Как ровно согнуть лист сплава
Почти все задаются вопросцем: как ровно согнуть лист сплава? И не умопомрачительно, ведь при выполнении строй работ может показаться необходимость в выполнении схожей процедуры.

Трубы маленького поперечника сгибают с помощью тисков. Весьма нередко при строй действиях возникает потребность согнуть трубы достаточно огромного поперечника. Для схожей работы нужны особые станки, на которых делают сгибание железных листов и труб. Сгибаемый компонент при всем этом не деформируется.
Как ровно согнуть лист сплава? Этапы:
Совет: при сгибании деталей учитывается его толщина, пластичность и определяется радиус кривизны.
Разработка гибки метала
Сгибание листового сплава предполагает воплощение определенных действий, которые приводят к тому, что материал приобретает подходящую форму. Процесс сгибания сплава производится без помощи сварочных либо остальных соединений, уменьшающих долговечность и крепкость материала.
При сгибе внешние слои изделия растягиваются, а внутренние сжимаются. Разработка заключается в том, чтоб одну часть перегнуть по отношению к иной на требуемый угол.
Впору гибки железный лист подвергается деформации. Ее величина зависит от толщины изделия, пластичности, угла извива и скорости сгибания. Сам процесс делают на оборудовании, за счет что не образуются повреждения. Если согнуть деталь некорректно, то на его поверхности могут произойти различные недостатки, вследствие что на полосы извива металл получает различные повреждения, что может привести к ее поломке.

Напряжение извива обязано быть больше, чем предел его жесткости. В итоге гибки может происходить пластическая деформация. При всем этом опосля операции сгиба готовая система будет хранить ту форму, которая была ей задана.
Достоинства процесса ровненькой гибки листа сплава:
- Высочайшая производительность процесса.
- В итоге сгибания можно получить заготовку без шва.
- Готовая система имеет высшую устойчивость к коррозии.
- На месте сгиба не появляется ржавчина.
- Система является цельной.
- Высочайшая крепкость.
- Особое оборудование стоит достаточно недешево.
- Ручная гибка довольно трудозатратная.
В отличие от конструкций, выполненных методом сгиба сплава, на сварных системах находится сварной шов, который подвергается ржавчине и коррозии.

Сгиб изделий производится вручную либо с внедрением особых устройств. Ручной извив – непростая и трудозатратная процедура, которая производится с помощью плоскогубцев и молотка. Если необходимо ровно согнуть лист сплава маленький толщины, используют киянку.
Сгибание листового сплава производят с помощью вальцов, роликовых станков либо пресса. Чтоб материалу придать форму цилиндра, используют гидравлические, ручные либо электропроводные вальцы. Схожим способом создают трубы.

Гибка листового сплава употребляется в целях домашнего строительства для производства водостоков, железных каркасов, профилей, труб и иных конструкций. При сгибании материала своими руками можно выполнить трубы различного поперечника. При помощи станков загибаются изделия с цинковым покрытием. Для этого следует сделать станок, лучше по шаблону.
При загибе какого-нибудь изделия следует найти его характеристики. Длина конструкции рассчитывается с учетом радиуса. Для заготовок, которые сгибаются под прямым углом, без образования закруглений, припуск должен составлять 0,6 мм от общей толщины листа.
Своими руками можно сгибать последующие сплавы:
- медь;
- латунь;
- алюминий.
Радиус извива будет зависеть от свойства сплава и варианта гибки.
Как ровно согнуть лист сплава своими руками?
Для производства скобы способом гибки используют последующие инструменты и материалы:
- тиски;
- железный лист;
- оправа;
- молоток;
- электропила по сплаву;
- брусок.
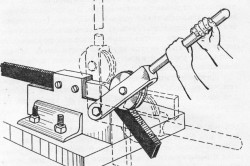
Заблаговременно по схеме рассчитывается длина полосы заготовки и производится расчет сгибания железного листа. В расчете на любой загиб делается припас по 0,5 мм толщины и по 1 мм на сгиб торцов в сторону. По заблаговременно составленной схеме выпиливается заготовка и делается отметка места загиба. Для того чтоб согнуть материал употребляют тиски с угольниками.
Поначалу на уровне извива необходимо зажать в тисках заготовку. Потом с помощью молотка осуществляется 1-ый загиб. Заготовка переставляется в тисках и зажимается оправой совместно с бруском, опосля что производится 2-ой загиб.

