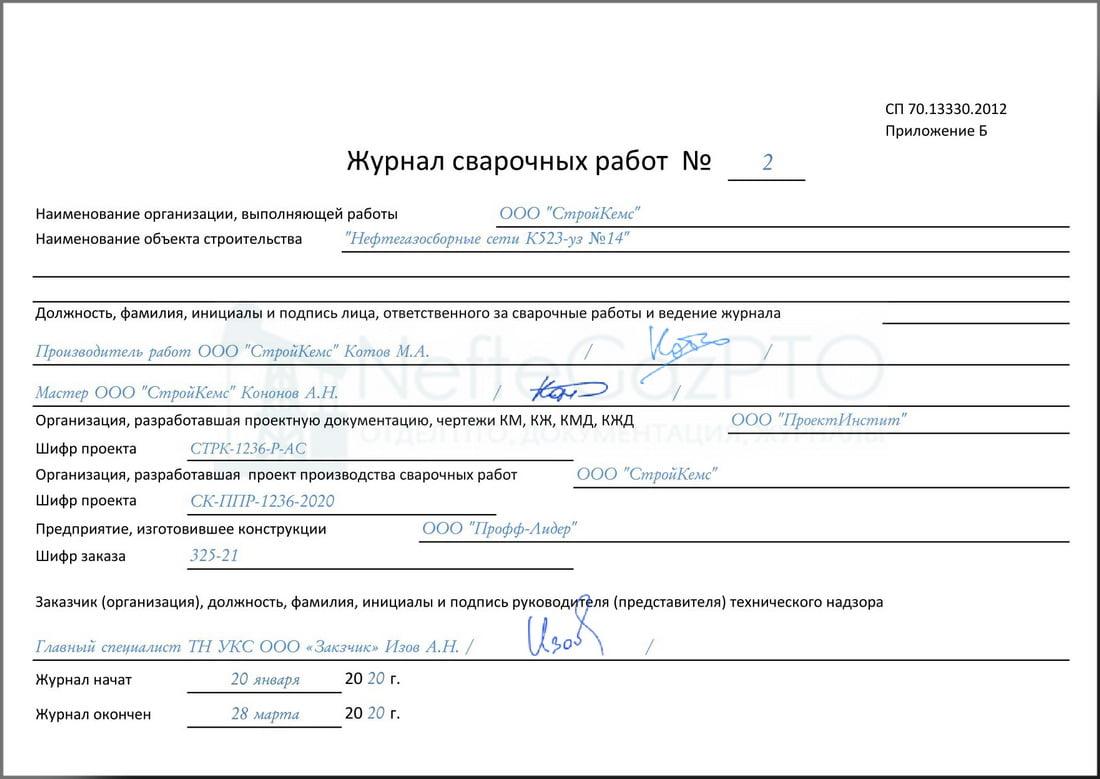
На данном листе пишется:
- Заглавие организации, занимающейся сварочными работами.
- Наименование объекта, также наименование строительства.
- Должность, фамилия, инициалы и подпись мастера, прораба, ответственного за сварку и оформление журнальчика.
- Организация либо проектный институт разработавший проект/ рабочею документацию на свариваемые металлоконструкции.
- Проект/ рабочая документация (номер, шифр).
- Организация, разработавшая проект/ рабочую документацию для сварных металлоконструкций, также шифр проекта производства работ. Обычно, сварочные работы находятся в составе общего ППР, на весь объект.
- Организация, должность, Ф.И.О. и подпись технадзора (строительного контроля) заказчика.
- Даты выполнения сварочных работ.
