Объемное литье
2.11. Объемное литье
В отличие от барельефного и ажурного при помощи большого литья можно получить выгнутые рельефы, кольца и перстни с орнаментом по всему периметру (см. рис. 2.14, 2.15, 2.16 и 2.18). Также изготовляются и полнообъемные фигуры.
Технологию большого литья мы опишем на примере производства художественного кольца (см. рис. 2.14). И в этом случае работа начинается с сотворения пластилиновой модели. Кольцо загаданной формы лепят стеками на стеклянной пробирке поперечником 18–20 мм. Не нужно огорчаться, если не удается тонко проработать все детали кольца. Из-за мягкости материала этого и нереально достигнуть. Вся маленькая доводка пойдет в оловянной отливке.
Опосля того как модель закончена, приступают к изготовлению литейной формы. Разведенный до густоты сметаны гипс наносят в несколько слоев на модель. 1-ый слой, так именуемый облицовочный, шириной 2–3 мм накладывают узкой кисточкой. Ее острием заполняют все углубления в пластилине. Большенными каплями гипс накладывать недозволено, по другому меж гипсом и моделью могут остаться пузырьки воздуха. 2-ой слой большей толщины наносится стеком, когда разведенный гипс уже начинает схватываться. Дальше на модель увеличивают гипс так, чтоб скульптурное изображение было понизу, а литейная коронка вверху (рис. 2.22, позиция 6, 1-ые 5 позиций смотрите в барельефном литье). Когда форма схватится, ее помещают под струю теплой воды. Пластилин размягчится, тогда и не составит труда вытащить из формы стеклянную трубку.
Дальше под струей теплой воды стеком убирают пластилин модели. Вынутую стеклянную трубку необходимо поменять пустотелым гипсовым стержнем, который встанет на ее пространство в блок-форме. Стержень делается так: ту же стеклянную трубку обертывают в два слоя влажной писчей бумагой (рис. 2.22, позиция 7), бумажное кольцо сдвигают по трубке-пробирке к ее донышку (рис. 2.22, позиция 8), и в образовавшийся картонный стаканчик до половины наливают гипс. Через 1–2 минутки, когда гипс начнет схватываться, его разгоняют стеком по стенам и дну картонного стакана, а потом заделывают гипсом и верхнее отверстие. Полость в гипсовом стержне нужна будет при литье, в ней появляется тот припас расплавленного сплава, где соберутся усадочные раковины. Готовый стержень под струей воды вставляют в отверстие формы, слегка поворачивая в обе стороны для протирки.
Гипсовую форму нужно снабдить системой литников и выпоров. Поначалу сверлятся литники в стержне, соединяющие его размер с маленьким объемом формы. Потом стержень вставляют в форму и сверлят главный вертикальный литник, меж литейной воронкой и полостью стержня. Дальше сверлятся выпоры (рис. 2.22, позиция 9). Влажная гипсовая форма так мягка, что литники и выпоры можно сверлить, держа сверло прямо в пальцах. Сверлить литники и выпоры полностью доступно стеком, краешек которого имеет форму круглой лопаточки.
Опосля сверления стержень необходимо вытащить из формы и смыть остатки измельченного гипса. Промытый стержень совсем вставляется в форму, а две кольцевые щели меж стержнем и формой замазываются водянистым гипсом. Форма готова к сушке. Сушат блок-форму весьма кропотливо. Операция заливки олова в форму, также все следующие технологические операции идут в том же порядке, что и при барельефном и ажурном литье.
Фигуры человека, звериных и т. д. отливают в полнообъемные неразъемные формы. В этом случае модель лепят из мягенького пчелиного воска либо режут из наиболее твердого технического. Для производства модели берут железный стержень, и конец его обмакивают пару раз в расплавленный воск, чтоб вышла булька – заготовка для лепки. В готовую модель перед формовкой в гипс втыкают два кусочка узкой проволоки – они создадут каналы для выпоров. Литник будет образован вынутым железным стержнем.