Как ровно согнуть лист сплава: изготовка станка своими руками
Для того чтоб сделать устройство, позволяющее в домашних условиях выполнить извив железного листа нужно приготовить последующие материалы и инструменты:
- уголок 80 мм;
- болты;
- железная опора двутавр 80 мм;
- петли;
- сварочный аппарат;
- струбцины;
- ручки;
- стол.
Все работы начинаются с подготовки базы самодельного станка из профиля – двутавра 80 мм. Опосля этого сверху к двутавровой опоре прикручивается уголок 80 мм на два болта. Во время сгибания он будет укреплять заготовку. Под уголок приваривается три петли от железных дверей, 2-ые половинки которых приваривают к самому уголку.
Чтоб выполнить гибку, к уголку привариваются две ручки по 800 мм, с помощью которых можно будет поворачивать станок. Листогиб прижимается к столу с помощью 2-ух струбцин. Прижимающей уголок откручивается. Потом укладывается заготовка, а уголок {перемещается} на пространство.

По мере необходимости его можно будет приподнять, не снимая при всем этом. Опосля этого материал продевают меж двутавром и уголком. Железный лист аккуратненько выравнивается. Затягиваются болты и с помощью поворота заготовка сгибается на требуемый угол.
Самодельный станок – устройство не всепригодное, потому что его употребляют для сгибания листов малеханькой толщины. Если есть необходимость в загибе материала с большенный шириной, следует использовать станки, выполненные на производстве.
Как согнуть листовой металл своими руками?

