Хранение и подготовка алюминия к сварке

Статья будет полезной для сварщиков, кладовщиков и технологов компаний, занимающихся либо имеющих отношение к сварке, ведь хранение и подготовка алюминия к сварке имеет принципиальное значение и нередко может иметь существенное воздействие на финишный итог свойства шва. Если мы пытаемся выпускать продукцию высочайшего свойства при сварке, то должны агрессивно следовать главным правилам, предусматривающим чистоту, удаление загрязняющих веществ из зоны сварки, соблюдение технологий, подходящее хранение, воззвание с присадочным и сопутствующими материалами. Следуя вышеуказанным требованиям, необходимо также осознавать, что они в некой мере различаются для разных металлов, в особенности в вопросцах, касающихся подготовки.
Проблематика
При хранении и подготовке алюминия к сварке мы можем выделить две области возможных заморочек. Во-1-х, оксид алюминия, который появляется в последствии реакции в определенных критериях, а во-2-х, загрязнение от углеводородов. Мы разглядим методику по устранению обозначенных заморочек.

Окисление
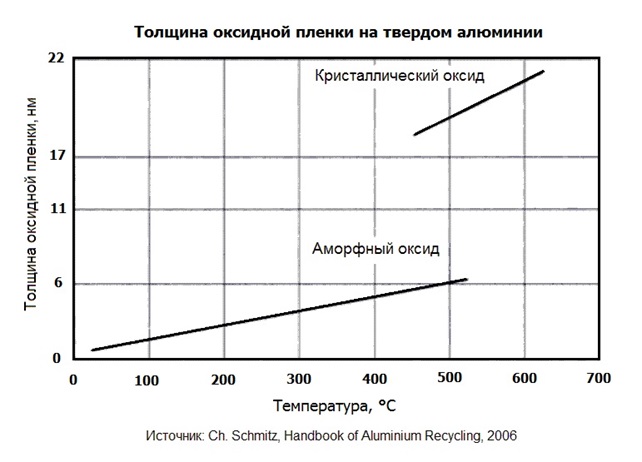
Образование оксидной пленки, возможно, более принципиальный вопросец. Чтоб осознать индивидуальности хранения алюминия, его подготовки к сварочным работам, необходимо осознавать нрав и свойства поверхностной оксидной пленки. Итак, в чем сущность трудности? На дюралевых сплавах стремительно происходит самоограничение и развивается так званая поверхностная оксидная пленка при действии воздуха, а нередко и воды. Оксид алюминия на поверхности сплава перебегает в пассивное состояние, имеет температуру плавления выше 2000 °С в то время, когда температура плавления самого сплава составляет около 660,4°C (зависимо от чистоты сплава). Из-за данной большенный различия в температуре плавления, оксидная пленка алюминия (толщина от 1 -3 нм в обычных критериях до 20 нм при нагреве) препятствует сплавлению меж присадочным материалом и обрабатываемым предметом, а в шве может быть возникновение включений.
По другому говоря, сварка кусков, запчастей из дюралевого сплава будет иметь трудности, связанные с тем, что во время нагревания сплавы сплава активно подвергаются окислению в то время, когда окислы на порядок наиболее тугоплавки.
Подготовка алюминия к сварке — шаг чистки
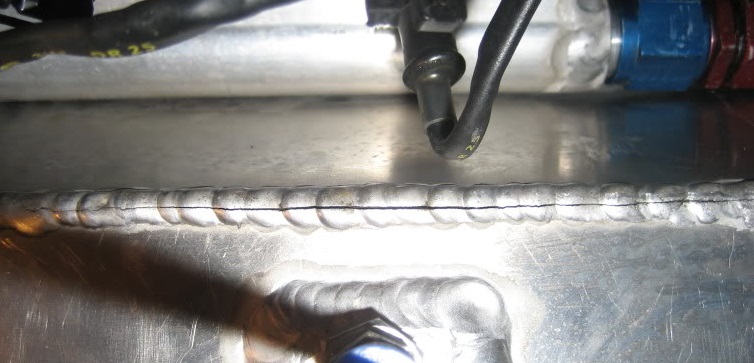
Очищенный алюминий, имеющий узкий оксидный слой, быть может просто сварен средством GMAW/GTAW сварки. Благодаря внедрения инертных газов в таком случае узкий окисленный слой просто разрушается. Почаще всего потенциальные трудности появляются при хранении либо консервации работ, когда происходит действие воды на сплав. Оксид алюминия стремительно становится пористым, начинает всасывать воду. Не считая того, он может расти в толщину, что в общей совокупы может стать суровой неувязкой при попытке получения сварных швов высочайшего свойства.
