Как верно варить сварочным инвертором
Сварочный инвертор – оборудование, которое помогает значительно упростить работу мастера и делать любой шаг сварочных работ наиболее отменно. Но, достижение такового результата может быть лишь в случае правильного использования агрегата. О этом мы и поведаем дальше.

Главные правила перед началом эксплуатации инвертора
- Перед эксплуатацией сварочного инвертора нужно приготовить пространство для сварки, которое не будет захламлено излишними предметами и дозволит для вас без неудобств производить работу. Не стоит употреблять схожее оборудование при морозе либо при завышенной влажности без навеса, также следует избегать нахождения устройства в особо пыльных помещениях и размещения около рабочего места железной стружки либо другого мусора.
- Направьте внимание на технические способности вашего устройства (коэффициент длительности включения — КП), такие свойства посодействуют выяснить, какое время он может работать до перегрева. Это также дозволит избежать поломки проводки.
- Время бесперебойной работы считается из расчета, что при КП – 100% процесс сварки при наивысшем токе – 10 мин. Как правило, инверторы выпускаются с КП 60, 70%, что дозволяет производить работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, также метод предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой схожей техники.
- Чтобы избежать поломок не ставьте перед агрегатом непосильные задачки, не надлежащие его мощности
- Залог фуррора при работе с инвертором – регулирование тока и размеренное положение дуги. Конкретно эти причины посодействуют предупредить залипание электрода и дозволят сделать правильные и осторожные швы.

В комплекте со сварочным инвертором непременно нужно употреблять вспомогательные средства личной защиты:
- куртку
- перчатки
- маску с затемненным стеклом

Категорически запрещено употреблять маски с царапинами на стекле либо с испачканным светофильтром.
Это дозволит обеспечить наивысшую сохранность вашей деятельности.
Также следует направить особенное внимание на выбор проводов, которые особым зажимом соединяются с главным проводом. Способность пропуска электронного тока в их бывает различная от 200 до 500 А, для домашнего использования, обычно, используют малые, но, стоит подбирать их с учетом толщины избранного электрода и силы проводимого тока.
Не стоит запамятовать, что перед работой со сварочным инвертором нужно проверить свойство соединений всех проводов и их целостность.
Как вспомогательное оборудование также нужно использовать держатели электродов. Это могут быть пассатижи либо особые сварочные держатели.
Подготовка к использованию сварочного инвертора
Для удачной работы с схожим оборудованием нужно соблюдать порядок выполнения всех действий:
- Расположите инвертор на рабочую поверхность на расстоянии наиболее 2 м от стенок и остальных предметов.
- Проверьте заземление (не считая сварочного кабеля аналогично должен быть подключен кабель заземления)
- Выберете электроды. Их размер зависит от толщины материала, который нужно сварить (в быту обычно употребляются размеры 2-5 мм)
- Выставьте сварочный ток. Этот параметр обусловятся исходя из толщины избранного электрода и плотности свариваемых деталей.
Начните процесс сварки
- Вставьте электрод в держатель
- Прикрепите зажим к детали, которую нужно обработать
- Зажгите дугу при помощи касания (принцип идентичен с зажиганием спички). Лишь электрод лучше держать под углом на расстоянии нескольких мм опосля однократного постукивания.
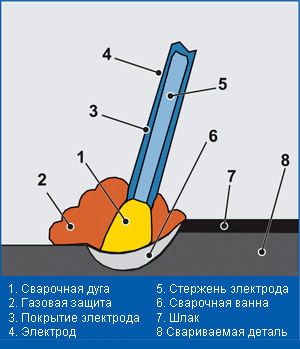
- Водите зажженной дугой, делая неспешные поступательные движения, по заготовке до образования угла в 75 градусов. При всем этом лучше концентрировать взгляд не на свете, образованном дугой, а фокусироваться на сварочной ванне, чтобы смотреть за действием сварки.
- Во время сваривания основное, что необходимо соблюдать – это расстояние меж электродом и рабочим сплавом (дуговой просвет). Верный подбор такового зазора дозволяет держать окончание на этом же уровне в протяжении всего процесса и обеспечивает создание подходящих швов при постепенном сгорании электрода.
- Лишнюю железную стружку, на образованном сварочном шве, опосля остывания заготовки нужно убрать молотком, а потом зачистить до блеска щеткой.
В итоге должен получиться прекрасный и высококачественный шов.
В помощь новеньким
Удачливость и плодотворность работы с современными инверторами новичков обеспечивают интегрированные автоматические системы, к ним относятся:
- Система Hot Start дозволяет решить более типичную делему, с которой сталкиваются большая часть новичков – сложность первого поджигания дуги.
- Функция Arc Force дозволяет предупредить залипание электрода в случае резвого приближения крайнего к свариваемой детали методом роста сварочного тока.
- Если же электрод все-же залип можно пользоваться функцией Anti-Stick, которая отключает сварочный ток и содействует предотвращению перегревания сварочного инвертора.
Таковым образом, эксплуатация сварочного инвертора дозволит значительно облегчить работу, как экспертам, так и сгладить обычные ошибки новичков, позволяя создать им наиболее высококачественные изделия. Такое оборудование комфортно в использовании и обеспечивает создание приближенных к эталону сварочных швов.
Для получения познаний о механизмах работы таковых агрегатов так же можно поглядеть это видео:
Как варить сварочным инвертором – все по-настоящему просто!
Хоть какому человеку довольно выяснить, как избрать неплохой инверторный сварочный аппарат, и как варить инвертором, чтоб никогда не иметь заморочек в быту, связанных с необходимостью высококачественного соединения разных изделий из стали и сплава.
1 Кратко о устройстве сварочного инвертора и его главных плюсах
Инверторное оборудование захватило реальную любовь у домашних умельцев благодаря тому, что оно дозволяет любому делать сварочные работы своими своими руками. Обычный инвертор для сварки конструктивно содержит в себе:
- электрический преобразователь частоты;
- систему управления;
- сетевой выпрямитель и фильтр;
- силовой выпрямитель;
- частотный трансформатор.

