Разница меж действием литья и ковки
Железные изделия могут быть сделаны методом литья либо ковки стали. Железное литье — это процесс, при котором сплав нагревают до того времени, пока он не достигнет водянистого состояния, а потом разливают в форму, которая сформировывает хотимый продукт. Железная ковка предполагает приложение механических сил к нагретым жестким блокам стали (таковым как слитки и / либо заготовки), которые невозвратно формируются в желаемые изделия.
Железная поковка и отливка
Оба производственных процесса требуют внедрения больших температур к железному сырью (для его разжижения либо податливости) и выполнения механической обработки с ЧПУ (устройство числового программного управления) в конце процесса для получения конечного продукта.
Конечные продукты могут также подвергаться поверхностной обработке, таковой как покраска, порошковое покрытие, полировка, разные типы покрытий (к примеру, цинкование) и защита от износа / упрочнение (нанесение покрытия из карбида вольфрама).
В конце концов, что важно, литые и кованые детали могут быть собраны, сварены, спаяны с жестким покрытием перед отправкой в качестве конечного продукта.
Продукты, приобретенные в итоге действий литья и ковки, имеют разные характеристики исходя из убеждений пористости поверхности (обычно, лучше для кованых и литых изделий), зернистой структуры (лучше для кованых изделий), прочности на растяжение (обычно, лучше для кованых изделий) и стойкости к усталостным перегрузкам.
Потому эти другие производственные процессы употребляются (и подступают) для разных событий и областей внедрения.

Процесс литья предпочтителен для:
- деталей и компонент, которые могли быть очень сложными либо дорогостоящими для производства ковкой стали (к примеру, огромные корпуса клапанов);
- частей, которые имеют внутренние полости;
- крупногабаритных деталей (фактически нет ограничений по размеру исходя из убеждений веса деталей, которые могут быть сделаны в процессе литья);
- деталей из особых сплавов (некие определенные сплавы подделать труднее, чем литье, к примеру, с высочайшим содержанием никеля и молибдена, которые владеют значимой стойкостью к механическим действиям);
- деталей, требующих массового производства и маленьких партий.
Процесс ковки предпочтителен для:
- деталей, требующих очень высочайшей прочности, ударной вязкости и сопротивления (вправду, в процессе ковки структура железных зернышек модифицируется в согласовании с формой конечного продукта — с высочайшей однородностью состава и металлургической рекристаллизацией);
- частей, которые должны противостоять наиболее мощным ударам и механическим действиям;
- участков, где пористость, риск образования газовой полости, кармашков и вероятного образования полостей (даже микрогранулированных) неприемлемы;
- производства механически крепких деталей без использования дорогих сплавов;
- деталей, которые требуют высочайшей износостойкости;
- деталей, подверженные высочайшим перегрузкам и перегрузкам;
- высокопроизводительных приложения, когда целостность и свойство детали является главной целью в процессе производства, а не время и стоимость.
Развитие технологий литья уменьшило разрыв меж физическими качествами литых и кованых изделий, что делает современные литые изделия весьма конкурентоспособными исходя из убеждений свойства, прочности и износостойкости: но в почти всех областях ковка стали остается, тем не наименее, желательный вариант производства (пример: клапаны маленького размера, другими словами кованые клапаны либо клапаны высочайшего давления).
Железная отливка
Главными типами действий литья являются:
Отливка в песочной форме
Литье в песочные формы является более обычным способом литья и заключается в заливке водянистого сплава в связующие, которые противостоят расплавленному сплаву (такие как глиняная связка / жесткий связанный зеленоватый песок / смола, термореактивная смола, песок и оболочка).

Прецизионная отливка
Этот термин относится к четкому формованию, выполняемому методом введения водянистого сплава в железную головку и керамическое покрытие. Материал пресс-формы быть может жестким воском, выплавляемым модельным составом, с используемой моделью и т.п.

