Почему трубы измеряются в дюймах: что не так с сантиметрами
Почему трубы измеряются в дюймах: что не так с сантиметрами?
Дюйм – это одна из самых старых единиц измерения, которая употребляется как минимум с 1324-го года. В СССР (Союз Советских Социалистических Республик, также Советский Союз — государство, существовавшее с 1922 года по 1991 год на территории Европы и Азии) и Рф 1 дюйм – это 2,54 см. В дюймах на данный момент определяют ширину и длину водопроводных (время от времени – газопроводных) труб. Почему не в сантиметрах? На данный момент расскажу.

Почему трубы измеряются в дюймах
К слову, Интернациональная организация законодательной метрологии, которую основали в 1955-м году в Париже, напористо советует как можно ранее отрешиться от использования дюйма. И логично, ведь в обиходе эта единица измерения применяется все пореже, т. к. ее поменяли сантиметрами и миллиметрами.

Дюйм сейчас употребляют все пореже
Почему конкретно дюймы?
Обстоятельств, по которым измерение труб делается в дюймах, несколько. Ознакомимся с ними наиболее детально.

Водопроводные трубы измеряются в дюймах
Причина 1. Так исторически сложилось…
1-ые водопроводы возникли в Новгороде в XVI-XVII в. Тогда в Европе употреблялся британский дюйм, являвшийся весьма принципиальной мерной системой в производстве труб. В 1926-м году был разработан ГОСТ, подтверждающий обычные размеры водопроводных труб, и в нем они измерялись в дюймах.

Молвят, первым, кто вымыслил, как подвести воду жителям нагорной части Нижнего Новгорода, был именитый умелец Иван Кулибин. Ввести его идею в жизнь попробовал негоциант Блюмберг, представивший проект нижегородского «левши» на рассмотрение городскому генералу-губернатору М. А. Урусову. Проект приглянулся, но воплотить его так и не удалось
Ну и на данный момент ГОСТ не планирует поменять свои намерения относительно использования дюймов. Ведь эту единицу можно поделить до 18-ти частей, другими словами дюйм наиболее «гибкий», чем см. Не считая того, пришлось бы переводить из дюймов в миллиметры выше 100 000 измерений, что заняло бы уйму времени. Ну и необязательно это.
Опосля начала активного использования метрической системы см с миллиметрами стали применять и в ГОСТе в качестве размеров. Современному человеку схожая разметка наиболее понятна и привычна. Например, в 1940-м году, когда был сотворен 1-ый газопровод, ГОСТ развивался довольно интенсивно и дюймы решили поменять миллиметрами.

Поперечник труб в дюймах и миллиметрах
На заметку! Поэтому водопроводные трубы измеряются в дюймах и по сей денек, в то время как наиболее новейшие изобретения – такие как этот же газопровод – уже в миллиметрах.
Но это касается только местности Русского Союза. В США (Соединённые Штаты Америки — государство в Северной Америке), к примеру, дюймы обширно употребляются в ряде промышленных отраслей. Для иноземца они наиболее комфортны и привычны, чем для российского.

Для иноземца дюймы наиболее комфортны
Причина 2. Не трубами одними…
Дюймы используются не только лишь в трубах, да и в огнестрельном оружии. Разъясняется это тем, что в период 1941-1945 гг Сталин получал по ленд-лизу южноамериканское орудие и военную технику. Он поставил четкую цель: улучшать и копировать устаревшие эталоны, используя российские наименования заместо уникальных. Разумеется, что эти эталоны мерились в дюймах (ведь выполнялись в Америке), но русские создатели заморачиваться не стали и оставили размеры таковыми, как были.