Перечень ИТР, ответственных за создание сварочных работ
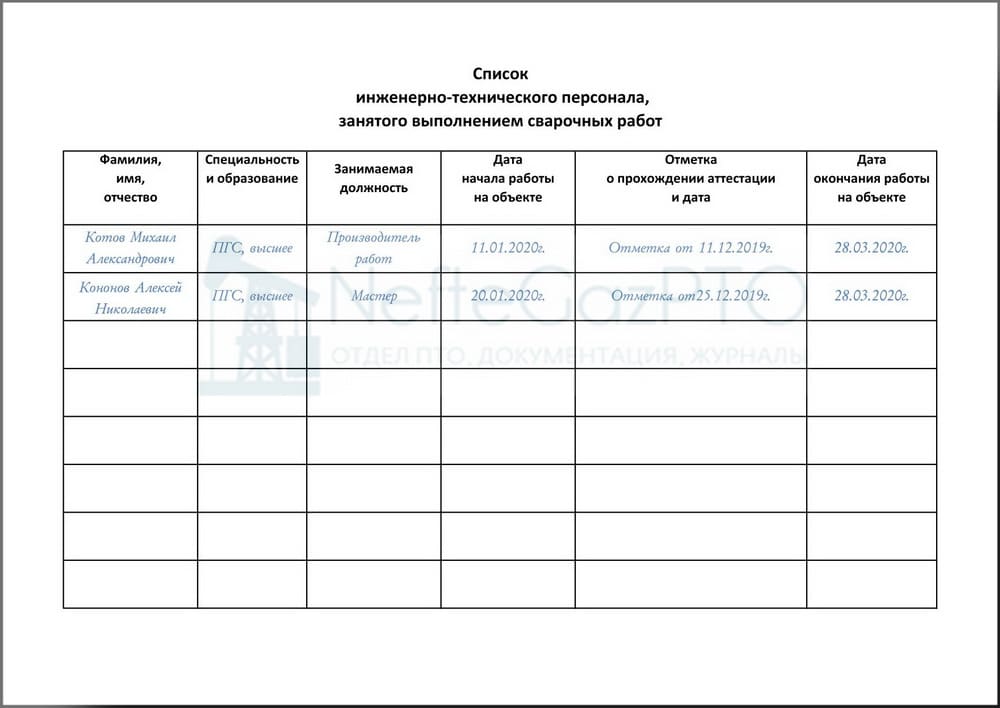
Колонки 1-6
- Ф.И.О. мастера или производителя работ.
- Указывается строительная специальность либо образование мастера/ производителя работ.
- Должность.
- Фактическая дата начала производства сварочных работ на объекте (не является датой началом ведения журнальчика).
- Информация о прохождении аттестации в сварочном производстве и дата аттестации.
- Дата окончания сварочных работ на объекте.
Перечень сварщиков
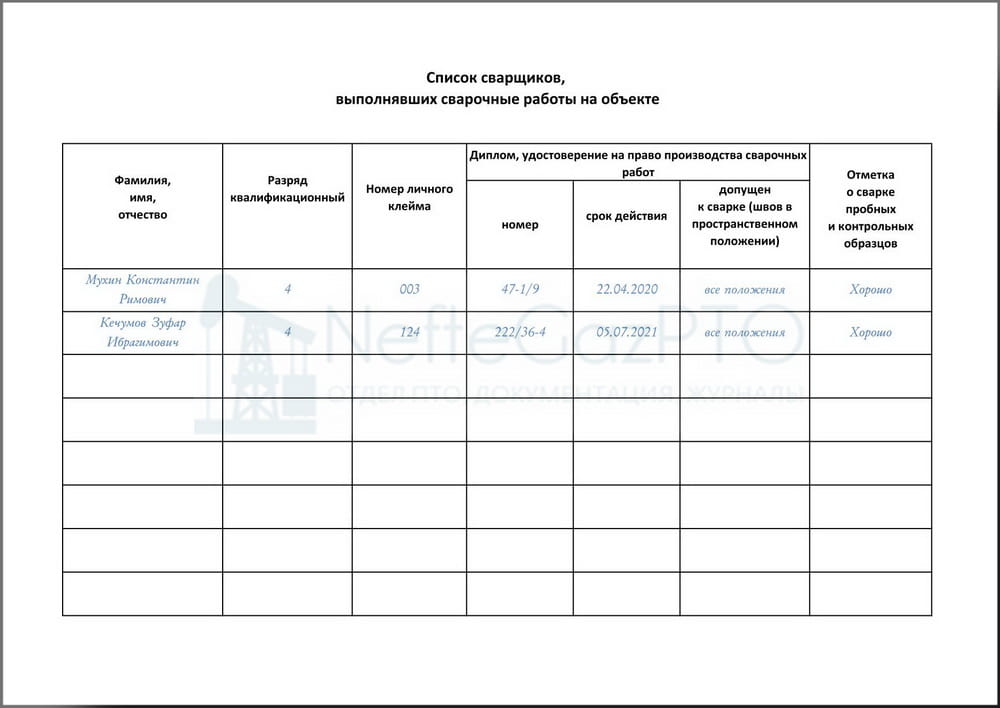
Ст. 1. Ф.И.О. сварщика.
