Принцип работы сварочного аппарата
Дачнику, собственнику личного дома либо гаража, полностью доступно делать сварочные работы без помощи других. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется накрепко соединить.

Консультации и советы продавцов, естественно, посодействуют сориентироваться в обилии коммерческих предложений. Но личная осведомленность покупателя и самые простые познания посодействуют задать правильные вопросцы и осознать ответы на их.
В данной нам статье вы отыщите себе базисную информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое средством нагрева, деформирования и внедрения присадочных материалов (электродов) именуется сваркой.
Материалы жестких соединяемых компонент греются до состояния, когда появляются межмолекулярные либо межатомные связи в месте сварки. Аналогичного эффекта можно достигнуть, оказывая давление на поверхности в месте хотимого соединения.
Сочетание давления и нагрева дозволяет улучшить и регулировать процесс сварки. При этом чем выше температура, тем наименьшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на их и совсем исчезает.

Метод сварки, будучи зависимым от ряда причин, влияет на выбор сварочного оборудования.
В данной нам статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно приобрести в магазинах. Потому ограничимся описанием оборудования, в каком реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми нужна газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется методом конфигурации напряжения при помощи понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тыщ градусов по Цельсию.

В большинстве конструкций снижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня получается из-за перемещения одной из обмоток по магнитопроводу-сердечнику. Приобретенное рабочее напряжение, обычно, не превосходит 80В при начальных уровнях 220-380В. Индуктивное сопротивление обмоток меняется и таковым образом регулируется величина сварочного тока.
Не считая данной нам используются также конструкции с подвижным магнитным шунтом либо тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор конвертирует напряжение и обыденный переменный ток (частота 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ), напряжение сети 220В) до значений, нужных для появления и поддержания сварочной электродуги.
Схематично это происходит так:
- Поначалу переменный ток трансформируется в неизменный при помощи первичного выпрямителя. Для снижения напряжения с 220В до нужного уровня служит инверторный блок, в каком неизменный ток становится опять переменным, но частотным, как и напряжение.
- В трансформаторе приобретенное частотное напряжение снижается до рационального значения. В итоге этих преобразований сила тока существенно увеличивается.
- Опосля оптимизации напряжения частотный переменный ток во 2-ой раз преобразуется в неизменный. Дальше его сила регулируется до требуемых величин.

Таковым образом, в сварочном инверторе ток и напряжение верно контролируются. Это дозволяет плавненько регулировать их уровни и делать широкий спектр сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Принцип работы сварочного полуавтомата
Электроды здесь не необходимы. Поэтому что в сварочном полуавтомате применяется особая сварочная проволка, которая плавится в газовой среде.

Для облегчения осознания, что такое сварочный полуавтомат, довольно знать, что это – установка, в которую входят:
- Источник питания, которым быть может сварочный инвертор либо сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволка через особое устройство плавненько и корректно поступает в сварочную горелку. В пространство сварки также подается незапятнанный углекислый газ либо его смесь с аргоном.
Так что к перечисленным выше компонентам установки разумно добавить и особые газосодержащие емкости, также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, зависимо от его типа, возлагаем надежды, поможет лучше разобраться в потребительских свойствах этого нужного в быту оборудования и создать лучший выбор.
Как устроен инверторный сварочный аппарат
Все почаще для сварки стали употреблять не трансформаторные сварочные аппараты, а инверторные. Они не просаживают сеть, ими легче варить. Это обосновано тем, что устройство сварочного инвертора существенно различается от трансформаторного сварочного аппарата.
Чем сварочный инвертор лучше трансформатора
Начнем с того, что такое инверторный сварочный аппарат. Это устройство для ручной либо автоматической сварки, работающее от сетевого напряжения. Есть аппараты, которые подключают к сети 220 В, есть на 380 В. Вне зависимости от количества фаз, сварочный ток (который идет на электрод) неизменный. Так что варить инверторным сварочным аппаратом легче — дуга размеренна и не скачет. Не считая того, есть такие функции как «антизалипание» и защита от перегрева. Но это не все его плюсы.
Сварочный инверторный аппарат намного меньше и легче трансформаторного. Это принципиально, в особенности, если нужно таскать его по участку. Очередное преимущество — он не «садит» сеть, не «дает» скачков напряжения.
В чем все-таки дело, чем различается инверторный аппарат от трансформаторного? Весь секрет в тройном преобразовании напряжения. Поначалу переменное напряжение конвертируют в неизменное, а потом опять в переменное, но уже весьма высочайшей частоты. Его потом на вторичном выпрямителе опять конвертируют в неизменный ток. Он и употребляется при сварке. Это и есть кратко принцип работы сварочного инвертора.
Благодаря современной схемотехнике, высококачественные сварочные инверторы владеют высочайшей надежностью.
Как работает инверторный сварочный аппарат: блок-схема
Принципные схемы инверторных сварочников различных компаний различаются, как различается и элементная база. Но состоят они все из тех же блоков, потому что принцип работы у всех однообразный.
В первичном НЧ (низкие частоты) (низкочастотном) выпрямителе сетевое напряжение преобразуется в неизменное, которое подается на вход инвертора. Инвертор конвертирует неизменное напряжение частотой 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ) в переменное напряжение высочайшей частоты (10-ки кГц). Частотный трансформатор понижает напряжение и наращивает ток, который может превосходить 250 А. Конкретно сила тока нужна при сварке. Вторичный выпрямитель конвертирует переменное напряжение в неизменное, а дроссель завершает преобразование и на электрод уходит неизменный ток.

