Пайка алюминия паяльничком и газовой горелкой
Существует распространенное убеждение, согласно которому нереально паять либо лудить алюминий (также сплавы на его базе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности дюралевой детали появляется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в итоге чего же создается препятствие для процесса лужения;
- процесс пайки значительно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это спектр в границах от 500 до 640°С). Кроме этого сплав теряет крепкость, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение стойкости дюралевых конструкций.
Беря во внимание приведенные выше причины, выполнить пайку алюминия обыкновенными средствами вправду нереально. Решить делему поможет применение сильнодействующих флюсов, в сочетании с внедрением особых припоев. Разглядим тщательно эти материалы.
Припой
Обычно в качестве базы легкоплавкого припоя употребляются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Неувязка в том, что алюминий в этих сплавах фактически не растворяется (кроме цинка), что делает соединение ненадежным.
Применив флюс с высочайшей активностью и проведя подабающим образом обработку мест соединения, можно употреблять припой на оловянно-свинцовой базе, но лучше отрешиться о такового решения. Тем наиболее, что паянное соединение на базе системы Sn-Pb владеет низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на пространство пайки дозволяет избавится от этого недочета.
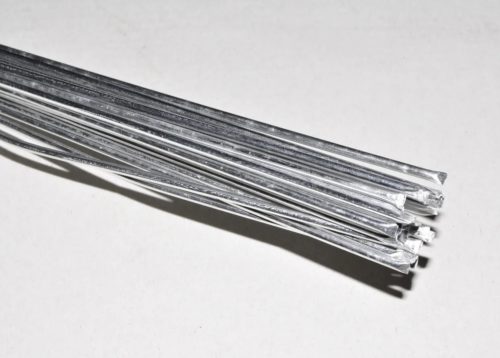
Для пайки дюралевых деталей лучше употреблять припой на базе кремния, меди, алюминия, серебра либо цинка. К примеру 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), либо наиболее всераспространенный ЦОП-40 (Sn – 60%, Zn – 40%).

Припой российского производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таковых металлов, как медь, кремний и алюминий. К примеру, как упомянутый выше российский припой 34A, либо его забугорный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что дозволяет производить пайку при температуре от 590 до 600°С.

«Aluminium-13» производства компании Chemet
При выбирании флюса нужно учесть, что не любой из их быть может активным к алюминию. Мы можем посоветовать употреблять в таковых целях продукцию российского производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» либо «для пайки алюминия».

Флюс российского производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Таковой состав более оптимален, если делается высокотемпературная пайка.

Рекомендуемый флюс для паки при высочайшей температуре
Подготовка поверхности
До этого чем начинать лужение, нужно выполнить последующие деяния:
- обезжирить поверхность с помощью ацетона, бензина либо хоть какого другого растворителя;
- удалить оксидную пленку с места, где будет делается пайка. Для зачистки употребляется наждачка, абразивный круг либо щетка с щетиной из металлической проволоки. В качестве кандидатуры можно применить травление, но эта процедура не так очень всераспространена в силу собственной специфики.
Следует учесть, что на сто процентов оксидную пленку удалить не получится, так как на очищенном месте мгновенно возникает новое образование. Потому зачистка делается не с целью полного удаления пленки, а для уменьшения ее толщины, чтоб упростить флюсу задачку.
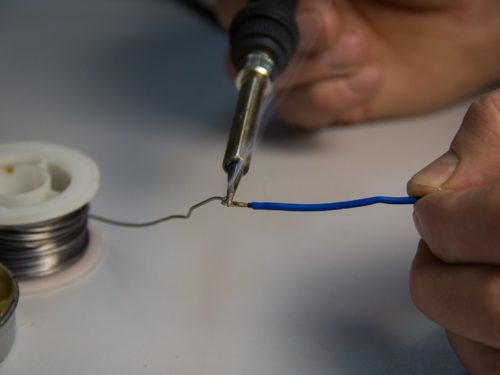
Нагрев места пайки
Для пайки маленьких деталей можно пользоваться паяльничком мощностью не наименее 100Вт. Мощные предметы потребуют наиболее массивного нагревательного инструмента.