Разработка сварки дюралевых сплавов для избегания изъянов такового рода, обычно, просит механически удалить поверхностную оксидную пленку конкретно перед сваркой (создать зачистку) со сварных кромок, присадочной проволоки. Почаще всего для этих целей используют кисть и проволочную щетку из нержавеющей стали, но также можно создать соскабливание, шлифовку. В таковой ситуации принципиально соблюдать осторожность – использовать лишь незапятнанные инструменты, на которых нет никаких побочных загрязнений, таковых как масла и смазки. Для решения трудности с присадочной проволокой может быть снижение процента расплавленной присадки в шве либо повышение ее поперечника. Это будет уменьшать ее удельную поверхность, подвергающеюся окислению.
Кандидатурой для удаления оксидной пленки алюминия механическим методом является хим удаление. В таком случае делается погружение в раствор щелочи, потом следует промывка водой и дальше азотной кислотой. Опосля выполнения данных манипуляций сплав ополаскивают обыкновенной водой. Но, применение хим чистки становится все наименее всераспространенным способом в виду свойства обработки и утилизации этих хим веществ. Наиболее пользующейся популярностью становится проволока, включающая модификаторы (улучшается эвтектика). Время от времени на промышленных предприятиях на сварочную ванну действуют наружным магнитным полем для снижения вероятности возникновения трещинок.
Трудности при сварке незапятнанного алюминия и его сплавов при неверной подготовке
Итак, мы пришли к тому что окисление, некорректная хранение, нехорошая подготовка алюминия к сварке в сочетании с некими нарушениями технологии сварочных работ могут содействовать таковым деструктивным явлениям:
- Возможность возникновения высокоплотного окисла алюминия с температурой плавления выше 2000°С.
- Проваливание еще не расплавленных частиц кромок сплава в шовную зону под действием массы сварочной ванны в последствии существования окислов и чрезвычайно высочайшей температуры сварки (содействует понижению прочности, вероятны утечки расплава через корень шва).
- Деформации формы. Листовой алюминий лучше крепить с помощью механических прижимов либо нагрузок на щитах, потому что он имеет свойство расширятся под действием температур.
- Высочайшая пористость шва может показаться при отсутствии обезжиривания, хим / механической обработки присадки и околокраевых зон сварки.
- Шовная трещиноватость. Причина: влага, окислы, отсутствие подготовительного и сопутствующего нагрева кромок сплава до 120 – 250°С (зависимо от толщины сплава).
О углеводородах
Углеводороды – очередной вопросец, касающийся хранения и подготовки, проявляется в наличии углеводородов на основном материале, наполнителе либо сплаве. Базисный материал нередко проходит обработки различного рода перед операцией сварки, к примеру, распил, обрезка. Если смазка употребляется во время хоть какой из операций, непременно требуется полное следующее удаление смазки перед сваркой, если желаете настоящие сварные швы. Используйте малое количество веществ такового рода чтоб минимизировать издержки по времени на следующее их удаление. Углеводороды, если они находятся, могут быть удалены с помощью ряда способов: протиранием растворителями (таковыми как ацетон либо спирт), моющими средствами, особым спреем, паровым обезжириванием либо просто стереть тряпкой с мягеньким щелочным веществом. Для удаления масла и смазки почаще всего используются растворитель, очистители. Большая часть растворителей углеводородов владеют высочайшей летучестью и стремительно испаряются, но очистители на аква базе необходимо кропотливо протереть. Нужно соблюдать осторожность в выборе растворителя и правильном его использовании. Огнеопасные вещества, разумеется, небезопасны при наличии сварочных дуг.