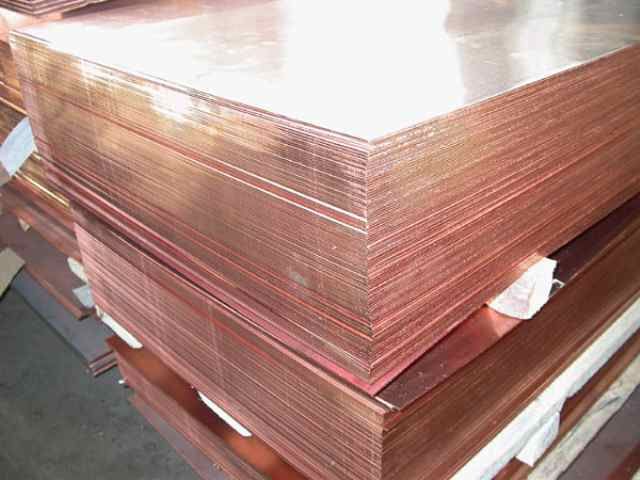
Листовой металл различается высочайшим спросом в различных сферах строительства, индустрии и находит свое применение также и в быту. Приобрести железный лист по прибыльным ценам – еще не все, так как для предстоящего использования часто требуется доборная обработка, а конкретно извив.
Общая информация
Рассматривается вариант с вырезкой листового сплава и следующей сваркой полос, что дозволяет получить конструкции под необходимым углом, но таковой способ не всераспространен, так как в местах соединений металл часто подвергается коррозии.
Потому лучший метод – это деформация прохладным способом, которую можно без особенных усилий выполнить в домашних условиях.
Но следует направить внимание, что просто гнется металл, сделанный из низколегированной стали. Если же в качестве сырья применялась углеродистая сталь, то процесс изгибания наиболее трудозатратный.
Технологии сгибания сплава
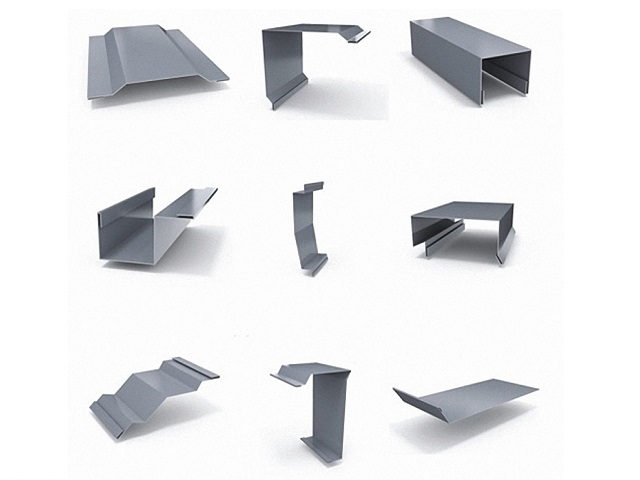
Различают несколько технологий гибки листового сплава, выбор которых зависит от определенных задач использования материала:
- радиусная;
- одноугловая;
- многоугловая;
- П-образная.
Для гибки сплава, в зависимости от технологии, требуется различное оборудование, в большей степени общего использования. А если проявить находчивость, то можно смастерить целый станок для сгибания сплава.
Различные варианты гибки сплава в домашних условиях
Если нужно согнуть железную полосу маленький ширины, нужно применить тиски и молоток. Этот способ подступает для получения одноуглового и П-образного извива. Полоса зажимается в тисках, а потом резиновым либо древесным молотком гнется и выходит прямой уголок, опосля что она опять зажимается в тисках, но уже с бруском и с помощью молотка выходит П-образный извив.
Если же требуется согнуть лист большенный ширины, подойдет древесный брусок, к которому лист закрепляется струбцинами, а дальше с помощью плоскогубцев и молотка гнется по всей длине. В итоге выходит прямой угол.
Для радиусного извива употребляется болванка, древняя труба, к которой привариваются с 2-ух торцов трубки, вовнутрь которых вставляют лом. Потом болванка кладется на край железного листа, который на нее накручивают, с помощью лома. Шов приобретенной радиусной заготовки обрабатывается сваркой.
Радиусному извиву легче поддается листовой металл, приобретенный горячекатным методом, а для углового брать стоит листы, сделанные прохладным прокатом.
Этапы гибки сплава
Чтоб получить нужный профиль либо трубу из листового сплава, нужно делать работы в несколько шагов:
Как гнуть листовой металл в домашних условиях
При строй либо ремонтных работах нередко возникает потребность в изготовлении железных деталей. Элементы из тонколистового сплава употребляются при монтаже заборов и оград, водостоков, канализации, каркасных конструкций и т.д.
При промышленном производстве таковых изделий используются современные автоматические станки, которые обеспечивают точную гибку с управляемым усилием по заблаговременно нанесенной разметке. Но в домашних условиях доступ к такому оборудованию отсутствие — поэтому для гибки приходится принять самые примитивные технологии. Это означает, что согнуть металл по контуру получится, но свойство изделия совершенно точно будет уступать качеству аналогичной детали фабричного производства.
Общая информация о гибке листового сплава
Сгибание сплава — это довольно пользующаяся популярностью разработка обработки. Основным преимуществом считается сохранение структуры самого сплава — отсутствие сварного шва дозволяет повысить крепкость и понизить возможность развития коррозии. При использовании заготовок маленький толщины нагрев перед гибкой не требуется — даже без подготовительного увеличения температуры заготовка просто воспринимает подходящую форму.
Направьте внимание! Твердые материалы — углеродистые стали, дюраль и аналоги — существенно ужаснее поддаются гибке в прохладном состоянии. Но они употребляются довольно изредка, поэтому почаще всего приходится гнуть покрытую цинком сталь либо дюралевый лист. Также для обработки в домашних условиях отлично подступают мягенькие виды металлов и сплавов, такие как латунь либо медь.
Зависимо от того, какой профиль нам необходимо получить, различают гибку:
- Одноугловую
- Многоугловую
- П-образную
- Радиусную
Гибка с растяжением — отдельная разработка, которая применяется при изготовлении деталей с маленького поперечника большенными радиусами гибки. При изготовлении схожих деталей своими руками процесс соединяют с таковыми операциями, как резка либо пробивка.
Для ручной гибки употребляются роликовые/вальцовочные станки либо ручной инструмент. Ручная гибка сплава — задачка довольно трудоёмкая и требующая аккуратности. Главные инструменты мастера — плоскогубцы, киянка, резиновый молоток.
Как выполнить гибку под прямым углом
При наличии шаблона (подойдет фактически хоть какой прямоугольный объект с достаточной прочностью и необходимым размером) гибка сплава под прямым углом не просит фактически никаких способностей. Да, итог будет далек от промышленного, но в целом согнуть полосу листового сплава можно.
Набор инструментов для решения задачки:
- Тиски.
- Молоток.
- Пила по сплаву.
- Оправа.
- Брусок.
Направьте внимание! При изготовлении заготовки нужно созодать припас. На любой загиб — по 0,5 мм, плюс еще мм на сгибы с обеих сторон.
- Заготовку помещают в тиски с угольниками. Зажимая её по полосы сгиба, обрабатывают молотком. При обработке необходимо смотреть, чтоб боек молотка (даже если употребляется древесная киянка) не оставлял следов на сплаве.
- Опосля обработки заготовку разворачивают в тисках, зажимают оправой и бруском и сформировывают другую сторону. Деталь вытаскивают, отмеряют нужную длину сторон, выполняя загибы по низу.
- Корректность угла контролируют с применением угольника либо шаблона. Если необходимо — деталь подправляют молотком, добиваясь, чтоб все углы были буквально 90°. При правке заготовка также зажимается бруском и оправой, поэтому что на весу выровнять плоскости не получится.
Плюсы и минусы способа
Преимущество такового подхода разумеется — можно гнуть металл под прямым углом с внедрением самых обычных инструментов, которые есть у всякого мастера. Но минусов у ручной гибки тоже много:
- Даже при очень аккуратной работе молоток оставляет следы на сплаве, что ускоряет процесс развития коррозии.
- Точность гиба будет низкой — даже серьезный контроль не обеспечивает безупречного совпадения полосы разметки и полосы. По которой будет согнут металл.
- Скорость работы очень низкая, поэтому даже при высочайшей квалификации мастера на изготовка нескольких деталей уйдет практически весь денек.
Гибка листового сплава с помощью молотка
Молоток и плоскогубцы (либо струбцины) — это простые инструменты, которые есть у хоть какого мастера. И все таки с помощью их можно делать гибку железного листа. Наибольшая толщина сплава, который можно обрабатывать таковым методом — 1,2 мм. Проще всего гнуть металл под прямым углом, но при наличии шаблона можно придать заготовке фактически хоть какой профиль:
- В качестве опоры употребляется толстая доска либо древесный брусок.
- На предварительном шаге деталь размечают, верно проводя линию сгиба.
- Металл захватывают плоскогубцами так, чтоб их жеребцов пришёлся буквально на линию разметки.
- Край железной заготовки равномерно отгибается ввысь. Дальше плоскогубцы смещаются по разметке и операция повторяется.
- Опосля окончания предварительный гибки деталь помещают на шаблон (при прямоугольном гибе — брусок). Ударами молотка заготовке придается подходящая форма, точность гибки контролируют угольником.
Направьте внимание! Для нанесения ударов употребляется резиновый молоток либо киянка. При использовании железного молотка удары наносятся лишь через пластинку из несжимаемого материала, к примеру, текстолита. Удары сплава о металл приводят к повреждению заглавия и ускоренному развитию коррозии.
Сгибание листа шириной до 2 мм можно проводить на десктопе либо верстаке, лучше — с железной оковкой углов:
- Металл располагают так, чтоб линия разметки приходилась на кромку.
- Под обрабатываемый материал подкладывают металлической уголок (если край стола не окован).
- Ударами молотка край заготовки загибается вниз, потом выравнивается.
Еще одна методика сгибания листового сплава:
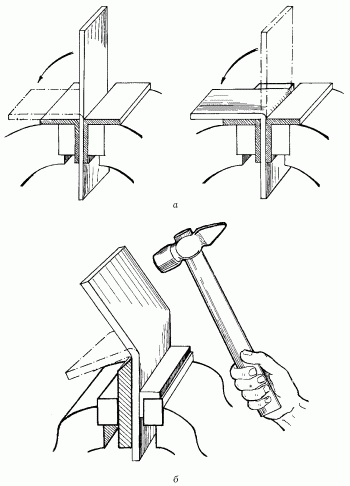
- Лист зажимают в тисках с помощью 2-ух древесных брусков.
- Сгибание создают с помощью молотка, простукивая металл от 1-го конца к другому.
- Край листа при всем этом направляют вниз так, чтоб в итоге он стопроцентно лег на закрепленный в тисках брусок.

