Как проводить сварку вертикальных швов: условия и принципы
 Проф сварщики во время работы нередко делают сварку в малодоступном месте, да ещё детали размещаются в неодинаковых плоскостях.
Проф сварщики во время работы нередко делают сварку в малодоступном месте, да ещё детали размещаются в неодинаковых плоскостях.
Сварка вертикальных швов, в особенности наклонного и потолочного типа, — это очень не обычное дело, поэтому что расплавленная масса под воздействием притяжения повсевременно пробует покинуть сварочный кратер.
Таковая виртуозная работа под силу лишь опытным исполнителям.
Виды швов
Сварочные соединения по месту расположения делят на последующие варианты:
- Нижние — это обыкновенные для выполнения шовные соединения, отличающиеся особенной прочностью. Расплавленный сплав плотно заполняет просвет меж соединяемыми поверхностями, нет утрат на растекание, потому этот тип считается экономным.
- Горизонтальные соединения формируются при перпендикулярном положении относительно электрода, к примеру, на стенке. Сварка горизонтальных швов различается огромным расходом электродов и флюса. Если медлительно вести электрод, то происходят подтёки расплавленного сплава, а при резвом ведении сварки возможность возникновения непроваренных мест возрастает.
- Создать ровненький вертикальный шов существенно труднее, т. к. неоднократно растут утраты сплава, возрастает толщина шва. Тут требуется квалифицированный исполнитель, владеющий огромным опытом подобных работ.
- Потолочные швы относятся к уровню особо сложных сварочных работ. В процессе соединения конструкций шов наносится прерывающейся дугой при маленький силе тока.
Два крайних варианта употребляются при сварке трубопроводов, когда трубы огромного поперечника нереально провернуть по оси.
Аспекты вертикальной сварки
К ним относятся последующие моменты:
- При сварке образуются капли, стремящиеся покинуть сварочную ванну, что создаёт для исполнителя доп трудности.
- Вертикальные швы нужно варить недлинной дугой.
- Для резвого затвердения расплавленного сплава электрод отводится в сторону, что дозволяет капле стремительно кристаллизоваться и оставаться в подходящем месте.
- При сварке нужно правильно выбирать силу тока, характеристики которой намного ниже, чем при обыкновенном процессе.
- Время от времени используют точечную методику, чтоб обеспечить низкое крепление обеих деталей.
Выполняя все правила и советы, исполнитель при аналогичном процессе исключит возникновение непроваров либо пропусков, плохо отражающихся на качестве соединения.
 Сварка вертикальным методом угловых соединений.
Сварка вертикальным методом угловых соединений.
[stextbox К. Талдыбеков, образование: ПТУ, специальность: сварщик 5-го разряда, опыт работы: с 2005 года: «Вертикальные швы — это довольно трудная операция, поэтому для новичков в этом дела она неприемлема. Вначале надо приобрести опыт проведения сварочных работ более простых швов, а затем уже переходить к сварке ответственных конструкций».[/stextbox]
Методика
Во время аналогичного соединения производятся такие советы:
- при вертикальной сварке электродом дугу нужно созодать малой длины, т. к. длиннющий вариант не сумеет удержать расплавленный сплав — он вытекать из кратера;
- электрод наклоняется под углом вниз, чтоб исключить стекание расплавленных капель;
- время от времени стекание сплава не удаётся предупредить, потому наращивают силу тока и ускоряют перемещение токопроводящего стержня.
При регулировке характеристик тока необходимо быть усмотрительным, чтоб случаем не прирастить длину дуги. Не считая перечисленных действий, бывалые мастера советуют наращивать ширину шва, перемещая электрод в различные стороны по горизонтальной плоскости.
Используем полуавтомат
 Вертикальные сварочные швы с помощью автоматического оборудования создают по таковой методике:
Вертикальные сварочные швы с помощью автоматического оборудования создают по таковой методике:
- Треугольник — применяется для сплава не толще 2 мм, при всем этом электрод проводится по направлению снизу ввысь, тогда расплавляемый сплав находится выше застывшего шва, а валик не дозволяет каплям покидать пространство сварки. При выполнении вертикальных швов инвертором необходимо перемещать электрод правильно, а проф сварщики советуют силу тока устанавливать не наиболее 100 А, поперечник электрода 3 мм.
