Методы разметки и резки железных труб
Внедрение [металлических труб] в производстве и монтаже металлоконструкций соединено с необходимостью резки поперек, вдоль и под углом. И далековато не постоянно под рукою есть особое оборудование. Как ровно обрезать трубу при помощи средств находящихся под рукой, мы опишем в данной статье.

Методы резки железных труб под углом
Отпилить трубу либо разрезать ее на части можно несколькими методами. Из доступных инструментов идеальнее всего с данной задачей совладевает болгарка. Но самой большенный неувязкой остается необходимость правильно разметить полосы реза. Они могут быть различными, почаще всего приходится выдерживать или прямой угол относительно оси трубы, или 45 градусов. Приемы несколько меняют зависимо от того, какие изделия необходимо разрезать:
трубы для прокладки водопровода, газовые и для разводки отопления;
профильные изделия для сборки ворот, козырьков, остальных металлоконструкций;
трубы огромного поперечника — обычно, это изредка необходимо в домашних критериях, где самые широкие просвет лишь в канализации;
трубы из стали, чугуна, тонкостенные из цветных металлов и мягеньких сплавов.
Обе задачки решаются достаточно просто даже без использования специального лекала угла трубы.

Режем трубу под углом 90 градусов
Для разметки разреза [водогазопроводных труб] под прямым углом можно пользоваться листом бумаги обычного формата А4, широкой изолентой либо строительным скотчем. Если обернуть довольно широкий материал вокруг трубы так, чтоб его края буквально совпали при наложении, то получится безупречная линия реза. Если скотч либо лента плотно наклеились к сплаву, можно идти прямо по краю.
Принципиально уметь правильно воспользоваться шлифмашиной, держать ее с определенным усилием и соблюдать правила сохранности. Описанный прием самый обычной, он подходящ и того, чтоб обрезать трубу огромного поперечника.
Режем трубу под углом 45 градусов
Почаще всего это приходится созодать при монтаже водопровода и отопления и сборке рамных конструкций. Обрезать трубу под 45 градусов болгаркой можно по разметке, которую делают или листом бумаги такого же формата А4, или употребляют обыденный школьный (чертежный) равнобедренный угольник.
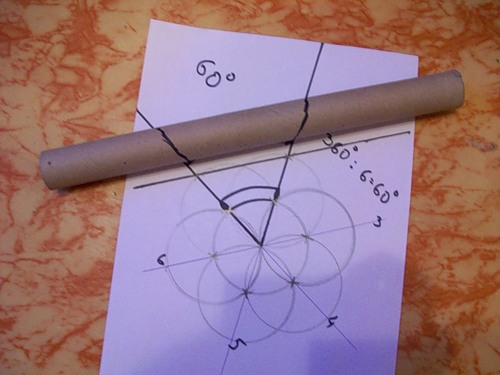
Используем лист бумаги либо картона
С листом придется сделать несколько операций, чтоб получить подходящий угол. Если вы не желаете запутаться в сгибах, просто сделайте его квадратным и сложите на искосок — получится подходящий угол. Буквально так же можно создать с хоть каким листом, только бы его стороны были равны меж собой. Метод комфортен тем, что его можно применить и к трубе с огромным поперечником, и к [профильным трубам квадратного и прямоугольного сечения].
Разметка угольником
Если под рукою есть угольник, то нужно поначалу найти точную линию торца трубы, в том числе и профильной. Приложив инструмент и плавненько перекладывая его по поверхности, получим линию реза по 45 градусов. Тот же прием употребляется и с угольником под 30 градусов.
Как правильно резать трубы из различного сплава
Четкий распил и обрезка труб зависит не только лишь от хорошо выполненной разметки. Огромное значение имеет и материал — сплав разной толщины и твердости режется с различными усилиями и побочными эффектами. Чтоб правильно отрезать чугунную трубу, ее не следует пилить на всю глубину насквозь. Чугун — хрупкий сплав, потому обычно делается несколько надпилов, а позже спец одним четким ударом зубила отбивает по ним кусочек.
Для работы с тонкостенными трубами придется весьма буквально выверять положение болгарки. При всем этом мастеру должен правильно подобрать [диски для резки металла болгаркой]. В промышленных критериях для выполнения тех же задач можно применять особые труборезы, газорезку и сварочные аппараты.

