Электрооборудование, свет, освещение
Электрооборудование, свет, освещение

Трубы маленького поперечника, непременно, можно согнуть и используя для этого самые простые тиски. Но как поступить с трубами, которые имеют довольно большенный поперечник? Для этих целей есть особые станки, дозволяющие проводить гибку листового металла и труб без деформации и повреждений, с учетом толщины и пластичности металла, из которого они изготовлены, также с определением радиуса кривизны, что весьма принципиально.
Содержание:
Понятие гибки металла
Слесарная операция гибки листового металла представляет собой проведение ряда действий, в итоге чего же лист металла воспринимает нужную форму согласно чертежу без использования сварки либо остальных методик соединения, которые значительно влияют на структуру металла, снижая уровень его прочности и срок службы. В процессе совершается растяжение внешних слоев листового металла и сжатие внутренних.
Суть технологии кроется в том, что часть заготовки по отношению к иной перегибается на определенный, за ранее данный угол. Сплав в процессе гибки подвергается деформации. Уровень допустимой деформации находится зависимо от толщины металла, его угла извива, хрупкости материала и скорости, с которой происходит процесс изгибания.
Функцию производят с помощью специального оборудования для гибки листового металла, которое дозволяет получить на выходе готовое изделие без наличия изъянов. Если сплав будет согнут некорректно, то возникновение бессчетных микротрещин спровоцирует ослабление материала в месте извива, потому готовое изделие в самый неподходящий момент может сломаться на этом месте.
Технологию гибки металла принято применять для железных листов, которые имеют разную толщину. Напряжение извива обязано превосходить предел упругости. К тому же деформация заготовки обязана являться пластической. Лишь в этом случае заготовка будет сохранять опосля снятия перегрузки приданную ей форму.
Посреди преимуществ подобного способа обработки металла нужно отметить высшую производительность, возможность автоматизации процесса и получение бесшовной конструкции в итоге, что увеличивает устойчивость к коррозии и крепкость изделия.
А вот на сварных системах по истечению определенного времени в зоне сварки начинается коррозионный процесс, от которого недозволено защититься даже при помощи специального покрытия. А разработка гибки листового металла способна обеспечить железной конструкции цельность, защищая её от раннего формирования ржавчины.
Виды гибки металла
Гибку металла можно создавать вручную либо с применением спец оборудования. Гибка металла своими руками представляет собой довольно трудозатратный процесс, который занимает много времени и заключается в работе плоскогубцами и молотком. Изгибание узкого металла проводят киянкой.
Для механизации процедуры употребляют особые приспособления для гибки листового металла — вальцы, листогибочные прессы и роликовые станки для гибки. Для придания листу цилиндрической формы принято применять гидравлические либо ручные вальцы, или вальцы с электронным приводом. С помощью их можно получить такие большие детали, как дымоходы, трубы и желоба.

Почаще всего создают гибку листового металла при помощи листогибочного пресса. Развитие оборудования на нынешний денек дошло до такового уровня, то листогибочные станки способны сделать за один рабочий цикл сложные детали с несколькими линиями гиба. Смена гибочного инструмента происходит стремительно, потому станок можно стремительно перенастроить в очень сжатые сроки на другое изделие.
Область внедрения
Процедура изгибания металла, обычно, употребляется, на маленьких производствах и в домашнем хозяйстве для производства профилей различных размеров, сборных перегородок, корпусных изделий, уголков, швеллер, откосов, водосточных желобов, железных каркасов и навесных строй систем и остальных изделий из металла.
В индустрии и быту не обойтись в наше время без труб. Но следует увидеть, что конфигурация их соединений бывает время от времени довольно сложной. Для сокращения числа стыкуемых частей и уменьшения резьбовых соединений можно трубам придать определенную конфигурацию, изогнув их под требуемым углом.
Процедура гибки листового металла своими руками дозволяет получить нужную геометрию канализационных, водопроводных и газовых сетей с минимальными расходами, обеспечив снутри каналов самое наименьшее сопротивление.
Станки для гибки металла в листах предусмотрены для обработки стали, меди и алюминия. Схожее оборудование дозволяет изгибать материал, который имеет цинковые либо лакокрасочные покрытия. Мобильность оборудования для процесса гибки металла предоставляет возможность почти все работы производить прямо на объектах, сберегая средства и время на его транспортировку.
Многофункциональные способности станка
Самодельный станок для изгибания металла является отдельной группой представителей подобного вида станков. Таковой станок вы сможете сделать без помощи других для использования в личном хозяйстве, например, для прокладки водопровода и строительства теплицы. Создание станка для гибки металла не нуждается в разработке детализированных чертежей. Но для этого для вас необходимо заготовить шаблон из древесной породы либо другого материала, который повторяет контур определенной формы извива.