Эти процессы употребляются для разных применений исходя из убеждений размеров деталей (литье в песочные формы употребляется для больших деталей, литье по выплавляемым моделям для маленьких деталей весом до 100 кг и до 1,5 м наибольшей длины), допустимые отличия (литье по выплавляемым моделям делает наиболее четкие детали) и мотивированные характеристики (литье по выплавляемым моделям, обычно, наиболее экономно, чем литье в песочные формы).
Железная поковка
Железная ковка возникла в Китае в античные времена для производства разных видов железных изделий.
Принимая во внимание, что процедуры и инструменты, применяемые для производства кованых деталей, изменялись в протяжении веков (от использования наковален, молотков и рабочей силы до автоматических машин в качестве гидравлических прессов), главный процесс ковки стали как и раньше основан на приложении термический энергии к жесткому веществу. железные блоки и их предстоящая обработка в готовые изделия методом приложения механических (ударных) сил.
Процесс ковки
Главный процесс ковки состоит из нескольких обычных шагов:
- сырье (железные блоки, слитки, заготовки) нарезают на наиболее маленькие части, если нужно,
- сырье нагревают до заслуги требуемой температуры ковки (применение тепла нужно для того, чтоб создать материал пластичным и покладистым); температура ковки зависит от типа сплава и достигается методом помещения материала в термокамеру / печь;
- подогретый сплав присваивает механическую силу (давление) нужной форме;
- полуфабрикат подвергается механической обработке, чистовой обработке и термообработке
В конце процесса приобретенный продукт владеет исключительной прочностью, ударной вязкостью и износостойкостью благодаря металлургической рекристаллизации и измельчению зернышек в итоге используемой тепловой и механической обработки.
Зависимо от температуры, используемой к сырью в процессе ковки, ковка делится на:
- прохладная ковка стали: когда нагрев не применяется, другими словами процесс ковки происходит при комнатной температуре (в этом случае требуются наиболее высочайшие механические силы, и сплав имеет наиболее низкую формуемость по сопоставлению с способами теплой либо жаркой ковки);
- Теплая ковочная сталь: сырье нагревают при температуре от 800 до 950/1000 C°;
- Сталь жаркой ковки: когда температура нагрева выше 950/1000 C° (и, обычно, ниже 1300 C°), чтоб придать сплаву высшую пластичность и создать вероятной ковку даже при умеренном механическом давлении.
Виды железных поковок
«Кованая сталь с закрытым штампом» — это процесс ковки, при котором штампы движутся навстречу друг дружке и стопроцентно либо отчасти покрывают заготовку. Нагретое сырье, которое примерно соответствует форме либо размеру конечной кованой детали, помещают в нижнюю часть штампа.
Ковка в открытых штампах
«Кованая сталь с открытой штамповкой» — это процесс деформации кусочка сплава меж несколькими штампами, которые не стопроцентно герметизируют материал. Сплав формируется под действием штампов, которые «забивают» либо «штампуют» материал средством серии движений, пока не будет достигнута подходящая форма.
Различия меж ковкой в закрытом и открытом штампе