- Вариант лестница используют при большенном расстоянии меж деталями — движение совершается снизу ввысь без отрыва дуги от поверхности. Валик шва появляется с наточенными краями.
- Ёлочка — таковой способ характерен для полуавтоматов, зазор меж деталями при всем этом до 3 мм. Линия движения перемещения электрода припоминает ёлочку. Когда возникает валик наплавленного сплава, то исполнитель делает недолговременную остановку для проплавки изделия, аналогичную проварку сплава делают с иной стороны.
Работая полуавтоматом, нужно делать три правила: маленькая дуга, равномерность движения электрода и установка правильного угла к деталям.
Создание электродом
Как варить угловой шов электросваркой, чтоб не допустить стекания сплава — сварка просит особенного внимания и усилий, чем подобные деяния при горизонтальном процессе. Для начинающих исполнителей формирование шовного соединения делается с отрывом дуги, чтоб сплав успевал застывать, а электрод упирается в основание сварочной ванны, препятствуя стеканию капель. Для формирования крепкой дорожки движения делаются по методике зигзага, полумесяца, петельки либо валика.
[stextbox началом процесса надо очистить поверхности от загрязнений и обработать их растворителем.[/stextbox]
Свойство шва конкретно зависит и от поперечника электрода, который меньше ширины зазора меж поверхностями, что обеспечивает свободное перемещение прутка.
Движение сверху вниз
Избираем маленькую дугу, для правильного ведения электрода, нужно за ранее потренироваться, чтоб расплавлять сплав, но избегать его растекания. Держать повсевременно верный угол тяжело — нужна тренировка и сноровка, при правильной сварке стержень поперечником до 5 мм наклоняется вниз под углом в 45 градусов.
Cнизу ввысь
Таковой способ различается персональными аспектами:
- Поначалу перемещения электрода выполняются строго под прямым углом.
- При возникновении первых капель расплавленного сплава нужно незначительно наклонить пруток.
- Повсевременно поддерживается малая длина дуги, а капли собираются и, при краткосрочном удалении дуги в другое пространство, успевают застывать — начинается кристаллизация шва.
- Чтоб исключить долгосрочную обработку термический энергией одной точки, совершают поперечное перемещение электрода.
Подобная методика дозволяет получить высококачественный шов, но при всем этом производительность понижается, т. к. расходуется время на остывание фрагментов шва.
 Методика движений электрода при вертикальной сварке.
Методика движений электрода при вертикальной сварке.
Условия увеличения свойства
Начинающим сварщикам необходимо знать аспекты проведения сварки вертикальных швов:
- во время активации сварочной дуги, электрод находится перпендикулярно поверхности соединяемой конструкции, по другому горение будет неустойчиво;
- при малой длине дуги происходит стремительная кристаллизация шва, устраняется возникновение потёков;
- выдерживать острый угол наклона под силу лишь опытным сварщикам;
- при попытках стекания расплавленного сплава, нужно прирастить силу тока и ширину шва;
- проводят подготовительную сварку точечным способом, для понижения возникновения потёков.
Для свойства вертикального шва уделяют много времени предварительному процессу, куда заходит удаление загрязнений поверхности, в особенности масляных пятен.
Варианты следующей обработки
 На практике встречаются три подобных способа:
На практике встречаются три подобных способа:
- Тепловая обработка проводится для ликвидации остаточного внутреннего напряжения шовного соединения путём локального либо общего прогревания конструкции.
- Механическая зачистка применяется для удаления шлака и окалины с поверхности швов.
- Хим обработка помогает обезжирить соединение и покрыть шов защитным слоем, предотвращающим окисление, которое неизбежно, если система будет находиться в брутальной среде.
На практике производства конструкций нередко применяется поэтапный способ использования перечисленных вариантов.
Вероятные недостатки
Встречаются допустимые и не допустимые недостатки сварных швов, а пригодность получившейся конструкции для эксплуатации описывает ГОСТ 30242-97.