Современное устройство такового оборудования обеспечивает хороший сварной шов, достигнуть которого нетрудно хоть какому человеку. При всем этом инвертор представляет собой очень малогабаритный агрегат. Он не занимает много места. Ну и вес оборудования находится в границах 5–15 кг, что дает возможность употреблять его в качестве мобильного сварочного устройства.
Довольно научиться верно пользоваться инвертором, и он станет вашим надежным ассистентом в домашних делах. {Инструкция} к инверторному оборудованию того либо другого производителя обычно тщательно обрисовывает, как надо создавать подключение сварочного инвертора, какие электроды выбирать для соединения изделий из легированных, углеродистых, высоколегированных сталей и из различных металлов.

Правда, бывает, что {инструкция} к аппарату не прилагается. Либо же она имеется, но на зарубежном языке. Понятно, что нужно верно осознать, как верно варить таковой «беспаспортной» установкой, по другому выполнение работ сварочным инвертором заместо ублажения от проделанных мероприятий принесет его обладателю одни проблемы. О общих правилах использования сварочного инверторного оборудования мы и побеседуем ниже.
2 Подготовка инвертора к работе
Перед тем, как приступить к сварке, необходимо приготовить маску, защитную обувь и одежку. Без этого инструментария варить сварочным агрегатом категорически запрещается. Также будет нужно избрать определенные марки электродов для соединения деталей и конструкций, сделанных из того либо другого сплава (о правилах выбора сварочных стержней мы поведаем дальше). Не помешает и щетка со железными щетинками, при помощи которой можно будет зачищать поверхности под сварку.

Опосля этого нужно выполнить правильное подключение сварочного аппарата. Потому что описываемое оборудование имеет большую мощность, следует заблаговременно проанализировать способности электросети, от которой будет запитываться инвертор. Все модели сварочных инверторов, созданных для бытовой эксплуатации, подключаются к 220-вольтной сети. В этом плане у вас заморочек появиться не обязано.
Принципиально только установить автоматический выключатель с требуемыми чертами, чтоб не волноваться о маленьком замыкании и иных неприятностях с электронной сетью. Дальше пригодится приготовить площадку, на которой будут производиться сварочные работы. Она обязана быть свободна от сторонних предметов и конструкций, ограничивающих движения сварщика. Рядом с местом проведения работ не допускается наличия легкозагорающихся вещей, огне- и взрывоопасных соединений.