Подавляющее большая часть людей Рф свято уверено в том, что СССР (Союз Советских Социалистических Республик, также Советский Союз — государство, существовавшее с 1922 года по 1991 год на территории Европы и Азии) в протяжении всей собственной истории делал самое наилучшее в мире орудие
Поэтому в XXI веке не только лишь трубы остались в дюймах, да и почти все эталоны орудия, военной техники и того, что в СССР (Союз Советских Социалистических Республик, также Советский Союз — государство, существовавшее с 1922 года по 1991 год на территории Европы и Азии) не могли без помощи других создавать.
Лайфхак. Чем измерить поперечник водопроводных труб?
Непременно, трубу можно применять одним из специализированных устройств, которые для схожих целей и разрабатывались. Это, например, линейка-циркометр, лазерные измерители и др. Но они есть под рукою далековато не у всякого домашнего мастера. Не считая того, часто проф устройства стоят недешево и их покупка просто нецелесообразна. В конце концов, для работы с таковым оборудованием необходимы определенные способности. Поэтому стоит разглядеть остальные методы измерения труб.
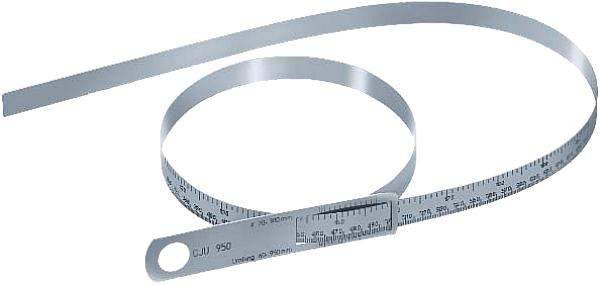
Циркометр предназначен для четкого измерения поперечников труб и остальных изделий округленной формы. Циркометр сделан из нержавеющей, закаленной пружинной стали, разметка нанесена лазером
Итак, что можно создать без особых приспособлений? До этого всего, вспомянуть школьную формулу, определяющую длину окружности. Она смотрится так:
D х π (пи) = С
- D является поперечником окружности;
- Π – фиксированное значение (возьмите 3,14);
- С – фактически длина окружности.
Выходит, для получения поперечника длину окружности нужно поделить на 3,14. Но заметим, что при помощи данной формулы можно найти лишь наружный поперечник трубы.
Швейной лентой либо строительной рулеткой обмотайте трубу в один оборот. Действуйте аккуратненько, чтоб лента не перекосилась, а легла ровно поперек трубы. Произведя замеры, сделайте вычисления, которые я обрисовал выше. Например, если окружность имеет длину 12 см, разделите значение на 3,14 и получите поперечник – в этом случае 3,8 см.

Трубу необходимо обмотать в один оборот
На заметку! Трубы забугорного производства (а именно, водопровдные) нередко маркируются в неметрической системе, о чем мы уже гласили ранее. Да и тут ничего сложного нет. Зная, что дюйм составляет 2,54 см, вы просто переведете см в дюймы и напротив.
Если же требуется измерить поперечник весьма малой трубы, сможете пользоваться штангенциркулем, как это обычно и делают. Данный способ применим к трубам поперечником наименее 15 см. Одну ножку штангенциркуля прижмите к одной стене трубы, вторую – к иной соответственно. Особые указатели на инструменте и сообщат для вас о наружном поперечнике.
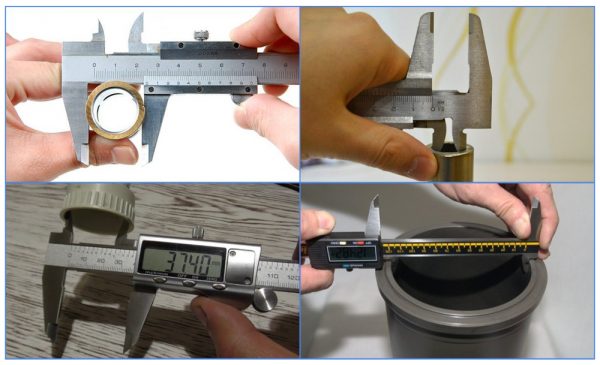
Измерение поперечника трубы штангенциркулем
Для измерения внутреннего поперечника также можно применять штангенциркуль. Зажмите ножками инструмента кромку трубы (ее толщину), опосля что вычтите из наружного поперечника приобретенное значение. В итоге вы узнаете, каковой внутренний поперечник избранной трубы. Хотя есть и модели, которые разрешают без заморочек определять внутренний поперечник (см. фото выше).

Рядовая линейка может посодействовать, если нет профессиональныого инструмента для измерения поперечника трубы, но не забываем о погрешности
Видео – Как в ГОСТе обозначается поперечник труб
Как правильно мерить резьбу?
Средняя стоимость – 3 300 русских рублей.
Fit 70003

И очередной китайский представитель. Про него также трудно отыскать полезную информацию. Что касается стали, из которой произведен инструмент, тут тоже трудно отыскать подробности. При всем этом компания пользуется огромным спросом на рынке, юзеры оставляют сплошь положительные отзывы. Трудно представить, что они все приобретенные. Вывод: минимум инфы не повод отрешаться от покупки полностью работоспособного инструмента. Клупп способен прослужить долгий срок, но с суровыми и сложными задачками не управится.
клупп Fit 70003
- низкая стоимость;
- хорошее свойство;
- положительные отзывы.
- не много инфы.
Средняя стоимость – 2 400 русских рублей.
Sparta