Выводы
Чудилось бы, обыкновенные явления, но по сути они могут вызвать значительные трудности. В связи с сиим хранение присадочной проволоки — для GMAW и GTAW сварки обязано соответствовать неким правилам. Принципиально избегать стремительных перепадов температур (упредить конденсацию), обеспечить сухие условия хранения. Обработка, подготовка алюминия к сварке должны быть всеполноценными и надлежащими. В обратном случае влага, поверхностная оксидная пленка и технологические дыры гарантировано обеспечат ухудшение свойства сварного шва, вызовут пористость, трещинкы.
Как снять оксидную пленку с алюминия?
Удаление оксидной пленки создают растворением ее в щелочи либо в консистенции, хромового ангидрида с фосфорной кислотой, так же как и удаление пленки, приобретенной при анодировании в серной кислоте ( см. стр. [1]
Удаление оксидных пленок производят травлением в смесях кислот либо щелочей. Состав раствора определяется видом сплава, шириной окисной пленки и требуемой скоростью травления. Опосля операции травления детали кропотливо промывают с применением нейтрализующих смесей. [2]
Удаление оксидной пленки с поверхности алюминия механическим методом фактически нереально, потому что одномоментно опосля удаления пленки незапятнанный сплав вновь покрывается новейшей оксидной пленкой. Способ прохладной сварки успешно решает вопросец удаления оксидной пленки. Оксидная пленка, существенно наиболее хрупкая, чем главный сплав, растрескивается и вытесняется с частью сплава. Атомы незапятнанного сплава свариваемых концов конкретно соприкасаются, и в зоне пластической деформации появляется цельнометаллическое соединение, характеризующееся непрерывностью кристаллической структуры. [3]
Для удаления оксидной пленки с поверхности изделий используют особые порошки — флюсы, которые защищают также водянистую ванну от окисления в процессе сварки. Расплавленные флюсы растворяют оксидную пленку и превращают ее в легкоплавкий шлак, всплывающий на поверхность сварочной ванны. Шлак в процессе сварки защищает поверхность расплавленного сплава от предстоящего окисления. [4]
Для удаления оксидных пленок с поверхности дюралевых проводников применяется фиринит), который наносится узким слоем на скрученный конец проводников конкретно перед сваркой. [5]
Для удаления оксидной пленки на изделиях из алюминия и его сплавов используют обработку в кислых либо щелочных средах с доследующим осветлением поверхности в смесях азотной кислоты, или в консистенциях азотной и фтористоводородной кислот. Свойство электроосажденного покрытия существенно улучшается опосля обработки изделий из сплавов алюминия в смесях, содержащих ионы шестивалентного хрома, активный фтор и ускорители. [6]
Для удаления оксидных пленок , препятствующих насыщению, детали перед цементацией обезжиривают и подвергают травлению. [7]
Для удаления оксидных пленок и загрязнений с поверхностей, подлежащих пайке, также для защиты спаиваемых поверхностей и припоя от повторного окисления при нагреве употребляют флюсы. Применение канифоли дает отличные результаты лишь при пайке незапятанной поверхности меди и ее сплавов, облуженных жарким методом. [8]
Для удаления оксидной пленки используют флюс АФ-4А, содержащий 28 % хлористого натрия, 50 % хлористого калия, 14 % хлористого лития и 8 % фтористого натрия. При сварке железным электродом используют разные покрытия, которые также в главном содержат хлористый натрий, хлористый калий, фтористый калий, фтористый натрий, криолит, сернокислый натрий, хлористый литий и др. В качестве связывающего вещества используют декстрин либо густой раствор поваренной соли. Для наиболее полной чистки используют травление 5 % — ным веществом азотной кислоты с следующей промывкой жаркой водой и сушкой. [9]
Для удаления дефектной оксидной пленки без нарушения размеров деталей применяется раствор, содержащий 20 г / л хромового ангидрида и 35 мл / л фосфорной кислоты уд. Выдержка в нем до 15 мин при температуре 85 — 100 С. Из смесей, не требующих обогрева, можно советовать раствор, содержащий 50 — 55 мл / л азотной кислоты уд. [11]