Выполняя изгибание заготовки, принципиально её размеры найти верно. Расчет длины заготовки рекомендуется делать, беря во внимание радиусы гибки листового металла. Для деталей, которые изгибаются под прямым углом без сотворения с внутренней стороны закруглений, припуск заготовки на изгибание должен составлять 0,6 — 0,8 от показателя толщины металла.
Изгибать своими руками можно лишь детали и заготовки из пластичных металлов – алюминия, латуни, незакаленной стали и меди. Размер малого радиуса извива зависит от технических параметров материала заготовки, методики гибки и свойства поверхности. Детали с малым радиусом закруглений рекомендуется изготовлять только из пластичных материалов, также их можно за ранее подвергнуть отжигу.
Гибка труб своими руками
Существует несколько разновидностей гибки труб: «калач», когда труба изгибается полукругом при обеспечивает поворот на 180 градусов; «скоба» — изогнутая труба припоминает буковку «П»; «компенсатор», что употребляется для обвода препятствий; «утка» — извив по типу британской буковкы «N» и остальные.
Гибке можно подвергать сварные и цельнотянутые трубы, трубы без наполнителя и с наполнителем (сухой речной песок), который защищает стены труб от образования морщин и складок в местах извива. По теории гибку листового металла и труб в домашних критериях делают только в прохладном состоянии.
Для гибки труб, которые имеют поперечник 10-15 мм, употребляют плиту с отверстиями, в которые устанавливают в соответственных местах штыри, что являются упорами при гибке. Трубы, которые имеют поперечник до 40 мм и огромные радиусы кривизны, принято гнуть в прохладном состоянии с помощью недвижной оправки. Есть и остальные методы изгибания железных труб, но они нуждаются в разработке специального приспособления.