Паяльничек мощностью 300 Вт
Более лучший вариант для нагрева — внедрение газовой горелки либо паяльной лампы.
Обычная газовая горелка
При использования горелки в качестве нагревательного инструмента следует учитывать последующие аспекты:
- недозволено перегревать главный сплав, так как он может расплавиться. Потому в процессе нужно часто надзирать температуру. Созодать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута нужная температура;
- не следует употреблять кислород для обогащения газовой консистенции, так как он содействует сильному окислению железной поверхности.
{Инструкция} по пайке
Процесс пайки дюралевых деталей не имеет собственных отличительных особенностей, он осуществляется также как со сталью либо медью.
Метод действий последующий:
- обезжиривается и зачищается пространство пайки;
- делается фиксация деталей в подходящем положении;
- греется пространство соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если употребляется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, опосля чего же трут жестким кусочком припоя по месту пайки.
Для разрушения пленки оксида алюминия также употребляется щетка со щетиной из металлической проволоки. С помощью этого обычного инструмента создают растирание расплавленного припоя по дюралевой поверхности.
Пайка алюминия — полная видео {инструкция}
https://www.youtube.com/watch?v=ESFInizLE9U
Что созодать при отсутствии подходящих материалов?
Когда нет способности приготовить все нужные для пайки материалы, можно употреблять другой метод, при котором применяется припой на оловянной либо оловянно-свинцовой базе. Что касается флюса, то он заменяется канифолью. Чтоб не создавалась новенькая пленка оксида алюминия на месте старенькой, зачистка делается под слоем расплавленной канифоли.
Паяльничек, кроме собственного прямого предназначения, будет употребляться как инструмент, разрушающий оксидную пленку. Для этого на его нажимало надевается особый скребок. Прирастить результативность процесса можно, добавив в канифоль железных опилок.
Процесс делается последующим образом:
- нагретым луженым паяльничком расплавляют канифоль в месте пайки;
- когда канифоль на сто процентов покрывает поверхность, начинают тереть о нее жалом паяльничка. В итоге этого железные опилки и нажимало разрушают пленку оксида алюминия. Так как слой расплавленной канифоли не дозволяет просачиваться воздуху к дюралевой поверхности, на ней не создается оксидная пленка. По мере того, как делается разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Нужно предупредить, что процесс пайки алюминия без особых материалов — достаточно хлопотный процесс без гарантии удачного окончания. Потому лучше не растрачивать на такую работу свои силы и время, тем наиболее, что свойство и надежность такового соединения будут непонятными.
Еще проще приобрести активный флюс и высокотемпературный припой, с помощью которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Как запаять алюминий при помощи паяльничка своими руками
К числу одних из самых всераспространенных металлов относится алюминий. Он встречается не только лишь на производстве, да и в домашних условиях. И время от времени возникает необходимость соединить меж собой некие детали из алюминия либо его сплавов. Но создать это, не имея специального оборудования, не так и просто. Потому следует разглядеть варианты, как паять алюминий паяльничком в домашних условиях, и что для этого будет нужно.
Почему появляются трудности с пайкой алюминия
Данный сплав различается легкостью, гибкостью, а благодаря образуемой на его поверхности оксидной пленке, он не вступает в реакцию с продуктами и брутальными компонентами. Но конкретно эта изюминка алюминия и делает трудности при спайке этого сплава.
Но существует несколько вариантов для решения трудности. И, чтоб выяснить, как припаять алюминий к меди оловом паяльничком, либо детали из остальных металлов, необходимо разглядеть их наиболее детально.
Подготовка к пайке дюралевых деталей
На шаге подготовки необходимо провести доброкачественную зачистку поверхностей от краски, если она есть, и загрязнений. Потом следует обезжирить детали бензином, ацетоном либо иным пригодным растворителем.