Непровар
Таковой недостаток выходит при недочете сплавления соединяемых деталей, а причина кроется в нехороший подготовке кромок, не удалении остатков краски, разработке очень широкого зазора. К аналогичным последствиям приводит большая скорость проведения сварки, малая сила тока и смещение электрода от оси шва. При обнаружении непровара наиболее 70%, необходимо произвести зачистку шва и повторить сварку.
Подрез
Так именуется наличие ложбинок меж сварочным швом и главным сплавом. Происходит такое из-за роста напряжения дуги во время резвой проводке электрода, в итоге чего же водянистый сплав стекает на соседнюю поверхность и просвет не успевает заполниться. Недостаток просто находится при зрительном осмотре, устранение делается путём зачистки и переварки шва.
Прожог
Большая сила тока и неспешная проводка электрода приводит к возникновению такового недостатка, устранение делается подобными способами.
Поры и наплывы
1-ый вид характерен наличием вольного места в шве, которые заполнены газом, происходит таковой брак из-за наличия сторонних вкраплений в расплавленном сплаве, лишная сырость либо недочет защиты сварочной ванны. Если концентрация пор выше нормы, то такое соединение нуждается в повторной сварке.
Наплывы характеризуются натеканием расплавленного сплава на поверхность соединяемой конструкции без образования однородной субстанции. Причина — низкое напряжение сварочной дуги, окалина на кромках, неспешная проводка электрода и возникновение избыток расплавленного сплава.
Возникновение трещинок
Они встречаются — прохладные, жаркие, продольные, поперечные либо круговые. 1-ый вариант возникает во время остывания шва при t=120 0 С либо под действием долгих нагрузок во время эксплуатации. 2-ой — при t=1100—1300 0 С, когда может быть изменение пластичности и возникновения деформации, связанной с растяжением. Причина возникновения брака кроется в понижении прочности стали во время сварки либо из-за возникновения в расплаве атомов водорода.
Выводы
Свойство вертикальных швов зависит от огромного количества характеристик сварочного процесса и черт соединяемого сплава, также, непременно, от подготовки исполнителя. Беря во внимание описанные выше советы нетрудно избрать пригодную технологию и выполнить поставленную задачку.
Автоматическая сварка вертикальных швов
Если автоматическая сварка горизонтальных швов не представляет особенной трудности для новенького, то сварка вертикальных швов полуавтоматом просит опыта и познания неких аспектов. При вертикальной сварке расплавленный сплав как никогда подвержен гравитации, но при образовании наплывов получить высококачественное соединение фактически нереально. Предлагаем вашему вниманию практические советы по сварке вертикальных швов, также короткое описание способов их сотворения.
Подготовка аппарата к работе
Полуавтомат состоит из инвертора, горелки, снабженной кабелем-каналом, газового баллона с редукторами и манометрами. До этого чем приступить к свариванию, нужно удостовериться, что все составляющие системы исправны и присоединены в правильной последовательности. Пристальное внимание стоит направить на:
- Заземление корпуса сварочного аппарата.
- Соответствие толщины свариваемых деталей поперечнику присадочной проволоки.
- Хим состав основного сплава и расходного материала, которые должны быть похожи.
- Состав защитного газа.
- Скорость подачи проволоки и расход защитного газа. Эти характеристики идеальнее всего высчитать заблаговременно, чтоб не прерывать сварку из-за отсутствия материалов.
- Длину выступающей из сопла проволоки. Она не обязана превосходить 5 мм.
- Силу тока.
Подобрав расходники и настроив полуавтомат, лучше провести пробное сваривание на ненадобных обрезках сплава. В случае непровара или прожога шва регулируется сила тока и заного подбирается лучшая скорость сварки. Также направьте внимание, что предварительные работы необходимо провести и с металлическими заготовками:
- Перед тем как выполнить сварку, лучше соединить свариваемые поверхности меж собой точками, как минимум двумя-тремя. Благодаря этому детали будут недвижны во время работы.
- Поверхности очищаются от следов краски, лака, пыли, грязищи. Полуавтомат может совладать со сваркой и грязных поверхностей, но в таком случае соединение будет некрепким, к тому же не получится избежать ядовитых испарений. Не надо счищать толстый слой сплава, это плохо отразится на качестве сварки.
- При сварке листового сплава, размещенного слоями, для надежной фиксации необходимо пользоваться струбцинами.