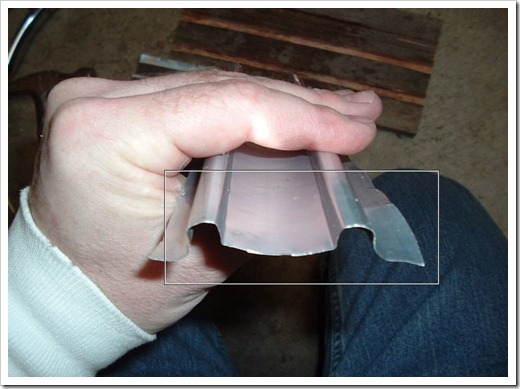
Изготовка трубы с применением ручного инструмента
Есть несколько довольно обычных методов сгибания железного листа в трубу без внедрения станка. Идеальнее всего употреблять болванку пригодного поперечника — в данной для нас роди практически постоянно выступает толстостенный обрезок иной трубы. Таковым методом обычно делают трубы до метра в длину без больших требований к точности поперечника — к примеру, элементы водосточной системы.
Труба сгибается так:
- Лист сплава раскладывают на полу, отрезают от него кусочек подходящей длины.
Направьте внимание! Для расчета ширины листа нудный поперечник трубы множат на 3,14. На шов необходимо непременно прибавить 30 мм, по другому за счет стыковки краев поперечник трубы уменьшится.
- К болванке с 2-ух сторон приваривают перпендикулярно одна к иной по паре трубок. В их отверстия должен свободно вставляться лом.
- Чтоб пользоваться приспособлением, потребуются усилия 3-х человек. Болванку укладывают на край листа. Один человек встает сверху, двое остальных накручивают металл на болванку, проворачивая лом на 90 градусов.
- Всю длину листа скручивают таковым методом, оставшийся край подбивают молотком. Шов закрепляют с помощью сварки.
Направьте внимание! радиус сгиба листового сплава зависит от его толщины и метода производства. Горячекатаная сталь больше подступает для труб, из прохладного проката изготавливают профильные изделия.