Блок-схема сварочного инверторного аппарата
Это общий принцип работы инверторного сварочного инвертора. Видите ли, он именуется так поэтому что инвертор — главный элемент схемы.
Инвертор — это устройство для преобразования неизменного тока в переменный с конфигурацией величины напряжения. Обычно представляет собой генератор повторяющегося напряжения, по форме приближённого к синусоиде, либо дискретного сигнала.
Большая часть инверторных сварочных аппаратов имеет еще контроллеры и устройства поддержания данных характеристик. Выполнены они обычно на базе микропроцессоров, хотя есть и электромеханические модели.
Для что необходимы все эти преобразования и почему инверторный сварочный аппарат таковой небольшой и легкий
Для что столько ступеней преобразования? Для того чтоб получить на выходе ток в сотки ампер и не перегрузить при всем этом электронную сеть. 2-ая задачка — получить неизменный ток, потому что варить на «постоянке» проще. Дуга размеренна, ее проще надзирать.
В простых трансформаторных сварочных аппаратах выпрямление происходило на трансформаторе и, опосля некой стабилизации (несколько конденсаторов), сходу шло на электрод. Для преобразования сетевого напряжения частотой 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ) трансформатор требуется большенный по размеру, потому что поперечник проволоки должен быть огромным. И это определяло размеры самого аппарата и его вес.