Сварка вертикальных швов полуавтоматом: индивидуальности
Под действием больших температур на железной поверхности образуются капли. Они начинают стекать вниз, тем препятствуя высококачественной сварке. Шлак, оставшийся опосля использования электрода и находящийся в таковой капле, существенно наращивает риск изъянов шва. Но если отвести стержень от места сварки на некое время, то произойдет кристаллизация сплава, и капля затвердеет. Важно при всем этом правильно высчитать временной просвет, созданный для остывания сплава, по другому не избежать непровара.
Как правило, сила тока при автоматической сварке вертикальных швов на 5 А меньше, чем при сваривании швов в другом положении. Такие характеристики обеспечивают целостность шва, минимизируя возможность появления подрезки. Сварка полуавтоматом предугадывает совершение колебательных движений, при которых корень шва будет проварен соответствующим образом.
Как и при сваривании в любом другом пространственном положении, вертикальный шов быть может выполнен в виде сплошного соединения, точечного и сплошного прерывающегося. В первом случае шов присваивает деталям доп твердость и употребляется для бытовых и строй нужд. 2-ая разновидность неподменна при кузовном ремонте каров. 3-я также обширно употребляется на СТО, но применяется для тех мест, где необходимо сваривать наиболее толстый сплав.
Как варить вертикальный шов сверху вниз
При использовании такового способа стоит направить внимание на толщину сварочной проволоки. Потому что при большенном количестве шлака соединение может получиться пористым, электрод по толщине должен быть еще меньше ширины предполагаемого шва. Узкий электрод гарантирует резвое схватывание сварной ванны при отсутствии стекания расплавленного сплава. Благодаря этому за маленький просвет времени можно сварить большее количество заготовок.

При сварке в направлении сверху вниз идеальнее всего употреблять проволоку с целлюлозным и пластмассовым покрытиями. 1-ая разновидность содержит внутри себя огромное количество органических соединений, которые в процессе плавки электрода насыщают зону сварки водородом. Чтоб избежать появления на шве т.н. «рыбьих глаз», свариваемую систему перед работами нужно некое время выдержать при комнатной температуре. Если есть возможность, то можно прокалить детали при температуре 250-300 °С, это предупредит перенасыщение сплава водородом. Проволока с пластмассовым покрытием наиболее эффективна: она обеспечивает непрерывное горение дуги, шов выходит крепким, без пор и микротрещин, а шлаковая корка отделяется достаточно просто.
Как варить вертикальный шов снизу ввысь
Таковым способом варить вертикальные соединения еще труднее, но, тем не наименее, к нему прибегает большая часть сварщиков, если предстоит соединять ответственные конструкции.
Сварка полуавтоматом снизу ввысь предполагает другое размещение сварной ванны. Она находится снизу, а сверху происходит ее {наполнение} водянистым сплавом. Чтоб расплавленный материал не проливался, необходимо сконцентрироваться на манипуляциях с электродом:
- Нужно выдержать угол меж ним и вертикальным швом.
- Зафиксированный в держателе конец должен находиться ниже плавящегося.
- Плавление электрода обязано происходить медлительнее, чем сварочная ванна будет кристаллизироваться.
- Сварка делается колебательными движениями. При всем этом источник тепла не задерживается длительно в одной точке, и реально избежать растекания сплава и прожогов.
Некие технологии вертикальной сварки
Сварить вертикальный шов полуавтоматом можно, используя не только лишь традиционные способы. К достаточно всераспространенным способам сварки вертикальных швов можно отнести последующие:
- Треугольник. Вертикаль быть может сварена с помощью такового метода, если толщина соединяемых поверхностей не превосходит 2 мм. Перед началом работ нужно притупить кромки деталей. Направление сварки – снизу ввысь, лучшая толщина электрода — 3 мм, а характеристики тока – в границах 80-100А. Опосля формирования полочки в нижней части соединения электрод передвигают к одному из краев, плавят кромки, заполняя ванну. Потом деяния повторяются у другого края, при этом сварная ванна выходит в форме треугольника.