Для удаления старенькой оксидной пленки и образования новейшей с наиболее подходящими для эмалирования качествами используют хромовокислотную обработку в растворе, содержащем смесь хромовой и серной кислот и маленькие добавки плавиковой кислоты. [12]
Метод удаления оксидной пленки значительно влияет на крепкость ПС. Для разрушения оксидной пленки на поверхности детали отлично приложение низкочастотных колебаний в процессе пайки. Применение вибраций наращивает число центров кристаллизации, сглаживает хим состав по сечению шва, уменьшает время нужного контакта с поверхностью детали. Хрупкие ин-терметаллидные соединения в шве при вибрации измельчаются и служат доп центрами кристаллизации. Это обосновано завышенной жидкотекучестью припоя, формированием наиболее тонких швов с неплохим наполнением. Отмаховой, крепкость нахлесточных соединений, паянных легкоплавкими припоями с приложением низкочастотных колебаний, в 2 — 4 раза выше, чем при пайке в защитных средах с флюсом. [13]
При удалении оксидной пленки в кислотах могут наблюдаться явления пассивности ( травление длительно не начинается), неравномерность травления и остальные недостатки. Для преодоления пассивности рекомендуется искусственно вызывать процесс травления, вводя в контакт с деталями цинковую палочку. В случае неравномерности используют двукратное травление: 1-ое в консистенции плавиковой ( 2 вес. С в течение 15 — 20 мин, а потом в растворе серной кислоты ( 1: 1) при 60 — 90 С в течение 2 — 10 мин. [14]
По способу удаления оксидной пленки пайка разделяется на абразивную, абразивно-кристаллическую, ультразвуковую, флюсовую, пайку в нейтральной газовой среде, вакуумную и пайку в активной газовой среде. [15]
Обыденное моющее средство
Даже самые обыденные дешевые и не весьма едкие моющие средства освободят твоих любимиц от следов тления. В особенности отлично они «омолаживают» декорации их хрусталя (стразы) и пластмассы:
- Капаешь мало средства в емкость (лучше пластиковую) с водой.
- Кладешь туда свои стразы на 15 минут.
- Любые 2−3 минутки легонько трясешь емкость, чтоб моющему средству лучше «работалось».
- Потом в воде декорации вымываешь.

Если твои хрустальные камни покрыты родием, моющее средство применять не стоит — оно может еще более «состарить» стразы. Их лучше чисти нашатырным спиртом (так, как описано выше).
Удаление оксидной пленки с алюминия
Неповторимые характеристики сплава, способы и оборудование
Алюминий — один из самых богатых частей на земле и один из более обширно применяемых цветных металлов. Алюминий популярен в обрабатывающей индустрии, таковой как транспорт, космос, авто, и т.д. Потому что это легкий, стойкий к коррозии сплав, он быть может неплохим проводником электро энергии, и имеет эстетически приятный наружный вид.
1. Удаление оксидной пленки
Перед сваркой, нужно удалить слой окиси от основного материала. Это быть может изготовлено либо химически либо механически. Помните, очистить присадку, настолько же принципиально как главный материал.
Узкий слой оксидной пленки, также известного как кожа, появляется на алюминии под действием воздуха. Весьма принципиально произвести удаление данной пленки перед сваркой. В то время как источник энергии вправду дает чистку во время положительного цикла сварки, Вы все еще должны создать доп шаги, чтоб гарантировать, что Ваш сплав очень незапятнанный и подготовлен к предстоящей работе. Для вас нужно снять 1-ый слой мягенькой тканью (Совокупность различных и взаимодействующих тканей образуют органы), потом, обработать окисный слой химически либо механически.
Уксус
Уксус твоим колечкам тоже может возвратить сияющую ухмылку. В особенности, если они из меди либо хрусталя (стразы) — такую бижутерию он отчистит до блеска:
- Берешь уксус (лучше 9 %) и прибавляешь в него отлично размельченную поваренную соль.