Области внедрения железных отливок и поковок
Железное литье и ковка употребляются для производства деталей для последующих отраслей индустрии:
Прохладная ковка железного квадрата
Квадрат металлической – вариант формовки стали, при котором изделию придается сечение квадратной формы, другими словами стороны схожей длины и угол в 90 градусов. Это форма проката владеет плюсами профильной трубы (четыре ребра присваивают твердость), но при всем этом еще лучше ведет себя при ковке, изменении размеров и габаритов. Благодаря сиим свойствам, металлической квадрат стал главным материалом для холодной ковки.
Прохладная ковка в домашних критериях
Прохладная обработка сплава своими руками – легкий процесс, но требующий опыта. В процессе ковки не требуется нагрев сплава, деформация осуществляется за счет приспособлений. Прохладная металлообработка заключается в действиях вытяжки, гибки, кручения.
Вытяжка предполагает под собой раскатывание прутка, с целью поменять его сечение. Почаще всего, раскатывается конец прутка. Процесс подойдет для производства частей “гусиная лапка”, “пики”.
Гибка – база холодной ковки. Большая часть частей формируется конкретно таковым образом. Употребляется для получения различных завитков, вензелей, спиралей.
Кручение – процесс сотворения витых частей, основанный на пластических свойствах сплава. Закрученные вдоль собственной оси прутки, почаще всего, являются заготовками, которые присваивают наиболее роскошный наружный вид готовому изделию.
Главными инструментами (верстаками) холодной ковки являются:
- Улитка либо кондуктор – это собственного рода матрица, для горизонтальной спиральной гибки прутка.
- Гнутик – это инструмент, при помощи которого можно получать дуги с разным углом извива.
- Волна – инструмент с 2-мя роликами, с помощью которого получаются волны с различной амплитудой.
- Фонарик – представляет собой приспособление, состоящие из головки, ползунка и вала. Дозволяет созодать крученые большие элементы.
- Торсион либо твистер – инструмент закручивающий металлической квадрат по спирали (вокруг собственной оси).
- Объемник – требуется для получения дуг огромного радиуса. Он комфортен в вариантах, если нужно создать огромное количество схожих заготовок.
Стоит учитывать, что ручные инструменты разрешают деформировать квадратные прутки размером до 14 мм.
Время от времени, в процессе холодной ковки все таки приходится использовать нагревание, к примеру для исправления брака. Для этого может подойти обыденный газовый резак. Не стоит забывать и о действиях резки и шлифовки, которые сопутствуют изготовлению изделий способом холодной ковки.
Элементы, которые можно получить из квадратного прутка
- Лапки, пики, навершия — для окончания концов решеток либо остальных линейных деталей.

- Завитки — волюта (концы загнуты в одну сторону), червонка (спирали в различные стороны), запятые (просто изогнутый конец прута), кольца.
- Плетенки — два прута закрученные по спирали и соединенные на концах.
- Торсионы — прутки скрученные вокруг собственной оси.




Остальные статьи

Одним из самых действенных и обширно применяющихся способов резки по сплаву является плазма. Она отлично совладевает с листами сплава большенный толщины, не уступая по качеству обработки.

Металлической профиль для гипсокартона при собственной маленький массе способен выдерживать огромные перегрузки, потому перегородки из него не много уступают по надежности кирпичным либо пеноблочным.

Решили установить забор, и ваш выбор – железный штакетник? Для начала обусловьтесь с параметрами грядущего огораживания.
Прохладная ковка от «А» до «Я»
Какие индивидуальности имеет разработка холодной ковки, с каким оборудованием работают мастера и как его сделать — о этом в нашем материале.