Гибка дюралюминиевых, медных и латунных труб в прохладном состоянии различается некими чертами. До начала процедуры трубы принято отжигать — медные при температуре 600-700 градусов по Цельсию с остыванием в воде, трубы из латуни – при температуре 600-700 градусов с остыванием на воздухе, изделия из дюралюминия — при температуре 350-400 градусов с остыванием на воздухе. Поглядите видео о гибке листового металла, где показано, как это делается.
Трубу нужно заполнить расплавленной канифолью, парафином либо стеарниом, а позже отдать заполнителю остыть. Опосля процедуры гибки заполнитель необходимо выплавить, начиная с концов, поэтому что нагрев середины трубы, в какой содержится заполнитель, вызывает ее разрыв.
Принципы гибки
Главные принципы изгибания рассмотрены на примере сотворения скобы. Конкретно перед началом гибки нужно по чертежу найти длину полосы металла либо заготовки, также провести расчет гибки листового металла. При всем этом необходимо создать припуски на любой извив по 0,5 толщины полосы и по 1 миллиметру на опиливание торцов на сторону. Заготовку по мере необходимости выровняйте на наковальне, опилите по чертежу и нанесите опасности мест загиба.
Гибку полосы создают в тисках с угольниками-нагубниками в последующей последовательности. Зажмите в тисках заготовку на уровне загиба, ударами молотка сделайте 1-ый загиб, переставляя заготовку в тисках и зажимая ее отправкой совместно с бруском. Потом сделайте 2-ой загиб.
Необходимо достать заготовку и разметить длину лапок скобы. Скобу с бруском-оправкой принято загибать в тисках, отгибая обе лапки. Проверьте извивы по угольнику, по мере необходимости исправьте их, используя брусок-оправку и молоток. Опосля окончания изгибания опилите деталь до нужных размеров.
Вы уже сообразили, что изгибание металла огромное значение имеет и в бытовых критериях. Но для этого пригодится особый станок и умение им воспользоваться. Помните, что на стоимость гибки листового металла влияют почти все причины. Если процесс изгибания делается с нарушением технологии и правил, также не беря во внимание особенностей, которые свойственны конкретно для этого типа работ, то готовое изделие вы получите плохим.
Как создать самодельный ручной листогиб своими руками
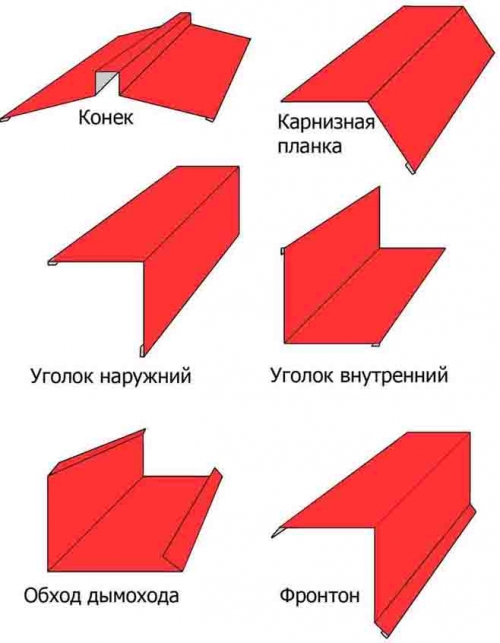
Почти все мастера даже не представляют, сколько бы средств они могли бы сберечь, а означает, и заработать на самостоятельном изготовлении частей из листовой стали. К примеру, детали кровли: коньки, планки, ендовы, желоба. Они стоят в разы дороже материала, из которого изготовлены. Начинаем сберегать, сделав обыденный ручной листогиб.
1 Листогибочные инструменты – приобрести либо создать?
Инструмент, при помощи которого листы металла перевоплотился в детали подходящих форм, с легкостью можно сконструировать в сарае либо гараже, имея минимум инструментов и совершенно незначительно вольного времени. Зато будьте убеждены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, сплетенная с листовым материалом. Балованные множеством инструментов, почти все зададутся полностью закономерным вопросцем – а для чего созодать, если можно приобрести?

Каково будет ваше удивление, если окажется, что самодельный инструмент быть может куда удобнее и эффективнее промышленного. На практике такое случается весьма нередко. Во-1-х, большая часть агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такового агрегата принудят задуматься даже обладателя огромного гаража либо мастерской. Во-2-х, стоимость готового инструмента может значительно стукнуть по бюджету мастера.
Механический привод, которым обустроены почти все заводские листогибы, для тонких работ неудобен – сначала рабочего хода механика выдает резкий удар, который к концу слабнет, а ведь для гибки процесс должен быть оборотным. К тому же, издержки на электроэнергию не оправдывают себя, если размеры детали маленькие. Гидравлический привод наиболее комфортен – он умеет подстраивать свое усилие под оказываемое сопротивление. Но такие инструменты весьма дорогие и сложные, брать их даже для неизменной работы в маленьких размерах нерационально.

Остается ручной привод. Вы сами сможете регулировать усилие и распределять его в работе. Ручной инструмент совсем прост в эксплуатации и обслуживании, и не ужаснее механики и гидравлики сумеет согнуть заготовки из листовой стали. Обычная киянка и оправка уходит в прошедшее – каким бы мастер не был опытным, он не сумеет отогнуть при помощи этих инструментов подходящую часть листа, не деформировав ее, ну и времени уйдет несравненно больше. Делайте выводы сами.
2 Станок-листогиб за полчаса (для маленьких работ)
В вебе можно отыскать самодельные ручные листогибы в самых различных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопросец, как создать листогиб своими руками, решается весьма стремительно. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из 3-х основных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто произнес, что они должны быть строго из металла? Простой малогабаритный листогиб можно создать из дерева – безупречный вариант для гаражных работ, когда необходимо согнуть маленькой кусочек дюралевого либо стального листа маленькой толщины.