Данная китайская модель прибыльно отличатся от собственных аналогов. Во-1-х, бренд буквально указал материал клуппа – крепкая и приготовленная сталь. Девять частей эргономично размещены в устойчивом к ударам и падениям кейсе. Имеются комфортные держатели, трещотка. Также огромным плюсом модели является ее соответствие эталонам. Стоимость выше, чем у аналогов, но свойство оправдывает стоимость, т. к. агрегат обустроен всем нужным для эксплуатации.
- высококачественные материалы;
- надежная сборка;
- полный набор.
- относительно высочайшая стоимость.
Средняя стоимость – 3 000 русских рублей.
Электронные модели
Tor SQ30

Схожее оборудование стоит очень недешево, т. к. основное его назначение – работа в промышленных масштабах. Данная модель различается низкой ценой, что, вне сомнения, завлекает покупателей.
Агрегат не различается техническими чертами, это полностью обычный клупп, несколько облегчающий работу мастера. Но необходимо отметить весьма высшую мощность мотора, которая обеспечит резвую вырезку резьбы даже на трудно поддающихся обработке материалах. Скорость оборотов можно отрегулировать, но рычаг переключения распложен не самым комфортным для юзера образом. При всех показателях это хороший многофункциональный аппарат, позволяющий упростить работу и сберечь деньги.
Поменять плашку на аналог большего размера не получится, придется ограничиваться заблаговременно установленными способностями. Аксессуару присуща техно изюминка, позволяющая ему просочиться в недоступные области.
- большая скорость оборотов;
- низкая стоимость;
- доступ в недоступные области.
- недозволено поменять плашки;
- не удачный дизайн.
Средняя стоимость – 25 000 русских рублей.
Hongli SQ30

Версия родом из Китая, но при всем этом производитель гарантирует соблюдение всех сертификатов и норм, принятых в Европе.
Удачный эргономичный дизайн дозволит с легкостью регулировать скорость инструмента. Высочайшая мощность модели гарантирует резвую и доброкачественную обработку. В набор к товару включен широкий набор плашек, различного поперечника, что также упрощает жизнь мастера. В эксплуатации инвентарь различается выносливостью, он способен обрабатывать изделия долгий срок без остановок. Продукт не характеризируется особо выделяющимися способностями, но при всем этом ценится юзерами за производительность.
клупп Hongli SQ30
- длинный срок службы;
- высочайшая мощность мотора;
- эргономичный дизайн;
- высочайшая производительность;
- соответствие всем ГОСТам.
- не выявлено.
Средняя стоимость – 42 000 русских рублей.
Virax Phenix IIB

Мощнейший производительный аппарат владеет огромным преимуществом для аналогов клупп таковых габаритов – он дозволяет установить плашку хоть какого поперечника. Для этого производитель добавил в набор адаптер, который следует устанавливать поверх рабочей части. Также бренд гарантирует мастеру надежную систему фиксации, не допускающую падения адаптера в момент активной деятельности.
Мощнейший движок успешно смешивается с обмысленным дизайном агрегата. Ручка эргономична, потому пользователь не будет испытывать дискомфорт при работе в самых неловких и тесноватых критериях. Заморочек с удалением стружки также не наблюдается, т. к. аксессуар обустроен отводом для отработанных материалов. Имеется доборная защита главных частей от нагрева.
клупп Virax Phenix IIB
- комфортная система;
- отвод стружки;
- возможность установки плашек огромного поперечника;
- удобство эксплуатации.
- относительно высочайшая стоимость.
Средняя стоимость – 50 000 русских рублей.
Rems Амиго

Германские бренды постоянно славились своим качеством, непринципиально, какой продукт они создают. Данный клупп не является исключением. Во-1-х, создание в Европе гарантирует соблюдение всех нормативов и сертификатов. Во-2-х, комфортная обмысленная система дозволит совладать с аппаратом даже новенькому. Провести резьбу будет нетрудно даже на уже установленных трубах, расположенных в недоступных областях. Обмысленный дизайн гарантирует удобство работы при самых экстремальных для мастера критериях.
Производительность девайса выдержит долгий рабочий денек, наличие всех документов дает право на гарантийное сервис и проф ремонт. Такое оборудование не следует получать для хозяйственных нужд, это просто нецелесообразно и очень недешево. А вот для большой ремонтной мастерской таковой ассистент станет находкой.
клупп Rems Амиго
- свойство;
- долгий срок службы;
- соответствие ГОСТам;
- мощность;
- надежность.
- высочайшая стоимость;
- не для бытового внедрения.
Средняя стоимость – 100 000 русских рублей.
Rothenberger