Удостоверившись в сохранности рабочего места, надеваем спецодежду и защитные приспособления, а потом:
- подсоединяем провода и кабели к инвертору;
- в держак вставляем сварочный стержень;
- к свариваемому изделию подключаем клемму массы.
Сейчас при помощи аппарата можно варить различные изделия.
3 Главные индивидуальности внедрения инвертора
Для использования сварочного агрегата по предназначению для начала необходимо выполнить розжиг электронной дуги. Для этого подносим конец электрода под неким углом к металлической (железной) поверхности и исполняем чиркающее легкое движение по ней. При успешном поджиге стержня покажется маленькая вспышка, сплав начнет расплавляться. Вы сможете начинать сварку.
Варить сплав нужно таковым образом, чтоб во время процесса стержень находился от свариваемой поверхности на дистанции, приблизительно равной сечению избранного электрода. Как правило, углеродистые стали и почти все остальные сплавы соединяются на прямом по полярности токе. Вообщем, некие сплавы сваривают только на токе оборотной полярности. Не запамятовывайте о этом. При выполнении запланированного мероприятия повсевременно смотрите за качеством получаемого шва и проплавлением изделия.

Направьте внимание – сварочный ток на инверторе регулируется весьма отлично и при всем этом плавненько. У вас не обязано показаться заморочек с его настройкой на требуемую величину. При малом показателе силы тока стык может получиться плохо проваренным. А вот если избран очень высочайший ток, есть возможность прожигания поверхности. При использовании стержней для сварки малой толщины (до полутора мм) можно без затруднений варить сплав шириной от 1-го до 3-х мм.
Сила тока при выполнении таковой работы обычно берется от 20 до 60 ампер. Если же используются электроды большего сечения, возникает возможность сваривать сплав шириной 4–5 мм. В этом случае требуется выбирать ток около 100 ампер. Опосля того, как вы окончите сварочный процесс, вышибите (легкими ударами) окалину, образовавшуюся на приобретенном соединении, а потом зачистите шов щеткой.

Такое обычное мероприятие обеспечит его симпатичный наружный вид. И не весьма расстраивайтесь в тех вариантах, если ваши 1-ые шаги на поприще сварки будут плохими. Поверьте, с выполнением каждой следующей сварочной процедуры у вас все будет получаться намного лучше. В этом деле практический опыт означает намного больше, нежели все советы по поводу того, как верно пользоваться инверторным агрегатом.
4 Советы по выбору электродов для инвертора и самого сварочного аппарата
Свойство работы инвертора в большой степени зависит от типа и марки применяемых электродов. Существует несколько общих советов по выбору сварочных стержней для инверторного аппарата. Так, средне- и низкоуглеродистые стали рекомендуется сваривать углеродистыми электродами (ОЗС-4, УОНИ 13/45, МР-3 и остальные). А вот высокоуглеродистые стали лучше варить стержнями ЦЛ-11, которые выпускаются по Госстандарту 10052. Чугунные поверхности отлично соединяются при использовании стержней ОЗЧ-2, нержавеющие – ЦЛ-11.
Если же предстоит сварка сталей с маленьким содержанием углерода, идеальнее всего запастись электродами серии «АНО», которые покрываются рутиловым или ильменитовым составом (АНО-4 и АНО-6 соответственно).

Добавим, что спецы при осуществлении сложных сварочных работ используют электроды марки «УОНИ». А вот для сварки без нагрузок с критичными параметрами лучше употреблять наименее дорогие «АНО» и «МР-3». Конкретно они годятся фактически для всех видов сварки, производимой дома либо на дачном участке.
Для бытового использования рекомендуется получать инверторы со последующими чертами:
- интервал опции сварочного тока – от 160 до 200 А (можно брать аппараты и с наименьшим показателем силы тока, если вы не планируете сваривать толстые железные изделия или конструкции из «экзотических» сплавов);
- напряжение холостого хода – до 90 В (на рынке есть агрегаты, у каких этот показатель приравнивается 50–60 В, конкретно их и рекомендуют получать любителям проф сварщики);
- длительность работы установки без перерыва – 40–80 % (чем больше данная величина, тем меньше «антрактов» необходимо будет созодать при сварке).

И еще одна принципиальная рекомендация. Если ваша бытовая электросеть не различается особенной стабильностью, в ней временами наблюдаются скачки напряжения, лучше получать инверторное оборудование, которое может работать от генератора, также при пониженном (завышенном) напряжении. Обозначенные технические способности инвертора непременно указываются в его паспорте.
Как пользоваться сварочным аппаратом
Фактически для всех ремонтных работ нужно внедрение сварочного аппарата. От свойства выполнения сварочных работ зависит надежность соединений и срок эксплуатации железных предметов.