Ст. 2. Разряд проф квалификации сварщика.
Ст. 3. Номер присвоенного клейма сварщика.
Клеймо сварщика присваивается приказом организации, в какой он работает и остается за ним до конца строительства объекта
Ст. 4, 5, 6. Указываются данные о обучении на создание сварочных работ, а конкретно номер удостоверения (НАКС либо остальные), срок его деяния и допуск по пространственным положениям.
Ст. 7. Пишется оценка допускных сварных соединений, также номер акта допускного стыка.
Требование к сварным швам, их свойствам и качеству
Сварка – это самый всераспространенный способ, используемый при изготовлении металлоконструкций самого различного предназначения. Таковой тип неразрывного соединения отдельных деталей в единое целое считается на нынешний денек самым надежным и крепким. Потому и применяется он в тех металлоконструкциях, которые должны в процессе использования выдерживать самые суровые перегрузки. А долговечность конструкции полностью зависит от того, как при ее изготовлении соблюдалось требование к сварным швам, прописанное в ГОСТ и проектной документации.

Не считая ГОСТ 23118-99, в каком определены характеристики свойства сварных швов, существует еще несколько нормативных разработок:
- СП 105-34-96 – Сводные правила, касающиеся высококачественных черт сварного шва и порядка проведения сварочных работ;
- ВСН 006-89, ВБН А.3.1.-36-3-96 – Аннотации по технологии проведения сварочных работ;
- ВСН 012-88 – {Инструкция}, определяющая контрольные мероприятия свойства сварного шва.
Все эти правила и аннотации касаются самых различных способов сварки и типов сварных соединений.
Требования к механическим свойствам сварного шва.
Крепкость и надежность сварного шва определяется целым рядом его механических параметров. Лишь в этом случае, если соблюдается требование к сварным швам, регламентирующее их механические свойства, можно гарантировать, что металлоконструкция прослужит так длительно и отлично, как это требуется.

Главными механическими чертами сварного шва являются последующие характеристики:
- относительное удлинение сплава сварного шва – этот показатель не должен быть меньше 16%;
- ударная вязкость сплава сварного шва. Для того чтоб установить, как этот параметр шва соответствует норме, требуется выяснить, какую ударную вязкость сплав указывает в самых сложных критериях – при среднесуточной температуре, наблюдаемой в течение 5 самых прохладных дней в зоне использования металлоконструкции. Малый показатель в этом случае должен приравниваться 29 Дж/кв.см.;
- временное сопротивление сплава сварного шва разрыву – этот показатель не должен быть ниже аналогичного показателя основного сплава конструкции;
- твердость сплава сварного шва. Этот параметр регламентируется СНиП II-23, где говорится, что очень вероятное значение твердости обязано составлять 350 HV для сварных частей конструкций, относящихся к 1 группе, и 400 HV для сварных частей всех иных конструкций.
Требования к качеству сварного шва.
Отдельная группа требований для сварных швов касается их свойства. Зависимо от степени соблюдения этих требований все сварные швы разделяются на три главные группы:
1. 1-ая категория сварных швов – высшее свойство.
К данной для нас группы относятся сварные швы различных типов (стыковой, нахлесточный, тавровый, угловой), которые размещаются на фермах, опорах либо стенках и испытывают наибольшее напряжение на растяжение. Также в эту группу врубаются швы металлоконструкций, относящихся к 1 группе. Время от времени сюда же врубаются и швы конструкций 2 группы, если им предстоит эксплуатация в климатическом поясе, где температура воздуха отпускается ниже -40 градусов С.
2. 2-ая категория сварных швов – средние характеристики свойства.