Прохладная ковка дозволяет созодать металлообработку разных видов проката без подготовительного нагревания. При этом создаваемые изделия, за счет прессования и гибки, получаются намного прочнее, чем при использовании литья либо штамповки.
Какие индивидуальности имеет разработка холодной ковки и с каким оборудованием работают мастера — о этом в нашем материале.
Для чего употребляют прохладную ковку
Почаще всего при помощи таковой технологии обрабатывают металлопрокат в виде прутка, круга, квадрата либо полосы. Создаваемое оборудованием давление изгибает и прессует материал, формируя подходящую конфигурацию изделия, при всем этом упрочняя его. Сделанные таковым методом вещи фактически нереально сломать, их срок службы, в сопоставлении с литьем либо штамповкой, на порядок выше.
Но, стоит учитывать, что при браке либо допущенных ошибках в обработке проката их поправить также нереально либо весьма трудно.
Для чего используют прохладную ковку и какие изделия создают?
- Разные фигурные сетки, которые монтирую на окна и двери жилых помещений.
- Декоративные и удобные элементы фасада: козырьки, перила и остальные.
- Детали огораживаний: заборов, ворот, калиток.
- Элементы мебели: ножки стульев и столов.
- Детали декора: подставки под цветочки, крепления фонарей, сетки камина, мангалы и остальные.
Все эти поделки смотрятся как истинное произведение искусства, при всем этом не теряя собственного практического предназначения и прочности.
Приемы и методы технологии
Понятно, что, в отличие от жаркого метода, заготовки за ранее не разогревают до ковочной температуры. Только время от времени может применяться частичный нагрев поверхностей в месте извива.
Технологически таковой метод обработки сплава построен на одном из физических параметров сплава — пластичности. Предварительные и цветные сплавы, такие как сталь, медь, бронза и остальные зависимо от собственного хим состава имеют способность выдерживать перегрузки на извив, разрыв, растяжение. Это дозволяет их обрабатывать разными приемами без нагрева.
В момент производства изделий материал поддается прессованию, что уплотняет структуру сплава и, соответственно, делает его прочнее. Изгибание, в свою очередь, добавляет прочности изделию за счет доп сжатия в точках извива.
Принципиальным различием холодной ковки от жаркой будет то, что нет высокотемпературного действия на сплав и, как следствие, он не меняет собственных хим параметров, а ,означает, нет необходимости проводить доп операции: отпуск, отжиг либо закалку.
В итоге, прохладная ковка сплава имеет как достоинства, так и недочеты.
- Детали и заготовки не требуют подготовительного высокотемпературного нагревания.
- Поверхность изделий намного прочнее, чем при изготовлении вещей жаркой ковкой.
- Высокоточная обработка деталей, вероятна весьма четкая подгонка.
- Элементы не требуют доборной обработки опосля производства. Все изделия вначале крепкие.
- Наиболее «незапятнанная» работа, нет следов и товаров горения на поверхности сплава.
- При обработке требуется сделать намного большее усилие на сплав для формирования деталей.
- Требуется спец и, в неких вариантах, массивное оборудование.
- Обрабатываемые поверхности должны быть незапятнанными.
- Можно изготавливать лишь определенные виды продукции.
Основной недочет холодной металлообработки в том, что можно создавать ограниченные наименования продукции.
Какими технологическими приемами обрабатывается сплав прохладным методом?
Приемы холодной ковки
- Гибка.
- Прессование.
- Чеканка.
Изгибание сплава проводят как на ручном, так и на механическом оборудовании, при этом почти все изделия полностью реально создавать вручную с внедрением простых приспособлений. Гибка — главный технологический прием описываемого метода ковки.
Прессование предполагает внедрение сжимающих устройств. Прессы также могут быть ручными и механизированными.
Чеканка — это прием, при помощи которого проводится нанесение рисунка на поверхность изделий. Орнамент создается давлением на сплав особыми инструментами либо станками. Почаще всего таковой метод «рисования» употребляют для сотворения рисунков на меди, потому что она наиболее пластичный материал.
В холодной ковке, также, как и при хоть какой металлообработке, употребляют приемы резки, рубки и остальных общих операций, используемых для подготовки заготовки и конечной доводки изделий.
Разработка предполагает применение спец оборудования, создающего нужные условия для производства и обработки материалов.
Оборудование для холодной ковки
Чтоб начать общее изготовка вещей без жаркой кузнечной обработки, будет нужно 6 главных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего же предусмотрены такие инструменты и что с помощью их можно создать?
Гнутик

Такое приспособление служит главным инвентарем при изгибании деталей. Изюминка в том, что можно избрать хоть какой угол.
В отличие от жаркой обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Система состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на крепкой раме. Таковой ручной станок может добавочно оборудоваться разными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм либо полосу шириной до 3 мм.
Улитка