Изготовка листогибного станка своими руками
Ручные листогибы разрешают хотя бы отчасти улучшить процесс обработки сплава. Конкретно ручными листогибами пользуются кустарные производители железных деталей для заборов, потолков, фасадов и т.д. свойство обработки — выше, чем при ручной гибке, но ниже (в разы) по сопоставлению с внедрением автоматического оборудования.
Весьма нередко мастера, у каких нет ручного листогиба, делают его из подручных деталей. В принципе, такое устройство тоже может работать — но изделия, которые будут сделаны с его помощью, навряд ли прослужат длительно.
Для кустарной сборки листогибного станка пригодятся:
- двутавровая опора 80 мм,
- уголок 80 мм
- крепежные элементы
- петл
- струбцины,
- пара рукояток.
Система закрепляется на устойчивом столе либо верстаке — основание обязано быть очень размеренным и недвижным. Сборка делается с применением сварочного аппарата:
- База листогиба — двутавровая опора. К опоре 2-мя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания.
- Под уголок при помощи сварки укрепляют три дверные петли (они должны быть довольно громоздкими). Вторую их петель приваривают конкретно к уголку.
- Чтоб станок просто поворачивался во время сгибания листового сплава, к нему с 2-ух сторон приделывают ручки.
Готовый станок укрепляют к столу при помощи струбцин. Вероятен и несъемный установка, но таковая фиксация неудобна. Работает приспособление довольно просто:
- Перед укладкой заготовки уголок откручивают либо приподнимают.
- Купированный в размер лист сплава придавливают и сглаживают по краю.
- Для загиба станок поворачивается за рукояти.
Главный минус такового устройства — гнуть можно лишь довольно мягенький металл с малой шириной листа. Даже при гибке листовой покрытой цинком стали от 0,5 мм будет нужно существенное усилие, а сам гибочный угол быть может недостаточно ровненьким и чётким.

