Как заточить сверло по сплаву и какие углы заточки бывают
Как заточить сверло по сплаву и какие углы заточки бывают?

Для сотворения отверстий в сплавах употребляются спиралевидные сверла. Каким бы крепким не был материал наконечника – все равно рано либо поздно инструмент растеряет остроту режущей кромки. Признаки затупления:
- при трении о заготовку раздается резкий скрип;
- стружка выходит маленькой крошкой, а не спиралью;
- во время сверления происходит мощный нагрев.

При наличии хоть какого из этих признаков для вас нужно наточить сверло. При этом не нужно дожидаться окончательного стачивания острых кромок. При работе с тупым кончиком, он раскаляется так, что закаленный сплав «отпускается», и быстро деградирует.
Лучше вы будете при каждой заточке уменьшать длину инструмента на 0,5-1 мм, но приспособление будет постоянно острым и прослужит подольше.
Последующая крайность – выкидывать тупой инструмент и брать новейший. Вы же не выбрасываете затупленные ножики либо топор? Вот и сверла нужно точить. В отличие от режущих инструментов – этот процесс регламентирован определенными нормами.
Как правильно заточить сверло, какие углы заточки есть
Основной угол при верхушке, определяющий возможность обрабатывать различные сплавы – развертка кромок наконечника.

Его величина меняется для различных материалов.
- Твердая сталь – 140°;
- Нержавеющая сталь – 135°-140°;
- Глубочайшее сверление – 130°;
- Чугун – двойной угол. Главный – 118°, вспомогательный – 90°;
- Алюминий, латунь, бронза – 118°;
- Медь и сплавы на ее базе – 100°.
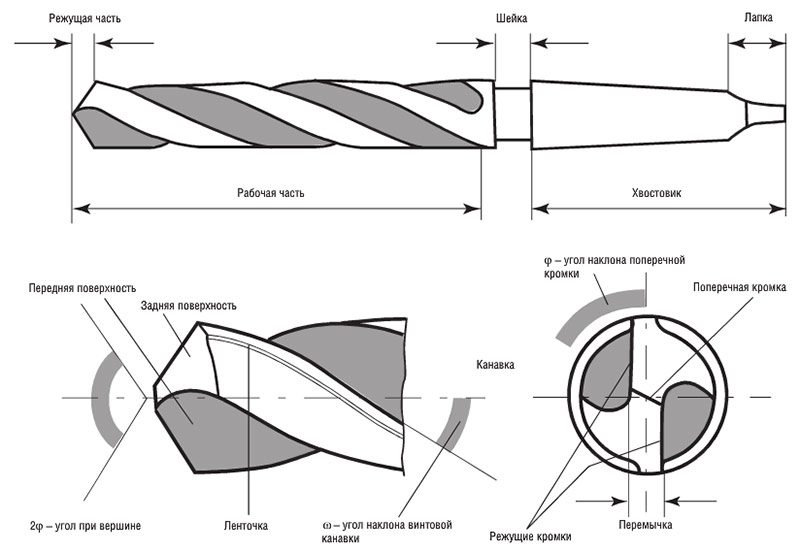
Чтоб осознать, как правильно точить различные углы – нужно осознать, сколько их у сверла, и где они размещены. Для примера разглядим составляющие рабочей части, и величины углов наконечника для обработки нержавеющей стали:

Как видите, инструмент состоит из огромного числа компонент, любой из которых делает свою работу. Но не все кромки придется затачивать вручную. Ну и надзирать процесс можно по всепригодному шаблону.

Сверла по сплаву смотрятся идиентично, кроме особых моделей, которые в быту не используются.