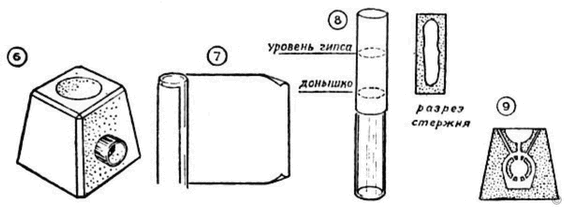
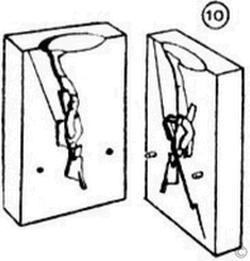
Рис. 2.22. Формовка кольца и литье кольца; формовка кольца, приготовленная для заливки оловянного солдатика.
Гипсовую форму изготавливают так, как было описано выше. Опосля отвердевания ее выдерживают в кипяточке, пока воск не растает и не выйдет по литнику и выпорам на поверхность воды.
Кокильное литье. Вся история оловянного литья связана с литьем в кокиль. Из дошедших до нас памятников вещественной культуры мы знаем, что еще древнейшие литейщики воспользовались кокильными формами, и они были разъемными. Изготовляли их из обожженной глины (керамики), известняка и природного гипса-ангидрида. Правда такие формы были не крепкими и служили не длительно. Наиболее долговременными оказались формы из природного шифера, змеевика, свинца и бронзы. С XV века начали использовать медь, а с XIX века и по сей денек пользуются формами из чугуна и стали (см. выше).
В домашних условиях и в мастерских образовательных учреждений кокильные формы можно изготавливать из гипса либо абразивных камешков. Крепкая гипсовая форма выходит, если гипс замешивают на воды, состоящей из 4 размеров воды и 1-го размера насыщенного раствора буры. Употребляют при кокильном литье и так именуемый мраморный гипс. Есть два рецепта его изготовления.
1-ый: на четыре весовых части гипса добавляют одну часть буры и доводят водой до смеси водянистой сметаны.
2-ой: гипс замешивают на растворе столярного клея. Клея в воду добавляют столько, чтоб пальцы только слегка склеивались. Следует иметь ввиду, что эти добавки наращивают время затвердевания гипса.
Не считая гипсовых форм, можно употреблять формы из абразивных камешков (к примеру, оселков для правки бритв и столярного инструмента) и сланцевых камешков. Объемное скульптурное изображение гравируют в их толще. Выпоры прорезают штихелем вокруг изображения и отводят их в стороны ввысь. Для заливки олова в разъемных формах вырезают воронку (см. рис. 2.22, позиция 10).
Отливка оловянного солдатика.
Почти все учащиеся СПТУ и студенты интересуются историей военной техники, собирают оловянных солдатиков, но дополняется она изредка. Собиратели с трудом находят нужные экземпляры. Если вы желаете заняться художественным литьем, сиим интересным делом, придется завладеть сходу несколькими профессиями: быть и художником, и архитектором, и мастером по отливке. А сейчас о самом процессе.
По эскизам лепят фигурку из скульптурного пластилина и покрывают лаком. Когда лак высохнет, наносят разделительный слой – вазелин либо растворенный в керосине воск. Фигурку кладут на пластинку пластилина, не забыв обозначить на ней литниковую часть – утолщения для заливки олова. Статую осторожно вдавливают, приблизительно до середины. Открытую часть покрывают герметиком (особым клеем), высохнув, он передаст мелкие детали рельефа. Клей наносят в три слоя, меж вторым и третьим для прочности прокладывают марлю. Любой слой высыхает день. Пластинку с солдатиком помещают в картонную коробку, наносят разделительный слой и на 0,5 см заливают гипсом, разведенным до смеси водянистой сметаны.
Опосля полного высыхания гипса (2–3 денька) процесс повторяют, но уже со 2-ой половинкой фигуры. Когда будут готовы оба слепка, не вынимая из гипсовой формы (таковая формочка может прослужить не один десяток раз), их изнутри покрывают графитом. Обе части скрепляют. Можно заливать олово.
Рис. 2.23. Фигурку до половины заделайте в пластилин. Для выхода воздуха проведите неглубокие канавки.
Рис. 2.24. Покройте герметиком в три слоя
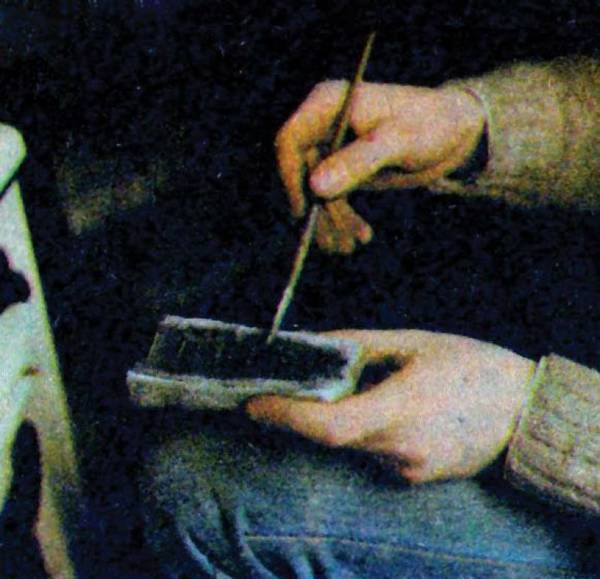
Рис. 2.25. Перед заливкой олова нанесите слой графита