Идеальнее всего для такового инструмента применять твердые породы дерева, но если такового не оказалось под рукою, то можно применять и обыденную сосну.
Укрепить его можно теми же листами металла либо уголками. Для вас пригодятся несколько крепких петель – с помощью их и будет двигаться сгибающее звено инструмента. Если вы собрались сделать сгибающее звено довольно огромным, то для вас навряд ли пригодится укреплять доп раму для сотворения подходящего давления на лист металла.

Обжимной пуансон рекомендуется укреплять к базе барашковыми гайками, и не забудьте подставить под их шайбы. Если приходится работать с листами металла разной толщины, можно сделать несколько пуансонов с пазами разной толщины. Чтоб вышел извив на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше создать с маленьким наклоном (хотя бы на 5°), по другому получить прямой угол не получится. Если извив выходит неточным, в месте извива рекомендуется сделать направляющий надпил.
3 Ручные листогибы своими руками – используем чертежи
Инструмент с солидными габаритами для обработки больших листов металла лучше изготавливать из уголков и швеллеров. Кроме материала для вас пригодится сварочный аппарат. Система в целом та же, что и у древесного инструмента: основание, прижим, обжимный пуансон – лишь масштабы остальные. Для основания идеальнее всего подойдет отрезок швеллера № 6,5 либо № 8. Прижим делается также из швеллера, идеальнее всего подойдет № 5, а вот пуансон из уголка № 5, при этом чем толще стены, тем лучше. Пуансон и прижим следует создать незначительно короче базы – довольно 5 мм различия. В прижиме строго по оси, отступив 30 см от концов, высверливаются отверстия для болтов.

Из арматуры поперечником не наименее 15 мм выгните скобообразную ручку-рычаг, которая 2-мя концами приваривается к уголкам. Остается дополнить систему щечками из листовой стали шириной 5 мм, и система готова. Непременно необходимо снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтоб были комфортно приварить оси из железного 10-миллиметрового прута к пуансону. Приварить прут необходимо так, чтоб его ось совпала с ребром уголка.
Перед тем как приварить щечки, нужно кропотливо выверить их размещение. Для этого производится подготовительная сборка – пуансон и основание зажимаются в тисках таковым образом, чтоб рабочая зона уголка-пуансона и стена швеллера-основания оказались в одной плоскости, но меж ними сохранялся зазор около 1 мм. Для этого довольно установить прокладку из картона. Опосля этого щечки надеваются на оси пуансона и аккуратненько прихватываются сваркой в нескольких местах. Потом проводится пробная гибка узкого листового металла, во время которой и корректируется положение щечек относительно основания. Опосля эти элементы совсем привариваются к торцам основания.

Используя готовые отверстия как направляющие, просверлите в основании отверстия поперечником не наиболее 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и здесь же приваривают к основанию гайки. Опосля этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на их наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов «барашками» либо установите воротки.
Почти все рекомендуют сглаживать прижим ратфилем либо даже болгаркой. Для домашнего использования инструмента – быть может, но не для каждодневных трудов, когда от свойства работы зависит ваш заработок. Допустимая выпуклость на плоскости прижима – не наиболее 0,2 мм. Разве можно достигнуть такового показателя на всей поверхности детали при помощи ратфиля? А ведь при огромных шероховатостях лист под нажимом «потечет» – образует волны. Потому необходимо отдавать деталь лишь на фрезеровку. При этом лишь опосля того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер вправду сумеет посодействовать для вас в сглаживании.
Используя инструмент, помните, что для гибки листового металла шириной от 10 мм необходимы особые условия и инструменты. Если разрешают способности, прогревайте сплав в местах сгиба – это облегчит работу и уменьшит возможность возникновения трещинок и следов деформации.
Создание станка для гибки листового металла