Также следует непременно удалить оксидную пленку, которая постоянно возникает на поверхности сплава опосля контакта с воздухом.
Принципиально! Без подготовительной подготовки к пайке достигнуть высококачественного сцепления меж деталями не получится.
Как удалить оксидную пленку
Снять оксидную пленку с алюминия дома можно механическим методом. Для этого рекомендуется употреблять углошлифовальную машинку, щетку по сплаву, наждачную бумагу, специальную сетку из нержавеющей проволоки.
Также провести зачистку можно хим методом с помощью кислоты. Но в домашних условиях он применяется очень изредка.
Принципиально! Опосля удаления оксидная пленка на сто процентов не пропадет, но станет существенно тоньше, что дозволит провести доброкачественную спайку.
Применяемые в работе материалы
Для высококачественной пайки алюминия следует употреблять специально подобранные флюсы и припои. Это дозволит провести отменно работу.
Флюсы для пайки алюминия
Флюсом именуется вспомогательный компонент, который препятствует образованию оксидной пленки во время пайки. Также его функция заключается в обеспечении неплохого смачивании поверхности водянистым припоем, что обеспечивает надежное сцепление.
Но при отсутствии флюса его можно поменять трансформаторным маслом, за ранее зачистив поверхности наждачкой. Это дозволит замедлить процесс образования оксидной пленки.

Канифоль
Этот вид флюса является самым нужным. Канифоль можно использовать для пайки всех металлов. Но в случае с алюминием работу следует делать без доступа воздуха, что существенно осложняет ее проведение. В итоге время на выполнение пайки требуется больше, а эффективность низкая.
Принципиально! При использовании канифоли свойство соединения алюминия не различается особенной прочностью.
Порошковый флюс
Для пайки алюминия можно использовать порошковые флюсы вкупе с газовой горелкой. При проведении работ недозволено добавлять к пламени кислород, потому что это вызывает окисление алюминия.
Более всераспространенные порошковые флюсы:
- бура (смесь натриевой соли и борной кислоты);
- активный флюс Ф-34А (содержит хлориды калия, лития, цинка и хлорид цинка);
- ацетилсалициловая кислота;
- активный паяльный жир.
Водянистый флюс
Эту разновидность флюсов можно наносить на поверхность узким слоем. Но при всем этом они испаряются намного резвее и способны выделять обжигающие пары.
Более пользующиеся популярностью виды:
- флюс Ф-61— рекомендован для низкотемпературной пайки;
- флюс Ф-64 — разрушает даже довольно крепкую оксидную пленку;
- Castolin Alutin 51 L — подступает для работы при температуре от 160 градусов.
Припой для пайки алюминия и его сплавов
С целью пайки данного сплава рекомендуется использовать припои из таковых материалов, как алюминий и цинк. При всем этом они могут содержать разные добавки, что улучшает их функциональность.
Самые пользующиеся популярностью завезенные из других стран припои для алюминия:
- HTS-2000;
- Castolin 192FBK;
- Castolin 1827;
- Chemet Aluminium 13;
- Chemet Aluminium 13-UF.
Принципиально! Припой должен отлично смачивать поверхности деталей, по другому провести доброкачественную пайку не получится.
Российские припои и их свойство
Употреблять для работы с дюралевыми деталями в домашних условиях можно и российские припои. Они не уступают по эффективности ввезенным, но стоят на порядок дешевле.
Самые пользующиеся популярностью из их:
- ПОС-61;
- марки А;
- 34А;
- SUPER A+.
Сопоставление припоев для пайки алюминия
При сопоставлении привезенных из других стран припоев HTS-2000 с Castolin 192fbk, также российского «дюралевого огурца» почти все мастера отмечают, что крайний различается высочайшей прочностью пайки, потому что состоит из алюминия. Но недочет его в том, что работу необходимо проводить в печке.