Сохранность при обрезке газовой трубы
При работе с газовыми трубами, присоединенными к магистрали, принципиально соблюдать меры сохранности. Поначалу перекрыть кран подачи газа, позже убедиться в том, что в трубе ничего нет. Для этого довольно открыть конфорки плиты и зажечь газ — когда он кончится, пламя погаснет.
Плазменная резка для начинающих.
Почетаемые покупатели, в данной статье мы желаем для вас поведать что такое плазменная резка металлов, показать ее главные достоинства, поведать о устройстве плазменных аппаратов и как их применять, а сейчас обо всем этом по порядку.
Время от времени наши покупатели приобретая аппарат плазменной резки с удивлением выяснят, что для его работы нужен компрессор. Компрессор нужен для того, чтоб выдувать сплав который вы режете. Без компрессора резать плазмой нереально. Компрессор подключается к аппарату, а к аппарату подключается плазматрон (плазменная горелка), итак вот, когда возникает дежурная дуга меж катодом и соплом, воздух эту дугу выдувает наружу, где дуга перебегает в основную дугу при соприкосновении с сплавом; дальше происходит процесс плавления сплава и выдувания его водянистой части из зоны расплава. При выбирании компрессора стоит направить особенное внимание на его свойство и на его характеристики. Корректная работа аппарата плазменной резки может быть лишь в сочетании с неплохим компрессором. Мы советуем применять компрессоры способные выдавать 5-6 атмосфер.
Еще одна немаловажная деталь, на которую мы желаем направить ваше внимание. В компрессоре должен стоять фильтр воздуха, он быть может встроен в компрессор вначале, а может подключаться раздельно. Воздух, который будет проходить через аппарат плазменной резки и выходить из плазматрона, должен быть незапятнанным, в него не должны попадать никакие посторонние предметы и вещества. Неприемлимо попадание паров и частиц масла, мельчайшей частички железной стружки, пыль и грязюка. В особенности это принципиально, если вы планируете применять плазму на пыльных производствах, в гаражах, цехах с бетонными полами и т.д. Чем чище воздух – тем лучше рез!
Если вы будете соблюдать эти условия, аппарат будет работать корректно и без сбоев.

Плазма либо газорезка?
Мы не будем гласить о том, что газорезка ужаснее чем плазменная резка. У газорезки есть ряд преимуществ перед плазмой, к примеру при резе металлолома в огромных количествах для вас не совладать с данной задачей если применять плазменную резку. Плазменная резка экономически целесообразна при толщине сплава до 50 мм, при большей толщине преимущество перебегает к кислородной резке. Но свойство и скорость раскроя постоянно на стороне плазменной резки.
Для газорезки нужен газ, для плазмы необходимо электричество. Выделим два главных достоинства плазмы: 1-ое – для вас не нужен газ (ацетилен) вы не связываетесь с взрывоопасными газами, 2-ое — вы сможете резать разные типы металлов (сталь, нержавейка, медь, алюминий и пр.)
Таковым образом кому-то нужна газорезка, кому-то подойдет плазма, выбор за вами.
Как правильно избрать аппарат плазменной резки?
Тут все весьма просто. Чем сильнее плазменный аппарат, тем толще сплав он может резать. Если вы планируете резать различные толщины, для вас лучше избрать массивные аппарат, если вы будете резать тонкие сплавы, для вас нет необходимости брать массивные аппарат, довольно приобрести сорока амперный аппарат. Направьте внимание на такое понятие, как свойство реза. Рез быть может «грязный» и «незапятнанный». Грязный рез – это когда для вас необходимо просто отрезать кусочек сплава и вам не имеет значение какой срез будет, осторожный либо нет. Незапятнанный рез — это очень ровно отрезанный сплав. Как правило, производители указывают в параметрах грязный рез. Чтоб осознать незапятнанный рез, для вас необходимо отнять порядка 25% от обозначенной толщины. Так к примеру если производитель указал 12 мм – означает незапятнанный рез составит 8-9 мм. Не думайте, что производители вас накалывают, это глобальная практика указать в параметрах грязный рез, а не незапятнанный. Этот параметр указывает наивысшую возможность аппарата, а вы уже сами выбираете как для вас резать сплав, по “грязному” либо по “чистому”.
Не считая того, перед покупкой лучше осознать как нередко вы будете включать аппарат плазменной резки. Направьте внимание на ПВ приобретаемого аппарата. Если ПВ аппарата 60% — означает в 10 минутном цикле вы сможете резать 6 минут, а 4 минутки аппарат будет отдыхать, если ПВ 100% — означает можно не отрываться от работы, аппарат будет работать повсевременно.