Применение листового металла в строительстве личных домов получило обширное распространение, потому для этих целей требуются станки для гибки листового металла своими руками.
Применение этого материала разъясняется высочайшей технологичностью, относительно низкой ценой и высочайшей надежностью конструкций из металла.
При обустройстве кровли приходится изготавливать отливы для воды из железного листа.
Изделия такового профиля можно заказать у посторониих исполнителей, но дешевле и резвее будет сделать своими руками. Для этих целей употребляется листогибочный станок.
Конструктивно таковой агрегат быть может обычным. Все нужные материалы и комплектующие элементы просто отыскать в магазинах хозяйственных продуктов.
Разработка загиба листового металла
Согласно физическим чертам металлов и сплавов, изгибать можно лишь пластические материалы.
Изделия из чугуна либо закаленной стали для гибки совсем не годятся, так как владеют низкой пластичностью и высочайшей хрупкостью.
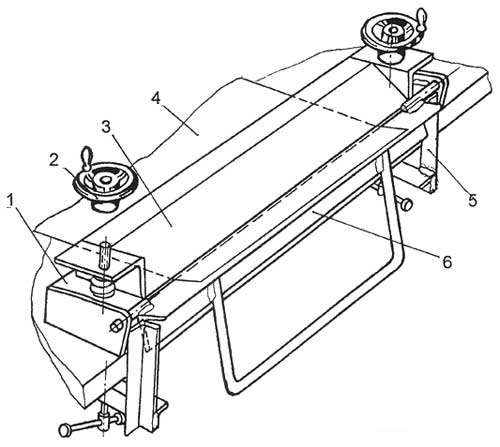
1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон.
Операция по загибанию определенного участка не просит резки либо тепловой обработки.
Изгибание листового металла – это действие, в итоге которого железный лист воспринимает определенную объемную форму.
Нужно знать, что при сгибании листа внешние слои металла растягиваются, а внутренние сжимаются. Если заправить в станок очень толстый лист, то на сгибе с внешной стороны может образоваться трещинка.
Чтоб такового не происходило, начальную деталь необходимо приготовить. Для этих целей ее подвергают определенному виду тепловой обработки – отпуску либо отжигу. Такие операции производятся изредка.
В главном для гибки выбираются такие изделия, которые можно сделать с применением данной технологии.
Сгибание имеет ряд преимуществ перед сварочным соединением либо остальным методом производства детали.
В числе их необходимо подчеркнуть:
- высшую производительность;
- изделие не имеет шва и является цельным;
- на месте сгиба не появляется ржавчина.
В числе недочетов необходимо подчеркнуть, что процесс ручной гибки просит значимых трудозатрат.
Если делать ручной загиб листового металла, то для этого пригодятся слесарные тиски, молоток и киянка. Высочайшего свойства при таком наборе инструментов достигнуть трудно.
Для постоянного производства деталей без резки и сварки таковой метод не подступает.
Когда для бытовых нужд требуются изделия высочайшего свойства, наилучшим решением будет создать листогибочный станок своими руками.
Сейчас оборудование для личного внедрения и для малого бизнеса делается в промышленных масштабах.
Станок для гибки листов либо для их резки можно приобрести в магазине. При ограниченном бюджете легче сделать самодельный.
Оборудование для гибки
Процедура гибки металла является конечным шагом в процессе производства детали. Если она будет выполнена с низким качеством, то деталь окажется бракованной.
Все прошлые технологические переделы от резки до раскроя окажутся напрасными. В итоге чего же производственная компания понесет убытки.
Для того чтоб создать такую ситуацию недопустимой, нужно выпускать надежные и производительные агрегаты.
Таковой станок именуется листогибом либо листогибным прессом.
Сейчас на рынке представлены листогибы последующих типов:
- гидравлические;
- механические;
- пневматические;
- ручные.
Ручной станок употребляется для штучного и мелкосерийного производства.
На производственных линиях больших компаний инсталлируются функциональные агрегаты, которые настраиваются на определенную операцию.
Для резки заготовок употребляются гильотинные ножницы. Для того чтоб придавать приобретенной заготовке требуемую форму, используются листогибные прессы с пневматическими пуансонами.
Заготовку помещают меж матрицей и пуансоном, который приводится в действие при помощи пневматического привода. Таковым методом сформировывают детали из листов металла шириной до 5 мм.
Станок с поворотным прессом предназначен для обработки маленьких деталей со сложным рельефом.