Недочеты ручной формовки тонколистового сплава
Все перечисленные методики могут рассматриваться только в качестве вспомогательных — для сколько-либо массового производства железных изделий они непригодны. Даже при использовании ручного листогиба есть ряд недочетов, которые недозволено игнорировать.
- Возможность работы лишь с узким сплавом — уже при толщине 0,7-1 мм начинаются фактически неразрушимые трудности, а свойство гибки становится непредсказуемым.
- Невозможность обработки высококачественного сплава с высочайшей прочностью жёсткостью.
- Возможность формирования лишь самых обычных профилей — Г-образных, П-образных, дуговых. Непростой профиль с бессчетными ребрами жёсткости и технологическими полками сформировать на простом оборудовании тяжело либо совсем нереально.
- Высочайший риск повреждения сплава в месте гиба из-за того, что дозировать усилие действия на материал при его обработке не выходит. Итог — понижение прочности в месте сгиба, высочайший риск коррозии.
Направьте внимание! Гнуть металл с полимерным покрытием таковым методом фактически нереально — полимер будет отслаиваться в итоге ударного действия.
- Низкая точность гибки — даже при серьезном контроле при любом ударе может быть смещение заготовки и деформация профиля.
Таковым образом, практику использования ручного инструмента и простых листогибов при производстве металлоизделий можно считать допустимой лишь при некоммерческом использовании приобретенных деталей. Кустарное создание продукции, приобретенной таковым методом, фактически постоянно соединено с мощным понижением свойства. И это понижение будет заметённым как сходу опосля изволения детали (деформация, несовпадение размеров), так и через некое время опосля начала ее эксплуатации (ослабление надежности креплений, коррозия).
Гибка листового сплава – вероятна и в домашних условиях!
Гибка листового сплава (ГЛМ) представляет собой технологическую операцию, направленную на получение большой заготовки или изделия в процессе деформации листа. Таковой процесс дает возможность убыстрить и упростить функцию производства металлоконструкций.
1 Разработка ГЛМ – в чем сущность операции?
Гибка стали в листах предполагает приложение давления либо перегрузки (другими словами определенной наружной силы) к заготовке, в итоге что она пластически деформируется в форме извива (смотрите видео). При всем этом сплошность сплава не нарушается. Самым простым типом такового процесса считается прямолинейная ГЛМ без нагрева железного листа, которая производится приложением давления на заготовку по данной полосы сгиба.
Разработка гибки основывается на естественной ковкости (пластичности) стали и разных металлов.

Обозначенные материалы без заморочек сгибаются с помощью обычных механических приспособлений и наиболее сложных производственных прессов в прохладном состоянии. А вот балочный прокат почаще всего гнут по методике жаркого деформирования.
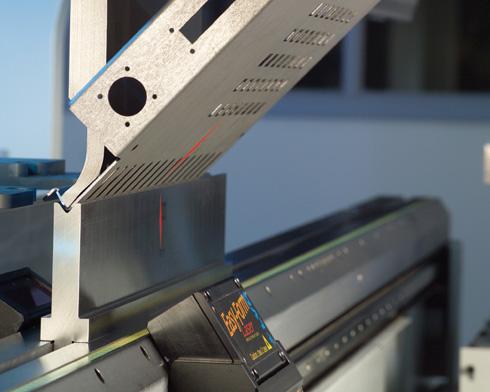
Суть процедуры ГЛМ состоит в том, что лист располагают меж нижней и верхней плитами специального пресса или меж фигурными валками механического станка и подвергают его строго контролируемой деформации. Разработка процесса отлично видна на видео. Лист сплава опосля таковой операции может иметь фактически всякую конфигурацию (в том числе и довольно сложную). При желании на особом гибочном оборудовании можно получить даже замкнутый профиль.