Расходные части.
Покупая аппарат плазменной резки, мы советуем для вас выяснить у поставщика как обстоят дела с расходкой для плазменной горелки. Фактически все производители совместно с аппаратом кладут расходные части, вы сможете приступать к резке немедленно, но расходка пылает, независимо от производителя. И когда встает вопросец о подмене, выясняется, что там где аппарат покупался – “расходки” нет. Мы нередко сталкиваемся с таковыми вариантами, когда помогаем людям подобрать расходку, и стоит признать, что не постоянно это выходит. Расходка не постоянно стыкуется. Так, к примеру, расходка для аппаратов китайского происхождения не подступает к европейским товарам либо южноамериканским. Не считая того, нет способности поменять плазматрон (плазменную горелку) – различные разъемы. В нашем интернет-магазине продаются аппараты плазменной резки произведенные в Китае, все расходные части для горелок CUT постоянно в наличии и как указывает практика, китайская расходка подступает фактически на все аппараты изготовленные в Китае.
Скорость с которой резать сплав.
Этот вопросец нам нередко задают покупатели. Определенного ответа на него нет, вы поймете, как стремительно для вас нужно будет вести плазматрон по сплаву лишь в процессе обучения, приноровиться весьма просто. Все зависит от толщины сплава и амперажности, которую вы выставите. Когда вы приступите к резу, вы сходу увидите — если вы ведете плазматрон весьма стремительно (в таком случае сплав не будет прорезаться на сто процентов) если весьма медлительно (в этом случае вы просто будете расходовать воздух и электроэнергию). Перед тем как резать нужные для вас заготовки либо отрезки, мы советуем потренироваться на ненадобных обрезках, чтоб избрать лучший режим и скорость реза.
Очередной совет, когда вы включите аппарат – поставьте ток на максимум, а во время реза уменьшайте его, пока не поймете, что этого тока довольно для реза вашей толщины сплава. Начинайте с огромных токов, потом идите на снижение.
И ещё, не пытайтесь ставить наибольший ток, чтоб отрезать побыстрее, потому что чем больше ток, тем резвее выходит из строя расходка; не делайте очень нередкие поджиги, так как конкретно в момент поджига происходит интенсивное «выветривание» тугоплавкой вставки на катоде и ранний выход его из строя, т.е. нажали на клавишу и режьте безпрерывно. Если по условиям работы для вас нужно созодать недлинные резы, к примеру резать сетку – приготовьтесь к нередкой подмене расходки.