Рис. 2.26. Заливка сплава в кокиль

Рис. 2.27. Облой (излишний материал) просто удаляется при помощи ножика. Таковая формочка может прослужить не один десяток раз.
Облой (излишний материал) с отлитой заготовки просто удаляется при помощи ножика. Готового солдатика раскрашивают гуашью, темперой либо масляными красками, а потом покрывают лаком либо эпоксидным клеем (см. рис. 2.23–2.27).
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
Литье
Литье Литейное дело – одно из самых старых ремесел, оно понятно на Руси уже несколько 1000-летий. В те дальние времена, когда литейное создание только что возникло, литейщики употребляли глиняные формы, при этом модель делали из воска.Пик развития литейного
2. Литье как главный элемент производства сложнопрофильных ювелирных украшений
2. Литье как главный элемент производства сложнопрофильных ювелирных украшений Методы производства художественных изделий из металлов очень разнообразны, а разработка их производства быть может как обычной, так и довольно сложной.Ювелирные декорации (кольца,
Раздел II Художественное литье: чугун и цветные сплавы
Раздел II Художественное литье: чугун и цветные сплавы О природе вещей «…сплавам, расплавленным жаром, может даны быть фигура и форма какая угодно» Лукреций
2.2. Каслинское литье
2.2. Каслинское литье Создание художественных изделий из чугуна – садовой мебели, решеток, надгробий, статуи, бытовых предметов выполнялось на чугунолитейном заводе в городке Касли. При их изготовлении употребляются сложные технологии формовки и отливки изделий
2.3. Нижнетагильское медное и бронзовое литье
2.3. Нижнетагильское медное и бронзовое литье Федор Звездин, один из выдающихся уральских литейщиков. Его работы нередко экспонировались на выставках в Рф, и время, к счастью, не убило их. Они сохранились и демонстрируются в разных музеях страны.Федор Звездин,
2.4. Оловянное литье. Технико-технологические сведения
2.4. Оловянное литье. Технико-технологические сведения Литье из олова понятно населению земли с древних времен. Еще за 6 тыщ лет до нашей эпохи в Египте лили из олова декорации. Упоминания о этом сплаве встречается в древнеиндийской, греческой, римской литературах.
2.9. Барельефное литье
2.9. Барельефное литье Соответствующей индивидуальностью барельефного литья является определенная высота рельефа над фоном – она не превосходит обычно 1/3 плоскостных размеров изделия.Работа начинается с производства модели из пластилина. Удобнее всего лепить на стекле либо
2.10. Ажурное литье
2.10. Ажурное литье Олово сейчас сделалось обычным сплавом, но в XVI–XVII веках оно вывозилось в Россию из остальных государств и ценилось достаточно высоко. Узким слоем олова покрывали стальные изделия, чтоб предохранить их от ржавчины. Из серебристого легкоплавкого сплава отливали
2.12. Литье маленькой шкатулки
2.12. Литье маленькой шкатулки Олово достаточно дорогой сплав. Потому его в художественном литье стараются поменять иными сплавами либо сплавами с низким содержанием олова.Весьма обширно в литейном деле употребляют медные сплавы. Сначала это латунь – сплав меди с
Бронзовые статуи: как отливаются, фото
Бронзовая статуя – это часть декора и шедевр мастера. Еще в III тысячелетии до нашей эпохи на местности Месопотамии изготавливали статуи и сосуды из бронзы. Вид искусства дожил до наших дней и, невзирая на свою древность, весьма популярен в XXI веке.

