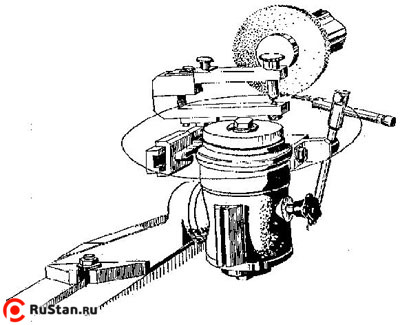
Приспособление для заточки дисковых пил (диам. 200-450 мм) по торцу зубьев. Модель
Приспособление для заточки дисковых пил (диам. 200-450 мм) по торцу зубьев. Модель ВЗ-318.П56
Приспособления предусмотрены для работы на универсально-заточных станках моделей ВЗ-318 и ВЗ-318Е с целью расширения их технологических способностей.
Приспособления могут также применяться на выпускавшихся ранее универсально-заточных станках моделей 3А64Д, 3В642, 3М642, 3М642Е, 3Д642Е, 3Е642, 3Е642Е.
Приспособления ВЗ-318.П18, 3Е642Е.П22-01, 3Е642Е.П25-01, ВЗ-318.П26 используются лишь на ВЗ-318, ВЗ-318Е.
Предназначение:
Приспособление предназначено для заточки дисковых пил по торцу зубьев.
Механизм работы:
Установить пилу. Выставить затачиваемую поверхность зуба параллельно продольному перемещению стола поворотом всепригодной бабки вокруг горизонтальной оси. Установить ось шпинделя шлифовальной головки так, чтоб она проходила через переднюю поверхность затачиваемого зуба. Подвести упорку до касания с фронтальной поверхностью затачиваемого зуба. Установить ось круга относительно затачиваемой поверхности так, чтоб получить данный угол на торце зуба. Подача осуществляется вертикальным движением шлифовальной головки.
| Параметр | Значение |
|---|---|
| Затачиваемый инструмент | Дисковые пилы |
| Заточная операция | Заточка по торцу зубьев |
| Совместное внедрение с | 3Е642Е.П4 |
| Посадочный поперечник пилы, мм. | 32,50,80 |
| Больший поперечник затачиваемого инструмента, мм. | 200-450 |
| Габаритные размеры, мм. | 365х310х315 |
| Масса ВЗ-318.П56 , кг. | |
| Применяется на станках | ВЗ-318/ВЗ-318Е, 3Е642/3Е642Е |
Гарантийные обязательства.
Гарантийный срок эксплуатации станка и приспособлений составляет 12 месяцев. Начало гарантийного срока исчисляется со денька ввода оборудования в эксплуатацию, но не позже 1 месяца со денька передачи оборудования Покупателю.
Приспособление для заточки циркулярных пил своими руками
Временами необходимо затачивать режущий элемент дисковой пилы. Заточка циркулярной пилы просит определенных познаний, специального оборудования. Есть станки, предназначенные для этих целей.
Станки для заточки дисковых пил — группа устройств для возобновления остроты режущих частей. Зависимо от многофункциональных особенностей они бывают:
- Автоматическими. Агрегаты инсталлируются на больших предприятиях.
- Автоматическими, механическими (инструменты для затачивания резцов вручную). Различаются низкой производительностью, в главном используются в домашних мастерских.
При заточке цепей для продольного пиления употребляются остальные устройства, способные заострять любой зуб при помощи ратфилей.

Все оборудование, включающее в комплектацию электронный привод, схоже по принципу деяния. Различается лишь производительность. Так, маломощные бытовые эталоны могут беспрерывно работать до 20 минут. Опосля их нужно отключать на это время для остывания.
Проф инструменты могут работать до 8 часов. Им требуется всего несколько маленьких перерывов по 20–30 минут. У неких агрегатов есть абразивный круг для заточки, шлифовальная лента аналогичного деяния.
Почти всегда пильный инструмент можно заточить на станках, главным элементом которых является точильный диск. Ленточные устройства больше подступают для промышленного использования с большенными размерами чистовой шлифовки.