Как все работает.
Установки плазменной резки имеют напряжение холостого хода 250-300 В.
При нажатии на клавишу подаётся сжатый воздух и сразу меж катодом и соплом во внутренней камере плазмотрона прикладывается это напряжение холостого хода, но чтоб пробить этот просвет и зажечь плазму, нужна поджигающая искра – эту функцию поджига делает осциллятор (напряжение поджига порядка 5-10 кВ). Как лишь дуга зажглась (и дуга в этот момент именуется дежурной) воздух выдувает плазму наружу. Ток дежурной дуги обычно в массивных аппаратах ограничен снутри массивным сопротивлением для экономии расходки, для реза не предназначен; дежурная дуга пылает 2-3 сек. Если в течение сих пор дуга не задела сплава либо сплав по каким-то причинам не соединён с «+» установки (к примеру, обрыв оборотного кабеля), то дуга угасает. Если же всё прошло нормально, то дежурная дуга перебегает в основную дугу, блок осциллятора отключается. Дальше происходит плавление сплава дугой и одновременное выдувание расплавленного материала из расплава. Горение главный дуги происходит меж тугоплавкой вставкой из гафния, впрессованной в торец катода и материалом изделия. Наибольшее разрушение данной вставки происходит конкретно в момент поджига, потому лучше стараться избегать очень нередких включений в целях экономии расходки.
Избрать аппарат плазменной резки можно тут.
Для наглядности, мы провели несколько тестов. Аппарат Сварог CUT 100 разрезал сплав шириной 10 мм. с повышением до 35 мм. Ток резки был выставлен 90 Ампер.


Аппарат Сварог CUT 40 разрезал пластинку шириной 4 мм. Ток резки 20 Ампер.
Порядок открытия вентилей при газорезке и газосварке
Рекомендуемые значения давления газов (и горючего и кислорода) обычно указываются в паспорте горелки либо резака в виде таблицы. Значения давления изменяются зависимо от толщины матерьяла.
- 0
Опыт постоянно приходит сходу опосля того, как он был нужен.
#25 илья алтухов