И завершает наш рейтинг высококачественный германский агрегат, являющийся представителем наилучшего соотношения цены и свойства. Относительно низкая для подобного оборудования стоимость подкупает покупателей, а германский гарант надежности добавляет призов в копилку аппарата.
Аксессуар стопроцентно собирается в Германии, все элементы и детали выполняются на заводах там же. Таковым образом, клиент получает продукт, отличающийся долгим сроком службы и соответствием всем интернациональным документам и нормативам. Девайс способен выдерживать экстремальные перегрузки, а вот мастер не испытает дискомфорта в самых сложных критериях благодаря эргономичной конструкции. Принципиальные детали защищены от перегрева, потому клупп может работать без остановки. Высочайшая мощность и регулировка оборотов гарантирует хороший итог без ошибок. Мастер может действовать инвентарем одной рукою, рабочая часть обеспечивает доступ в самые недоступные места.
В набор включен набор насадок различного поперечника.
- полная комплектация;
- соответствие интернациональным ГОСТам;
- удачный дизайн;
- долгий срок службы;
- выдерживает наибольшие перегрузки.
- не выявлено.
Отличия клуппа от плашки
Для производства плашки употребляется финансово накладная инструментальная сталь, при этом она идет на изготовка всех частей приспособления. Это смотрится слегка алогично, ведь высочайшая механическая крепкость нужна лишь резцам, за счет которых и прорезается резьба.
Клупп – это облегченный вариант плашки, ведь в нем отсутствуют дорогие и ненадобные элементы конструкции. Для действенной вырезки резьбы на трубе требуются лишь очень крепкие резцы и держатель.