Хвостовик и шея в обслуживании не нуждаются. Из рабочей части затачивается только режущая часть. Ленточка, созданная для формирования и отвода стружки, делается на заводе. Обработать ее в домашних либо даже промышленных критериях фактически нереально.
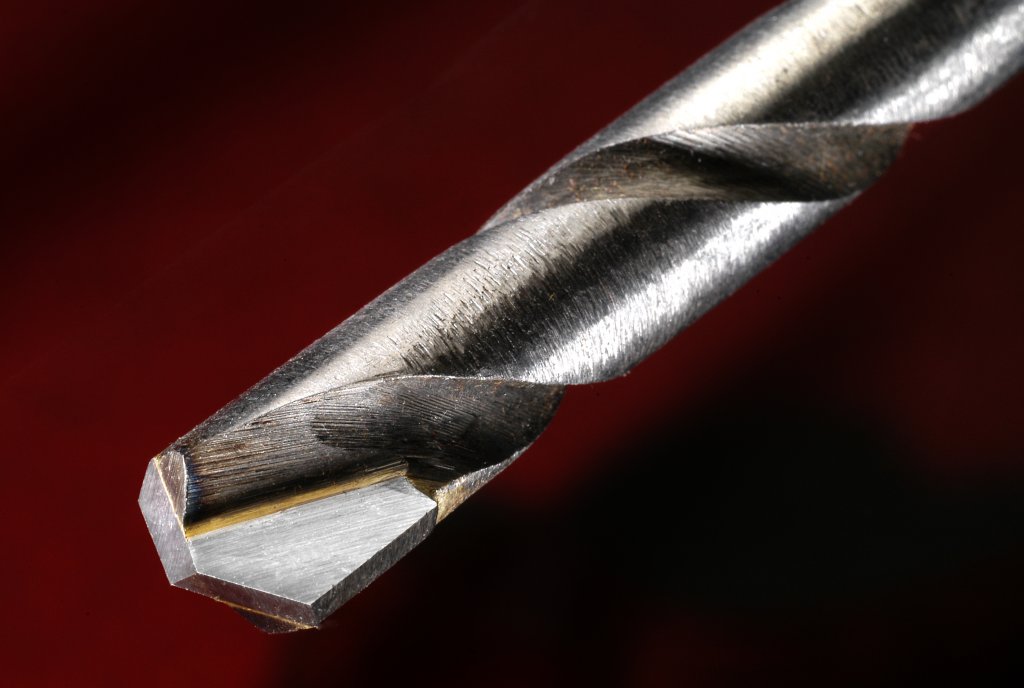
Режущая кромка состоит из задней и фронтальной поверхностей, которые соединяются под острым углом. Конкретно эта кромка соскабливает стружку с заготовки, углубляясь в поверхность и формируя отверстие.

Если кромка не острая, имеет выщерблины и выпуклости – сверление очень затрудняется, и происходит очевидное холостое трение сплава о сплав.
Чем наточить сверло по сплаву
В отличие от ножика либо топора, обычным оселком не обойтись. Для заточки будет нужно абразивный круг, крутящийся со скоростью до 1500 оборотов за минуту. Самое комфортное приспособление – точильный станок.
Диск должен быть тонкодисперсным Величина фракции по обычной маркировке 8H-16H. Материал наждачного круга – карбид кремния. Такие абразивы имеют соответствующий зеленый колер. Маркировка материала – 64С.

Бывалые мастера точат руками, используя только подручник. Корректность углов инспектируют шаблоном. Но существует ряд приспособлений для облегчения работы и увеличения точности обработки.

Выбор довольно широкий, можно подобрать станок на хоть какой вкус и кошелек. Почти все «кулибины» изготавливают приспособления без помощи других.

Для вас нужно только выставить по таблице нужный угол, закрепить сверло в стойке – и надзирать нагрев.
Потому нужно подавать инструмент маленькими движениями, по 2-3 секунды. По мере необходимости, опосля всякого подхода наконечник можно охлаждать водой с растворенной содой.
Если вы работаете со сверлами в промышленных масштабах – есть смысл приобрести автоматическую машинку для заточки. Это быть может как отдельный спец станок

так и насадка на электроинструмент.

В обоих вариантах ваше роль в работе мало. Свойство обработки в таковых приспособах безупречное, да и стоимость довольно большая.
Не стоит отчаиваться, опытные китайцы выдумали, как точить сверла дешево и отлично. Насадка на обыденный шуруповерт совладевает с работой медлительно, но отменно. И ценник наиболее чем человечный.

И все таки вернемся к классическому ручному способу
Конкретно так точат сверла по сплаву фактически все домашние слесаря.
Перед началом работ нужно обусловиться, каким видом заточки нужно обработать рабочую часть сверла. Режущие грани точат последующими методами:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтообразной.

Поначалу затачивается задняя поверхность кромки. Толщина снятого материала обязана быть таковой, чтоб не осталось ни 1-го недостатка на кромке. Если на сверле находятся выщерблины 1-2 мм – придется укорачивать насадку на эту длину.
В процессе процесса временами осматриваем рабочую кромку. Грани должны быть симметричными, перемычка ровненькой, и находиться буквально в центре меж рабочими кромками.