Заточные станки комплектуются кругами, отличающимися:
- шириной — 16–40 мм;
- внешним поперечником — 12–250 мм;
На то, из что изготовлен абразив, необходимо обращать особенное внимание: от свойства зависит итог работы. Не считая обыденных резаков есть круги, на которых есть усиливающая пайка — пластинка из жестких сплавов. Почаще всего встречаются корундовые, алмазные круги. Они отлично управляются с заточкой дисков с твердосплавными напайками, предназначенными для резки особо жестких материалов.

Круг для установки нужно получать с учетом черт дисковых пил. Абразивная лента подбирается в согласовании с размерами станков. Также учитывается зернистость, влияющая на нрав шлифовки.
Как выполнить заточку
Абразивный диск очищают от загрязнений, остатков снятого материала, выставляют угол наклона. Заточку начинают с фронтальной части зуба. Очень допустимый для снятия слой сплава — до 0,20 мм.
Нужно обеспечить правильную подачу режущего элемента к заточному диску. Затачиваемый круг должен всей плоскостью соприкасаться с абразивом. В процессе работ необходимо смотреть за тем, чтоб лезвие не перегревалось. Избежать увеличения температуры материала до критичных отметок можно методом регулировки скорости вращения абразивного элемента, смачивания его маленьким количеством воды перед работой.
Круги с алмазным напылением, обрабатывающие победитовый режущий инструмент, обычно охлаждают специальной жидкостью (СОЖ). Процесс можно считать завершенным опосля возникновения равномерного заусенца по всей поверхности кромки лезвия. Окончательную шлифовку делают вручную.
Необходимо держать в голове, что станок сразу может обрабатывать заготовку лишь в одной плоскости.
Принципиально знать
Главный износ пилы приходится на верхнюю кромку зубьев. Она больше всего соприкасается с обрабатываемым материалом. Из-за неизменного контакта с жесткими поверхностями округление ее центральной грани может достигать 0,3 мм. Это критичный показатель. Нужно смотреть за тем, чтоб центральный выступ округлялся не наиболее чем на 0,2 мм, по другому будет трудно отлично заточить элемент, будет нужно много времени.
Степень износа обычно определяют по состоянию зубьев, качеству реза. У всякого режущего диска существует ресурс. Почти всегда это 30–35 заточек.
Недозволено допускать образования на режущей кромке во время ее обработки при помощи станков зазубрин, сколов, остальных изъянов, нарушающих целостность сплава.
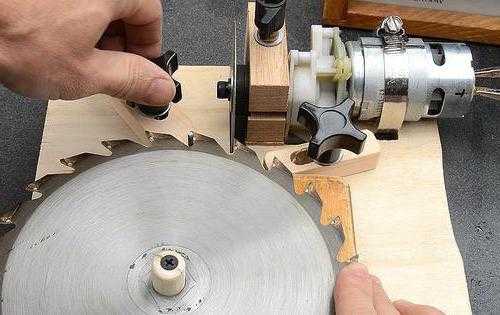
Сборка самодельного точила
К изготовлению самодельного заточного станка прибегают в этом случае, когда под рукою нет промышленного оборудования, а режущие круги временами приходится заострять. На устройстве можно заточить затупившийся диск для циркулярной пилы.
Для сборки будет нужно:
- электропривод,
- суппорт,
- наклонный механизм,
- винтообразные ограничители.
Круг нужно зафиксировать на движке. Дисковое полотно устанавливается на суппорт, при всем этом винтообразные ограничители обеспечивают движение резака по оси круга, создавая нужный угол наклона. Верная фиксация диска пилы относительно абразива — основное требование заточки. Чтоб углы были соблюдены, будет нужно регулируемая подставка, закрепленная в одной плоскости с кругом на раме устройства. Устанавливая диск на подставку, необходимо смотреть за тем, чтоб зубья располагались перпендикулярно плоскости станка.

При самостоятельной сборке приспособления для заточки дисковых пил рекомендуется воспользоваться чертежами и схемами.
Заточка может производиться и механическими приспособлениями. Но при применении особых агрегатов сокращается время работы, заточенный резак будет иметь наиболее острую кромку.