Принцип работы сварочного инвертора: ступени преобразования напряжения и тока
В инверторах методом преобразований частоту наращивают до нескольких 10-ов килогерц (быть может 50-80 кГц) и уже опосля этого конвертируют в неизменное. Частотное переменное напряжение преобразуется в неизменное на трансформаторе малого размера. Он в разы меньше и легче. Конкретно потому инверторные сварочники такие малогабаритные и легкие. Но потому что ступеней преобразования много, требуется контроль и согласование работы всех блоков. Потому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что еще есть контролеры, которые стоят много.
Устройство сварочного инвертора: описание работы и предназначение блоков на базе схемы РЕСАНТА САИ 140
У всякого производителя принципные схемы инверторных сварочных аппаратов различные. Не достаточно того, даже различные линейки 1-го и такого же производителя могут значительно различаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны сумеют быть по-разному. Это входной выпрямитель на базе массивного диодного моста и сглаживающих конденсаторов, инвертор — на главных транзисторах (тип IGBT либо MOSFET) и выходной выпрямитель на базе частотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.
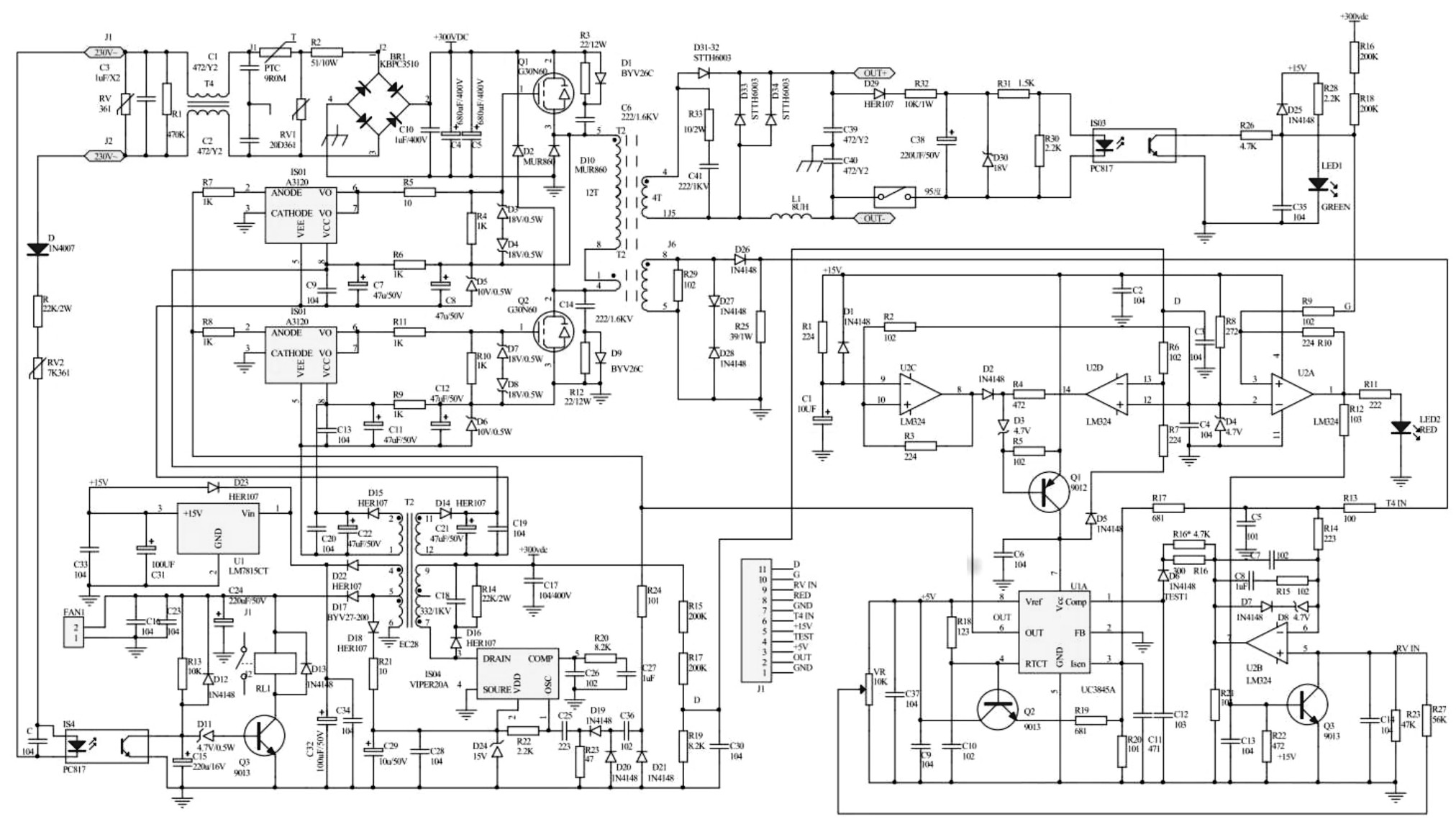
Принципная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Дальше разглядим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не ужаснее других, просто есть его схемы.
Первичный выпрямитель и конденсаторный фильтр
Задачка первичного выпрямителя — конвертировать синусоиду частотой в 50 Гц (единица частоты периодических процессов в Международной системе единиц СИ) в неизменный ток. В реалии он выходит не совершенно неизменным, а с некой пульсацией, но это уже очевидно не синусоида. Реализуется это обыденным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.

Как работает сварочный инвертор: 1-ая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задачка — снятие статического напряжения на землю. Конкретно потому включать инверторную сварку очень лучше в розетку с работающим заземлением, а не попросту с имеющимся контактом.
Дальше, диодный мост «переворачивает» нижнюю полуволну. На его выходе выходит пульсирующее напряжение. Для выравнивания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже неизменное. Конденсаторы стоят с приличным припасом по напряжению — 400 Вольт и выше, потому что на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учитывать еще вероятные скачки… вот и ставят с припасом — на 400 В.
И конденсаторы, и диоды при работе очень нагреваются. Для наилучшего отвода тепла их монтируют на дюралевые радиаторы. Нередко еще делают доп обдув — ставят вентилятор. Если вы желаете, чтоб сварочный аппарат прослужил длительно, смотрите за тем, чтоб кулер был в рабочем состоянии.
Инвертор
Блок инвертора конвертирует неизменное выпрямленное напряжение низкой частоты в переменное напряжение высочайшей частоты. Реализуется обычно на главных транзисторах, которые открываются и запираются с большенный частотой. Конкретно они сформировывают переменное напряжение с частотой в 10-ки килогерц. Управляет их переключением контроллер.