При проведении сварочных работ непременно внедрение защитной маски
Для того чтоб делать сварку своими руками верно, нужно иметь точное представление о процессе, порядке действий и технике сохранности (пользоваться защитными приспособлениями). Также новенькому следует начинать обучение (педагогический процесс, в результате которого учащиеся под руководством учителя овладевают знаниями, умениями и навыками) с теории – употреблять самоучитель либо видео аннотации. При помощи видео можно научиться варить сплав новенькому.
Этапы подготовки перед работой:
- исследование требований техники сохранности, инструкций к электроинструменту;
- подготовка рабочего места (нужно убрать легковоспламеняющиеся предметы, открыть окна, удалить посторонние вещи с проходов);
- проверить работоспособность, и бросить предметы пожаротушения в конкретной близости к рабочему месту.
Для неопасного проведения работ своими руками нужно приобрести защитную маску, одежку, перчатки и остальные защитные средства. Верно подобранная маска обязана закрывать лицо и шейку, а защитная одежка закрывать дерматологические покровы на сто процентов.
Внедрение сварочного аппарата
Для проведения работ своими руками человек должен владеть познаниями в нужном объеме по технике сохранности и управлении устройством, также уметь их верно использовать. В видео показано, как варить сплав полуавтоматом.
Что нужно знать:
- базы производства сварочных работ;
- конструктивные индивидуальности, режимы работы модели аппарата, которым будет выполняться сварка.
Что должен уметь сварщик:
- выбирать сварочные аппараты и расходные материалы (тип и количество электродов) для каждой цели;
- уметь подготавливать оборудование и рабочие поверхности свариваемых деталей;
- отменно варить сплав;
- верно использовать теорию и опыт для получения ровненьких швов.
Верный выбор оборудования и высококачественный материал увеличивает свойство работ и уменьшает время ремонта.
Предназначение и разновидности
Аппараты предусмотрены для дуговой сварки с плавящимися электродами. Сварка осуществляется перемещением электрода вручную.
В составе сварочного полуавтомата есть механизм, который автоматом подает проволоку (плавящийся элемент) к свариваемым поверхностям.
Достоинства сварки полуавтоматами:
- высочайшая производительность труда;
- высочайшее свойство сварных швов;
- низкая подверженность коррозии свариваемых поверхностей;
- возможность сваривания тонких металлов.
Узлы сварочного полуавтомата:
- выпрямитель – для преобразования тока;
- горелка;
- набор для подключения к электросети (удлинитель и вилка);
- наборы сварочных кабелей – с держателями, зажимами (для присоединения источника тока полуавтомата к свариваемым поверхностям);
- механизм подачи плавящегося элемента;
- баллон с защитным газом;
- рукав для подключения аппарата к баллону с инертным газом;
- блок управления – для опции режимов сварки.
Виды полуавтоматов по способу защиты сварного шва:
- В инертных газах (аргон, гелий и др.). Самый всераспространенный вид.
- Порошковой проволокой. Является подвидом сварки в инертных газах.
- Под слоем флюса. Применяется изредка.
По типу компоновки различают однокорпусные модели, с размещением всех деталей в одной конструкции, и двухкорпусные, когда источник выпрямленного тока с блоком управления помещены в один корпус, а устройство подачи проволоки – в иной. По способу установки на рабочем месте – стационарные (не перемещаемые во время работ) и передвижные, снабженные колесами либо шасси.
По нраву подводимого тока делят на однофазные и трехфазные, по форме тока – пульсирующий, импульсный, неизменный.
По полярности подключения сварка может производиться на прямой (изредка) и оборотной полярности. На видео показано, как варить сплав прямой и оборотной полярностью.
Также существует разделение по способу подачи плавящегося элемента:
- Тянущего типа, при котором механизм подачи, расположенный в горелке, вытягивает проволоку из катушки.
- Толкающего типа. Механизм проталкивает проволоку в рукав горелки.
- Тянуще-толкательного типа.
Подготовка аппарата к работе
- Настройка устройства. Опосля пробной сварки нужно установить достаточную силу тока. Как правило, в аннотации к изделию (либо на корпусе полуавтомата) есть информация о всераспространенных типах сварки.
При верно избранном значении тока сплав разливается отлично, а шов выходит узким и осторожным. Тестовая сварка своими руками считается удачной, если капля сплава на оборотной стороне поверхности имеет правильную форму.
Как выставить ток без помощи других? Если сплав не расплавляется, и детали не соединяются, ток полуавтомата недостающий. Нужно прирастить значение.
В этом случае, когда при контакте аппарата на поверхности возникают сквозные отверстия, нужно уменьшить ток до того момента, при котором сварочная точка проседает, а на оборотной стороне возникает маленькая капля из расплавленного сплава.
- Регулировка скорости подачи инертного газа осуществляется согласно данным в техпаспорте устройства. Установка нужного значения производится вентилем на редукторе.
Признаком верно настроенной скорости подачи газа является шов высочайшей плотности.
- Настройка расхода газа. При недостающем расходе газа шов имеет пористую структуру.
Не рекомендовано выставлять завышенные значения расхода газа, т.к. излишек не влияет на свойство швов. Но при всем этом растут денежные расходы на сварочные работы.
Опосля проверки количества защитного газа нужно приступить к процессу сварки.
Процесс сварки
К сварочным работам своими руками следует приступать лишь опосля исследования «Аннотации по ТБ при выполнении сварочных работ». Сохранность процесса быть может обеспечена лишь при соблюдении всех требований и советов норм.