Чудилось бы, все смотрится так, как как будто трубный клупп – это всего только удешевленный аналог плашки. Но при всем этом стоимость неких клуппов может превосходить все мыслимые пределы, и это смотрится странноватым.
Разъяснить все это можно весьма просто – резцы в этом случае являются расходным материалом, и на их можно сберегать. Сам же инструмент довольно комфортен и прост, и конкретно за эти свойства его выбирают для вырезки резьбы на железных трубах.
Резьба коническая дюймовая с углом профиля 60°.
Дюймовая коническая резьба создана для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Конические резьбы, используемые, основным образом , в соединениях труб, ранее стандартизовались на базе дюймовой системы мер. Наибольшее применение получили трубная коническая резьба и коническая дюймовая резьба с углом профиля 60°. В истинное время в мировой практике больше распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения внешной конической, с внутренней цилиндрической метрической резьбой. Перспективы внедрения конической дюймовой резьбы с углом профиля 60° очень ограничены в связи с внедрением конической метрической резьбы.
Значимым недочетом конической дюймовой резьбы будет то, что она не имеет согласованной с ней цилиндрической резьбы и, как следует, не дозволяет получить коническо-цилиндрические соединения.
Угол профиля дюймовой конической резьбы равен 60°.
Биссектриса угла профиля перпендикулярна оси трубы.
Шаг резьбы задается числом нитей на 1° и измеряется параллельно оси трубы.
Угол наклона конуса φ/2 равен 1°47′ 24».
Основная плоскость трубы при свинчивании без натяга совпадает с торцом муфты.
Коническая дюймовая резьба имеет притупление верхушки и впадины, притупления витков данной резьбы существенно меньше притуплений метрической крепежной резьбы, что содействует достижению непроницаемости.
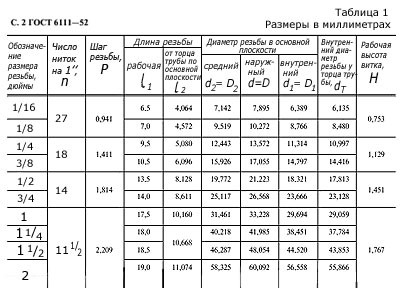
Резьба коническая дюймовая с углом профиля 60° делается по ГОСТ 6111-52. Принятый в эталонах номинальный профиль показан на рис. 1
Главные размеры резьбы указаны на рис.2 и в таблице 1.
Допуски размеров конической дюймовой резьбы с углом профиля 60°.
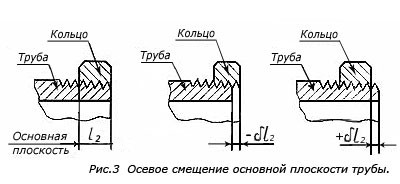
Согласно ГОСТ 6111-52 внешняя резьба проверяется по среднему поперечнику резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение главный плоскости трубы при всем этом относительно номинального расположения не обязано превосходить ±Р (шаг резьбы) рис. 3.
Внутренняя резьба проверяется по среднему поперечнику резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение главный плоскости муфты относительно номинального расположения не обязано превосходить ±Р (шаг резьбы) рис.4.
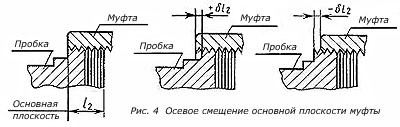
Разность размеров l1 и l2 обязана быть не наименее обозначенных в таблице 1 номинальных размеров l1 и l2.
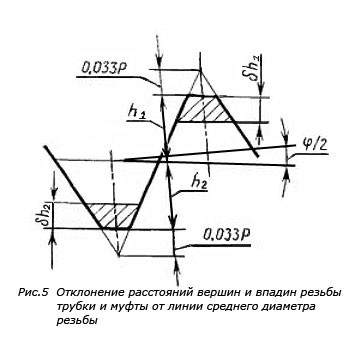
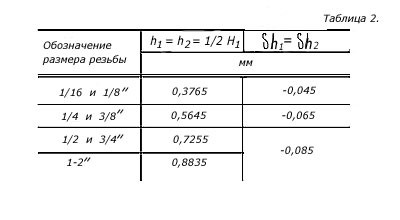
Отклонение расстояний вершин и впадин резьбы трубки и муфты от полосы среднего поперечника резьбы (dh1 и dh2) рис.5, не должны превосходить значений обозначенных в таблице 2.
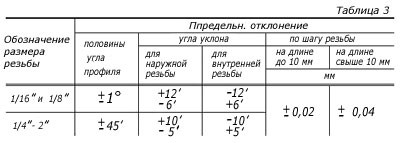
Отклонение половины угла профиля, угла наклона (φ/2) и отличия по шагу резьбы (отличия расстояний меж хоть какими витками) не обязано превосходить значений обозначенных в таблице 3.
Пример условного обозначения конической резьбы 1/8» : К 3/4» ГОСТ 6111-52.
Контроль конической дюймовой резьбы.
Средний поперечник внешной конической резьбы измеряется на всепригодном микроскопе теневым методом либо при помощи ножей.
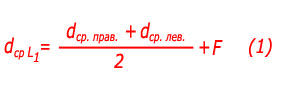
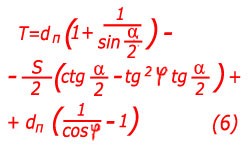
При измерении среднего поперечника калибр-пробку устанавливают на центрах микроскопа так, чтоб наименьший торец находился справа. Визируют наименьший торец по измерительному ножику и определяют расстояние L1 от торца до верхушки 1-го из витков, который визируется по сторонам профиля. Определяют средний поперечник по правым и левым сторонам профиля этого витка. Размер среднего поперечника резьбы на расстоянии L1 от наименьшего торца (dсрL1) подсчитывается по формуле (1).
где F-поправка, определяемая по формуле (2),
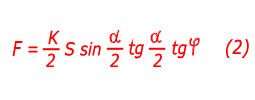