Сверла поперечником до 3 мм затачивают одноплоскостным методом. Опосля придания правильной формы задней поверхности, сверло при помощи подручника либо другого приспособления прижимается к наждаку под углом 25°-30°.
В процессе заточки сверло недозволено поворачивать и поменять угол. Это нужно для придания кромке совершенно плоской формы. К тому же, при повороте может выкрошиться часть сплава рабочей кромки.
Инструмент такового малого поперечника затачивается с 1-го подхода, потому перегрева страшиться не следует. Охлаждать сверло в содовом растворе можно при смене плоскости заточки.
Осматриваем рабочий краешек – грани должны быть схожими, иметь равный угол наклона.
Проверяем по шаблону корректность угла. Если не вышло с первого раза – дорабатывать кромку недозволено. Нужно произвести заточку поновой.
Инструмент поперечником наиболее 4 мм затачивают коническим методом. Техника просит определенных способностей, потому перед обработкой ценных сверл следует потренироваться на тех, которые не жаль попортить.
СОВЕТ! Пытайтесь не выкидывать сломанные сверла. Во-1-х, на их можно отрабатывать способности заточки, во-2-х, хвостовик сломанного инструмента быть может применен в качестве выколотки либо шплинта.
Конический метод принципно различается от одноплоскостного. Сверло держится 2-мя руками (размеры больших экземпляров это разрешают). Опосля касания абразива режущей кромкой, сверло поворачивается по задней стороне, чтоб придать ей коническую форму.
Опосля всякого подхода рабочая часть сверяется с шаблонами по всем трем углам.
Можно точить большие сверла и плоскостным методом. Но при всем этом методе сверло будет плохо отводить стружку из отверстия и очень перенагреваться.
Как хранить новейшие и заточенные сверла

При хранении и переноске сверла не должны тереться друг о друга. Когда вы достаете инструмент из общей коробки, острые рабочие кромки тупятся о соседей. Лучший вариант – личные отверстия либо втулки для вертикального хранения. А если подписать размеры – поиски сверла подходящего поперечника не займут много времени.

Очевидно, влажность в помещении не обязана приводить к коррозии.
Подробный рассказ как правильно заточить сверло смотрите в этом видео.
Как заточить сверло по сплаву – видео правильной заточки

Наверняка, не надо обосновывать то, что хоть какой инструмент, в том числе и свёрла по сплаву имеют одно противное свойство – затупляться в процессе работы. При всем этом скорость такового процесса впрямую зависит от частоты использования сверла и объёмов, выполняемых им работ.
Весьма нередко человек не направляет на это внимание пока сверло совсем не придёт в негодность, опосля чего же его просто выбрасывают, что очень расточительно. А происходит это по той обычный причине, что не почти все знают, как правильно затачивать свёрла по сплаву, притом, что все работы можно провести без помощи других, подручными инструментами, которые постоянно найдутся в мастерской у реального владельца.
Как найти, что сверло сделалось тупым?

Для обработки сплава можно применять лишь весьма острый инструмент. Если в процессе высверливания отверстия будет слышен не совершенно приятный скрежет в месте, где сверло касается сплава, то — это 1-ый признак что инструмент просит заточки. При возникновении такового малоприятного звука целенаправлено закончить все работы.
Если сиим пренебречь, то в процессе вращения сверло начнёт выделять много тепла, которое вместе с трением приведёт к ускоренному износу инструмента.
Обычно для бытовых нужд умельцами употребляются свёрла маленького поперечника до 16 мм. Естественно, затачивать их удобнее на особом оборудовании, но стоимость таковых устройств для использования в быту необоснованно высока и потому их получают очень изредка. Но в кладовой либо в гараже заботливого владельца постоянно найдётся приспособление, которым можно выполнить заточку инструмента:
- точильный стакан с кругом из абразивного материала;
- шлифовальная машина;
- электронная дрель со специальной насадкой.
Для заточки сверла по сплаву подойдёт и хоть какой иной инструмент, на котором можно закрепить точильный гранит и привести его во вращение. Но нужно чтоб такое устройство обеспечивало скорость вращения не меньше 1500 о/мин.
Предварительный шаг перед заточкой

Перед тем как начинать заточку инструмента нужно приготовить очки для защиты глаз и перчатки, чтоб не разрушить руки, также банку с обыкновенной водой. Разъяснять значимость техники сохранности, наверняка, нет никакого смысла, потому что здоровье человека, до этого всего.
В процессе работы микроскопичные частицы сплава, искры и крупинки абразивного круга могут разлетаться в хаотическом порядке. Если не обеспечить защиту открытых участков тела, то железная стружка и пыль может просачиваться в кожу. Но особенной угрозы подвержены незащищённые глаза при попадании, в которые хоть какого постороннего тела могут появиться огромные трудности со здоровьем.
В свою очередь, банка с водой пригодиться для остывания затачиваемого сверла, потому что в процессе трения поверхностей точила и инструмента происходит огромное выделение термический энергии. Если своевременным остыванием сверла пренебречь, то произойдёт его перегрев и в процессе его использования по прямому предназначению оно может стремительно сломаться либо опять затупиться.
Технологическая последовательность заточки