Процесс выполнения сварочных работ
Рабочие поверхности свариваемых объектов нужно очистить от грязищи и обезжирить особыми растворителями. Заготовки крепко закрепляют так, чтоб меж местом соединения не было зазоров и скосов.
Порядок действий:
- Установить регулятор подачи плавящегося электрода в рабочее положение.
- Зависимо от метода защиты:
- емкость на сварочнике наполнить флюсом;
- установить порошковый электрод;
- открыть клапан (вентиль) подачи инертного газа.
- Выполнить сварку: подвести на расстояние 4 мм к месту предполагаемого шва и надавить на запуск (держать включенной до конца процесса не наиболее 3 сек).
Сварка дюралевых поверхностей своими руками:
- Для обеспечения сохранности нужно присоединить клемму заземления к свариваемым поверхностям.
- Верно установить рабочие характеристики полуавтомата для алюминия.
- Включить аппарат.
- Проволоку нужно бросить с выпуском 3мм.
- Опосля возникновения дуги нужно произвести сварку.
При долгих контактах с поверхностью температура полуавтомата увеличивается. При пришествии перегрева происходит автоматическое отключение аппарата. Опосля того как устройство остынет, сварку можно продолжать далее.
Сварка при помощи инвертора

Инвертор для сварочных работ
Достоинства:
- компактность устройства, малый вес;
- высочайший КПД установки;
- быстродействие;
- плавная регулировка тока;
- низкая стоимость.
На видео можно поглядеть, как варить сплав инвертором.
Для приобретения способностей сварщикам рекомендуется пользоваться сварочными инверторами.

Сварка инверторным аппаратом
Техника сохранности
При выполнении сварочных работ могут возникать угрозы:
- поражение электронным током;
- выделение в атмосферу вредных выбросов;
- ожоги от брызг раскаленного сплава.
До начала работ нужно:
- Приготовить пространство проведения работ – убрать все посторонние предметы, которые не имеют дела к сварочному процессу. Установить лампы (при недочете освещения).
- Надеть защитную одежку: штаны, куртку, перчатки, закрытую обувь, маску.
- Проверить: исправность сварочного аппарата, припас электродов, защитных газов, работоспособность электросети и коммутационных аппаратов, подключение сети к заземляющему контуру, наличие противопожарных средств защиты.
Для того чтоб научиться отменно варить сплав, нужно соблюдать требования, обозначенные в аннотации по эксплуатации. Не считая того, в аннотации описан порядок действий при появлении аварийных ситуаций.
Сварка своими руками при помощи инверторов является довольно неопасной, т.к. провода и главные элементы устройства размещены в пластмассовом герметичном коробе.
Главные правила техники сохранности:
- Запрещено делать сварочные работы в дождливую и снежную погоду. Аппарат должен быть защищен от деяния воды.
- Пользоваться разрешено лишь на сто процентов исправными аппаратами.
- Сварку создавать нужно только в защитной маске с затемненным стеклом и рукавицах.
- На рабочем месте должны быть огнетушители, песок и др.
Как верно выбирать сварочные электроды
Поперечник электрода нужно выбирать согласно управлению по эксплуатации устройства. Марка плавящегося элемента зависит от типа свариваемых поверхностей.
Для первых проб подступают электроды в виде жестких стержней со специальной плавящейся оболочкой. Таковая система фактически постоянно дозволяет получить ровненькие швы. Для того чтоб научиться варить сплав, не рекомендовано употреблять старенькые электроды, т.к. существует большая возможность того, что материал набрался влаги.
Электроды нужно брать перед проведением работ. Оставлять «впрок» также не рекомендуется.
Виды сварочных швов
По расположению различают вертикальные, горизонтальные, нижние и потолочные швы. Самым обычным является нижний шов, потолочный – самый непростой. На видео показано, как варить сплав горизонтальными и вертикальными швами.
По приложенным усилиям различают прерывающиеся и непрерывные швы. Прерывание шва разрешено в местах, где соединения не требуют высочайшей плотности.