В эту группу входят последующие типы швов:
- угловой шов, служащий для соединения основных деталей металлоконструкций, относящихся к 2 и 3 группе, подвергающийся большенному напряжению среза либо растяжения;
- стыковой шов, выдерживающий существенное растяжение либо противостоящий сдвигу;
- стыковой, также угловой шов, расположенный на месте соединения сжатых деталей конструкции;
- стыковой, также угловой шов, соединяющий растянутые детали конструкции.
3. 3-я категория сварных швов – низшее свойство.
Соблюдение данного размера требований считается достаточным для стыковых либо угловых сварных швов, соединяющих вспомогательные детали металлоконструкций.
Остальные требования к сварным швам.
Не считая требований, касающихся свойства и параметров сварных швов, существует и еще ряд правил, соблюдаемых при изготовлении сварных металлоконструкций. Обычно, определенные требования к сварному шву описываются в проектной документации. Они касаются расположения сварного шва, его протяженности и непрерывности, также таковых размерных характеристик, как толщина и степень неровности (швы могут быть выпуклыми либо вогнутыми).

Не считая того, сварные швы могут быть однослойными и мультислойными, а по степени проницаемости их делят на крепкие и плотные – крайняя категория швов не только лишь герметична исходя из убеждений проникания через их жидкостей, да и на сто процентов непроницаема для газообразных субстанций. Все эти индивидуальности сварных швов определяются при составлении чертежей металлоконструкции и основываются на особенностях ее эксплуатации.
Журнальчик сварочных работ (Приложение Б по СП 70.13330.2012)





Главный метод соединения железных конструкций – сварка. Она обширно применяется при монтаже на строительной площадке. Сварочные соединения крепкие, также газо- и водонепроницаемые. Все работы по сварке на объекте должны быть занесены в особый журнальчик. Для его ведения управляющий издает приказ и назначает сотрудника, который будет несет ответственность за наполнение документа.
Журнальчик сварочных работ (ЖСР) нужен для того, чтоб фиксировать выполнение проф обязательств сварщика и их соответствие нормам. Если в качестве сварки будут обнаружены недостатки, то по документу в процессе судебного разбирательства можно найти лицо, которое понесет за это ответственность. Сварочные работы фиксируют так же, как и все другие процессы на строительной площадке. Тем производят контроль проведения таковых суровых работ, связанных с металлическими конструкциями.
Что зависит от журнальчика сварочных работ
ЖСР – это один из видов исполнительной документации, неотклонимый при строительстве объекта. Его должны вести все строй и промышленные компании. Сначала, таковой документ нужен самой организации, которая занимается возведением объекта. Ведение журнальчика помогает избежать разных санкций со стороны страны. Документ подлежит регистрации в муниципальном строительном надзоре, если он предусмотрен для объекта, на котором проводятся сварочные работы.
Если предприятие третирует правилами и не ведет обозначенный журнальчик, то муниципальные проверяющие органы могут подвергнуть его суровым взысканиям. Когда обнаруживают, что хаотичное ведение документа либо его полное отсутствие является виной определенного сотрудника, его могут наказать прямо до увольнения.
Индивидуальности наполнения и составления журнальчика сварочных работ
Журнальчик должен быть пронумерован и прошнурован. Отметку он нем делают в разделе 2 «Список особых журналов» в журнальчике общих работ. Это нужно, чтоб были сведения, что таковой документ есть на строительной площадке.
При заполнении журнальчика сварочных работ нужно иметь копии удостоверений сварщиков, также номера их клейм. Обязанность по его ведению прописывается в трудовом договоре сотрудника, на которого она возложена. Существует еще несколько аспектов ведения такового документа.
- Если на строительной площадке работают две бригады сварщиков от различных организаций, то они должны вести отдельные журнальчики сварочных работ.
- ЖСР привязан к определенному объекту строительства. По данной для нас причине при переходе бригады сварщиков на другую площадку для их должен быть заведен новейший журнальчик.
- Документ хранят не наименее 10 лет с момента составления. Если работа сварщиков происходила во вредных критериях, то этот срок возрастает до 75 лет.