Естественно, просто приготовить защитную амуницию и точильный станок — далековато не довольно. Недозволено приступать к работе не ознакомившись с технологией заточки свёрл для чего же целенаправлено просмотреть видео. Даже невзирая на то, что сама процедура не очень непростая, но, она предугадывает серьезное соблюдение последовательности проведения работ.
Кроме этого необходимо знать, каким методом точить различные свёрла. Это можно найти по форме, придаваемой режущим граням устройства. На сей день спецами рассматривается одноплоскостная, двухплоскостная, коническая, цилиндрическая и винтообразная методика заточки инструмента.
Для определения свойства заточки сверла нужно скрупулёзно обсмотреть его опосля окончания работ. Главными факторами, которые свидетельствуют о том, что инструмент стал острым, являются последующие:
- режущий край сверла по окончании заточки должен оставаться симметричным по отношению к собственной оси;
- смежные режущие кромки должны оставаться схожими по длине относительно центральной оси;
- также схожими должны оставаться и характеристики наклона угла заострённых краёв.
Заточка сверла обязана начинаться с задней поверхности инструмента и длиться в согласовании с определённой последовательностью.
- Задний край режущей кромки очень плотно притискивается к точильной поверхности. Весьма принципиально всё время поддерживать сначало установленный угол.
- Не имея никаких способностей, процедура может не получиться с первого раза. Потому необходимо быть готовым создать несколько попыток.
- Опосля каждой пробы принципиально пристально оглядеть форму сверла.
- Работа обязана длиться до момента, когда задней поверхности инструмента будет придана верная конусообразная форма.
Лишь опосля того, как будет получена нужная форма, можно перебегать к заточке режущей поверхности. При проведении работ нужно надзирать, чтоб заточка всякого пера была схожей. Огромную значимость имеет соблюдение правильного угла заточки.
В случае с одноплоскостным способом заточки задняя поверхность обрабатывается в одной плоскости при четком соблюдении угла в границах 28–30 градусов. Таковой способ считается одним из самых обычных и употребляется для инструмента с сечением наименее 3 мм. Но для полного понимания процесса целенаправлено ознакомиться с видео о том, как правильно выполнить заточку сверла.
При выполнении работы таковым способом сверло прижимается под установленным углом к поверхности точильного круга. В процессе заточки инструмент перемещают не переворачивая. Часто это может привести к тому, что режущая кромка может раскрошиться, в особенности если для производства сверла употреблялся низкокачественный сплав.
Чтоб заточить режущий край инструмента с огромным сечением употребляют коническую заточку. Таковой вариант труднее рассмотренных ранее и потому необходимо ознакомиться с видео, опосля чего же придерживаться определённых шагов работ.

- В левую руку берут рабочую часть инструмента, а в правую хвостовой конец. Рабочая часть обязана удерживаться в наибольшей близости к заборному конусу.
- Не изменяя положения, сверло придавливают режущей частью и задней поверхностью к торцевой части точильного круга.
- Правой рукою, в какой удерживается хвостовой край инструмента, делают покачивающие движения таковым образом, чтоб создавалась конусная форма со стороны задней грани.
- Опосля того как будет заточено одно перо, перебегают ко второму, в точности повторяя весь процесс.
- Принципиальным аспектом таковой процедуры будет то, что сверло недозволено отрывать от поверхности точильного круга.
Существует ещё один способ конической заточки. Для этого сверло также берут в левую руку со стороны режущей кромки, а правой за оборотный конец. Но к точильному кругу придавливают лишь рабочую часть инструмента. Плавными движениями без отрыва от точила сверло проворачивают вокруг оси, тем умеренно затачивая заднюю поверхность инструмента.
Аспекты заточки сверла, которые необходимо знать