Гибка листового сплава своими руками производится по определенным правилам. Неотклонимым является подготовительный расчет величины усилия, с которым можно повлиять на листы стали. Этот показатель определяется сопоставлением предельной пластичности сплава с показателем перегрузки, которую планируется приложить к сгибаемой заготовке.
Расчет сам по для себя несложен. Нужно принять во внимание геометрические размеры листов стали и пределы их ковкости и, базируясь на этих значениях, избрать по обычным графикам или табличкам рекомендованную рабочую нагрузку. Принципиально подобрать показатель усилия так, чтоб он не приближался очень близко к лимиту пластичности сплава. Если расчет будет выполнен безграмотно, в листе стали останутся усталостные напряжения либо же заготовка просто-напросто «порвется».
2 Кратко о проф оборудовании для гибки
На данный момент сотворено много станков и сравнимо обычных приспособлений для ГЛМ. Самые простые из их дают возможность получать в домашних условиях П-образные (швеллеры) и Г-образные (уголки) изделия. О их пойдет речь ниже. А вот промышленные компании обычно эксплуатируют различное по конструкции гибочное оборудование, называемое прессами. Они могут быть:
- Ротационными. Такие вальцовые агрегаты гнут листы в процессе их передвижения меж особыми валками. Ротационные станки бывают стационарными и переносными. Их используют для производства малых количеств огромных по длине и габаритам заготовок.
- Поворотными. Листовой металл в этих прессах гнется за счет наличия в их конструкции гибочных балок и 2-ух плит – недвижной снизу и поворотной сверху. Такое оборудование совершенно годится для обработки изделий с не весьма сложным рельефом и с маленькими геометрическими размерами.
- Обыденные прессы с пневматическим или гидравлическим приводом. Они подступают для производства массовых и мелкосерийных партий изделий. Извив листов в их производится меж пуансоном и матрицей, что дает возможность работать даже с толстыми металлическими заготовками. Гидравлические листогибы эксплуатируются почаще, чем их пневматические «собратья».

Ротационное оборудование считается самым современным. Оно работает автоматом (смотрите видео). Для его использования оператору не надо делать расчет требуемого для операции усилия. Станки с поворотной опорой также являются высокоавтоматизированными. Обыденные же прессы требуют активного роли человека в работе. Оператор должен подавать листы по одному на станок, надзирать положение заготовки на матрице в строго определенном положении. Такое оборудование нередко употребляется на маленьких предприятиях, работающих с металлическими изделиями.
3 Самостоятельная ГЛМ – вероятна ли она в домашних условиях?
Гибку тонколистового сплава можно делать своими руками. Для этих целей совершенно необязательно брать дорогостоящие прессы либо особые листогибочные агрегаты. Обычный метод ГЛМ просит наличия уголка из сплава и обыкновенной киянки. Заготовку необходимо поместить на край уголка, выдвинуть часть листа, которую требуется загнуть, а потом осторожными ударами молотка придать хотимый извив. Понятно, что данная методика точность загиба не гарантирует, даже если вы будете соблюдать все правила выполнения операции (учтете индивидуальности материала, проведете расчет перегрузки и так дальше).
Наиболее высококачественные результаты гибочной процедуры можно достигнуть, используя авто домкрат. Он дозволяет очень отлично и буквально производить гибку арматуры, тонких и толстых листов, также труб. Заготовку помещают на подводимую снизу выдвижную штангу. Упирают ее в зафиксированные сверху штыри, меж которыми будет передвигаться штанга, выгибая по время движения листовую железную деталь либо железную трубу.

Также хоть какой домашний мастер способен без помощи других сконструировать удачный станок для сгибания ГЛМ. Для этого ему пригодятся последующие элементы:
- поверхность, выполняющая функцию десктопа;
- струбцины;
- 8-сантиметровый уголок;
- болты, ручки и петли;
- 8-сантиметровая железная опора.
Основой конструкции станет двутавровый профиль из сплава. К его высшей части следует присоединить с помощью болтов уголок, который нужен для удерживания листов при их изгибании. Под сиим элементом с помощью агрегата для ручной дуговой сварки укрепляют три петли (подступают те, которые устанавливаются на железные современные двери). С иной стороны их приваривают конкретно к уголку.
К столу получившееся приспособление следует придавить 2-мя струбцинами. Металлической лист для гибки укладывают под прижимающей уголок: откручивают его, а опосля размещения заготовки – ставят назад. Направьте внимание – стопроцентно демонтировать прижимающей элемент не надо. Его довольно приподнять на высоту, которой довольно для укладки под него железного листа. Как это делается, отлично видно на видео. Листовую заготовку монтируют меж уголком и профилем и кропотливо сглаживают по краю прижима.

Спецы рекомендуют мало усовершенствовать такую систему, чтоб ее применение было очень комфортным. Для этого довольно приварить две ручки к уголку. Они дозволят без заморочек поворачивать уголок, тогда сгибать листы будет резвее и удобнее.
На таком простом агрегате для вас станет доступна гибка тонколистового сплава в домашних условиях. Огромные по толщине листы самодельный станок, к огорчению, не осилит. Но в быту потребность в их сгибании возникает очень изредка.



