- Радиво смесь перемешиваешь (встряхиваниями либо ложкой) так, чтоб она перевоплотился во что-то наподобие густоватой простокваши.
- Берешь тряпочку, смачиваешь в уксусной простокваше и начинаешь хорошо ею тереть по потемневшим цепочкам и камешкам. Постарайся почистить все уголки и зазубринки.
- В конце смывай смесь и протирай декорации мягенькой сухой тряпкой.
Сейчас бижутерия опять невольно принуждает тебя улыбаться.
Уксус бижутерию чистит, естественно, непревзойденно, но лишь не из хирургической стали! Ее он сделает еще темнее.



Подготовка алюминия перед сваркой
Наличие оксидной пленки на поверхности алюминия обеспечивает его противокоррозионные характеристики. Но она имеет больший удельный вес, чем сам алюминий, и различается высочайшей температурой плавления. Наличие данной пленки усложняет процесс зажигания при сварке, она препятствует нормальному сплавлению присадочного сплава с главным, затрудняя поддержание обычного состояния дуги. Чтоб уменьшить негативное воздействие данного оксидного слоя, необходимо кропотливо очистить от него поверхности свариваемых кромок железных конструкций. Компания Цветпрокат Украина дает широкий выбор вариантов дюралевого проката, из которого можно сваривать крепкие и надежные конструкции
Чеснок
Чеснок не только лишь отгоняет вампиров, но к тому же возвращает солнечный сияние твоей бижутерии. В особенности, если она из меди:
- Возьми пару чесночных зубчиков и мелко натри их на терке.
- В тертый чеснок добавь соли (не наиболее щепотки).
- Нанеси на потемневшие декорации.
- Через 8−10 минут чеснок смой.
- Хорошо (с мылом) промой цепочки и колечка, чтоб убрать не весьма приятный чесночный запах.
- Протри камни сухой ветошью.
Удаление оксидной пленки
Перед сваркой более кропотливо необходимо зачищать от окислов дюралевые сплавы, содержащие магний либо цинк. Для чистки поверхности от окисла алюминия используют механическую либо хим обработку.
- Способ механической зачистки алюминия
Для сварки единичных деталей и конструкций в личном производстве можно применять железные щетки либо наждачку. Железные щетки необходимо брать с проволокой, шириной не выше 0.15 мм, в неприятном случае на дюралевых деталях будут приметны грубые опасности. Применение наиболее толстой проволоки также усугубляет свойство чистки, формируя неравномерную обработку плоскости изделия. Это понижает свойство создаваемого сварного шва и прочностные свойства соединения.
Перед зачисткой щеткой либо наждачкой проводят обезжиривание детали с помощью растворителя (например РДВ).
- Хим зачистка алюминия
Для промышленного сваривания деталей используют способы хим удаления пленок окислов с поверхности алюминия. Для этого употребляют способы травления в ортофосфорной кислоте, с обогревом раствора до 45°С и следующей промывкой в прохладной воде. Данный способ используют для сплавов B95, АМг5, АМц либо Ал13.
Мыльный раствор
Для чистки бижутерии для тебя будет довольно и обыденного мыльного раствора. В особенности такое средство отлично все для такого же «серебра», для украшений с псевдо-золотым напылением, также «стекла» (стразов):
- Берешь мыло (чем оно наиболее едкое, тем лучше), растворяешь в воде. Раствор старайся созодать как можно наиболее концентрированным.
- Прибавляешь загуститель (глицерин полностью подойдет).
- Опускаешь собственных любимиц в пенную едкую «ванну». Держишь в ней 10−15 минут.
- «Ванну» чуть-чуть трясешь, чтоб легче отставала вся ржавчина и грязюка.
- Вытягиваешь и протираешь губкой (мягенькой).
- В конце концов промываешь водой.
Если сияние к украшениям возвратился не стопроцентно и все они еще тускловаты, придется почистить еще:



