Кто заполняет документ
Предназначением ответственного за наполнение ЖСР занимается управляющий сварочных работ. Это мастер-сварщик, имеющий аттестацию не ниже II уровня. В неприятном случае он не в праве выступать управляющим сварочных работ. Им быть может мастер, прораб либо начальник участка, но не сам сварщик, выполняющий работы. Достоверность вносимых данных – это ответственность управления. Наиболее тщательно о этом говорится в п. 10.1.1 СП 70.13330.2012.
Рядовые сварщики не должны заносить информацию о собственной работе без помощи других, хотя на практике, если сотрудник опытнейший, эту функцию ему время от времени все таки доверяют. Если наполнением занимается рядовой исполнитель работ, то подпись должен оставлять сотрудник с профильным инженерным образованием.
Разделы журнальчика сварочных работ
Ошибиться при заполнении ЖСР трудно, так как любая графа и строка имеют наименования. В связи со вступлением в 2013 г. в силу СП 70.13330.2012 (заместо СНиП 3.03.01-87) форма журнальчика несколько поменялась. Бланк представлен в приложении Б обозначенного документа. Скачать журнальчик сварочных работ можно на веб-сайте. Всего в документе выделяют четыре раздела.
- Обложка. Как видно в образчике, это типичный титульный лист, где указывают основную информацию о объекте строительства, организациях, которые разработали проектную документацию.
- Перечень ИТП (инженерно-технического персонала), который был занят выполнением сварочных работ.
- Перечень сварщиков, конкретно выполнявших сварку и ответственных за ее свойство.
- Основная таблица, в какой указывают все данные по поводу смены, наименования частей, критерий работы и личных данных всякого сварщика. Ее заполняют конкретно в денек выполнения работ.
Обложка ЖСР
1-ое, что необходимо указать на обложке документа, – номер журнальчика. Дальше идет заглавие организации, которая делает работы, к примеру, ООО «Сварщик». Потом нужно заполнить еще несколько строчек.
- Полное наименование объекта строительства.
- Данные лица, ответственного за сварочные работы и ведение по ним журнальчика. Тут указывают:
- должность,
- фамилию,
- инициалы,
- подпись.
- Заглавие организации, которая занималась разработкой проектной документации, чертежей КЖ, КЖД, КМ и КЖ.
- Шифр проекта.
- Наименование организации, подготовившей проект производства для сварочных работ.
- Шифр ППР на сварку.
- Предприятие по производству закладных и арматурных изделий, также остальных железных конструкций.
- Шифр документа о качестве.
- Наименование организации-заказчика и данные ее представителя либо управляющего:
- должность,
- фамилию,
- инициалы,
- подпись.
- Дата начала и окончания ведения журнальчика.
Перечень инженерно-технического персонала
Раздел, где обрисовывают весь инженерно-технический персонал, включает всех профессионалов, которые заняты контролем выполнения сварочных работ. Сварщиков тут не указывают. Для удобства раздел представлен в форме таблицы из 6 столбцов.
- Фамилия, имя, отчество сотрудника: прораба, производителя работ, начальника участка, управляющего сварочных работ и пр. Указывают ФИО на сто процентов, без сокращений.
- Специальность и образование, к примеру, «ПГС», что значит промышленное и штатское стройку.
- Должность, которую занимает этот сотрудник.
- Дата, когда определенный спец начал работы на объекте.
- Дата и отметка по поводу прохождения аттестации: «имеется, 20.05.2015».
- Дата окончания работы спеца на строительном объекте.
Перечень сварщиков, выполнявших сварочные работы
Для наполнения этого пт как раз потребуются данные о дипломе либо удостоверении сварщика на создание сварочных работ. Раздел тоже оформляется в виде таблицы. Она содержит семь главных столбцов.
- Полное имя сварщика. Прописывается не как фамилия с инициалами, а на сто процентов фамилия, имя и отчество: «Никитин Петр Иванович».
- Искусный разряд, к примеру, «3».
- Номер личного клейма.
- Диплом, удостоверение на право заниматься сварочными работами. Этот пункт делится еще на три столбца:
- номер свидетельства;
- срок деяния документа;
- пространственное положение швов, к сварке которых допущен сварщик.