- Елочка. Применяется в случае, если зазор меж поверхностями составляет 2-3 мм. Сплав «растягивается» из глубины зазора, размещается на плоскости кромки, потом происходит его возврат вглубь. Сварка происходит снизу ввысь. Таковая разработка почти во всем припоминает петлю. Чтоб сплав распределялся умеренно в зазоре, нужно отработать движения до автоматизма и кропотливо смотреть, чтоб на кромках не появились порезы.
- Лесенка. Ее используют при зазоре, превосходящем 4 мм, если кромки деталей притуплены мало. При извилистых движениях электрода происходит незначимый подъем по вертикали и маленькие остановки на краях, нужные для проплавления сплава.
Как правильно варить вертикальный шов. Советы новеньким
Невзирая на то, что сварка с помощью автоматического аппарата дается просто даже начинающим, к выполнению неких работ стоит подступать весьма трепетно, вооружившись советами опытнейших мастеров дела. Оформление вертикальных швов – одна из таковых ситуаций, где опыт предшественников будет полностью к слову.
- Чтоб достигнуть размеренного горения дуги, стержню во время поджога стоит придать перпендикулярное положение.
- Чтоб избежать появления потеков, электрод во время работы держится в наклонном положении.
- Если у вас в приоритете не высочайшая производительность, а осторожный шов без мельчайших подтеков, тогда стоит уменьшить длину дуги. Ускорившаяся кристаллизация дозволит избежать подтеков.
- Прирастить скорость кристаллизации сплава можно также за счет роста силы тока и ширины шва. Но, используя таковой способ, будьте готовы к тому, что шов получится несколько худшим по качеству.
Сварка вертикальных и горизонтальных швов

Швы и соединения
Электродуговая сварка – процесс объединения структуры металлов под действием высочайшей температуры. Разработка всераспространена в различных отраслях индустрии и хозяйства. Сиим способом можно соединять любые железные детали. Любой мастер должен знать, как варить вертикальный шов.

Какие условия необходимо сделать для высококачественного шва
Обработка вертикальных поверхностей просит соблюдения последующих требований:
- На шаге поджога электрод выставляют в прямоугольное положение. Если нарушить это правило, подача тока в рабочую область будет нестабильной.
- Для понижения риска появления подтеков уменьшают длину сварочной дуги. Начинающие сварщики в целях увеличения производительности не соблюдают это требование. Кристаллизация сплава протекает медлительнее, потому образуются недостатки.
- Стержень, удерживаемый под наклоном, делает шов наиболее равномерным, но соблюдать такое требование в течение долгого времени трудно.
- При возникновении подтека увеличивают силу тока, расширяют обрабатываемую область. Это ускоряет процесс затвердевания расплава.
- Особенное внимание уделяют подготовке краев. Детали очищают от грязищи, следов коррозии, масел.
- Точечная сварка вертикальных швов понижает возможность образования подтеков.
Разработка вертикальной сварки
Вертикальная плоскость предугадывает применение различных методов (зависимо от типа соединяемых металлов, наличия соответственных способностей).
Варка электродом
Создаваемые схожим методом швы имеют различные виды.
При выбирании характеристик работы аппарата учитывают свойства соединяемых материалов.
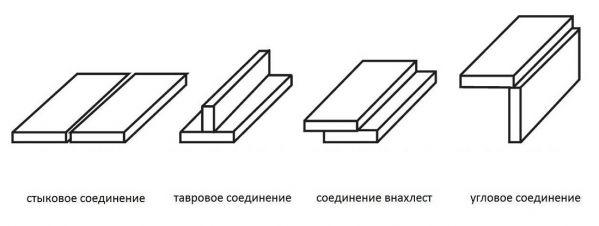
При сварке электродом используют последующие методы формирования шва:
- стыковой;
- внахлест;
- тавровый;
- угловой.
Для поддержания устойчивой дуги края деталей очищают от загрязнений. Угловой шов сваривают, правильно подбирая толщину стержня. Она обязана быть наименьшей, чем ширина обрабатываемой области.
Внедрение полуавтомата
При использовании инверторного сварочного аппарата учитывают последующие моменты:
- Метод подготовительной обработки деталей выбирают в согласовании с типом грядущих работ. При всем этом определяют толщину сплава и его обрабатываемость.
- Дуга обязана быть недлинной, сила тока – средней.
- Обработанный особым составом стержень располагают под наклоном 80º против свариваемых изделий.