А что касается HTS-2000, то отзывы в основном нехорошие, так ка припой различается тягучей смесью и для его разравнивания на поверхности следует прибегать к железным инструментам.
Castolyn 192FBK также характеризуется высочайшей текучестью. Он совершенно подступает для того, чтоб запаять маленькие отверстия, а при использовании его для огромных дыр может проваливаться вовнутрь дюралевых деталей.
Порошковая проволока
Этот материал можно использовать лишь при сварке алюминия, а не пайке. Потому недозволено путать эти два совсем различных вида работ по соединению деталей. Применение порошковой проволоки дает возможность проводить сварку без газа.
Источники нагрева
Чтоб верно спаивать детали, необходимо не только лишь знать какие флюсы и припои можно использовать, да и как паять дома алюминий паяльничком, используя различные источники нагрева.
Паяльничек для пайки алюминия
При использовании паяльничка необходимо учесть размер деталей для соединения. Количества тепла от источника обязано поступать больше, чем будет его рассеиваться. Приблизительно на 1 тыс. кв. см алюминия рассеивается около 50 Вт термический мощности. Означает, для спаивания деталей с таковой суммарной площадью, необходимо употреблять паяльничек мощностью 90-100 Вт.
Горелки для пайки алюминия
Если необходимо спаять толстые дюралевые листы, то лучше употреблять газовые горелки. Преимущество такового источника в том, что он бесконтактно доносит тепло и характеризуется высочайшей скоростью разогрева.
Принципиально! При использовании горелки детали могут даже не успеть нагреться, как уже будут спаяны.
Спаивание компонент из алюминия
Спаять алюминий в домашних условиях паяльничком можно, как при высочайшей, так и низкой температуре. Но процесс проведения работ в этих вариантах несколько различается.
Пайка алюминия в высокотемпературном режиме
Этот способ применяется для соединения частей большого размера. К данной для нас группы относятся дюралевые детали с толстой стеной и завышенной массой. В этом случае температура разогрева обязана быть в границах 550-650 °С. В качестве источника тепла следует употреблять горелку, работающую на газу.
Пайку необходимо проводить опосля нагрева деталей до подходящей температуры, что приведет к плавлению твердого припоя.
Пайка алюминия в низкотемпературном режиме
Таковой способ пайки больше подступает для сцепления маленьких деталей, дюралевых проводов, кабелей. В этом случае довольно температуры 250-450 °С. Для этого режима проведения работ необходимо использовать водянистые припои.

Что лучше: сварка либо пайка алюминия
Совершенно точно сказать, что лучше сварка либо пайка алюминия недозволено. Это зависит от назначения деталей и профессионализма человека. Для опытнейшего сварщика естественно наиболее применимым вариантом является сварка, а мастеру с паяльничком подступает больше пайка.
По мере необходимости починить радиатор лучше употреблять пайку, потому что это намного дешевле, а для проведения наиболее ответственных работ больше подойдет сварка.
Пайка алюминия процесс непростой, но выполнить его можно без помощи других в домашних условиях. Но проведения работы без использования особых материалов не дает гарантии высококачественного сцепления деталей. Это приведет лишь к никчемно потраченному времени и усилиям. Потому необходимо сходу приготовиться к процедуре, чтоб провести ее отменно и стремительно.
Пайка алюминия
Алюминий – достаточно специфичный материал, требующий особых способов обработки. Если появилась необходимость соединить меж собой детали из этого сплава, внедрение технологий, отлично зарекомендовавших себя при работе с медью либо латунью необоснованно. И всё же, паять алюминий можно! Основное, верно избрать материалы и инструменты.

Четкая информация
Поначалу следует, если есть таковая возможность, буквально обусловиться, из какого сплава сделаны соединяемые детали. Ведь в чистом виде алюминий употребляется в электронике и технике очень изредка. От того, с какими хим элементами и в каком количестве он смешан, будет зависеть почти все.