- Участник
- Cообщений: 44

- 0
#26 KiraY
- Участник
- Cообщений: 82
- Город: СПб
- 0
#27 Metallist
- Участник
- Cообщений: 225
- Город: Красноватый Яр.
- 0
#28 svarnjuk
Не ошибается тот, кто ничего не делает
- Город: п.Орловский, Ростовская область
- 0
Опыт постоянно приходит сходу опосля того, как он был нужен.
#29 Metallist
- Участник
- Cообщений: 225
- Город: Красноватый Яр.
- 0
#30 LamoBOT
- Участник
- Cообщений: 814
- 0
#31 Александр Михайлович
- Гость
- Cообщений: 3
#32 svarnoi69
- Супермодератор
- Cообщений: 3 668
- Город: UA-13
- 0
#33 Шурпет
- Город: Саратов
Александр Михайлович, так Вы варить либо резать будете? Исходя из Ваших вводных, намечается резка. 3 вентиля — горючий газ ( пропан — бутановая смесь) — тот, что сбоку. Два вентиля сверху на одной трубке — подогревающий и режущий кислород. Один регулирует кол.-во кислорода, подаваемого в смесительную камеру резака, а 2-ой — тот, что поближе к соплу — регулирует поток режущей струи, выходящей из центрального канала мундштука.
- 0
#34 Александр Михайлович
- Гость
- Cообщений: 3
Александр Михайлович, так Вы варить либо резать будете? Исходя из Ваших вводных, намечается резка. 3 вентиля — горючий газ ( пропан — бутановая смесь) — тот, что сбоку. Два вентиля сверху на одной трубке — подогревающий и режущий кислород. Один регулирует кол.-во кислорода, подаваемого в смесительную камеру резака, а 2-ой — тот, что поближе к соплу — регулирует поток режущей струи, выходящей из центрального канала мундштука.
Александр Михайлович, так Вы варить либо резать будете? Исходя из Ваших вводных, намечается резка. 3 вентиля — горючий газ ( пропан — бутановая смесь) — тот, что сбоку. Два вентиля сверху на одной трубке — подогревающий и режущий кислород. Один регулирует кол.-во кислорода, подаваемого в смесительную камеру резака, а 2-ой — тот, что поближе к соплу — регулирует поток режущей струи, выходящей из центрального канала мундштука.
#35 Шурпет
- Город: Саратов
Вспоминаю правила работы на газопламенном оборудовании.) Если меня спрашиваете — порядок действий такой : открыл вентили на баллонах, поглядел на манометры. Все нормально, мало открыл вентиль горючего газа. Зажигалка, есть факел. Сопло положил чуток под углом на разрезаемую деталь (либо на ближайшую железную поверхность — св. стол, лист железа и пр), не очень резко открыл вентиль обогрева. Есть рабочее пламя. По необходимости подрегулировал соотношение «кислород — газ», дальше — обогрев кромки, чуток заискрило — открываем режущий. По окончании — закрываем режущий кислород, потом — горючий газ, в окончание — подогревающий кислород. И не забываем о средствах пожаротушения, правилах ОТ и ТБ))) Вроде так.
Вышеупомянутое — не есть правила » из учебника», при желании можно отыскать 3 — 4 отступления от теории, за которые можно «схлопотать»)
- 4
#36 Александр Михайлович
- Гость
- Cообщений: 3
Вспоминаю правила работы на газопламенном оборудовании.) Если меня спрашиваете — порядок действий такой : открыл вентили на баллонах, поглядел на манометры. Все нормально, мало открыл вентиль горючего газа. Зажигалка, есть факел. Сопло положил чуток под углом на разрезаемую деталь (либо на ближайшую железную поверхность — св. стол, лист железа и пр), не очень резко открыл вентиль обогрева. Есть рабочее пламя. По необходимости подрегулировал соотношение «кислород — газ», дальше — обогрев кромки, чуток заискрило — открываем режущий. По окончании — закрываем режущий кислород, потом — горючий газ, в окончание — подогревающий кислород. И не забываем о средствах пожаротушения, правилах ОТ и ТБ))) Вроде так.
Вышеупомянутое — не есть правила » из учебника», при желании можно отыскать 3 — 4 отступления от теории, за которые можно «схлопотать»)
#37 PolLitrovaYa_MuLII
- Участник
- Cообщений: 196
- Город: Киев
Самое основное применять исправный газовый резак либо горелку,Если подключаете новейшую то не поленитесь,проверьте наличие разряжения в газовом штуцере(при использовании инжекторной аппаратуры)
А очередность открытия вентилей,здесь много споров..Книга пишет что необходимо поначалу открывать кислород,и позже газ и поджигать уже смесь..
Но на практике в особенности с горелкой удобнее регулировать пламя равномерно добавляя кислород в факел ацетилена..
Любой здесь делает по себе-дело опыта просто)
И не бойтесь—соблюдайте не хитрые правила из хоть какой книги по газ.сварке либо резке и все у вас будет ок!
- 0
#38 ЛехаКолыма
- Эксперт
- Cообщений: 1 508
- Город: Курск,Магаданская область пУсть-Омчуг
Денек хороший,но все же правильней будет с начало приоткрывать вентиль кислорода,а потом уже горючего газа,но на практике весьма нередко : нарушают делая на оборот это как раз в большенстве и приводит к хлопкам так и до оборотного удара не далековато.
- 2
#39 PolLitrovaYa_MuLII
- Участник
- Cообщений: 196
- Город: Киев
Это правильно. Здесь все в том что если вентиль горючего газа подизносился то в смесителе резака либо горелки быть может гремучка.
Потому постоянно перед поджигом нужно произвести продувку кислородом.
Я пробовал горелку на ацетилене поджигать так—открываю кислород на 1 оборот,подношу огнь и равномерно открываю ацетилен.
Как лишь бледноватый возник фитилек то уже добавляю ацетилена сколько необходимо.
- 0
#40 nik87
- Новичок
- Cообщений: 26
Я лично делаю так поначалу открываю кислород позже добавляю пропан и уже поджигаю смесь время от времени выходит сходу рабочее пламя, а если нет то просто до регулирую до рабочего. Ну и вопросец не небезопасен ли таковой метод либо вернее поначалу поджечь пропан, а позже добавить кислород.



