Силовые транзисторы G30N60, с помощью которых преобразуется неизменный ток в частотный переменный
На выходе инвертора получаем не синусоиду, а фактически прямоугольные импульсы. Но для предстоящего выпрямления это не неувязка. Зато частота высочайшая, что означает, что вторичный выпрямитель можно создать на маленьком по размеру трансформаторе.
Выпрямление и стабилизация
Приобретенное частотное напряжение подается на частотный трансформатор. Напряжение на нем снижается, ток возрастает. Через его первичную обмотку протекает высочайшее напряжение маленький силы тока, а со вторичной снимается наиболее низкое напряжение, но сила тока уже порядка 150-220 ампер — зависимо от мощности и класса аппарата.

Выходное преобразование напряжения перед подачей на электрод
Для получения неизменного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже фактически неизменное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особенные — с высочайшей скоростью срабатывания (не наиболее 40-55 наносекунд). Они должны сглаживать напряжение частотой в 10-ки килогерц, так что скорость срабатывания обязана быть весьма высочайшей. Если в процессе ремонта появилась необходимость их подмены, то нужно подбирать конкретно с высочайшим быстродействием. По другому работать аппарат не будет.
STTH6003CW — диодик быстродействующий 300В, 30А, 55нс.
Другие блоки на схеме — это как раз управление, «доп функции» типа защит от перегрева и залипания электрода.
На что направить внимание при выбирании сварочного инвертора
Пойдет речь не о свойствах, а о выборе марок и производителей. Ситуация на рынке со сварочными инверторами не лучше и не ужаснее, чем с остальными инструментами либо бытовой техникой. Весьма много продукта из Поднебесной. Ценовая категория — от самого дешевенького, до среднего. Есть также русские аппараты, украинские и белорусские. Они, в главном, в среднем ценовом спектре, хотя есть и наиболее дорогие линейки. «Европейцев» в крайние годы весьма не достаточно и стоимость далековато не «средняя».

Как работает сварочный инвертор — это одно. Нужно еще, чтоб он был ремонтопригодным. Схемотехника может значительно различаться
Так что все-таки избрать? Нормально — обычный Китай и аппараты производства государств СНГ (Содружество Независимых Государств — региональная международная организация (международный договор), призванная регулировать отношения сотрудничества между государствами, ранее входившими в состав СССР). И будьте аккуратны. Весьма много дешевеньких китайских подделок, которые имитируют русские, украинские либо белорусские марки либо даже «обычный» продукт из Поднебесной. В «фирменных» устройствах заявленные характеристики соответствуют настоящим. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите конкретно 130 ампер плюс-минус пару процентов. В дешевеньких же поделках приходится позже «опытным» методом переписывать числа на регуляторах. Поэтому что при положении регулятора 150 А, но на выходе быть может всего 90 А. В наилучшем случае — 110-120 А, что очевидно не веселит.
Ремонт и сервис
2-ой момент, на который нужно направить внимание при выбирании сварочного инверторного аппарата — его ремонтопригодность и доступность элементной базы. Производители разделились на два лагеря. У одних составляющие для ремонта стоят дешево, вседоступны. Как следует, ремонт резвый, без особенных заморочек и дешево. 2-ая группа производителей исходит из того, что нечего чинить — покупайте новейший аппарат. Элементная база подбирается особенная, просто так ее не отыскать, приходится заказывать. Поставляет ее этот же производитель по весьма высочайшим ценам. Так что вправду, нередко выходит дешевле приобрести новейший аппарат, чем чинить вышедший из строя.

Принципиально чтоб заявленные свойства совпадали с настоящими
Как ни удивительно, сварочные инверторы «2-ой группы» обычно работают нормально и достаточно длительно. Так что отзывы о работе обычно положительные. Но вот ремонт… Это неувязка.
Ну, и следует направить внимание на наличие сервисных центров в вашем регионе. И на то, на какой срок дают гарантию. Не только лишь производители, да и сервисники. Может получиться так, что гарантия на аппарат внушительная — пару лет. А на ремонтные работы — всего месяц-два-три. Скажем, для вас не подфартило, ваш сварочник сломался весьма стремительно. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Далее «за свои средства».
Устройство и принцип работы сварочного аппарата

Устройство и принцип работы сварочного аппарата хотя бы в общих чертах нужно представлять полностью хоть какому современному человеку. Тем наиболее значимы эти познания для тех, кто собирается заниматься сваркой хотя бы просто на любительском уровне. В данной нам статье даны общие сведения о том, как непосредственно устроен и работает сварочный инструмент.

Устройство
Когда молвят про сварочные машинки и аппараты, все почаще предполагают инверторные системы. В недавнешнем прошедшем они числились эталонами простоты. Но за крайние годы резко выросла насыщенность электроникой. Значительно выросли их свойства, работать инвертором сделалось эффективнее.