- Критичная температура плавления. Некие добавки значительно наращивают этот предел, который для незапятнанного сплава составляет 658 – 660 градусов Цельсия.
- Механические характеристики. Зависимо от собственного состава, некие сплавы стают наиболее пластичными, другие показывают возросшую крепкость.
- Взаимодействие с иными хим элементами.
Заблаговременно зная, с каким материалом предстоит работать, мастер очень упрощает свою задачку.
Для чего нужен флюс
Главным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, так как новенькая плёнка возникает фактически одномоментно. Конкретно потому выполнение работы без использования активных флюсов, за редчайшим исключением, нереально. Задачка этих флюсов – разрушение барьера Al2O3, чтоб сплав мог беспрепятственно объединиться с материалами, входящими в состав припоя.
При желании можно сделать флюс для пайки алюминия своими руками. Но дело это – достаточно сложное, а поэтому проще приобрести уже готовый состав. Тем наиболее что индустрия выпускает их в достаточном количестве. Посреди флюсов встречаются и обширно распространённые, и узкоспециализированные. В инструкции к ним честные производители указывают предназначение и индивидуальности предлагаемого продукта. Посреди более нередко встречающихся можно перечислить:
- Ф-64. Он способен разрушать крепкую оксидную плёнку значимой толщины, а поэтому отлично подступает для пайки даже деталей большенный массы. При всем этом он подступает для работы не только лишь с алюминием, да и с покрытым цинком железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Таковой состав удачно употребляется с тугоплавкими припоями, содержащими существенное количество хим добавок.
- Ф-61. Его можно советовать для низкотемпературной пайки либо лужения изделий из дюралевых сплавов.
- Castolin Alutin 51 L.Этот состав идеальнее всего оправдывает себя при использовании припоев такого же производителя.
Окончательный выбор марки флюса зависит от почти всех причин. До этого чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все принципиальные технологические требования.
Выбор припоя
Опосля того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны делать основную задачку – соединяться с обрабатываемыми сплавами. Применение низкотемпературных составов себя не оправдывает, так как они могут разрушаться при нагреве в процессе эксплуатации. Наибольшее распространение получили консистенции со средней и высочайшей температурой плавления. Но окончательный выбор будет зависеть от почти всех причин.
Хорошо зарекомендовали российские припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не наименее, при определённых условиях, конкурентнсть им полностью способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и остальные. Почти все из их делаются в консистенции с флюсами, что упрощает их внедрение. Но есть и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000.
Необходимо знать, что содержащие огромное количество кремния составы опосля собственного застывания значительно различаются по цвету от самого алюминия. Там, где цветовое несовпадение неприемлимо, их применение не нужно.
Принято считать, что чем больше цинка заходит в состав припоя, тем прочнее будет получившееся соединение.
Подготовка к работе
До этого чем приступать к пайке, зону соединения придётся кропотливо очистить, удалив с сплава краску, если такая имеется, и обыденные загрязнения. На сто процентов избавиться от оксидной плёнки не получится, но зато можно создать её как можно тоньше, обработав детали железной щёткой либо специальной насадкой. В отдельных вариантах можно употреблять абразивные круги, наждачку либо обычной ратфиль. Опосля этого обрабатываемую поверхность придётся хорошо обезжирить. Идеальнее всего для этого подойдёт незапятнанный спирт.
Если речь идёт о пайке дюралевых проводов либо деталей электросхем, довольно будет вооружиться паяльничком. Но с повышением массы деталей этого будет уже недостаточно. Владеющий высочайшей теплопроводимостью сплав будет стремительно остывать, не позволяя сделать высококачественное соединение. Сделать лучше ситуацию дозволит неизменный нагрев зоны, где выполняться пайка. Для этого можно употреблять газовую горелку либо даже паяльную лампу. Здесь принципиально соблюсти два принципиальных условия.
- Пламя горелки и паяльной лампы обязано быть кропотливо отрегулировано. В неприятном случае образующиеся частички копоти загрязнят сплав и не позволять выполнить работу отменно.