Самодельный станок для заточки дисковых пил
Во время эксплуатации большая часть режущих инструментов притупляется. Это почти во всем относится и к дискам для пиления, которые необходимо затачивать на постоянной базе. Конкретно это является гарантией вправду высококачественной распиловки древесных изделий. Проще всего заточить притупившиеся зубья – это применять обычный ратфиль.
Но чтоб работа своими руками была полностью плодотворной, нужно обращаться за помощью к истинному специалисту. Лишь он способен заточить режущий инструмент так, чтоб им можно было грамотно воспользоваться.
Намного легче и эффективней в таковой ситуации применять станок, выполненный своими руками, для высококачественной заточки острых поверхностей пил, также агрегат для обработки дисковых ножей.
В качестве доп угла учитывают также вариант с заострением угла, который сформировывает совокупа углов фронтального и заднего ряда. В реальности же угол заточки конкретно зависит от того, для каких целей предназначается пила.
- Для пиления продольным методом употребляют пилы с размерными чертами при фронтальном угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы производится при соотношении 5-10 градусов.
- Всепригодные свойства дают возможность прирастить градус наклона до 15 градусов.
Весьма нередко для определения угла заточки употребляют таковой показатель, как твердость дерева. Зависимо от уровня твердости определяется угол и размер наклона и, соответственно, выбирается пила.

Конкретно по таковым принципам определяется станок заточной для пиления дисковым методом. Станки такового типа имеют определенную систему при выпиливании одинарным методом:
- Во время работы станка для заточки дисковых пил происходит перемещение лишь пилы (сам движок остается в начальном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным радиальным параметром.
- Передвигаются также два обычных элемента: пила и мотор.
Обычным примером выступает обычный самодельный станок для заточки дисковых пил, который быть может агрегатом, состоящим из 2-ух взаимосвязанных частей:
- Точильный движок со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтоб обеспечить настоящий угол заточки элемента в агрегате постоянно предусматривается наличие системы, которая дает возможность способствовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 – полезность и отличительные индивидуальности
Современные заточные станки для дисковых пил, таковых как JMY8-70 имеют на 100 процентов китайскую сборку и полностью и вполне представляет собой качественный агрегат, пригодный для длительной эксплуатации. Почти все спецы по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость создать станок своими руками.
Основное предназначение выше упомянутого станка: затачивание пил на диске, в базе которых лежат твердые сплавы, подходящие к резвой резке по сплаву. Станок способен с фуррором обрабатывать поверхность детали впереди и сзаду, также способность созодать заточку угловой поверхности на очень высококачественном уровне.
Достоинства данной системы:
- В базе лежит собственный круг для обработки детали средством алмазного нагревателя, малый размер радиуса – 65 мм.
- Пила вооружена наклонным суппортом, он и дает возможность производить заточку изделия под нужным углом пилой своими руками.
- Корпусная поверхность делается из специальной литой стали, основным образом применяемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они разрешают очень понизить вибрационную составляющую при обработке материала и давать возможность пить или подливать воду временами для недопущения остановки механизма.
- Механизм регулируется очень просто и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совершенно не приготовленные спецы.
При отгрузке продукта заводом-производителем для действенного управления агрегатом прилагают подробную аннотацию, которая полностью обрисовывает все мощные стороны агрегата и способы работы с ними.
Как делается заточка дисковых пил своими руками?
Стройку личного дома будет сложным и долгим без внедрения современных инструментов. Огромную популярность у строителей захватила циркулярная пила, превосходящая остальные виды пил по дереву собственной точностью и чистотой распила.