Расширилась и функциональность таковой техники, невзирая на относительно размеренную и даже снизившуюся частично стоимость.

Сварочный инвертор по электронной схеме довольно близок к блокам питания, применяемым в компах и ноутбуках. Причина ординарна: они решают схожие задачки. До этого главный частью выступал трансформатор высочайшей мощности. Он отвечал за снижение напряжения на входе и за снятие со вторичных обмоток мощных (порядка сотен ампер) токов. Этих черт хватает для решения типовых сварочных задач. Но масса обычных инверторов весьма велика, и сварщики с радостью восприняли возникновение облегченных их вариантов.

Главный составной частью оказываются транзисторы, подсоединенные к понижающим трансформаторам. Сокращение размеров трансформирующего узла достигнуто весьма обычным методом, а конкретно – введено переключение с высочайшей частотой, доходящей до 80000 Гц (единица частоты периодических процессов в Международной системе единиц СИ). На мощности такое нововведение не отражается.

Принципиально: напряжение все равно обязано поддерживаться с внедрением выпрямителя; в его состав входят диодный мост и блок конденсаторов.
Но бывает и другое устройство — сварочный автоматический агрегат. В работе с ним не надо использовать электроды. Зато нужна проволока, расплавляемая в газовой среде. В состав самого полуавтомата включают:
- устройство, снабжающее током (уже упомянутый инвертор или выпрямитель);
- блок, подтягивающий проволоку;
- горелочный модуль;
- управляющая система;
- электронные кабели;
- особые шланги;
- резервуары со сварочным газом;
- катушки с проволокой.

Как работает?
Общее описание принципа деяния инверторного аппарата очень просто. Снутри него ток, имеющий высшую частоту, преобразуется до определенной величины.

Общий процесс кратко смотрится так:
- перевод переменного тока в неизменный;
- понижение напряжения;
- придание току высочайшей частоты (да, здесь он опять становится переменным);
- сокращение частоты, позволяющее значительно нарастить силу;
- новое преобразование в постоянную разновидность электро энергии;
- узкая регулировка силы тока до определенной чертами задачки величины.

Можно подключать инвертор даже к обыкновенной домашней электросети — он обеспечит нужные характеристики.
Что касается деяния сварочного полуавтомата, то оно организуется так:
- к участку работы подводится проволока;
- поверхности греются;
- этот нагрев обуславливает их деформацию;
- газовая среда поддерживает достаточную степень защиты поверхностей от вредных причин;
- на аноде и на сплаве наблюдается разная поляризация — что, согласно законам физики, приводит к возникновению электронного разряда;
- сварщики без помощи других смотрят, чтоб поступало нужное количество проволоки и достигался лучший итог.

Режимы работы
Сварочные аппараты проф и полупрофессионального классов нередко работают в длительном режиме. Так именуют их эксплуатацию при размеренной перегрузке в течение времени, которое дозволяет достигнуть установившейся температуры. Принципиально: при всем этом температура окружающего воздуха не обязана изменяться. На длительный пуск рассчитывают в большей степени автоматическую технику.

Существует также и циклический краткосрочный режим. Здесь тоже предусматривается загрузка на постоянном уровне, но уже на время наименьшее, чем необходимо для выхода на установившуюся температуру. Это получается из-за повторяющихся отключений. Принципиально: в процессе таковых отключений аппарат не должен остывать до той же температуры, что и наружная среда. На время остановок устройство обычно обесточивают.

Повторно-кратковременные программки типичны для сварочных полуавтоматов. Так же могут работать и отдельные автоматы. Почаще всего исходят из того, что сварщик «варит» 60% времени, а остальной просвет отводится на вспомогательные манипуляции. Конкретно тогда техника и «отдыхает». Но есть и остальные тонкости, определяющие вид сварочного режима.

На него влияют также:
- количество делаемых проходов (это весьма принципиально!);
- темп выполнения сварочных работ;
- напряжение в дуге;
- сила электро энергии;
- поляризация (в варианте с неизменным током);
- толщина применяемой проволоки (либо внешнее сечение электродов);
- хим состав данной нам проволоки или электродов;
- геометрическое строение кромок;
- вид обмазки электродного инструмента;
- выполнение сварочного шва.

Длину дуги нужно задерживать на этом же уровне вдоль всей поверхности стыка. Укорачивание данной нам дуги провоцирует прожиг сплава. В томных вариантах может прилипать электрод. Если дуга чрезвычайно растянута, то она может угасать, а при сохранении видимой стабильности — плохо проваривает сплав. Для контроля этого показателя бывалые сварщики прислушиваются к раздающимся звукам.



