Это ручное приспособление используют при разработке спиралей и завитков. Заглавие улитка устройство получил из-за собственной главный составной части — кондуктора, имеющего витую форму. Завитки с проката соответственного размера таковой станок способен сделать за один подход.
Как и гнутик, улитка полностью свободно обрабатывает главные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, шириной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, размещающегося по центру, и 2-ух дуг (малой и большенный).
При разработке маленьких по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов выполнения такового ручного станка.
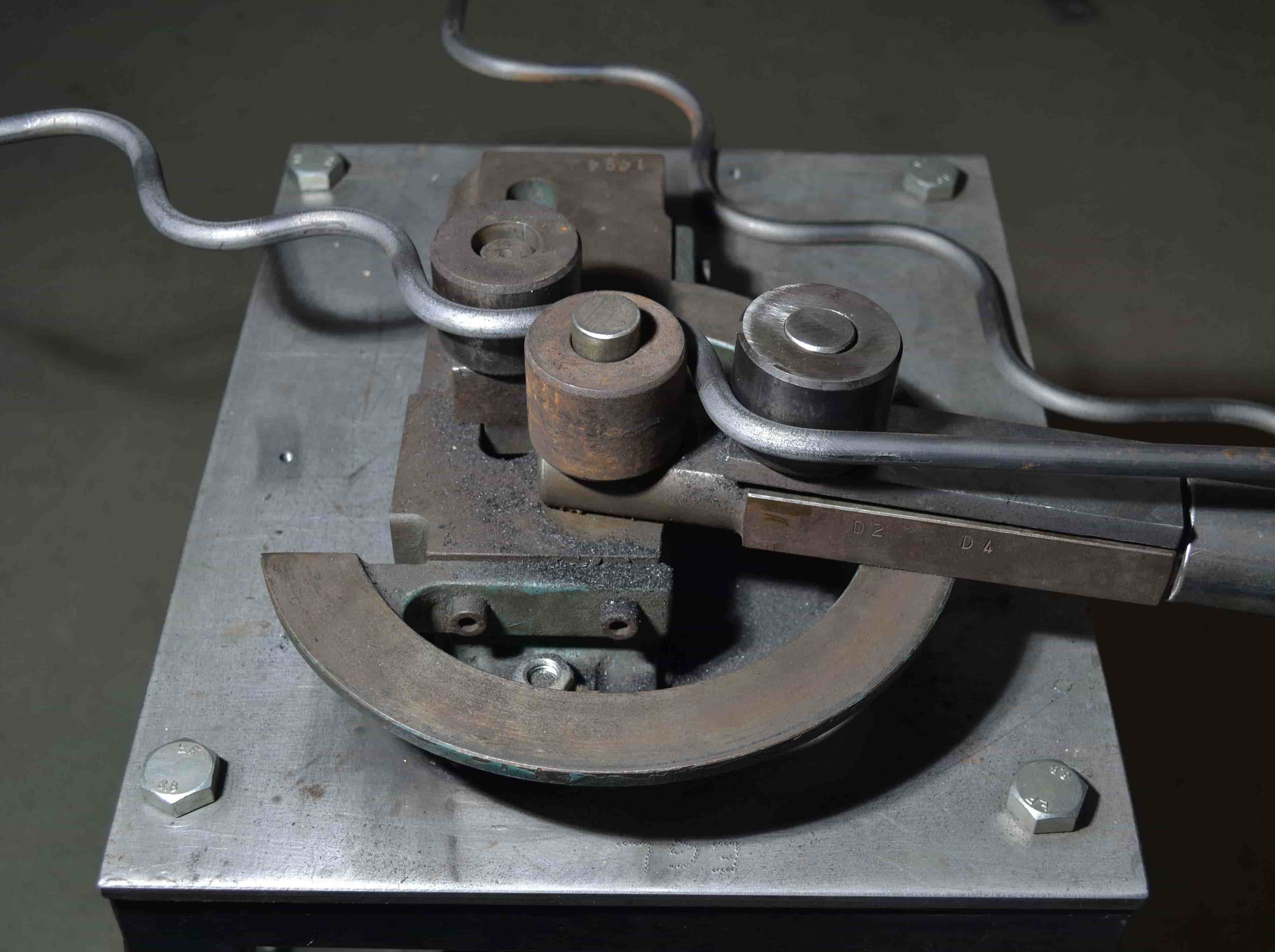
Волна