- Коридор меж критичным значением плавления алюминия и температурой плавления припоя неширок. Тем не наименее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь поординарнее.
До этого, чем приступать к тренировкам, а тем наиболее работе, рекомендуется поглядеть, как производится пайка алюминия на видео.
Пайка
Когда пламя горелки отлично отрегулировано, а детали прогреты до хорошей температуры, можно приступать к последующему шагу работ – фактически пайке.
- До этого всего, следует нанести на поверхность деталей флюс. Проще всего это создать кисточкой. Почти все производители включают её в систему флаконов с составом. Если нет, придётся приобрести её раздельно. Так как флюсы владеют высочайшей хим активностью, нужно смотреть, чтоб они не попадали на посторонние предметы, а тем наиболее на кожу, глаза либо слизистую.
- Вооружившись паяльничком, распределить по месту соединения припой. Неплохой итог дают паяльнички, нажимало которых имеет особые зазубрины, разрушающие оксидную плёнку конкретно в момент нанесения припоя. Но внедрение подобного инструмента просит доп способностей.
- Когда работа закончена и детали остыли, следует самым кропотливым образом удалить остатки флюса. В неприятном случае они будут содействовать появлению очага коррозии. Рекомендуется поочередная промывка изделия в воде различной температуры, потом – обработка слабеньким веществом каустической соды и опять промывка в воде.
Лишь когда все эти условия соблюдены, изделие готово к эксплуатации.
Подход к технологии выполнения работ быть может различен. Как правило, это соединено с размерами соединяемых деталей. Если они относительно малы, то полностью быть может произведена пайка алюминия паяльничком. Но когда размеры растут, наиболее оправданной становится пайка алюминия газовой горелкой, разогревающей достаточное по размеру железное нажимало. Тут уж, как говорится, дело техники.
Область внедрения
В разных источниках встречаются утверждения, что пайка алюминия получила обширное распространение в самых различных областях техники и производства. В особенности советуют её при выполнении ремонта повреждённых авто деталей, таковых как лопнувшие блоки цилиндров и головки блоков, пробитые поддоны картеров либо потёкшие радиаторы. Спору нет, сделанные из лёгкого сплава, эти элементы вправду можно вернуть при помощи пайки. Но как её применение оправдано?
Предел прочности
Детали, подверженные высочайшим механическим либо температурным перегрузкам, не прослужат длительно, вроде бы отлично они ни были они спаяны. Ведь прочностные свойства припоев всё же ниже, чем у алюминия и его сплавов. Следует осознавать, что высококачественное сварное соединение всё же лучше. Употреблять технологию пайки имеет смысл в тех вариантах, когда сварочное оборудование по каким-то причинам труднодоступно либо ужаснее подступает для выполнения задачки. Как вариант – для пайки авто радиаторов и дюралевых трубок.
Ненужный контакт
С большенный осторожностью следует подступать к пайке либо лужению ёмкостей, вступающих в контакт с пищевыми продуктами. Ведь в состав припоев и флюсов могут заходить откровенно ядовитые хим добавки, избавиться от которых не посодействуют доп промывки и обработка. Решить делему получится, если подступать к выбору материалов с особенной тщательностью.
Пригодный выбор
По-настоящему высшую эффективность разработка показывает при изготовлении электронных и электрических устройств. Толика деталей из алюминия в их конструкции велика, а внедрение электросварки нередко неприемлимо. Ведь размер изделий бывает очень мал, а скачки напряжения способны вывести из строя чувствительные электрические составляющие.
Одно из главных плюсов пайки алюминием – отсутствие в необходимости приобретения сложного и дорогостоящего оборудования. Благодаря данной для нас индивидуальности пайка алюминия в домашних условиях становится неплохой кандидатурой технологически наиболее сложным способам сотворения соединительных швов. Но совсем обусловиться с выбором получится, только чётко очертив круг задач и взвесив все за и против.