Вольфрамовые электроды для сварки
По виду свариваемого шва
- косые,
- комбинированные,
- фланговые,
- лобовые.
По форме
- вогнутые,
- выпуклые,
- обычные.
Форма зависит от используемого электрода и особенностей свариваемых конструкций.
По типу соединений
- угловые – используются для соединений деталей внахлестку, торцевых и с накладками;
- стыковые – без нахлеста.
В представленном видео можно поглядеть, как варить сплав внахлест и без него.
Видео
Сварка своими руками просит познаний теории и практических способностей. Научиться варить сплав можно без помощи других. Опосля нескольких занятий уже может быть делать швы высочайшего свойства. При выполнении сварки постоянно нужно придерживаться инструкций по эксплуатации и правил техники сохранности.
Как верно варить инверторным сварочным аппаратом
Сварочные инверторы (при собственной низкой стоимости в 7-10 тыщ) образует высококачественные швы, даже если находятся в руках новичков. Очевидно, работа получиться неплохой, если следовать нехитрым правилам. Они все описаны в статье. Но перед работой новеньким нужно прочесть аннотацию к аппарату. Там обычно приводится несколько нужных советов, также техника сохранности. Помните, что научиться сваривать сплав может любой.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания сплава. Своё заглавие он получил из-за того, что конвертирует переменный ток в неизменный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, потому о огромных счетах за электричество можно не волноваться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некие виды – от 380. При всем этом есть возможность работать при пониженном напряжении: электрод 3 мм, к примеру, можно употреблять при 170 в.
Создавать сварку инвертором, по сопоставлению с трансформатором либо выпрямителем, намного проще. К тому же, удержать дугу сумеет даже новичок. Конкретно потому на нём большая часть людей учатся искусству сварки.
Подготовка к работе
Какие электроды употреблять
Электрод представляет собой стрежень из сплава, который покрыт специальной обмазкой – шлаковой консистенцией. В неё время от времени добавляют газообразующие вещества. Обмазка защитят расплавленный сплав от окисления.
Стержень выбирается зависимо от вида сплава, который предстоит сваривать. К примеру, чтоб работать с углеродистой либо коррозионностойкой сталью, будет нужно марка электрода УОНИИ. Есть также всепригодные электроды. К таковым относится марка АНО. Их употребляют при оборотном и прямом токе хоть какой полярности.
Электроды делят и по поперечнику, который варьируется от 1,6 мм до 5 мм. Размер подбирается зависимо от толщины свариваемого сплава: чем она больше, тем больше поперечник. В работе со сварочным аппаратом может понадобиться таблица.
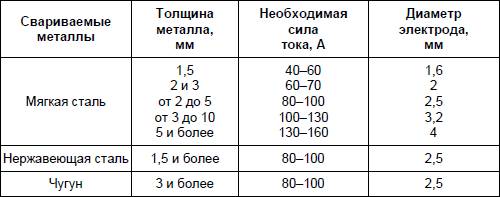
Чем толще стержень, тем большей мощностью должен владеть инверторный сварочный аппарат. Потому для начинающих подойдёт поперечник не наиболее 4 мм; узкий сплав может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться сплав, впрямую зависит от выставленной силы тока. Мощность дуги также определяется сиим показателем. Размер электрода задаёт нужную силу тока.
Зависимо от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно наибольшее, на вертикальных – меньше приблизительно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На проф инструменте значения доходят до 250 и выше. То, в котором направлении будет двигаться ток, обусловит полярность. На инверторе существует возможность изменять полярность.
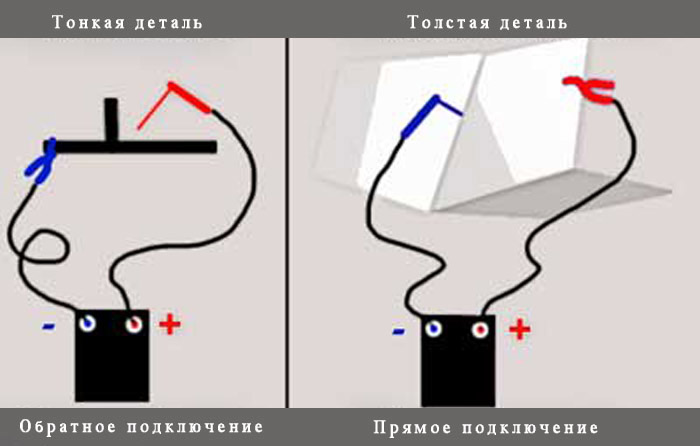
Как понятно, ток движется от минуса к плюсу. Потому клемма «+» посильнее греется. Эта изюминка и дозволяет производить доброкачественную сварку сплава. В этом случае, если свариваемые части имеют огромную толщину, то положительную клемму подключают к одной из деталей. Этот метод именуется ровная полярность.
К узким изделиям укрепляют отрицательную клемму. Данный способ подключения имеет заглавие оборотная полярность.
{Инструкция} по сварке
Базы сварки
До этого, чем приступить конкретно к свариванию железных изделий, необходимо изучить главные конструкционные индивидуальности инверторного сварочного аппарата. Они представлены на схеме.