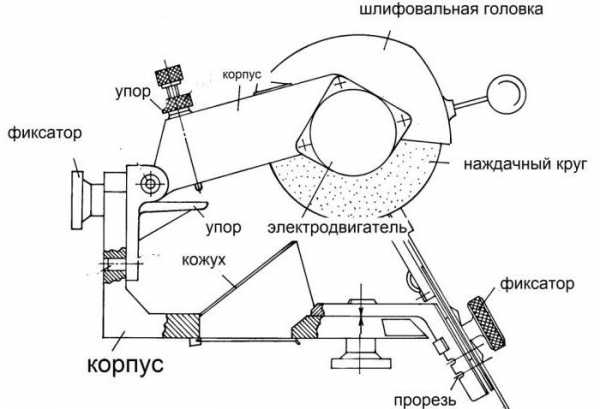
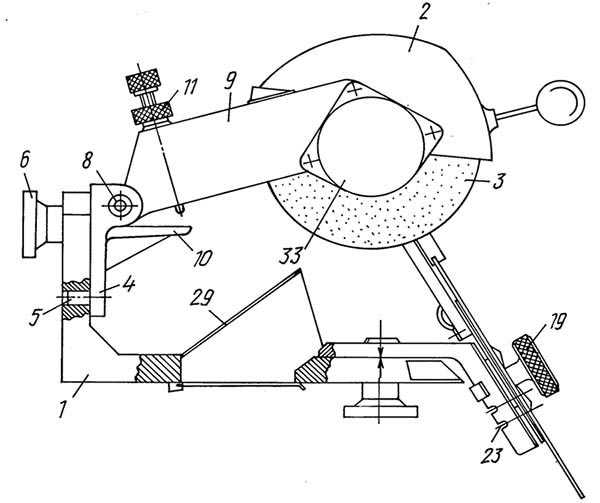
Схема станка для заточки дисковых пил и ножей.
Так как данный электроинструмент относится к интенсивно эксплуатируемым и поэтому довольно стремительно изнашиваемым приспособлением, заточка дисковых пил своими руками приобретает весьма огромное значение.
Инструменты для заточки дисковых пил
Чтоб верно заточить дисковую пилу, необходимы такие инструменты, как:
- ратфиль;
- монтажные тиски;
- брусок из дерева;
- цветной маркер.
Какие признаки подскажут о том, что нужно наточить пилу?

Набросок 1. Схема зуба пилы. Плоскости: а- передняя, б – задняя, в – две боковые. Кромки для резки сплава: 1 – основная, 2, 3 – доп.
Затачивать дисковую пилу нужно лишь тогда, когда в этом возникает необходимость. А о том, что таковой момент настал, просигнализируют 2 точных признака. А именно, срочное затачивание дисковых пил по дереву требуется, если:
- На предохранительных кожухах пил в районе электродвигателя чувствуется мощный нагрев. Время от времени такое увеличение температуры сопровождается возникновением из-под кожуха дыма.
- Для получения добротных результатов работы на дисковую пилу приходится посильнее прежнего давить.
- В итоге работы затупленных зубцов пил по дереву на пропилах в древесной породе фиксируется возникновение черных отметин, следов нагара. Может быть распространение соответствующего аромата подгоревшей древесной породы.
Виды режущих зубьев
Чтоб лучше осознать, как делается верная заточка дисковых пил, следует разобраться в особенностях и строении той части диска, которая производит распил дерева. Данной для нас главной частью являются режущие зубья.
Все зубья выполняются из твердосплавных металлов. Любой из их (рис. 1) имеет 4 рабочие плоские поверхности: передняя (а), задняя (б), также две боковые плоскости (в). Они играют вспомогательную роль. Одна основная (1) и две доп (2 и 3) кромки для резки материала образуются на линиях пересечения обозначенных рабочих плоскостей.
В согласовании с конфигурацией все режущие зубья дисковых пил делятся на последующие разновидности:

Набросок 2. Схема угла заточки.
- Прямые зубья. Почаще всего используются для ускоренного продольного распиливания. Не рассчитаны на безупречное свойство пропила.
- Скошенные (косые) зубья. Характеризуются наличием на задней плоской поверхности зуба углового обреза с левой либо правой стороны. Время от времени на диске зубья с различными сторонами скоса чередуются тогда и они именуются попеременноскошенными. Такие элементы используются для резки не только лишь древесной породы, да и ДСП, разных пластмасс. При большенном угле скоса обеспечивается высококачественное пиление без сколов на кромках пропила.
- Трапециевидные зубья. В сечении режущей поверхности имеют вид трапеции. Благодаря таковой конфигурации длительно не тупятся. Нередко на диске чередуются с прямыми зубьями. В этом случае трапециевидные элементы производят предварительное распиливание, в то время как прямые создают чистовую обработку.