Проводя работу принципиально стараться сохранять форму инструмента, которую ему дали ещё на заводе. Благодаря этому выдерживается верный угол. Коническую заточку употребляют в главном для свёрл сечением до 10 мм. Для инструмента с огромным размером добавочно нужно выполнить подточку.
В процессе подточки будет уменьшаться размер фронтального и заднего угла, и расти угол рабочей кромки. Благодаря этому возрастает срок службы инструмента и миниатюризируется ширина поперечной кромки, которая не воспринимает роли в сверлении.
В промышленных критериях, опосля того как инструмент заточен, производится доводка. Такое мероприятие дозволяет избавиться от маленьких зазубрин, оставшихся опосля основного процесса. Благодаря этому сверло меньше подвержено износу. Потому по способности доводкой лучше не третировать.
Разобраться, как правильно заточить свёрла по сплаву не так и трудно, в особенности если просмотреть видео проведения работ. Выполняя все работы без помощи других, человек должен набраться терпения, потому что не постоянно всё выходит с первого раза. Если терпения и желания заниматься без помощи других заточкой инструмента нет, то можно обратиться за помощью к спецам либо просто приобрести новое сверло.
Как правильно заточить сверло по сплаву: методы и правила заточки инструмента с видео
Затупившемуся инструменту можно и необходимо возвращать остроту. Потому мы поведаем, как правильно заточить сверло по сплаву: способы обработки, до какой геометрии доводить и так дальше. В итоге вы будете знать, что созодать, чтоб вполне возвратить его свойства и опять его применять. Согласитесь, это еще практичнее, чем сходу брать новое.
Внимание, как вы заметите, что режущая кромка утратила начальный профиль, необходимо здесь же закончить выполнение технологической операции. Поэтому что его кромка под действием сил трения нагрелась и стала мягенькой, и продолжение работы вызовет еще огромную деформацию, уже критичную, опосля которой восстановление станет неосуществимым.
Когда стоит проводить заточку сверл
Осознать, что она нужна, можно по последующим, довольно очевидным признакам:
- при погружении инструмента в толщу заготовки слышен резкий скрип;
- стружка выходит в виде маленькой крошки, а не длинноватой спирали;
- кромка стремительно перегревается – стоит испытать пальцем, и можно обжечься.
 |
 |
Итак, если заметите хотя бы один из этих тревожных символов, немедля останавливайтесь, по другому не избежите поломки. Если обычная операция стала занимать больше времени – к примеру, ранее вы делали отверстие за 3 секунды, а сейчас за 5 – это тоже гласит о износе.
В случае колебаний следует просто проверить кромку на ощупь: если она круглая либо гладкая и, напротив, с неровностями, сколами, заусенцами, это свидетельствует о том, что инструмент непригоден для предстоящего использования и пора озаботиться вопросцем восстановления.

Геометрия и части сверла
Система рассматриваемого инстурмента довольно ординарна и состоит из таковых частей:
- режущая кромка, конкретно снимает стружку;
- шея, выполняющая роль специфичной перемычки;
- рабочая часть с нарезанными канавками, отводящими отходы;
- хвостовик, фиксируемый в станке (ручной дрели);
- по паре задних (затылок) и фронтальных поверхностей, формирующих профиль;
- две спинки с ленточками, создающие внешнюю сторону.
При неоднократном выполнении технологических операций затупляется, а означает конкретно ей и требуется возвратить остроту.
Характеристики, подлежащие восстановлению
Верная заточка сверла по сплаву дозволяет восстановить последующие свойства:
Угол верхушки, который кромки образуют совместно с перемычкой. Вначале, он зависит от высококачественных черт материала обработки (твердость так же принципиальна, как вязкость) и способен составлять 60-150 градусов, а время от времени и доходить до 180. В нашем случае нужно, чтоб он стал 116-118 0, соответственно, его необходимо привести к данному показателю.
 |
 |
 |
Угол оси и режущей части – он должен быть вполовину уже предшествующего, другими словами 58-59 0, и симметричен относительно каждой стороны инструмента. По другому будет наблюдаться неравномерный износ, что оборачивается наиболее резвым выходом инструмента из строя, также неровными краями готовых отверстий.
Задний угол – должен быть зафиксирован в спектре 7-17 0 (зависит от того, из чего же выполнена заготовка); хоть какое отклонение фактического значения от номинального требуется исправлять, по другому производительность снизится в разы, ну и поломка не принудит себя ожидать.
Форма и длина кромок – принципиально, чтоб они были равными, в неприятном случае безизбежно возникнет биение, в итоге которого не получится делать отверстия строго данного поперечника. Определять размеры (для выяснения симметричности) следует от края (верхушки) до центральной точки перемычки.

Зависимость угла заточки от материала
Выше мы уже упоминали, что количество градусов изменяется в ту либо иную сторону, исходя из того, что за деталь обрабатывается. Чем она меньше, тем кромка длиннее, лучше теплоотвод, подольше срок службы. Чем больше, тем сложнее центрировать инструмент на исходном шаге выполнения технологической операции.
Есть всепригодная величина – 118 0 (с допуском в 2 0) и 7-12 0 соответственно. Ее выбирают тогда, когда никаких подробностей не обозначено. Если же понятно, из чего же выполнена заготовка, следует дать предпочтение рекомендованным величинам, которые мы для наглядности свели в таблицу.



