Листогибочное оборудование разделяется на мобильное и стационарное. Стационарные станки употребляются на больших предприятиях для производства огромных размеров продукции.
Мобильные агрегаты предусмотрены для производства отдельных деталей на стройке либо при ремонте объекта. Мобильный станок для загиба листового металла можно сделать своими руками.
Долголетняя практика указывает, что самодельный агрегат, сделанный по всем правилам инженерного подхода, ничем не уступает заводским агрегатам.
Чтоб собрать таковой станок, требуется определенный набор материалов и инструментов.
Листогиб своими руками
В отличие от агрегатов промышленного производства, которые рассчитаны на обработку металла большенный толщины, самодельный листогиб употребляется при изготовлении штучных и мелкосерийных деталей.
Изделия почаще всего гнутся из листового алюминия, меди и тонколистовой стали. Лучшая толщина листов колеблется в границах 0,5-0,8 мм. С листом большей толщины работать тяжело.
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепления в тисках
Это разъясняется тем, что тут употребляется ручной привод, мускульная сила человека.
Чтоб придать изделию завышенную крепкость, при помощи станка можно сформировать доп ребро жесткости. И при всем этом избежать резки полос для этого ребра.
Механизм листогибного станка основан на ординарном принципе. Заготовка фиксируется на основании прижимающей рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на определенный угол, лежит на поворотной опоре. Необходимо лишь повернуть эту опору и сплав «загнется».
Поворотная опора поднимается и опускается своими руками. В станках промышленного производства эта функция производится при помощи электродвигателя либо гидравлического пресса.
Наибольший угол загиба может составлять 180 градусов. Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов.
Зависимо от конструкции самодельного станка, прижим заготовки производится различными методами. В самом ординарном механизме применяется металлической уголок.
Рекомендуется применять уголок с шириной полок не наименее 5 мм.
При изготовлении прижимающей рамы будет нужно сварочный аппарат для резки деталей по размеру и дрель, для того чтоб просверлить отверстия под установочные болты.
Создать все операции своими руками не составляет огромного труда. При условии, что имеется определенный навык работы с сплавом.
Нужно лишь подабающим образом приготовиться к сборке листогибного станка.
Основание для станка
Основным элементом станка для гибки металла является основание. В качестве базы можно взять швеллер, длина которого выбирается по усмотрению мастера.
Для того чтоб обеспечить нужные условия для работы, этот швеллер укрепляют на станине. Либо приваривают к нему ножки. Принципиально, чтоб эта система владела высочайшей устойчивостью.
Прижимное устройство
При изготовлении прижимающего устройства своими руками рекомендуется применять два уголка — №5 и №3.
Их нужно соединить меж собой при помощи сварки таковым образом, чтоб в сечении образовалась твердая фигура треугольника.
Таковая конфигурация обеспечивает твердость и надежность прижима.
Обжимное устройство
Обжимной пуансон почаще всего изготовляют из уголка №5. Его длина обязана быть меньше, чем у прижимающего устройства на 10 мм.
Усиливающий рычаг можно создать из круглого прутка либо арматуры. Он имеет форму скобы и приваривается к пуансону.
Это соединение необходимо выполнить с высочайшей прочностью, так как перегрузка на него наибольшая.
Роликовый ножик
В неких ситуациях, при работе с рулонным сплавом, возникает необходимость отрезать готовые изделия.
Для резки металла опосля обработки на станок для гибки устанавливается роликовый ножик.
Этот узел усложняет систему в целом и поэтому его используют изредка.
Сервис и техника сохранности
Станок для гибки, собранный своими руками, должен владеть последующими чертами:
- устойчивость;
- удобство в работе;
- сохранность.
По собственной конструкции станок для гибки металла является механизмом завышенной угрозы.
При работе на станке нужно соблюдать надлежащие правила эксплуатации и техники сохранности. В особенности при выполнении резки заготовок.



