История бронзовых изделий
Сначала из бронзы изготавливали обыденные орудия труда и предметы обихода, а уж много времени спустя стали созодать произведения искусства.
Сначала орудия труда выполнялись с помощью прохладной ковки. Но для хозяйства такие предметы оказались некрепкими. К меди стали добавлять олово и вышел наиболее крепкий сплав — бронза. Она лучше поддавалась затачиванию и оказалась еще прочнее.
Население земли развивалось и был испробован способ жаркого литья, что послужило стартом художественного производства изделий.
Бронзовые статуи начали появляться в V веке до нашей эпохи. Отливали портреты фаворитов, скульптуры дамского тела, фигуры звериных и птиц.
Археологи еще находят древнейшие экспонаты, благодаря которым зания о былых временах расширяются.

Антикварные бронзовые статуи увлекательным образом реагируют на поток световых лучей. Бронза отражает свет ясными резкими бликами. Главный фон таковых изделий базируется на контрастах наружного вида и ясных черных очертаниях.
Главные характеристики
Для мастера скульптурного дела бронза — это вещество, гарантирующее долговечность его труда. Несмотря на различные погодные условия, бронзовые статуи сохраняются несколько веков, что подчеркивает ее ценность:
- Окисляясь, статуи покрываются узким налетом, именуемым патиной, и обретают окрас от зеленого до темного колера.
- Бронза увлекательна тем, что является эстетичным материалом. Все бронзовые статуэтки, статуи, фигуры желто-красного либо желто-зеленого колера. Изделия из этого материала отлично поддаются тонированию, золочению и полировке.
- Сплавы из бронзы – это недешевый материал, из него чеканили монеты, а ювелиры делали декорации.
Бронза – это не незапятнанный сплав, а с примесями. Существует много различных сплавов из бронзы.
Медные сплавы
В сплавах различное содержание олова и меди. Обычная современная бронза содержит 88% меди и 12% олова. Существует альфа-бронза. В ее состав включена альфа-твердая смесь олова в меди. Такие сплавы употребляют для чеканки монет и механических деталей.
История указывает, что при изготовлении собственных шедевров мастера включали в раствор с медью остальные сплавы. Выходили красивые соединения. Бронзовые статуи на фото, которые представлены в статье, вызывают восхищение.
К примеру, канделябр Глостера. Бронзовая смесь заполнена цинком, оловом, свинцом, никелем, сурьмой, мышьяком, железом и достаточно увесистым количеством серебра. Быстрее всего, канделябр сделали из древних монет.

В дальнем бронзовом веке для изготовления изделий использовались различные виды бронзы:
- Традиционная – 10%-е олово, изготавливалось планочное орудие.
- Умеренная – 6%-е олово, из слитков раскатывались листы, ковали броню и шлемы.
- Скульптурная бронза – 90% меди и 10% олова, употребляется по сей денек для сотворения шедевров.
Бронза служит важным материалом вместе с мрамором. Но из бронзы изготавливают наиболее мужественные работы, которые передают силу и энергию.
Статуя литьем
Бронзовые статуи до сего времени пользуются огромным спросом у состоявшихся людей и числятся признаком неплохого вкуса. Характеристики бронзы разрешают изготавливать большие и маленькие изделия, передавая даже самые незначимые детали.
Крепкий материал, который с легкостью поддается чеканке, литью и ковке, был известен еще со времен старого Египта. Люди знали, как отливаются бронзовые статуи.