Как паять алюминий в домашний условиях: припой для пайки, методы, индивидуальности
Процедура пайки дюралевых частей в домашних условиях является очень проблематическим действием, который облегчается внедрением особых материалов. Работа осложняется мгновенным возникновением на месте зачистки узкой оксидной пленки, мешающей спайке. Доп трудность делает сам материал, имеющий маленький температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особенные сильнодействующие флюсы и соблюдая технологию, можно без помощи других паять фактически любые предметы из алюминия.

Индивидуальности и принципы пайки
Низкая температурная величина плавки сплава затрудняет технологический процесс спаивания, также ремонта изделий своими руками. Детали весьма стремительно теряют при нагреве крепкость, а конструкции понижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную крепкость. Хорошая растворимость наблюдается у сплава в сочетании с цинком, что присваивает спаянным местам высшую надежность.
Перед началом спаивания элементы из алюминия отлично зачищаются от окислов, грязищи. Для этого можно использовать механическое действие с помощью щеток либо же употреблять особые флюсы из сильнодействующего состава. Перед самой процедурой следует непременно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от появления окислов. Чтоб накрепко припаять дюралевые изделия нужно верно подобрать нагревательный инструмент, беря во внимание размер обрабатываемого сплава. Кроме этого, надежность соединения зависит от того, какой избран сплав, также флюс для пайки алюминия.
Способы пайки
Спаивание дюралевых изделий делается паяльничком электронного типа, паяльной лампой либо же газовой горелкой. Существую три метода спаивания различных предметов из алюминия:
- с канифолью;
- с применением припоев;
- химический способ.
С канифолью
Этот вариант пайки дюралевых предметов, проводов, кабелей применяется для деталей маленького размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусок шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльничка. Это действие проводится пару раз, опосля чего же производится сама процедура спаивания электропроводов. Можно использовать канифольный раствор в диэтиловом эфире.
В таком случае конец паяльничка не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких дюралевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм нужен паяльничек 100 Вт, а детали наиболее 2 мм требуют подготовительного прогрева места соединения.
С применением припоев
Данный способ более всераспространен и применяется в электротехнике, при ремонте авто деталей, также иных изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и следующее соединение облуженных частей. Детали, за ранее залуженные, соединяются меж собой, также с иными сплавами и сплавами.
Паяние частей можно проводить при помощи легкосплавных припоев, имеющих в составе олово, цинк, также кадмий. Кроме этого, интенсивно употребляются тугоплавкие материалы на базе алюминия. Почему используются легкосплавные составы? Поэтому что они разрешают спаять алюминиевое изделие при температуре до 400 градусов. Это не производит высококачественных конфигураций параметров сплава и сохраняет его крепкость. Составы с кадмием и оловом не делают достаточную надежность контакта, подвержены коррозионным действиям. Этих недочетов лишены тугоплавкие материалы с цинком, медью, также кремнием на базе алюминия.

Химический способ
Эта процедура просит наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия либо провода. При ее отсутствии употребляется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой пространство, наносится несколько капель насыщенного раствора медного купороса. Опосля этого к обрабатываемому изделию подключается отрицательный полюс независящего источника электропитания.
Им может послужить батарейка, аккумулятор либо же хоть какой электронный выпрямитель. К положительному выводу подсоединяется очищенный медный провод поперечником порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет равномерно оседать медь, опосля чего же проводится лужение участка, сушка с помощью электропаяльника. Опосля этого можно просто запаять залуженное пространство.
Припои, материалы, флюсы
Пайка алюминия оловом производится при условии внедрения высокоактивных флюсов, также неплохой зачистки участков деталей. Такие оловянные соединения требуют доп покрытия особыми составами, потому что имеют невысокую крепкость и слабенькую защиту от коррозионных действий.