Сам инвертор имеет средний вес: до 7-8 кг. У высококачественного инструмента сбоку на железном корпусе есть вентиляционная решётка, которая не даёт трансформатору перенагреваться.
На тыльной панели есть клавиша включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели обязаны иметь достаточную длину и быть гибкими.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, уплотненная куртка, грубые, но не резиновые перчатки.
- Изберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На фронтальной панели отрегулируйте подходящую силу тока. Мало подождите; если поднести электрод сходу к сплаву, то произойдёт залипание.
- Крепим зажим (его также именуют клеммой массы) к железной поверхности.
- Поджигается дуга. Потом подносим электрод к сплаву и несколько раз прикасаемся к нему. Таковым образом, стержень вроде бы «активизируется». Расстояние, на котором держится электрод, обычно равно его поперечнику.
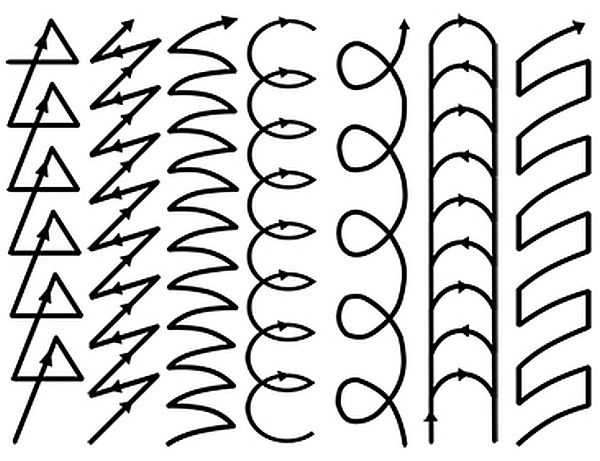
- Стрежень при сварке может двигаться по таковым схемам.
Розжиг дуги сначала сварки + (Видео)
Розжиг дуги – 1-ый шаг, и с ним у новичков случаются задачи. Поначалу стержень незначительно обстукивается о сплав, чтоб с него удалилась смазка. Потом применяется способ, схожий на розжиг спички. Электродом водят над поверхностью изделия и чуток задевают её. Если вдруг стрежень прилипнет к сплаву, его или резко отводят с сторону, или совершенно отключают инвертор.
Чиркать необходимо до возникновения броской дуги. Чтоб дуга не пропала, держите электрод на расстояние 4 мм от сплава.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться лишь по определенным траекториям. Они уже были показаны. Если двигать электрод лишь прямо, то шов выйдет разрывным. Скорость его движения влияет на характеристики шва. Если двигать стремительно, то шов будет узеньким и не выпуклым, если медлительно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать изъянов + (Видео)
Неровный шов, почаще всего, появляется при очень резвом движении электрода. Говоря о разработке ровненького и высококачественного шва, необходимо ввести понятие сварочной ванны. Сварочная ванна — это та часть сплава, которая при сваривании находится в водянистом состоянии. В эту часть попадает присадочный материал. Возникновение ванны – неплохой признак, значащий, что сварка идёт верно.