- Отметка о сварке пробных и контрольных образцов, к примеру, «удовлетворительно».
Основная таблица
Самую огромную сложность вызывает наполнение крайнего раздела ЖСР. Он представлен таблицей из 13 столбцов. Тут принципиально верно заполнить любой из их, при этом работы записывают конкретно в денек их выполнения. Дальше представлены наименования столбцов и примеры инфы, которую в их указывают.
- Дата выполнения работ, смена. Например, «10.01.2017, 1 смена».
- Наименование соединяемых частей и марка стали: опора Б-1, опорный стульчик, ОП-2, С245.
- Номер либо пространство свариваемого элемента: «узел 2, лист 8 проекта КМД. Его определяют по схеме либо чертежу».
- Отметка о сдаче и приемке узла под сварку. Указывают должность, фамилию с инициалами. Тут же спец ставит свою подпись. Обычно это ответственный производитель работ на объекте.
- Марка сварочных материалов, применявшихся в процессе работ. Это электрод, флюс либо проволока. Непременно указывается номер партии. Пример – «электрод Э-42».
Окончание главный таблицы
Опосля указания марки сварочных материалов остается заполнить еще восемь столбцов. Они тоже размещены в определенном порядке.
- Атмосферные условия: осадки, скорость ветра, температура воздуха: «+5 °C, без осадков, 3 м/с».
- Фамилия и инициалы сварщика с номером его удостоверения: «Никитин П. И., 48-5660».
- Номер клейма аттестованного сварщика.
- Подпись сварщика, сварившего соединение.
- Фамилия и инициалы спеца, который несет ответственность за создание работ. Почаще это мастер либо производитель работ.
- Подпись управляющего сварочных работ.
- Отметка о приемке сварного соединения. Ее оставляет представитель испытательной лаборатории (ИЛ).
- Замечания. Тут указывают нарушения, который были выявлены в процессе контрольной проверки представителем ИЛ либо производителем работ. Если замечаний нет, то можно написать фразу «не имеется».
Что такое клеймо сварщика
В пт 10.1.15 СП 70.13330.2012 обозначено, что любой сварщик по окончании работ должен поставить личное клеймо. Оно размещается в 40-60 мм от границы шва сварного соединения. Если работу выполнил один сварщик, то клеймо обязано быть в одном месте, если несколько – сначала и в конце по границе шва.
Клеймо – типичная подпись определенного аттестованного сварщика, по которой в предстоящем можно распознать конкретно его работу. Это могут быть числа, написанные в две строки, в рамке либо без нее. Знаки имеют высоту 3-5 мм.
Номер клейма непременно проставляется в журнальчике сварочных работ. Но взамен этого допускается составлять исполнительную схему, содержащую подписи сварщиков, тоже с фиксацией в ЖСР. Почаще номер клейма кропотливо инспектируют при сварке весьма нагруженных конструкций, труб высочайшего давления и остальных частей, от которых впрямую зависит жизнь людей.
Замечания по контрольной проверке
Контроль в ежедневной практике проводится в главном зрительно. При наружном осмотре спец может узреть недостатки размером наиболее 0,1 мм. Зрительно могут быть обнаружены и вкрапления окисленных сплавов. Выходящие на поверхность капилляры выявляются лишь с применением люминесцентно-цветового исследования.
Для обнаружения остальных изъянов употребляют магнитный, ультразвуковой и акустический способы. Если они не выявлены, то в таблице можно указать «зрительно недостатки не обнаружены». Контроль проводится с периодичностью и выборочно. Частота и нрав исследования определяются управлением и инспектирующими организациями. Результаты проверок вносят в журнальчик сварочных работ.
Окончание ЖСР
Опосля всех обрисованных разделов документа указывают, сколько страничек в журнальчике пронумеровано и прошнуровано. Опосля этого идут дата и информацию о руководителе организации, который выдал этот документ. Для спеца указывают такие данные:
- должность,
- фамилию,
- инициалы,
- подпись.