Чем паять дюралевые элементы? Высококачественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, также медью. Эти материалы выпускаются как русскими, так и почти всеми забугорными фирмами-производителями. Российские марки прутков представлены более использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Применяемый цинк присваивает высшую крепкость месту контакта и обеспечивает неплохую коррозионную устойчивость. К ввезенным низкотемпературным сплавам с хорошими чертами относится HTS-2000, который обеспечивает наибольшее удобство в применении.

Эти сплавы используются для работы с крупногабаритными деталями (радиаторы, трубы) с высочайшим теплоотводом с помощью грелки либо же предметов из дюралевых сплавов, имеющих достаточно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с действием спаивания, просмотрев обучающее видео. Это поможет избежать почти всех противных аспектов в процессе работы.
Кроме припоев, дюралевая пайка просит внедрения особых флюсов, имеющих в составе фторборат аммония, цинка, также триэтаноламин и остальные элементы. К более пользующимся популярностью относится российский Ф64, имеющий завышенную хим активность. Его можно использовать даже без подготовительной зачистки изделий от оксидной пленки. Не считая него, употребляется 34А, содержащий хлориды лития, калия и цинка, также фторид натрия.
Подготовка изделий
Надежность, также отменное свойство соединений обеспечивается не только лишь внедрением правильной технологии, да и от предварительных работ. К ним относится обработка запаиваемых поверхностей. Она нужна для удаления загрязнений и узкой оксидной пленки.
Механическую обработку делают при помощи шлифовальной шкурки, железной щетки, проволочной нержавеющей сетки либо шлифовальной машины. Кроме этого, употребляются для чистки различные кислотные смеси.
Обезжиривание поверхности производится с внедрением растворителей, также бензина либо же ацетона. На зачищенном дюралевом участке оксидная пленка возникает фактически сходу, но ее толщина существенно ниже начальной, что упрощает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания дюралевых изделий маленького размера дома используются электропаяльники. Они являются всепригодным инвентарем, полностью комфортным для припаивания проводов, ремонта малеханьких трубок и иных частей. Для их требуется минимум рабочего места, также наличие электросети. Ремонт крупногабаритных изделий и сварка производится газовой горелкой, которая употребляет аргон, бутан, пропан. Для пайки дюралевых предметов в домашних условиях можно использовать обычную паяльную лампу.
При использовании газовых горелок нужно повсевременно смотреть за их пламенем, которое охарактеризовывает равновесную подачу кислорода и газов. При правильной газовой консистенции пламенный язычок имеет ярко-синий цвет. Мерклый колер, также маленькое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Разработка пайки дюралевых предметов похожа на процесс соединения деталей их иных железных материалов. Сперва проводится зачистка и обезжиривание мест будущей спайки. Потом соединяемые элементы инсталлируются в рабочее положение для удобства обработки. На приготовленный участок наносится флюс, и, вначале прохладное, изделие начинает греться с помощью электропаяльника либо же горелки. При повышении температуры начинает расплавляться пруток припоя, которым требуется повсевременно касаться поверхности частей, контролируя нагревательный процесс. Пайка дюралевых частей в домашних условиях электронным паяльничком производится в комнате с неплохим проветриванием, потому что при работе выделяются небезопасные соединения.
Внедрение безфлюсового припоя просит соблюдения неких аспектов. Чтоб оксидная пленка не мешала попаданию сплава на детали, концом прутка производятся царапающие движения по участку спаивания частей. Сиим нарушается оксидная целостность и припой заходит в контакт с обрабатываемым сплавом.
Разрушение оксидного слоя при пайке можно делать и иным способом. Для этого обрабатываемый участок процарапывается железной щеткой либо же прутком из стали нержавеющего типа.
Для обеспечения наибольшей прочности дюралевых деталей в спаиваемом месте, обрабатываемые участки подвергаются подготовительному лужению. Соблюдение технологии пайки частей из алюминия гарантирует хорошее свойство соединения, также его защиту от коррозии.



