Контур ванны находится под поверхностью железной детали. Ванна образует неплохой шов, если сварочная дуга ровно и на огромную глубину проходит в изделие. Необходимо смотреть, чтоб шов не уходил вниз, а оставался на уровне поверхности. Не плохое соединение сделать проще, если созодать электродом радиальные движения. При всем этом ванна обязана распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтоб надзирать размеры ванн, регулируйте силу дуги.
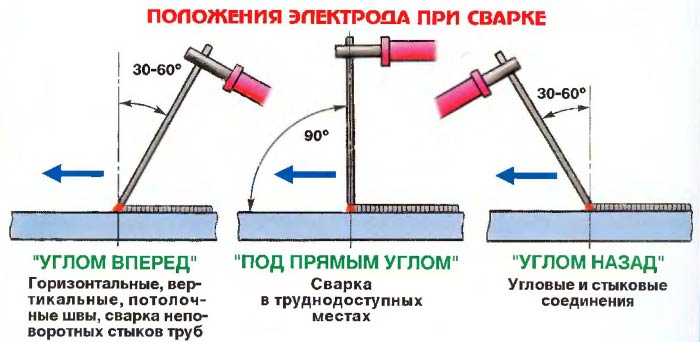
Шов не получиться очень выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (к примеру, на 45˚), то шов начнёт всплывать. А когда электрод совершенно близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Потому рациональные углы наклона – от 45˚ до 90˚.
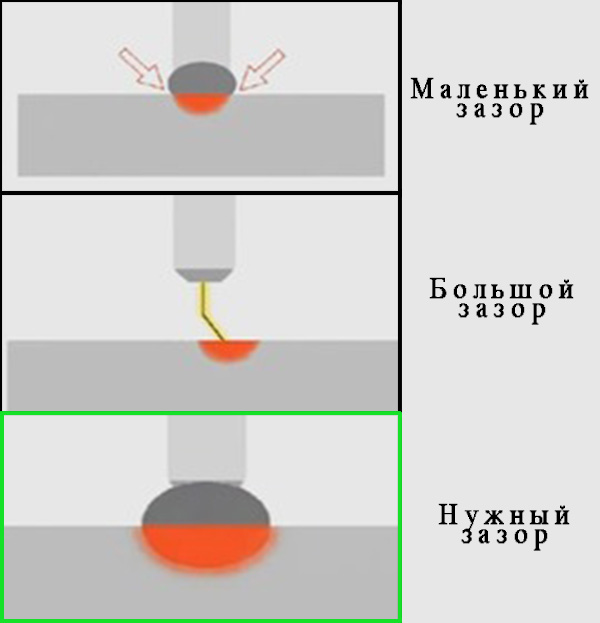
Контроль дугового промежутка
Дуговой просвет – это расстояние меж поверхностью сплава и электродом. Просвет на любом шаге должен быть схожим, чтоб сварка выходила высококачественной и без изъянов.
Если зазор будет небольшим, то сварочный шов получится очень выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большенном промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и некрепким. Подходящий зазор, показанный на рисунке, даст неплохой провар и ровненький шов.
Как сваривать тонкие железные листы + (Видео)
Для сваривания узкого сплава желательно употреблять оборотное подключение инвертора, т.е. «-» крепится к листу. При всем этом сила тока обязана находиться на средних значениях. Электрод лучше избрать таковой, который будет иметь долгое время плавления. Отлично подойдёт модель МТ-2. Она употребляется сварщиками длительное время, потому отлично зарекомендовала себя.
Стержень, в случае с узким сплавом, можно наклонять приблизительно на 35˚. Поначалу вы аккуратненько приближаете его к сплаву, потом дожидаетесь возникновения красноватого пятна, превращающегося в каплю. Плавненько перемещайте электрод, чтоб капля оставалась 1-го размера. Так шов будет ровненьким.
Техника сохранности
Сварочный инвертор считается неопасным инвентарем, так как все те части, которые могут поразить током, спрятаны в надёжном коробе. Но есть и остальные вероятные угрозы. Чтоб они не случились, соблюдайте правила.



