Осуществляется это 3-мя методами:
- Литье массы в пустую форму. Весьма старенькый способ, употребляют его для изготовления элементарнейших фигур. Бронза вливается в полую форму, оставляется для застывания, а опосля форма снимается.
- Литье по частям (способ земельный формы). Способ дозволяет употреблять форму для заливания бронзы много раз. Конкретно таковым методом делали статуи в Старой Греции. Этот вариант литья улучшили и употребляют по сей денек. Статуя выливается отдельными элементами, потом собирается и обрабатывается.
- Литье с применением воска. Готовят макет грядущего изделия, используя гипс, дерево, глину. Готовый макет покрывают особым составом, а поверх силиконовым каучуком. Спустя 5-6 часов верхний слой затвердевает, а смазка дозволяет его просто снять из каучуковой формы, сохраняя в целости все мелкие детали. Дальше, каучуковую форму соединяют с целостной и заполняют водянистым воском. Когда он застынет, выходит восковая копия изделия. К данной для нас копии цепляют литник, обмакивают в глиняний раствор, покрывают каменным порошком и устанавливают в автоклав. Спустя 10 минут, керамика застынет, а воск разольется. Потом, идет работа с глиняной формой. В течение 2-ух часов при температуре 850 градусов ее обжигают и начинают литье. Сплав из бронзы, подогретый до 1140 градусов, заливают через литник в форму из керамики. Сплав застывает через маленькой просвет времени. Форму разрушают и извлекают готовую бронзовую статую.
Кроме литья, бронзовое изваяние могут выбивать молотком из железных пластинок.
Выбивная статуя
Таковой вид производства бронзовых изделий именуется репуссе. На огне размягчают лист сплава, ударом молотка по внутренней стороне присваивают требуемую неровность, равномерно, удар за ударом, появляются очертания и детали шедевра. Мастер обязан иметь неплохой багаж практики и ловкости.

Тонирование, патинирование и оксидирование
На поверхности бронзового изделия, благодаря определенной хим обработке, появляется цветное защитное покрытие. Если бронзовая статуэтка маленького размера, тогда ее обмакивают в емкость с веществом в полном объеме. Большие изваяния подлежат кропотливой обработке кистью, поролоном и губкой. Для закрепления пленки на изделии, и чтоб на ней не создавался налет, опосля процедур промывания и сушки, натирают пропитанной в олифе ветошью.

На данный момент бронзовые изделия возвращают свою популярность. В наше время можно повстречать профессионально выполненные фигуры и статуэтки, в которых передано настроение и любая мелочь. Они полностью могут стать частью красивого интерьера.
Недостатки литья
Разработка получения изделий из сплава литьем известна населению земли наиболее 4 1000-летий. Железные предметы — орудие, инструменты, декорации, утварь — составляли существенную часть рукотворного окружения человека.
И с первых же отливок мастеров-металлургов начали преследовать недостатки литья. В древности методы борьбы с недостатками при литье находили интуитивно. Современная металлургия применят для этого научный подход.
Систематизация изъянов отливок
В современной металлургии существует несколько классификаций брака при литье.
Зависимо от степени конфигурации и способности исправления виды изъянов подразделяют на:
- Условный брак. Отливка имеет недочеты, которые не усугубляют ее рабочие свойства. Отливка идет в последующую обработку
- Исправимый брак. Недостатки существенны, но поддаются корректировки тем либо другим производственным методом. К примеру, наплавкой. Опосля исправления брака литья деталь также идет в последующую обработку.
- Окончательный брак. Ремонту не подлежит, так как это неосуществимо либо весьма недешево.
Недостатки литья также делятся по месту их обнаружения. Брак при литье, обнаруженный снутри участка именуют внутренним.