где К-конусность; &phi — угол наклона; α-угол профиля резьбы; S-шаг резьбы. Средний поперечник в главный плоскости находится по формуле (3).
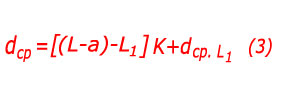
где L-расстояние от огромного торца до наименьшего (действительная высота калибра) в мм; а-расстояние от огромного торца до главный плоскости в мм. Конусность определяется по формуле (4)
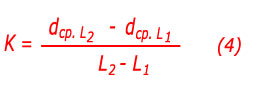
где dсрL2 и dсрL1 – два поперечника на расстоянии L2 и L1 от наименьшего торца. Овальность резьбы по среднему поперечнику определяется разностью его значений в главный плоскости, измеренных в 2-ух положениях с поворотом резьбы на 90°.
Калибры пробки конических резьб измеряются также способом проволочек набросок 5. На пинольную трубку 5 горизонтального оптимитра либо измерительной машинки устанавливается наконечник типа НГЛ-3, а на трубку оптимитра 1 – наконечник типа НГП-8. На столике устройства на брусок-подкладку 3 высотой 15-20 мм укладывают блок концевых мер 2, по которому устанавливают устройство на нуль. Размер блока подсчитывается по формуле (5).
где dсрL1 – средний поперечник на расстоянии L1 от наименьшего торца;
где dп – поперечник проволочки в мм, определяемый по формуле 7
Где S – шаг резьбы; α/2 – половина угла профиля.
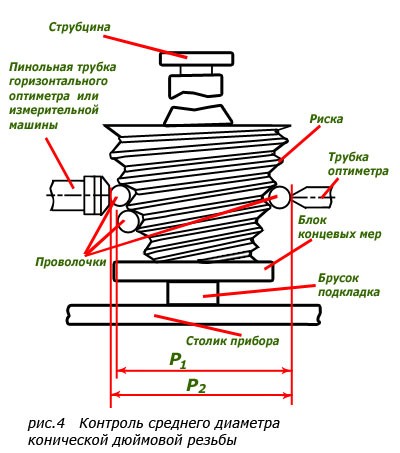
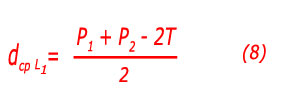
На блок концевых мер 2 размер устанавливают наименьшим торцом. Столик устройства 4, устанавливают по блоку концевых мер, опускают так, чтоб против измерительных наконечников оказалась 1-ая из впадин, отмеченных заблаговременно риской (размер от данной впадины до торца должен быть за ранее измерен на всепригодном микроскопе). Во впадину резьбы вкладывают проволочку и с обратной стороны во впадину, расположенную выше отмеченной, вторую проволочку. Измеряется размер P2. Потом вторую проволочку перекладывают в соседнюю нижнюю впадину и определяют размер Р1. Средний поперечник резьбы на расстоянии L1 от наименьшего торца подсчитывается по формуле 8.
Средний поперечник в главный плоскости подсчитывается по формуле 3.
Шаг конических резьб у калибров-пробок определяют на всепригодном микроскопе теневым методом либо при помощи ножей. Измерения создают параллельно оси резьбы. Размер устанавливают на центрах микроскопа. В случае измерения теневым методом перекрестие окулярной сетки накладывают на верхушку изображения витка резьбы. Это достигается поочередным наложением центральной штриховой полосы (при повороте окулярной пластинки) на обе стороны профиля витка.
Если штриховая линия при повороте окулярной сетки накладывается без просвета на обе боковые стороны профиля, то это значит, что перекрестие сетки совмещено с верхушкой угла профиля резьбы. Проделав эту операцию на 2-ух витках и сняв при всем этом отсчеты по продольной шкале микроскопа, подсчитывают значение шага как разность этих отсчетов.
Для исключения воздействия перекоса резьбы относительно оси, измерения создают по правым и левым сторонам профиля и берут среднее арифметическое.
Угол профиля резьбы определяют обычно сразу с измерением шага теневым методом либо при помощи ножей.
В заключении нужно отметить, что применение резьбы по ГОСТ 6111-52, непременно для изделий, на которые установлены эталоны, предусматривающие соединения с данной резьбой. Во всех остальных вариантах допускается применение трубной конической резьбы.
Если у Вас есть вопросцы можно задать их ЗДЕСЬ.
Перечень крайних статей.
Создатель: Саляхутдинов Роман
Узнай Все Cекреты КОМПАС-3D
- Наиболее 100 приятных видеоуроков;
- Возможность резвее стать опытным спецом КОМПАС-3D;
- Умение проектировать 3D изделия (деталей и сборок) хоть какой степени трудности;
- Гарантии доставки и возврата.
Создатель: Саляхутдинов Роман
Новейший Видеокурс. «Твердотельное и Поверхностное Моделирование в КОМПАС-3D»
- Большая свобода в воззвании с поверхностями;
- Возможность формирования таковых форм, которые при твердотельном моделировании представить нереально;
- Новейший уровень моделирования;
- Гарантии доставки и возврата.
Создатель: Саляхутдинов Роман
"Эффективная работа в SolidWorks"
Видеокурс. «Эффективная работа в SolidWorks» поможет Для вас:



