ЖСР закрепляется печатью организации, которую проставляют в конце документа. Прошивка журнальчика подразумевает соединение его отдельных страничек нитями с следующим заклеиванием данной для нас части картонной полосой, на которой указывают четкое количество страничек и данные о заполнителе. При желании ЖСР опосля окончания наполнения передают на хранение в архив, чтоб в случае необходимости его можно было вновь изучить и отыскать виноватых лиц.
Установка металлоконструкций
Основа строения представляет собой одно и несколько пролетные рамы, закрепленные на фундаменте. Они размещаются по отношению друг к другу на расстоянии 6 метров. Каркасные рамы могут быть исполнены в форме колонны либо фермы. При креплении каркаса его твердость обеспечивается системой поперечных и продольных креплений. На фундаменте рамы фиксируются при помощи анкерных болтов, а стойки торцевого фахверка при помощи закладных деталей методом сварки. При всем этом сталь, из которой сделаны элементы каркаса, соответствуют С245 по ГОСТ 27772-88.
Металлокаркас состоит из промышленных частей, сваренных воедино. Установка его частей проводится болтами высочайшей либо обычной точности, согласно ГОСТу 7798-70*, а при сварке употребляются электроды Э46 по ГОСТу 9467-75*. В целом, установка металлоконструкций осуществляется по главе 3 СНиП. При креплении внешнего слоя на стенках, кровле и элементах нащельника, покрытого покрытыми цинком листами, употребляются шурупы и вытяжные заклепки.
Перевозка и хранение металлоконструкций
Тип перевозки частей металлоконструкций избирается с учетом размеров тс. При всем этом транспортировка может осуществляться как по стальной дороге, так и на грузовом каре. Таковым образом, основной принцип заключается в согласовании габаритов металлоконструкций размерам тс. Стропильные фермы, в неотклонимом прядке, пакетируются. Все элементы металлоконструкций должны быть расфасованы и уложены таковым образом, что бы при перевозке могла быть обещана их стопроцентная сохранность. Фактурный груз защищен от загрязнения и разломов. Что касается железных листов, то они укладываются раздельно и хранятся на особых полках, защищенных навесами. Еще наиболее строгие требования предъявляются для хранения теплоизоляторов. Они складируются в сухих помещениях. В ином случае материал всосет лишнюю воду и потом востребует доп осушения.
Разработка монтажных работ
Все спецы, принимающие роль в монтаже металлоконструкций, должны пройти инструктаж по технике сохранности. До этого, чем приступить к работе, они делают особый личный для всякого заказа проект. При всем этом в документы должны быть отмечены работы, которые соответствуют требованиям СНиП 3.03.01-87. Все материалы и технические устройства, задействованные в работах, также должны согласовываться с положениями ГОСТа 12.2.012-75.

Правила монтажа металлоконструкций
Приступая к выполнению монтажа металлоконструкций, рабочие должны очистить и выровнять строительную площадку. Вторым шагом является создание фундамента, отвечающего всем характеристикам, заложенным в изначальном плане строительства. Одним из основных технических критерий для выбора типа и размера фундамента спецы непременно избирают несущую способность грунтов. Значение различия в размерах фактического фундаменту и того, который заложен в проектной документации, указан в СНиП 3.03.01-87. Основа стенок и кровли также устанавливается только в согласовании с проектом. При всем этом учитываются технические характеристики и свойства их ограждающих конструкций. Крайние являются очень хрупким материалом, потому при укладывании их на строительной площадке нужно смотреть, чтоб по конструкциям не прогуливались люди, на их не укладывались томные плиты и не ставились какие-либо типы технического оборудования. Для доборной термоизоляции при монтаже на соединения частей металлоконструкций наклеивается линотерм. Его толщина, обычно, составляет 5 мм. Данный материал предутверждает появление тепловых мостов.

Установка каркасных рам
Сперва осуществляется чистка опорных частей рамы, опосля что на анкерных болтах крепится колонна. Ее фиксируют бетоном, который заливается в основании. Дальше устанавливается 2-ая колонна, которая буде находится в створе уже сделанной. Собираются фермы, устанавливающиеся на колоннах при помощи болтов. В торцах спостроек крепятся стойки фахверка, которые фиксируются на пластинке при помощи сварки.



