Приспособление, служащее для сотворения витых, циклических орнаментов (достаточно нередко можно узреть на оконных сетках). База устройства — два железных диска, поперечником 140-150 мм, закрепленных болтами на десктопе. Нередко можно повстречать «управляемую волну» — устройство с регулируемыми зазорами меж дисками. Таковая функция вероятна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно сделать разный извив волны. Как смотрится гибочный станок такового класса показано на фото понизу.
Твистер

Твистер закручивает вокруг собственной оси пруток либо квадрат. Принцип устройства похож на вороток для жаркой обработки.
Система состоит из базы, на которой располагается крутящаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют меж этими 2-мя частями и с помощью рукояток закручивают до требуемого предела.
Фонарик

Одно из самых сложных изделий из холодной ковки — так именуемая плетенка. С первого взора — это сложное переплетение железных гнутых прутков либо квадратов. Для производства таковой детали употребляется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования идентична с твистером: на базе закреплена вращающаяся головка и ползунок. Но, заготовка «наматывается» по спирали на вставку — вал.
В принципе, плетенку можно сделать, используя специальную вставку на твистер, но вероятен брак, который получиться поправить, только нагрев сплав в горне. Потому, лучше использовать фонарик, который не дозволит создаваться перекосам.
Глобус

Таковой ручной инструмент для холодной ковки дозволяет изгибать заготовку по дуге, загибая концы под нужный угол, при всем этом выходит объемное изделие. За что нередко этот ручной станок именуют объемником.
База устройства — шаблон в виде дуги и закаленные ролики, дозволяющие двигаться ручному приводу. Зависимо от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 мм, узкой полосой до 25 мм, также прутком.
Почаще всего глобус используют для производства деталей «больших» решеток, в каких отдельные элементы не лежат в одной плоскости с остальными.
При помощи этих простых устройств, которые не требуют механизации, можно создавать истинные произведения искусства, состоящие со всех отдельных декоративных частей: волюты, завитков, корзинок и иных.
Хорошим решением будет приобрести всепригодный станок для холодной ковки, который дозволяет совершать главные операции по металлообработке. Но, стоимость такового оборудования будет доступна не многим мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки сплава стоят относительно дешево, но можно создать их самому.
Как создать станки холодной ковки без помощи других
Существует огромное количество чертежей станков для холодной ковки. Некие из их представлены на фото в этом разделе.
Самый обычный вариант — создать приспособление улитку для гибки металлопроката. Как ее сделать без помощи других, можно поглядеть на видео:
Также нетрудно собрать приспособление для скручивания заготовок — твистер. Основное подыскать материал и инструменты для работы.
Обзор на это приспособление показано в видео
Есть и остальные конструкции схожих устройств. Самодельные станки для холодной ковки не наименее работоспособны по сопоставлению со своими покупными аналогами.
Для ковки прохладным методом также будет нужно и нагревательный инструмент, потому что разработка предугадывает частичный разогрев неких зон детали для наиболее обычного изгибания либо скручивания. Порезать сплав проще с отрезным стационарным кругом. Но, за неимением его, можно пользоваться болгаркой.
Очередной важный инструмент в изготовлении изделий прохладным методом — шлифовальные машинки. Ведь отдельные элементы декора потребуют зачистки и выравнивания поверхностей. Для этого подходят или ручные ленточные шлифовальные машинки, или стационарный гриндер.
Наличие разных станков для холодной ковки сплава существенно ускоряет процесс производства частей, в особенности, если требуется их массовый выпуск.
Если у Вас есть опыт производства станков для холодной металлообработки, поделитесь им в комментах к материалу статьи. Как трудно сделать такое оборудование без помощи других и какая функциональность такового ручного оборудования? Примите роль в дискуссиях и оставьте свои дополнения к данной для нас статье.



