Если же недостаток найден при предстоящей обработке — это наружный брак.
По наружному проявлению различают последующие главные виды изъянов отливок:
Пригар
Это слой формовочных материалов, спекшихся с сплавом, крепко присоединенный к поверхности отливки.
Приливы
Это повышение размеров отливок, не предусмотренное проектом. Делятся на
- Заливы.- Появляются по полосы стыковки частей формы. Появляются из-за несоблюдения размеров моделей и плохим соединением частей опок
- Подутость, либо распор — получаются из-за давления расплава на рыхлую смесь.
- Нарост возникает вследствие размыва формы потоком расплава при заливке.
- Просечки (гребешки, заусенцы) появляются из-за попадания расплава в повреждения формы либо стержня.
Недостатки поверхности
Недостатки при литье нередко проявляется в виде пороков поверхности. Сюда относятся

- Засоры. Массы зернышек земли либо шлаков. Вызваны ошибками в проектировании форм, необмысленным расположением литников, несоблюдением технологии складирования и перевозки опок.
- Ужимины появляются при сырой формовке, когда слой земли разрывается в месте конденсации воды и в образовавшуюся пустоту затекает расплав.
- Спаи, либо неслитины, появляются в зоне контакта слоев охладившегося расплава. Из-за недостаточной температуры эти потоки не могут верно сплавиться.
- Плены появляются при окислении легирующих добавок.
- Морщинистость, либо складчатость, заключается в возникновении на поверхности разнонаправленных складок из-за скопления значимых размеров углерода.
- Выпот смотрится как огромное количество лопнувших пузырьков и вызывается взрывообразным выделением скоплений графита
- Корольки — недостатки, вызванные разбрызгиванием расплава во время заливки. Шарик сплава кристаллизуется и не сплавляется с отливкой.
- Коробление отливки возникает вследствие внутренних напряжений из-за неравномерного остывания
Трещинкы
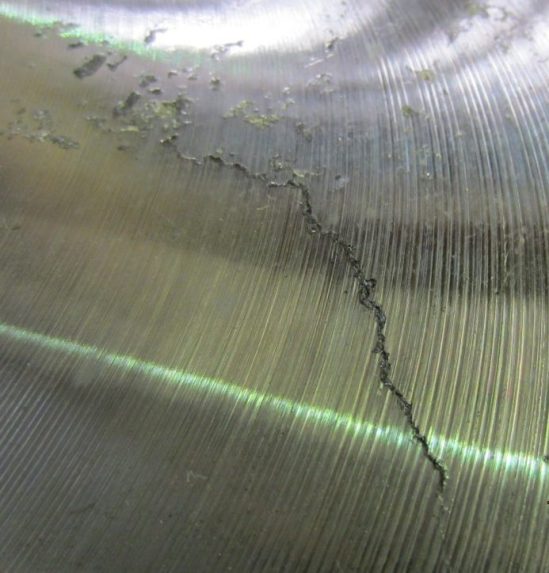
Очередной нередко встречающийся порок литья — это трещинкы. Они бывают:
- Жаркие. Появляются при температуре кристаллизации из-за усадочных напряжений. Получают неровный вид.
- Прохладные. Появляются при наиболее низких температурах, имеют ровненький, прямой профиль.
- Межкристаллические. Характерны легированным сталям в зонах неметаллических включений.
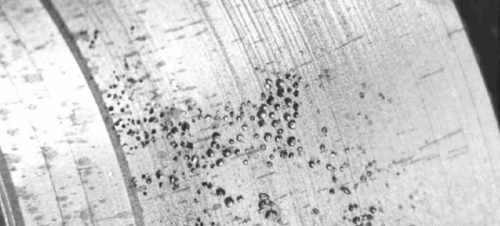
Газовые недостатки
- Ситовидная пористость — это огромное количество маленьких пузырьков в теле детали
- Газовые раковины – каверны большего размера, возникшие из-за выхода и объединения маленьких пузырьков.
Изменение структуры сплава
Встречается при отливке чугуна, на поверхности детали формируется тонкое включение чугуна другого вида.
Внутренние недостатки


Если при всем этом размеры детали сократились больше допустимого, применяется наплавка узкого слоя сплава, доводящего размеры до требуемых и, обычно, улучшающего характеристики заготовки.

Ультразвуковой неразрушающий способ контроля
Внутренний брак находится способами неразрушающего контроля. Время от времени, если причина образования изъянов — внутренние напряжения, их удается снять методом нагрева и остывания по специальной методике. К огорчению, почаще внутренний брак литья исправлению не подлежат.



