- Конические зубья. Имеют конусообразный вид. Обычно делают вспомогательные функции подготовительной надрезки ламината. Таковыми зубьями обрабатывают обозначенное напольное покрытие для недопущения сколов при разрезании ламинатных панелей главный пилой.
Принципы и углы заточки дисковых пил

Набросок 3. Схема стачивания сплава на зубьях пилы.
Рабочие части циркулярных пил затачиваются по 4 основным углам заточки. Эти углы (рис.2), как и форма режущего зуба, являются главными техническими параметрами диска.
Итак, любой зуб циркулярки характеризуется фронтальным (γ), задним (α) углами, также углами среза фронтальных и задних поверхностей (ε1 и ε2). Величина обозначенных углов зависит от предназначения распиливающего устройства, распиливаемого материала и направления пиления.
А именно, пилу для продольной резки затачивают под относительно огромным фронтальным углом (от 15° до 25°). Показатель заточки фронтального угла для поперечного распиливания находится в границах от 5° до 10°. А вот всепригодный вариант, выполняющий обработку материала во всех направлениях, обычно затачивается под углом в 15°.
Не считая того, на обозначенные углы влияет и степень твердости разрезаемых объектов. Их величины находятся в серьезной зависимости: чем тверже материал, из которого состоит та либо другая заготовка для распиливания, тем наименее заостренными должны быть режущие зубья.
Основной принцип затачивания зубьев твердосплавных пил основан на том, что при долговременной эксплуатации самый значимый износ происходит на верхней режущей кромке. В итоге интенсивного использования ее линия может округлиться до 0,3 мм и наиболее. Что касается плоскостей зуба, то больше всего износ фиксируется на фронтальной поверхности.
Правильное затачивание режущих частей обязано обеспечивать таковой вид кромок, при котором радиус их скругления не превосходит величины в 0,2 мм. Для этого советуют параллельно стачивать сплав на фронтальной и задней плоскостях зуба (рис. 3). Таковой метод можно считать хорошим. Можно точить одну лишь переднюю плоскость, но в этом случае на такую операцию уйдет больше времени, к тому же сам зуб резвее сточится из-за необходимости убирать больше сплава с фронтальной поверхности.
Обычным слоем стачиваемого сплава считается 0,05-0,15 мм.
Заточка пил своими руками в домашних критериях

Набросок 4. Для того ,что бы заточка была правильной и резвой диск следует отлично закрепить.
Наточить пилу можно и у себя дома. Для этого не непременно иметь в своей мастерской спец точильный станок, который стоит огромных средств и употребляется по предназначению довольно изредка.
Но просто держать в руках диск и на весу точить зубья на шлифовальном круге нерационально. Никакой твердости руки и отменного глазомера не хватит, чтоб создать режущий элемент идеально острым и подходящим для действенной работы. С данной для нас целью следует позаботиться о изготовлении самого обычного фиксирующего приспособления (рис. 4).
Задерживать зубчатый круг циркулярки в строго данном положении относительно точильного диска поможет, к примеру, самая обычная плоская подставка.
Ее поверхность обязана совпадать с уровнем оси заточного диска. Сам зубчатый круг располагается на подставке таковым образом, чтоб затачиваемые плоскости зубьев были перпендикулярны к полотну пилы. Для затачивания скошенных зубьев по фронтальной и задней поверхностям обозначенное приспособление делают с подвижным шарниром.
Но в этом случае тяжело выдержать схожую величину фронтальных и задних углов заточки. Чтоб убрать данную делему, центр пильного круга агрессивно фиксируют в подходящем положении по отношению к абразивному диску. Делается это или при помощи паза для оправки, которую монтируют на подставке для размещения на ней затачиваемой пилы, или установкой на подставке особых упоров, которые закрепляют диск пилы под требуемым углом к заточному кругу.
Если делать все требования, предъявляемые к технологии затачивания твердосплавных циркулярных пил, то они будут служить человеку длительно и отлично.



