- Создавая вертикальный шов, стержнем водят по всей ширине сварочной ванны.
Высококачественное сварное соединение получают при отрыве дуги. Этот метод следует употреблять новеньким, т.к. он прост и комфортен. В период отрыва сплав остывает, возможность образования подтеков понижается. Но это плохо влияет на производительность.
__600x234.jpg)
В процессе сварки принципиально соблюдать последующие условия:
- Ставить наконечник на полочку кратера.
- Рабочую часть сдвигать из стороны в сторону, охватывая всю обрабатываемую область. Можно употреблять принцип петель либо недлинного валика.
- Понизить показатель силы тока на 5 А от среднего значения, что дозволит задать иную форму и остальные характеристики шва.
Главные характеристики выбирают экспериментальным методом. Потому свойство соединения зависит от того, понимает ли работник, как правильно варить вертикальный шов (электросварка помогает сформировать любые соединения).
{Инструкция} для начинающих
Работа с инвертором для начинающих просит облачения в последующие элементы защитной экипировки:
- рабочий костюмчик, перчатки, башмаки из огнеупорных материалов;
- головной убор, закрывающий затылок;
- маску сварщика, защищающую глаза и лицо.
__600x306.jpg)
Чтоб соединить сплавы, используют исправное ручное либо автоматическое оборудование. Электронные составляющие должны быть изолированы крепким корпусом от других деталей. Не допускается внедрение кабелей с покоробленной оплеткой, не соответственных техническим чертам аппарата. Рабочее пространство сварщика пичкают всем нужным: особым столом, заземляющей шиной, осветительным устройством, средствами противопожарной защиты.
Поначалу работники изучают правила электросварки, методы формирования сварных соединений.
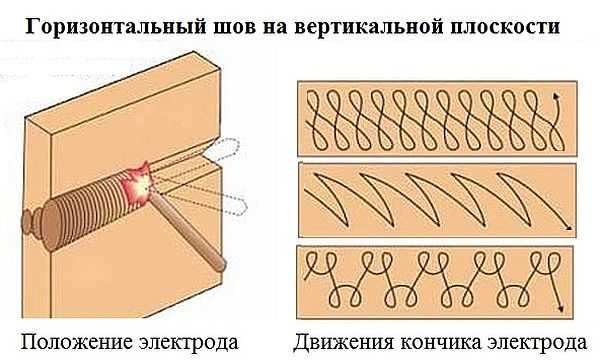
Принципы сварки горизонтального шва
В этом случае рабочий наконечник ведут как справа-налево, так и в оборотном направлении.
При сварке горизонтальных швов на вертикальной поверхности ванна сдвигается вниз, потому требуется довольно большенный угол наклона электрода. Значение устанавливают с учетом скорости движения стержня, силы тока, что препятствует смещению сварочной ванны. Если сплав образует наплывы в нижней части, скорость движения увеличивают, нагревая материал в наименьшей степени.
Иной метод – сварка с отрывом дуги (дуговая сварка). В периоды передышки можно некординально понизить силу тока: сплав, остывая, закончит стекать. Перечисленные методы используют попеременно.
Советы для сварщиков
При формировании швов в вертикальном и горизонтальном положениях спец не должен допускать отрыва расплава от обрабатываемой области.
Это может быть, если соблюдать советы, зависящие от техники сварки:
- Снизу ввысь. Электрод ведут от нижней точки к верхней. Таковым методом удается получить более высококачественное соединение. Для образования шва достаточной ширины употребляют различные варианты движения стержня, к примеру «елочкой». На первом шаге соединения прихватывают в нескольких местах, исключающих смещение свариваемых заготовок. Угол наклона стержня задерживают в границах 45-90°. Электрод двигают со средней скоростью. Допускаются извилистые движения.
- Сверху вниз. Таковой способ подойдет опытнейшему сварщику. Стержень выставляют под прямым углом. При расплавлении наклон меняют на 15-20º. В таком случае используют остальные варианты движения – прямоугольными, пилообразными либо волнообразными зигзагами.
Способ сверху вниз также считается правильным, но сложным. Он дозволяет получить более высококачественные соединения.



























